Пристрій для нагріву металевих сипких часток
Номер патенту: 2117
Опубліковано: 17.11.2003
Автори: Дємін Міхаіл Івановіч, Карпушкін Ніколай Сєргєєвіч, Міхлюк Анатолій Ігнатьєвіч, Гурчєнко Павєл Сємєновіч
Формула / Реферат
1. Пристрій для нагріву металевих сипких часток, що містить нагрівальний пристрій з теплоізоляційним кожухом, барабан, установлений співвісно всередині нагрівального пристрою і який обпирається на ролики, установлені на рамі, привід обертання барабана, механізми завантажування та розвантажування, який відрізняється тим, що барабан виконаний гладкостінним, а нагрівальний пристрій виконаний у вигляді багатовиткового циліндричного індуктора, при цьому всі елементи, що контактують з барабаном, ізольовані від нього електроізоляційним матеріалом.
2. Пристрій для нагріву металевих сипких часток за п. 1, який відрізняється тим, що привід барабана встановлений на раму з можливістю зміни кута повороту у прямовисній площині.
Текст
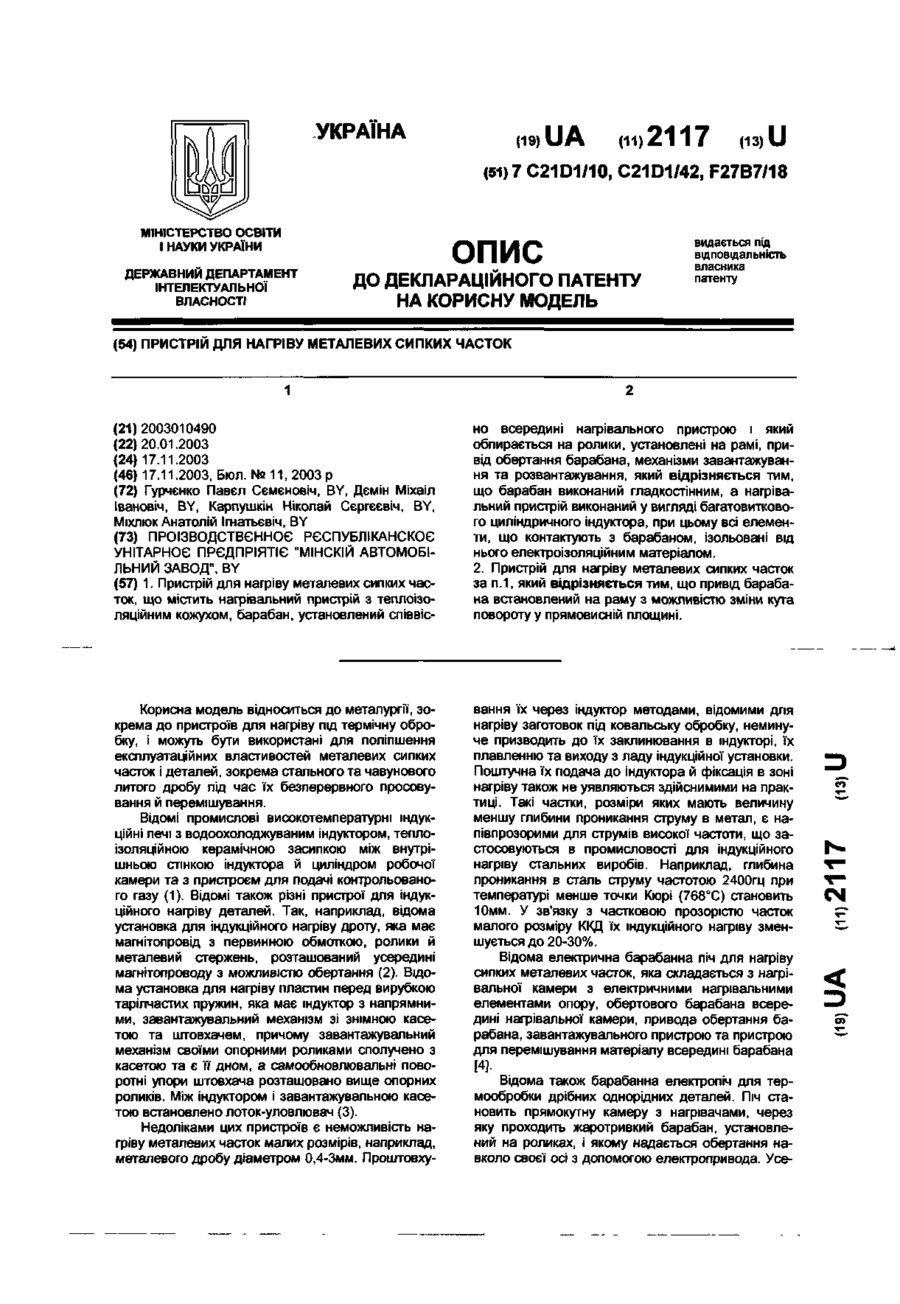
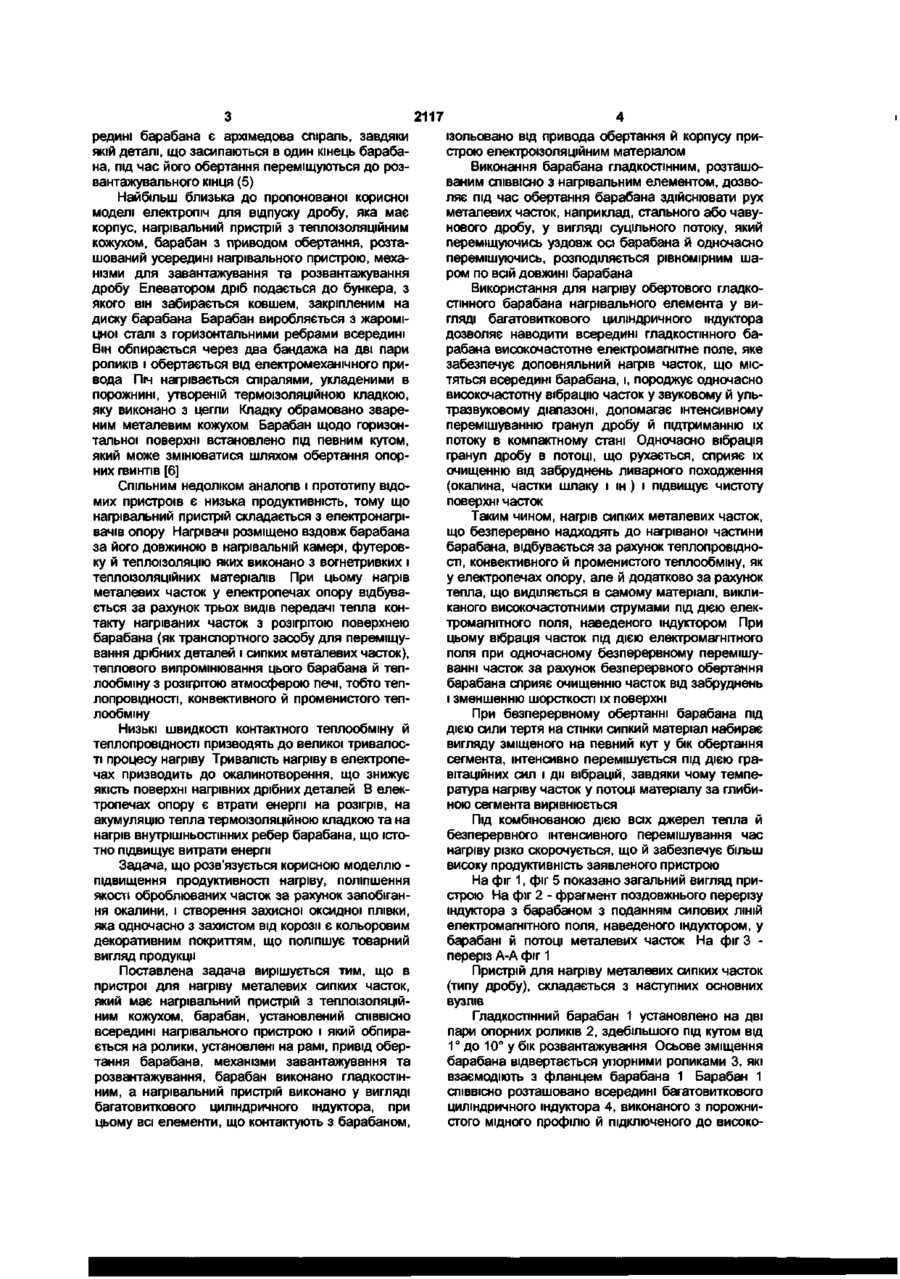
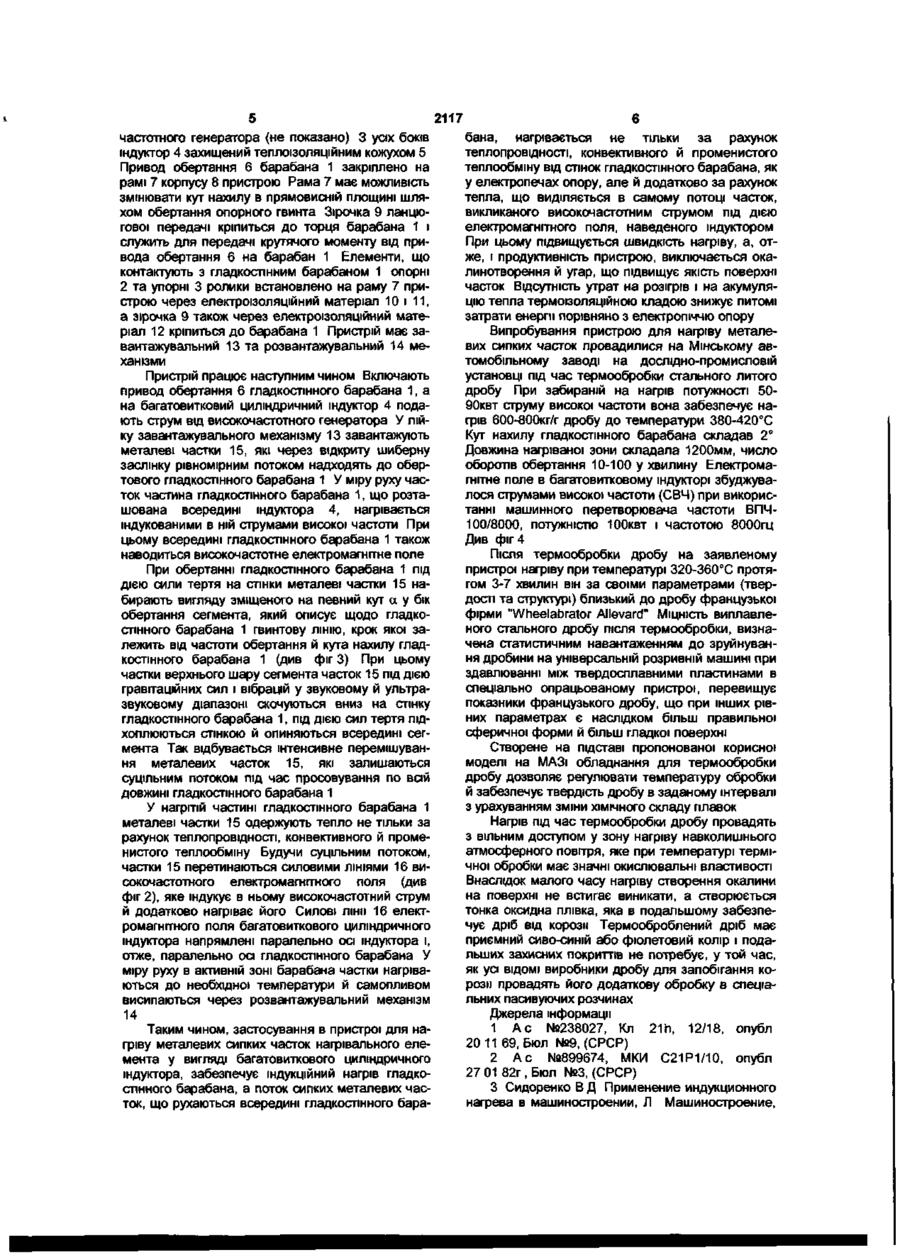
1. Пристрій для нагріву металевих сипких часток, що містить нагрівальний пристрій з теплоізоляційним кожухом, барабан, установлений співвіс но всередині нагрівального пристрою і який обпирається на ролики, установлені на рамі, привід обертання барабана, механізми завантажування та розвантажування, який відрізняється тим, що барабан виконаний гладкостінним, а нагрівальний пристрій виконаний у вигляді багатовиткового циліндричного індуктора, при цьому всі елементи, що контактують з барабаном, ізольовані від нього електроізоляційним матеріалом. 2. Пристрій для нагріву металевих сипких часток за п.1, який відрізняється тим, що привід барабана встановлений на раму з можливістю зміни кута повороту у прямовисній площині. Корисна модель відноситься до металургії, зокрема до пристроїв для нагріву під термічну обробку, і можуть бути використані для поліпшення експлуатаційних властивостей металевих сипких часток і деталей, зокрема стального та чавунового литого дробу під час їх безперервного просовування й перемішування. Відомі промислові високотемпературні індукційні печі з водоохолоджуваним індуктором, теплоізоляційною керамічною засипкою між внутрішньою стінкою індуктора й циліндром робочої камери та з пристроєм для подачі контрольованого газу (1). Відомі також різні пристрої для індукційного нагріву деталей. Так, наприклад, відома установка для індукційного нагріву дроту, яка має магнітопровід з первинною обмоткою, ролики й металевий стержень, розташований усередині магнітопроводу з можливістю обертання (2). Відома установка для нагріву пластин перед вирубкою тарілчастих пружин, яка має індуктор з напрямними, завантажувальний механізм зі знімною касетою та штовхачем, причому завантажувальний механізм своїми опорними роликами сполучено з касетою та є її дном, а самообновлювальні поворотні упори штовхача розташовано вище опорних роликів. Між індуктором і завантажувальною касетою встановлено лоток-уловлювач (3). Недоліками цих пристроїв є неможливість нагріву металевих часток малих розмірів, наприклад, металевого дробу діаметром 0,4-Змм. Проштовху вання їх через індуктор методами, відомими для нагріву заготовок під ковальську обробку, неминуче призводить до їх заклинювання в індукторі, їх плавленню та виходу з ладу індукційної установки. Поштучна їх подача до індуктора й фіксація в зоні нагріву також не уявляються здійснимими на практиці. Такі частки, розміри яких мають величину меншу глибини проникання струму в метал, є напівпрозорими для струмів високої частоти, що застосовуються в промисловості для індукційного нагріву стальних виробів. Наприклад, глибина проникання в сталь струму частотою 2400гц при температурі менше точки Кюрі (768°С) становить 10мм. У зв'язку з частковою прозорістю часток малого розміру ККД їх індукційного нагріву зменшується до 20-30%. Відома електрична барабанна піч для нагріву сипких металевих часток, яка складається з нагрівальної камери з електричними нагрівальними елементами опору, обертового барабана всередині нагрівальної камери, привода обертання барабана, завантажувального пристрою та пристрою для перемішування матеріалу всередині барабана [4]. Відома також барабанна електропіч для термообробки дрібних однорідних деталей. Піч становить прямокутну камеру з нагрівачами, через яку проходить жаротривкий барабан, установлений на роликах, і якому надається обертання навколо своєї осі з допомогою електропривода. Усе 2117 редині барабана є архімедова спіраль, завдяки якій деталі, що засипаються в один кінець барабана, під час його обертання переміщуються до розвантажувального кінця (5) Найбільш близька до пропонованої корисної моделі електропіч для відпуску дробу, яка має корпус, нагрівальний пристрій з теплоізоляційним кожухом, барабан з приводом обертання, розташований усередині нагрівального пристрою, механізми для завантажування та розвантажування дробу Елеватором дріб подається до бункера, з якого він забирається ковшем, закріпленим на диску барабана Барабан виробляється з жароміцної сталі з горизонтальними ребрами всередині Він обпирається через два бандажа на дві пари роликів і обертається від електромеханічного привода Піч нагрівається спіралями, укладеними в порожнині, утвореній термоізоляційною кладкою, яку виконано з цегли Кладку обрамовано звареним металевим кожухом Барабан щодо горизонтальної поверхні встановлено під певним кутом, який може змінюватися шляхом обертання опорних гвинтів [6] Спільним недоліком аналогів і прототипу відомих пристроїв є низька продуктивність, тому що нагрівальний пристрій складається з електронагрівачів опору Нагрівачі розміщено вздовж барабана за його довжиною в нагрівальній камері, футеровку й теплоізоляцію яких виконано з вогнетривких і теплоізоляційних матеріалів При цьому нагрів металевих часток у електропечах опору відбувається за рахунок трьох видів передачі тепла контакту нагріваних часток з розігрітою поверхнею барабана (як транспортного засобу для переміщування дрібних деталей і сипких металевих часток), теплового випромінювання цього барабана й теплообміну з розігрітою атмосферою печі, тобто теплопровідності, конвективного й променистого теплообміну Низькі ШВИДКОСТІ контактного теплообміну й теплопровідності призводять до великої тривалості процесу нагріву Тривалість нагріву в електропечах призводить до окалинотворення, що знижує якість поверхні нагрівних дрібних деталей В електропечах опору є втрати енергії на розігрів, на акумуляцію тепла термоізоляційною кладкою та на нагрів внутрішньостінних ребер барабана, що істотно підвищує витрати енергії Задача, що розв'язується корисною моделлю підвищення продуктивності нагріву, поліпшення якості оброблюваних часток за рахунок запобігання окалини, і створення захисної оксидної плівки, яка одночасно з захистом від корозії є кольоровим декоративним покриттям, що поліпшує товарний вигляд продукції Поставлена задача вирішується тим, що в пристрої для нагріву металевих сипких часток, який має нагрівальний пристрій з теплоізоляційним кожухом, барабан, установлений СПІВВІСНО всередині нагрівального пристрою і який обпирається на ролики, установлені на рамі, привід обертання барабана, механізми завантажування та розвантажування, барабан виконано гладкостінним, а нагрівальний пристрій виконано у вигляді багатовиткового циліндричного індуктора, при цьому всі елементи, що контактують з барабаном, ізольовано від привода обертання й корпусу пристрою електроізоляційним матеріалом Виконання барабана гладкостінним, розташованим СПІВВІСНО з нагрівальним елементом, дозволяє під час обертання барабана здійснювати рух металевих часток, наприклад, стального або чавунового дробу, у вигляді суцільного потоку, який переміщуючись уздовж осі барабана й одночасно перемішуючись, розподіляється рівномірним шаром по всій довжині барабана Використання для нагріву обертового гладкостінного барабана нагрівального елемента у вигляді багатовиткового циліндричного індуктора дозволяє наводити всередині гладкостінного барабана високочастотне електромагнітне поле, яке забезпечує доповняльний нагрів часток, що містяться всередині барабана, і, породжує одночасно високочастотну вібрацію часток у звуковому й ультразвуковому діапазоні, допомагає інтенсивному перемішуванню гранул дробу й підтриманню їх потоку в компактному стані Одночасно вібрація гранул дробу в потоці, що рухається, сприяє їх очищенню від забруднень ливарного походження (окалина, частки шлаку і ін ) і підвищує чистоту поверхні часток Таким чином, нагрів сипких металевих часток, що безперервно надходять до нагріваної частини барабана, відбувається за рахунок теплопровідності, конвективного й променистого теплообміну, як у електропечах опору, але й додатково за рахунок тепла, що виділяється в самому матеріалі, викликаного високочастотними струмами під дією електромагнітного поля, наведеного індуктором При цьому вібрація часток під дією електромагнітного поля при одночасному безперервному перемішуванні часток за рахунок безперервного обертання барабана сприяє очищенню часток від забруднень і зменшенню шорсткості їх поверхні При безперервному обертанні барабана під дією сили тертя на стінки сипкий матеріал набирає вигляду зміщеного на певний кут у бік обертання сегмента, інтенсивно перемішується під дією гравітаційних сил і дії вібрацій, завдяки чому температура нагріву часток у потоці матеріалу за глибиною сегмента вирівнюється Під комбінованою дією всіх джерел тепла й безперервного інтенсивного перемішування час нагріву різко скорочується, що й забезпечує більш високу продуктивність заявленого пристрою На фіг 1, фіг 5 показано загальний вигляд пристрою На фіг 2 - фрагмент поздовжнього перерізу індуктора з барабаном з поданням силових ЛІНІЙ електромагнітного поля, наведеного індуктором, у барабані й потоці металевих часток На фіг 3 переріз А-А фіг 1 Пристрій для нагріву металевих сипких часток (типу дробу), складається з наступних основних вузлів Гладкостінний барабан 1 установлено на дві пари опорних роликів 2, здебільшого під кутом від 1° до 10° у бік розвантажування Осьове зміщення барабана відвертається упорними роликами 3, які взаємодіють з фланцем барабана 1 Барабан 1 СПІВВІСНО розташовано всередині багатовиткового циліндричного індуктора 4, виконаного з порожнистого мідного профілю й підключеного до високо 2117 частотного генератора (не показано) 3 усіх боків індуктор 4 захищений теплоізоляційним кожухом 5 Привод обертання 6 барабана 1 закріплено на рамі 7 корпусу 8 пристрою Рама 7 має можливість змінювати кут нахилу в прямовисній площині шляхом обертання опорного гвинта Зірочка 9 ланцюгової передачі кріпиться до торця барабана 1 і служить для передачі крутячого моменту від привода обертання 6 на барабан 1 Елементи, що контактують з гладкостінним барабаном 1 опорні 2 та упорні 3 ролики встановлено на раму 7 пристрою через електроізоляційний матеріал 10 і 11, а зірочка 9 також через електроізоляційний матеріал 12 кріпиться до барабана 1 Пристрій має завантажувальний 13 та розвантажувальний 14 механізми Пристрій працює наступним чином Включають привод обертання 6 гладкостінного барабана 1, а на багатовитковий циліндричний індуктор 4 подають струм від високочастотного генератора У лійку завантажувального механізму 13 завантажують металеві частки 15, які через відкриту шиберну заслінку рівномірним потоком надходять до обертового гладкостінного барабана 1 У міру руху часток частина гладкостінного барабана 1, що розташована всередині індуктора 4, нагрівається індукованими в ній струмами високої частоти При цьому всередині гладкостінного барабана 1 також наводиться високочастотне електромагнітне поле При обертанні гладкостінного барабана 1 під дією сили тертя на стінки металеві частки 15 набирають вигляду зміщеного на певний кут а у бік обертання сегмента, який описує щодо гладкостінного барабана 1 гвинтову ЛІНІЮ, крок якої залежить від частоти обертання й кута нахилу гладкостінного барабана 1 (див фіг 3) При цьому частки верхнього шару сегмента часток 15 під дією гравітаційних сил і вібрацій у звуковому й ультразвуковому діапазоні скочуються вниз на стінку гладкостінного барабана 1, під дією сил тертя підхоплюються стінкою й опиняються всередині сегмента Так відбувається інтенсивне перемішування металевих часток 15, які залишаються суцільним потоком під час просовування по всій довжині гладкостінного барабана 1 У нагрітій частині гладкостінного барабана 1 металеві частки 15 одержують тепло не тільки за рахунок теплопровідності, конвективного й променистого теплообміну Будучи суцільним потоком, частки 15 перетинаються силовими ЛІНІЯМИ 16 високочастотного електромагнітного поля (див фіг 2), яке індукує в ньому високочастотний струм й додатково нагріває його Силові лінії 16 електромагнітного поля багатовиткового циліндричного індуктора напрямлені паралельно осі індуктора і, отже, паралельно оа гладкостінного барабана У міру руху в активній зоні барабана частки нагріваються до необхідної температури й самопливом висипаються через розвантажувальний механізм 14 Таким чином, застосування в пристрої для нагріву металевих сипких часток нагрівального елемента у вигляді багатовиткового циліндричного індуктора, забезпечує індукційний нагрів гладкостінного барабана, а поток сипких металевих часток, що рухаються всередині гладкостінного бара бана, нагрівається не тільки за рахунок теплопровідності, конвективного й променистого теплообміну від стінок гладкостінного барабана, як у електропечах опору, але й додатково за рахунок тепла, що виділяється в самому потоці часток, викликаного високочастотним струмом під дією електромагнітного поля, наведеного індуктором При цьому підвищується швидкість нагріву, а, отже, і продуктивність пристрою, виключається окалинотворення й угар, що підвищує якість поверхні часток Відсутність утрат на розігрів і на акумуляцію тепла термоізоляційною кладою знижує питомі затрати енергії порівняно з електропіччю опору Випробування пристрою для нагріву металевих сипких часток провадилися на Мінському автомобільному заводі на дослідно-промисловій установці під час термообробки стального литого дробу При забираній на нагрів потужності 5090квт струму високої частоти вона забезпечує нагрів 600-800кг/г дробу до температури 380-420 °С Кут нахилу гладкостінного барабана складав 2° Довжина нагріваної зони складала 1200мм, число оборотів обертання 10-100 у хвилину Електромагнітне поле в багатовитковому індукторі збуджувалося струмами високої частоти (СВЧ) при використанні машинного перетворювача частоти ВПЧ100/8000, потужністю ЮОквт і частотою 8000гц Див фіг 4 Після термообробки дробу на заявленому пристрої нагріву при температурі 320-360°С протягом 3-7 хвилин він за своїми параметрами (твердості та структурі) близький до дробу французької фірми "Wheelabrator Allevard" МІЦНІСТЬ виплавленого стального дробу після термообробки, визначена статистичним навантаженням до зруйнування дробини на універсальній розривній машині при здавлюванні між твердосплавними пластинами в спеціально опрацьованому пристрої, перевищує показники французького дробу, що при інших рівних параметрах є наслідком більш правильної сферичної форми й більш гладкої поверхні Створене на підставі пропонованої корисної моделі на МАЗі обладнання для термообробки дробу дозволяє регулювати температуру обробки й забезпечує твердість дробу в заданому інтервалі з урахуванням зміни ХІМІЧНОГО складу плавок Нагрів під час термообробки дробу провадять з вільним доступом у зону нагріву навколишнього атмосферного повітря, яке при температурі термічної обробки має значні окислювальні властивості Внаслідок малого часу нагріву створення окалини на поверхні не встигає виникати, а створюється тонка оксидна плівка, яка в подальшому забезпечує дріб від корозії Термооброблений дріб має приємний сиво-синій або фіолетовий колір і подальших захисних покриттів не потребує, у той час, як усі ВІДОМІ виробники дробу для запобігання корозії провадять його додаткову обробку в спеціальних пасивуючих розчинах Джерела інформації 1 А с №238027, Кл 21 h, 12/18, опубл 20 11 69, Бюл №9,(СРСР) 2 А с №899674, МКИ С21Р1/10, опубл 27 01 82г, Бюл №3, (СРСР) 3 Сидоренко В Д Применение индукционного нагрева в машиностроении, Л Машиностроение, 7 2117 1980г , с 4 6 4 А С 947 600 Кл F27B7/00, 1982г, бюл №28 5 Свенчанский А Д Электрические промыш 8 ленные печи, 4 1М , Энергия, 1975, с 122 6 Ефимов Ф Т , Фролов НГ Металлические дробь и песок , М Машгиз, 1963, С 74-77 - прототип L flflKflRflRRRflRRRRRfl У /5 Фіг 2 800 700 600 |500 400 V, \ it 1 *< * 200 а С ч 1 320°С і к 5 т 400°С д 450°С 300 10 15 20 25 Час нагріва, хвилина Фіг 4 ФігЗ Фіг. 5 Комп ютерна верстка А Ярославцева Підписне Тираж 39 прим Міністерство освп'и і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ МСП 04655, Україна ДП "Український інститут промислової власності', вул Сім і Хохлових, 15, м Київ, 04119 30
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 1/09, F27B 7/00, C21D 1/42
Мітки: металевих, пристрій, нагріву, часток, сипких
Код посилання
<a href="https://ua.patents.su/4-2117-pristrijj-dlya-nagrivu-metalevikh-sipkikh-chastok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нагріву металевих сипких часток</a>
Пристрій для дозування сипких продуктів
Номер патенту: 50485
Опубліковано: 15.10.2002
Автори: Волчко Анатолій Іванович, Масло Микола Андрійович, Гавва Олександр Миколайович, Шевченко Микола Якович, Захаревич Валерій Болеславович
МПК: B65B 1/06
Мітки: пристрій, продуктів, дозування, сипких
Формула / Реферат:
1. Пристрій для дозування сипких продуктів, що включає бункер, встановлені під ним з можливістю обертання диски з мірними стаканчиками, який відрізняється тим, що нижній диск виконано підпружиненим з можливістю осьового переміщення вздовж шліцьової нерухомої гільзи.2. Пристрій за п. 1, який відрізняється тим, що в бункері встановлено нерухому вертикальну стінку.3. Пристрій п.1, який відрізняється тим, що на верхньому дискові...
Пристрій для знаходження і локалізації часток потоку нейтральних часток
Номер патенту: 11077
Опубліковано: 25.12.1996
Автори: Ірен Доріон, Маріо Русев, Серж Метржан
МПК: G01T 1/29, H01J 47/00, G01T 3/00
Мітки: часток, нейтральних, пристрій, потоку, знаходження, локалізації
Формула / Реферат:
(57) 1. Устройство для обнаружения и локализации частиц потока нейтральных частиц, испускаемых источником и распространяющихся под постоянным углом с известной величиной среднего направления, включающее плоский твердый преобразователь, установленный по касательной к среднему направлению распространения частиц, средства усиления и накопления зарядов, содержащее проводники, электрически изолированные друг от друга и параллельные друг другу и...
Пристрій аеродинамічного нагріву повітря
Номер патенту: 28968
Опубліковано: 16.10.2000
Автори: Куликов Юрій Андрійович, Кущенко Олександр Володимирович, Кузьменко Сергій Валентинович, Котнов Олександр Семенович
МПК: F24J 3/00
Мітки: аеродинамічного, нагріву, повітря, пристрій
Формула / Реферат:
Пристрій аеродинамічного нагріву повітря, що містить колесо вентилятора, корпус, контур рециркуляції, вхідний та вихідний трубопроводи, який відрізняється тим, що джерелом енергії повітряного потоку є колесо діаметрального вентилятора, який забезпечує більш ефективне енергетичне перетворення, а конструкція контура рециркуляції забезпечує найменший аеродинамічний опір.
Пристрій для зберігання та подавання сипких матеріалів
Номер патенту: 201
Опубліковано: 31.08.1998
Автори: Петрунькін Григорій Валер'янович, Смокій Ігор Петрович
МПК: B28C 5/38
Мітки: матеріалів, зберігання, сипких, пристрій, подавання
Формула / Реферат:
Пристрій для зберігання та подавання сипких матеріалів, який включає раму, візок, дві поздовжньо розміщені циліндричні ємкості, призначені для роботи під тиском, компресор, дозатор і матеріальний трубопровід, який відрізняється тим, що циліндричні ємкості встановлені по діагоналі одна над одною таким чином, що поперечний габарит пристрою менше суми діаметрів цих ємкостей.
Пристрій для дозування сипких продуктів
Номер патенту: 50506
Опубліковано: 15.10.2002
Автори: Бірюков Анатолій Федорович, Масло Микола Андрійович, Волчко Анатолій Іванович, Гавва Олександр Миколайович
МПК: B65B 1/06
Мітки: пристрій, сипких, продуктів, дозування
Формула / Реферат:
1. Пристрій для дозування сипких продуктів, що включає бункер, встановлені під ним з можливістю обертання диски з мірними стаканчиками та розвантажувальний механізм, який відрізняється тим, що розвантажувальний механізм виконано у вигляді двох кільцевих секторів, центральний кут одного з яких дорівнює а другого
Попередній патент: Пристрій для роботи з льодом, ущільненим снігом та/або грунтом
Наступний патент: Водогрійний котел
Випадковий патент: Прокладка для вбирання грудного молока