Брикет для виплавки сталі
Номер патенту: 20825
Опубліковано: 15.02.2007
Автори: Павлюченков Олег Ігоревич, Петренко Андрій Володимирович, Василенко Сергій Іванович, Бродський Олександр Сергійович, Стовпченко Ганна Петрівна

Формула / Реферат
Брикет для виробництва сталі, що містить залізовмісний матеріал і флюсуючу добавку, який відрізняється тим, що як залізовмісний матеріал містить магнітну фракцію сталеплавильних основних шлаків фракцією не більше 10 мм, як флюсуючу добавку - ставролітовий концентрат і шлакопортландцемент, а також останній і як зв'язуюче, при наступному співвідношенні компонентів, мас. %:
магнітна фракція сталеплавильних основних шлаків
не менше 80
ставролітовий концентрат
6,0-12
шлакопортландцемент
8-14.
Текст
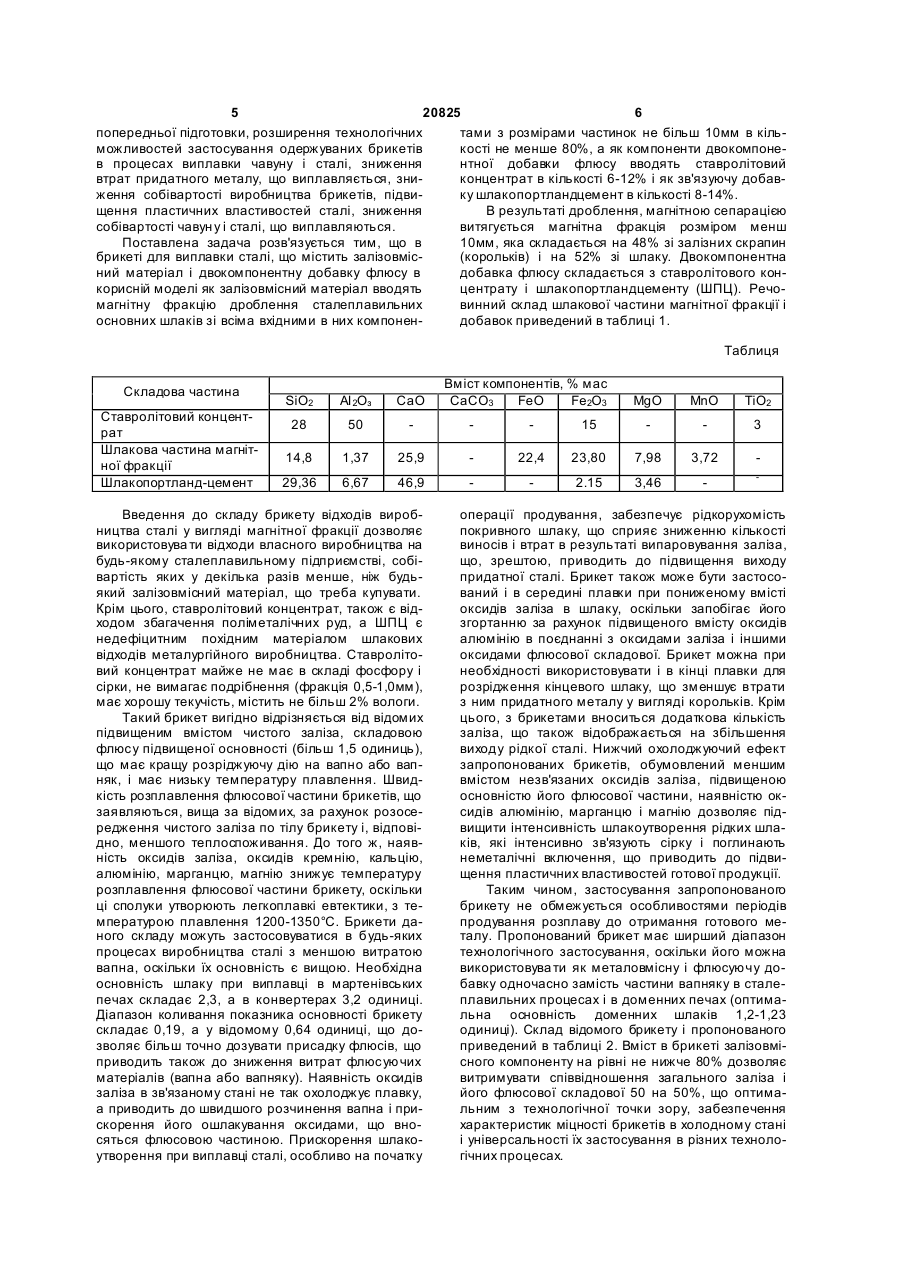
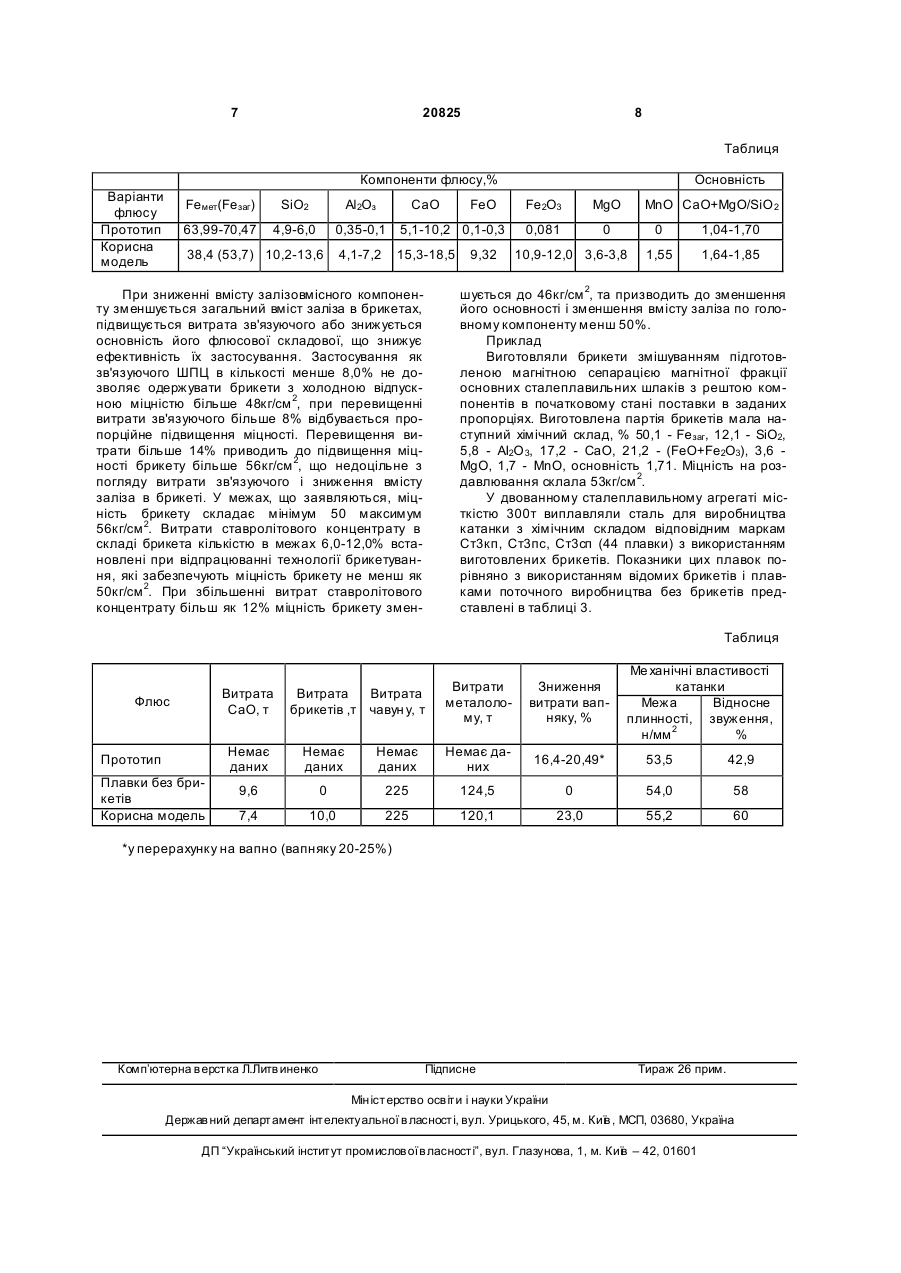
Брикет для виробництва сталі, що містить залізовмісний матеріал і флюсуючу добавку, який 3 20825 4 до холодного початку плавки, погіршення ходу вапняку у вигляді сполуки СаСО3 і до 20% вологи в шлакоутворення і втрати годного металу з винобокситі. Частина флюсу такого брикету у вигляді сами, а при виплавці сталі в мартенівських печах суміші бокситу і вапняку у вказаних кількостях додо подовження періоду розплавлення шихти і пезволяє зв'язувати оксид кремнію, який міститься в ревитрати умовного палива на тону виплавленої губчастому залізі в кількості максимум 5,2% [ТУ сталі. З другого боку, добавка флюсу суміші окси0726-003-00186803-2001], Лебединський ГЗК, в дів в брикет в таких пропорціях має основшлак основністю від 1,04 до 1,70 одиниці, що виність(СаО/SіO2) не більш 0,5 одиниць, що вимагає магає додаткової витрати вапна або вапняку для введення в шихту доменної плавки додаткових досягнення основності мінімум 3,0 одиниці, що кількостей вапняку для досягнення оптимальної вимагається для успішного видалення сірки і фоосновності 1,23, що погіршує тепловий баланс сфору. Слід враховувати і те, що боксит, разом з процесу і вимагає коректування витрати коксу у оксидами алюмінію має в своєму складі підвищебільший бік. При виплавці сталі в металургійних ний вміст сірки і фосфору. Охолоджуючий ефект агрегатах вимагається збільшувати витрату вапняпри застосуванні відомих брикетів і додаткове збіку або вапна для досягнення основності більше льшення витрати вапна або вапняку уповільнює 3,0 одиниць, що знижує швидкість (інтенсивність) процес шлакоутворення, що приводить при продушлакоутворення і знижує рідкорухомість шлаку, ванні кисню до виносів металу і випаровування що особливо несприятливе для процесів виплавки заліза у вигляді оксидів, що приводить до зниженсталі в конвертерах. З цієї точки зору переважно ня виходу придатного металу. Збільшення кількосзастосовувати відомий брикет в мартенівській ті шлаку в абсолютному виразі приводить до велиплавці для інтенсифікації кипіння ванни і прискоких втрат металу у вигляді оксидів і корольків рення реакцій окислення вуглецю розплаву металу заліза з шлаками, що відходять у відвал. Застосув кількостях що враховують ендотермічність реаквання таких брикетів приводить до збільшення цій усередині тіла брикету і наявності вуглецю. В витрати рідкого чавуну на тону сталі, що виплавданому випадку більш доцільно не вводити до ляється, і підвищенню собівартості придатної стаскладу брикету відновник, а застосовувати чисту лі. Такі брикети можуть застосовуватися переважокалину. Брикет такого складу знижує те хнологічні но при виплавці сталі в мартенівських печах. можливості його застосування в пірометалургійних Введення до складу брикету металізованих процесах виплавки. обкотишів або губчастого заліза, які можна застоЗ урахуванням вищевказаного, для зниження совува ти і без брикетування, як в доменній печі, ендотермічного ефекту брикету те хнологія вигототак і в будь-яких сталеплавильних агрегатах, влення брикетів передбачає операцію високотемускладнює процес їх підготовки до проплаву. Запературного випалення при 700-1000°С протягом стосування вапняку і бокситу в подрібненому ви0,5-1,0 години, що приводить до збільшення енергляді фракцією менше 10мм також ускладнює проговитрат і ще більших втрат умовного палива, поцес підготовки до брикетування через необхідність гіршення екології під час ведення технологічного обладнання помолу. Боксит може містити і глиниспроцесу. Циклічність процесу не дозволяє з малиту складову. Фракційна неоднорідність початкових ми інвестиційними витратами забезпечити продуккомпонентів, відсутність зв'язуючого і сухе пресутивність устаткування на рівні безперервних провання суміші не дозволяє одержати брикет достацесів підготовки і проплавлення шихтових тньої відпускної холодної міцності навіть на пресах матеріалів зазвичай вживаних в металургії чавуну і зусиллям 700 тон. Як відомо, на пресах з таким сталі. Одержувана максимальна відпускна холодзусиллям можна стискати в брикет достатньої міцна міцність брикету дорівнює 3,58МПа. Що є недоності тільки дрібнодисперсні матеріали одного статнім для транспортних перевезень навалом і хімічного складу, але не всі вживані в чорній метабагатократних перевантажень при переміщенні лургії, особливо без зв'язуючого, або зволоження. транспортерами. Сучасні вимоги за показниками Використання такого вигляду і складу брикетів міцності, що пред'являються до брикетів будьчерез малу холодну міцність приводить до втрат якого вигляду і складу у відпускному холодному матеріалів не тільки при транспортуванні, але і при стані становлять не менше 5,0МПа. завантаженнях в металургійні агрегати для виплаНайближчим до пропонованого технічним рівки чавун у і стали. шенням є брикет для виплавки сталі, що включає металізований залізорудний матеріал в кількості Для даного і попереднього винаходу загаль79-87% і флюсуючі добавки у вигляді двокомпоненим недоліком є вузька сировинна база, її дефіцинтної суміші з бокситу в кількості 1,0-3,0% і вапнятність і висока вартість бокситу і губчасто го заліза, ку в кількості 10-20% [А.С. СРСР №815057, що є співставною з вартістю чушкового чавун у, і С22В1/24, 1981р.]. тому негативно позначається на собівартості їх Такий брикет вигідно відрізняється від аналогу виробництва. Слід зазначити і те, що в Україні і в меншим числом початкових компонентів, відсутнібагатьох інших країнах відсутні родовища бокситів стю вуглецьвмісного відновника, більш простий у і не налагоджено виробництво заліза прямого відвиготовленні, технологічний процес його викорисновлення в масовому масштабі. тання більш екологічно безпечний, але й має і ісУ основу пропонованої корисної моделі постатотні недоліки властиві відомому брикету. Так, в влена задача удосконалення складу брикету і підсвоєму складі для зниження ендотермічного ефеквищення ефективності їх виробництва і застосуту брикет містить вже заздалегідь відновлене губвання, розширення сировинної бази вихідних часте залізо і частину недовідновлених оксидів матеріалів з використанням відходів виробництва, заліза, але з другого боку має підвищений вміст причому відходів, що вимагають мінімальної їх 5 20825 6 попередньої підготовки, розширення технологічних тами з розмірами частинок не більш 10мм в кільможливостей застосування одержуваних брикетів кості не менше 80%, а як компоненти двокомпонев процесах виплавки чавуну і сталі, зниження нтної добавки флюсу вводять ставролітовий втрат придатного металу, що виплавляється, зниконцентрат в кількості 6-12% і як зв'язуючу добавження собівартості виробництва брикетів, підвику шлакопортландцемент в кількості 8-14%. щення пластичних властивостей сталі, зниження В результаті дроблення, магнітною сепарацією собівартості чавун у і сталі, що виплавляються. витягується магнітна фракція розміром менш Поставлена задача розв'язується тим, що в 10мм, яка складається на 48% зі залізних скрапин брикеті для виплавки сталі, що містить залізовміс(корольків) і на 52% зі шлаку. Двокомпонентна ний матеріал і двокомпонентну добавку флюсу в добавка флюсу складається з ставролітового конкорисній моделі як залізовмісний матеріал вводять центрату і шлакопортландцементу (ШПЦ). Речомагнітну фракцію дроблення сталеплавильних винний склад шлакової частини магнітної фракції і основних шлаків зі всіма вхідними в них компонендобавок приведений в таблиці 1. Таблиця Складова частина Ставролітовий концентрат Шлакова частина магнітної фракції Шлакопортланд-цемент Вміст компонентів, % мас CaCO3 FeO Fе2О3 SiO2 АІ 2Оз CaO 28 50 14,8 1,37 25,9 29,36 6,67 46,9 Введення до складу брикету відходів виробництва сталі у вигляді магнітної фракції дозволяє використовува ти відходи власного виробництва на будь-якому сталеплавильному підприємстві, собівартість яких у декілька разів менше, ніж будьякий залізовмісний матеріал, що треба купувати. Крім цього, ставролітовий концентрат, також є відходом збагачення поліметалічних руд, а ШПЦ є недефіцитним похідним матеріалом шлакових відходів металургійного виробництва. Ставролітовий концентрат майже не має в складі фосфору і сірки, не вимагає подрібнення (фракція 0,5-1,0мм), має хорошу текучість, містить не більш 2% вологи. Такий брикет вигідно відрізняється від відомих підвищеним вмістом чистого заліза, складовою флюсу підвищеної основності (більш 1,5 одиниць), що має кращу розріджуючу дію на вапно або вапняк, і має низьку температуру плавлення. Швидкість розплавлення флюсової частини брикетів, що заявляються, вища за відомих, за рахунок розосередження чистого заліза по тілу брикету і, відповідно, меншого теплоспоживання. До того ж, наявність оксидів заліза, оксидів кремнію, кальцію, алюмінію, марганцю, магнію знижує температуру розплавлення флюсової частини брикету, оскільки ці сполуки утворюють легкоплавкі евтектики, з температурою плавлення 1200-1350°С. Брикети даного складу можуть застосовуватися в будь-яких процесах виробництва сталі з меншою витратою вапна, оскільки їх основність є вищою. Необхідна основність шлаку при виплавці в мартенівських печах складає 2,3, а в конвертерах 3,2 одиниці. Діапазон коливання показника основності брикету складає 0,19, а у відомому 0,64 одиниці, що дозволяє більш точно дозувати присадку флюсів, що приводить також до зниження витрат флюсуючих матеріалів (вапна або вапняку). Наявність оксидів заліза в зв'язаному стані не так охолоджує плавку, а приводить до швидшого розчинення вапна і прискорення його ошлакування оксидами, що вносяться флюсовою частиною. Прискорення шлакоутворення при виплавці сталі, особливо на початку MgO MnO ТiO2 15 3 22,4 23,80 7,98 3,72 2.15 3,46 операції продування, забезпечує рідкорухомість покривного шлаку, що сприяє зниженню кількості виносів і втрат в результаті випаровування заліза, що, зрештою, приводить до підвищення виходу придатної сталі. Брикет також може бути застосований і в середині плавки при пониженому вмісті оксидів заліза в шлаку, оскільки запобігає його згортанню за рахунок підвищеного вмісту оксидів алюмінію в поєднанні з оксидами заліза і іншими оксидами флюсової складової. Брикет можна при необхідності використовувати і в кінці плавки для розрідження кінцевого шлаку, що зменшує втрати з ним придатного металу у вигляді корольків. Крім цього, з брикетами вноситься додаткова кількість заліза, що також відображається на збільшення виходу рідкої сталі. Нижчий охолоджуючий ефект запропонованих брикетів, обумовлений меншим вмістом незв'язаних оксидів заліза, підвищеною основністю його флюсової частини, наявністю оксидів алюмінію, марганцю і магнію дозволяє підвищити інтенсивність шлакоутворення рідких шлаків, які інтенсивно зв'язують сірку і поглинають неметалічні включення, що приводить до підвищення пластичних властивостей готової продукції. Таким чином, застосування запропонованого брикету не обмежується особливостями періодів продування розплаву до отримання готового металу. Пропонований брикет має ширший діапазон технологічного застосування, оскільки його можна використовува ти як металовмісну і флюсуючу добавку одночасно замість частини вапняку в сталеплавильних процесах і в доменних печах (оптимальна основність доменних шлаків 1,2-1,23 одиниці). Склад відомого брикету і пропонованого приведений в таблиці 2. Вміст в брикеті залізовмісного компоненту на рівні не нижче 80% дозволяє витримувати співвідношення загального заліза і його флюсової складової 50 на 50%, що оптимальним з технологічної точки зору, забезпечення характеристик міцності брикетів в холодному стані і універсальності їх застосування в різних технологічних процесах. 7 20825 8 Таблиця Компоненти флюсу,% Варіанти флюсу Прототип Корисна модель Feмет(Feзаг) SiO2 Аl2Оз 63,99-70,47 4,9-6,0 0,35-0,1 5,1-10,2 0,1-0,3 4,1-7,2 15,3-18,5 38,4 (53,7) 10,2-13,6 CaO FeO 9,32 Основність Fe2O3 MgO 0,081 MnO СаO+MgO/SiO 2 0 0 10,9-12,0 3,6-3,8 1,04-1,70 1,55 1,64-1,85 шується до 46кг/см 2, та призводить до зменшення його основності і зменшення вмісту заліза по головному компоненту менш 50%. Приклад Виготовляли брикети змішуванням підготовленою магнітною сепарацією магнітної фракції основних сталеплавильних шлаків з рештою компонентів в початковому стані поставки в заданих пропорціях. Виготовлена партія брикетів мала наступний хімічний склад, % 50,1 - Feзаг, 12,1 - SiO2, 5,8 - АІ2O 3, 17,2 - СаО, 21,2 - (FeO+Fe2О3), 3,6 MgO, 1,7 - MnO, основність 1,71. Міцність на роздавлювання склала 53кг/см 2. У двованному сталеплавильному агрегаті місткістю 300т виплавляли сталь для виробництва катанки з хімічним складом відповідним маркам Ст3кп, Ст3пс, Ст3сп (44 плавки) з використанням виготовлених брикетів. Показники цих плавок порівняно з використанням відомих брикетів і плавками поточного виробництва без брикетів представлені в таблиці 3. При зниженні вмісту залізовмісного компоненту зменшується загальний вміст заліза в брикетах, підвищується витрата зв'язуючого або знижується основність його флюсової складової, що знижує ефективність їх застосування. Застосування як зв'язуючого ШПЦ в кількості менше 8,0% не дозволяє одержувати брикети з холодною відпускною міцністю більше 48кг/см 2, при перевищенні витрати зв'язуючого більше 8% відбувається пропорційне підвищення міцності. Перевищення витрати більше 14% приводить до підвищення міцності брикету більше 56кг/см 2, що недоцільне з погляду витрати зв'язуючого і зниження вмісту заліза в брикеті. У межах, що заявляються, міцність брикету складає мінімум 50 максимум 56кг/см 2. Витрати ставролітового концентрату в складі брикета кількістю в межах 6,0-12,0% встановлені при відпрацюванні технології брикетування, які забезпечують міцність брикету не менш як 50кг/см 2. При збільшенні витрат ставролітового концентрату більш як 12% міцність брикету змен Таблиця Витрата СаО, т Флюс Витрата Витрата брикетів ,т чавун у, т Витрати металолому, т Зниження витрати вапняку, % Ме ханічні властивості катанки Межа Відносне плинності, звуження, н/мм 2 % Немає даних Прототип Плавки без брикетів Корисна модель Немає даних Немає даних Немає даних 16,4-20,49* 53,5 42,9 9,6 0 225 124,5 0 54,0 58 7,4 10,0 225 120,1 23,0 55,2 60 *у перерахунку на вапно (вапняку 20-25%) Комп’ютерна в ерстка Л.Литв иненко Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBriquette for steel melting
Автори англійськоюStovpchenko Hanna Petrivna, Petrenko Andrii Volodymyrovych
Назва патенту російськоюБрикет для выплавки стали
Автори російськоюСтовпченко Анна Петровна, Петренко Андрей Владимирович
МПК / Мітки
МПК: C22B 1/24
Мітки: брикет, сталі, виплавки
Код посилання
<a href="https://ua.patents.su/4-20825-briket-dlya-viplavki-stali.html" target="_blank" rel="follow" title="База патентів України">Брикет для виплавки сталі</a>
Шлакоутворюючий брикет для виплавки сталі
Номер патенту: 69840
Опубліковано: 15.09.2004
Автори: Лещенко Єгор Миколайович, Климанчук Владислав Владиславович, Комар Сергій Михайлович, Цимбой Олександр Васильович, Прахнін Вячеслав Леонідович, Ткачев Василь Миколайович, Белік Віктор Миколайович, Мастицький Анатолій Іванович, Годинський Олександр Анатольович
МПК: C21C 5/54
Мітки: сталі, виплавки, брикет, шлакоутворюючий
Формула / Реферат:
Шлакоутворюючий брикет для виплавки сталі щільністю 1500...5000 кг/м3, що включає шлак виробництва вторинного алюмінію і зв'язуючу речовину, який відрізняється тим, що брикет додатково містить вуглецевмісний матеріал з концентрацією вуглецю 60...90 %, а як зв'язуюче брикет містить смолу кам'яновугільну препаровану з умовною в'язкістю 25...50 с в інтервалі температур 60...80 °С при наступному співвідношенні компонентів, мас. час.,...
Брикет для виплавки високовуглецевого ферохрому
Номер патенту: 63527
Опубліковано: 15.01.2004
Автори: Гріншпунт Вадим Олександрович, Гріншпунт Олександр Григорович
МПК: C22B 7/02, C22B 1/245
Мітки: ферохрому, високовуглецевого, виплавки, брикет
Формула / Реферат:
1. Брикет для виплавки високовуглецевого ферохрому, що включає вуглевмісний відновлювач, зв'язуюче, хромітовий концентрат і кварцит, який відрізняється тим, що брикет містить як вуглевмісний відновлювач і одночасно зв'язуючий вуглевмісні відходи коксохімічного виробництва - кислу смолку при наступному співвідношенні компонентів, мас. %: хромітовий концентрат 60-70 кварцит ...
Брикет для навуглецьовування і розкислення сталі і чавуну
Номер патенту: 66735
Опубліковано: 17.05.2004
Автори: Носков Валентин Олександрович, Мушкін Олександр Семенович, Романовська Наталія Григорівна, Дубина Юрій Григорович, Ткачук Галина Олександрівна
МПК: C22C 33/06
Мітки: чавуну, розкислення, сталі, навуглецьовування, брикет
Формула / Реферат:
Брикет для навуглецьовування і розкислення сталі і чавуну, який містить кремнієвмісний матеріал і зв'язуюче, який відрізняється тим, що як кремнієвмісний матеріал використовують суміш карбіду кремнію металургійного з металевим кремнієм у вигляді відходів хімічного виробництва (ВХВ), а як зв'язуюче - відходи борошномельного виробництва, при такому співвідношенні компонентів, мас. %: карбід кремнію металургійний ...
Брикет для розкислення і легування сталі і чавуну
Номер патенту: 66734
Опубліковано: 17.05.2004
Автори: Ткачук Галина Олександрівна, Мушкін Олександр Семенович, Романовська Наталія Григорівна, Дубина Юрій Григорович, Носков Валентин Олександрович
МПК: C22C 33/06
Мітки: розкислення, легування, сталі, чавуну, брикет
Формула / Реферат:
Брикет для розкислення і легування сталі і чавуну, який містить кремнієвмісний матеріал і зв'язуюче, який відрізняється тим, що як кремнієвмісний матеріал використовують суміш металургійного карбіду кремнію і подрібненого скрапу, а як зв'язуюче використовують відходи борошномельного виробництва, при такому співвідношенні компонентів, мас. %: подрібнений скрап 50-72 металургійний карбід...
Брикет для розкиснення сталі
Номер патенту: 61821
Опубліковано: 17.11.2003
Автори: Симонов Ігор Миколайович, Вєлігура Олександр Васильйович, Романов Ігор Олегович, Паренчук Ігор Валерійович, Зібров Олександр Дмитрович
МПК: C21C 7/06
Мітки: брикет, розкиснення, сталі
Формула / Реферат:
1. Брикет для розкиснення сталі, що складається з розкиснювача і обважнювача, який відрізняється тим, що як розкиснювач використовують стружку алюмінієвмісного матеріалу, а як обважнювач використана стальна стружка, в мас.%: алюмінієвмісний матеріал 10-90; стальна стружка – решта.2. Брикет за п. 1, який відрізняється тим, що щільність брикетів складає
Попередній патент: Спосіб очистки внутрішньої поверхні труби від забруднень
Наступний патент: Спосіб катетеризації вен портальної системи
Випадковий патент: Ультразвуковий фазово-імпульсний витратомір