Випрямляч для дугового зварювання
Формула / Реферат
1. Выпрямитель для дуговой сварки, состоящий из 3-фазного трансформатора, вентильного моста и регулируемого индуктивного сопротивления в цепи выпрямленного тока, отличающийся тем, что вторичная обмотка трансформатора выполнена с повышенным рассеянием и выпрямитель снабжен дополнительным вентильным мостом, вход которого подключен к части вторичной обмотки трансформатора, а выход подключен параллельно основному вентильному мосту к части индуктивного сопротивления в цепи выпрямленного тока.
2, Выпрямитель по п. 1, отличающийся тем, что часть вторичной обмотки трансформатора, подключенная к дополнительному вентильному мосту, выполнена на напряжение меньшее суммы анодного и катодного потенциала дуги и пониженным рассеянием.
3. Выпрямитель по пп.1 и 2. отличающийся тем, что части дополнительной вторичной обмотки с пониженным рассеянием размещены на катушках с первичной обмоткой коаксиально, а основные части вторичной обмотки трансформатора размещены на отдельных катушках отстоящих от катушек с первичной обмоткой не менее, чем на 8 мм.
4. Выпрямитель по пп.1, 2 и 3, отличающийся тем, что между катушками с первичной и основной частью вторичной обмотки установлен магнитный шунт.
5. Выпрямитель по пп.1, 2 и 3, отличающий с я тем, что выпрямитель дополнительно снабжен устройством, изменяющим расстояние между катушками с первичной и вторичной обмотками.
6. Выпрямитель по пп.1. 2 и 3, отличающий с я тем, что первичная обмотка трансформатора выполнена секционированной, а основной и дополнительный вентильный мосты выполнены из управляемых полупроводниковых вентилей, и выпрямитель снабжен блоком управления вентилями, обеспечивающим стабилизацию выходных параметров выпрямителя.
7. Выпрямитель по пп.1, 2 и 3, отличающийся тем, что он снабжен дросселем напряжения в цепях 3-фазного трансформатора.
8. Выпрямитель по пп.1, 2 и 3, отличающийся тем, что в цепь дополнительного вентильного моста встречно с индуктивным сопротивлением включено дополнительное индуктивное сопротивление.
Текст
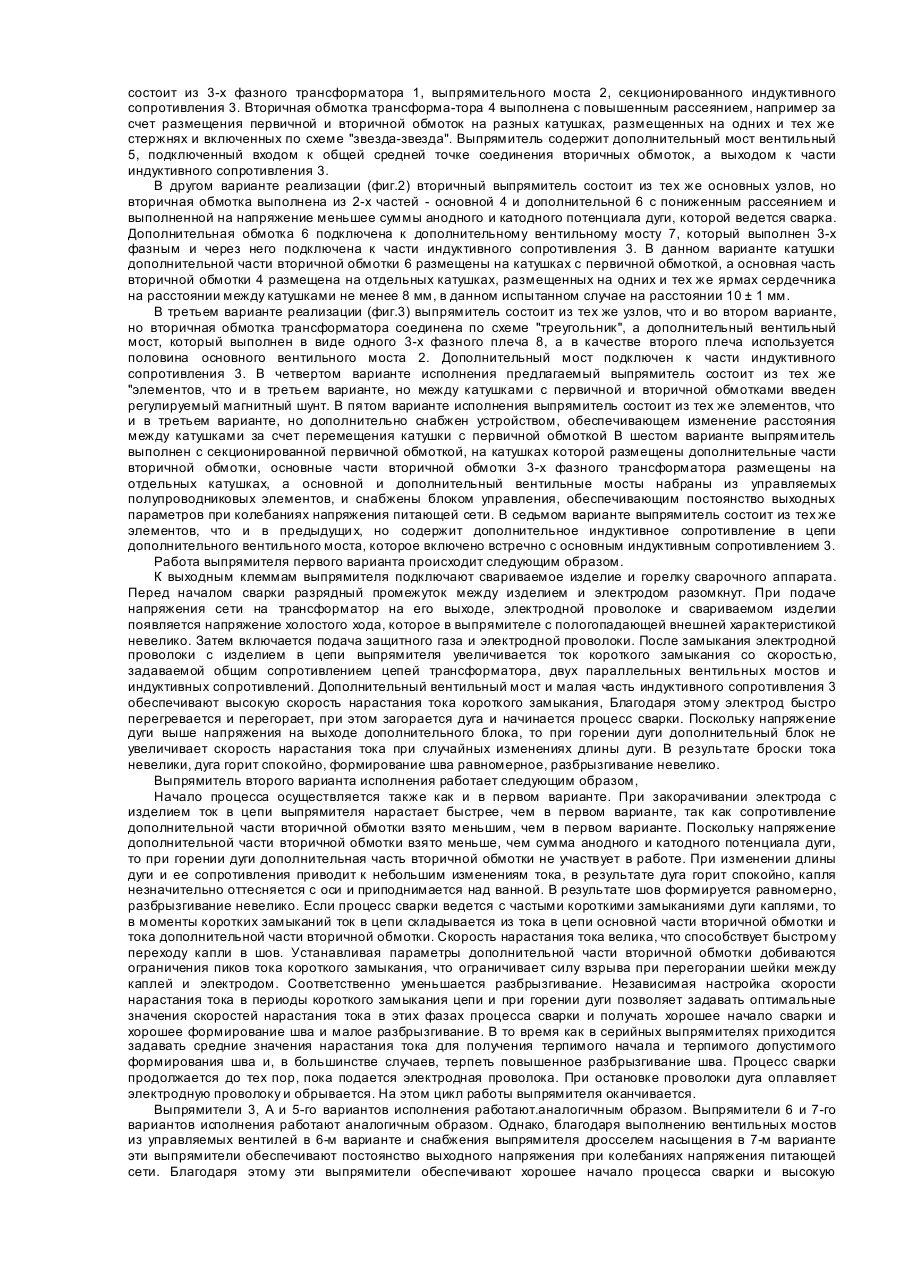
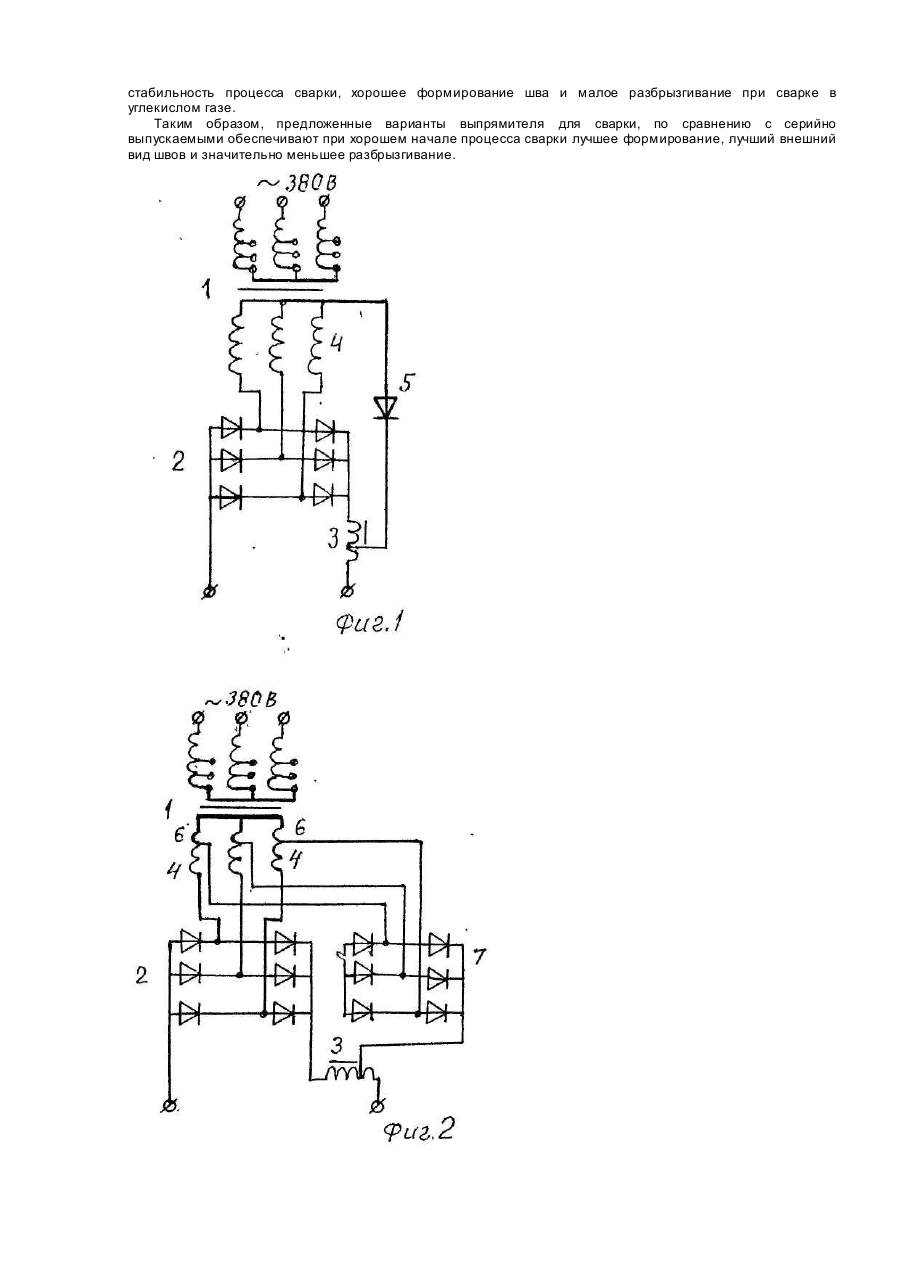
Изобретение относится к электротехнике, а именно к источникам питания, и может быть использовано в машиностроении и других отраслях техники. Наиболее близким прототипом предлагаемого решения является [1] 3-х фазный выпрямитель с низким напряжением холостого хода и пологопадающей внешней характеристикой состоящий из 3-х фазного трансформатора, выпрямительного моста и регулируемого индуктивного сопротивления в цепи выпрямленного тока. У этого выпрямителя скорость нарастания тока в начале сварки и при стабильном процессе сварки определяется одними и теми же параметрами трансформатора и индуктивного сопротивления. Однако оптимальные значения скорости нарастания тока для обеспечения хорошего начала сварки и стабильного процесса с минимальным разбрызгиванием различные. В результате хорошее начало процесса достигается только в диапазоне средних токов, а на малых токах плохое. А разбрызгивание при сварке значительное и существенно увеличивается при колебаниях вылета электрода и напряжения сварки, что является существенным недостатком прототипа. Задачей настоящего решения было создать выпрямитель для сварки в СО2, други х защитных газах и без защиты дуги, в котором новые решения электросхемы позволили бы получить при пологопадающей и пологовозрастающей внешней характеристике и низких напряжениях холостого хода высокие скорости нарастания тока короткого замыкания при ограниченных амплитудах тока в моменты коротких замыканий сварочной цепи и малые скорости изменения тока при горении дуги и за счет этого получить хорошее начало сварки и стабильное протекание процесса сварки, обеспечивающие хорошее формирование и малое разбрызгивание, а при пологовозрастающей внешней характеристике также и простоту настройки режима сварки. Поставленная задача решена тем, что в выпрямителе, состоящем из 3-х фазного трансформатора, вентильного моста и регулируемого индуктивного сопротивления в цепи выпрямленного тока, вторичная обмотка трансформатора выполнена с повышенным рассеянием и выпрямитель снабжен дополнительным вентильным мостом, вход которого подключен к части вторичной обмотки трансформатора, а выход подключен параллельно основному вентильному мосту к части индуктивного сопротивления в цепи выпрямленного тока. Тем, что часть вторичной обмотки 3-х фазного трансформатора, подключенная к дополнительному мосту выполнена на напряжение меньшее суммы анодного и катодного потенциала дуги и с пониженным рассеянием. Тем, что части дополнительной вторичной обмотки, подключенные к дополнительному вентильному мосту размещены на катушках первичных обмоток коаксиально с ними, а основные части вторичных обмоток, подключенные к основному вентильному мосту размещены на отдельных катушках и общи х стержнях сердечника на расстоянии не менее 8 мм. Тем, что между катушками с первичной и катушками с основной частью вторичной обмотки установлен регулируемый магнитный шунт. Тем, что выпрямитель снабжен устройством, позволяющим изменять расстояние между катушками с первичной и вторичной обмотками. Тем, что первичная обмотка трансформатора выполнена секционированной, а основной и дополнительный вентильные мосты выполнены из управляемых полупроводниковых вентилей. Тем, что выпрямитель снабжен дросселями насыщения в цепях 3-х фазного трансформатора. Тем, что в цепь ' дополнительного моста введено дополнительное индуктивное сопротивление, включенное встречно с основным индуктивным сопротивлением. Выполнение 3-х фазного выпрямителя с пологопадающей или пологовозрастающей внешней характеристикой, состоящего из 3-х фазного трансформатора, вентильного моста и индуктивного сопротивления, в котором вторичная обмотка выполнена с повышенным рассеянием и выпрямитель снабжен дополнительным вентильным мостом, вход которого подключен к части вторичной обмотки трансформатора, а выход - параллельно основному вентильному мосту к части индуктивного сопротивления в цепи выпрямленного тока обеспечивает высокие скорости нарастания тока при коротких замыканиях сварочной цепи в начале процесса и переходах капли* при коротких замыканиях и малые скорости изменения тока в периоды горения дуги при изменениях ее длины и сопротивления. В результате достигается улучшение начала сварки, улучшение формирования шва и уменьшение разбрызгивания. Выполнение вторичной обмотки 3-х фазного трансформатора из 2-х частей, включенных последовательно, где основная часть выполнена с повышенным рассеянием, адополнительная взята на напряжение меньше суммы анодного и катодного потенциала дуги, выполнена с пониженным рассеянием и подключена к дополнительному вентильному мосту расширяет диапазон соотношений между скоростями нарастания тока короткого замыкания и скоростями изменения тока при горении дуги. Это расширяет технологические возможности выпрямителя, улучшает качество формирования швов и уменьшает разбрызгивание, например, при сварке вертикальных швов, потолочных швов, при сварке проволоками повышенных диаметров на малых токах. Выполнение первичной обмотки трансформатора и дополнительной части вторичной обмотки на одной катушке, основной части вторичной обмотки на другой катушке конкретизирует второй вариант выполнения предлагаемого выпрямителя. Снабжение трансформатора выпрямителя регулируемым шунтом установленным между катушками, снабжение выпрямителя устройством для перемещения катушек с первичной и основной частью вторичной обмоток относительно друг друга, снабжение выпрямителя дополнительным индуктивным сопротивлением конкретизирует варианты технического решения предлагаемого решения, обеспечивающие расширение технологических возможностей. Выполнение выпрямителя с управляемыми вентильными мостами обеспечивает получение постоянных выходных напряжений при колебаниях напряжения питающей сети и благодаря этому обеспечивает высокую стабильность процесса сварки и качество швов. На фиг.1-3 приведены принципиальные электрические схемы вариантов реализации, поясняющие предлагаемое изобретение. В первом варианте реализации (фиг.1) выпрямитель с пологопадающей внешней характеристикой состоит из 3-х фазного трансформатора 1, выпрямительного моста 2, секционированного индуктивного сопротивления 3. Вторичная обмотка трансформа-тора 4 выполнена с повышенным рассеянием, например за счет размещения первичной и вторичной обмоток на разных катушках, размещенных на одних и тех же стержнях и включенных по схеме "звезда-звезда". Выпрямитель содержит дополнительный мост вентильный 5, подключенный входом к общей средней точке соединения вторичных обмоток, а выходом к части индуктивного сопротивления 3. В другом варианте реализации (фиг.2) вторичный выпрямитель состоит из тех же основных узлов, но вторичная обмотка выполнена из 2-х частей - основной 4 и дополнительной 6 с пониженным рассеянием и выполненной на напряжение меньшее суммы анодного и катодного потенциала дуги, которой ведется сварка. Дополнительная обмотка 6 подключена к дополнительному вентильному мосту 7, который выполнен 3-х фазным и через него подключена к части индуктивного сопротивления 3. В данном варианте катушки дополнительной части вторичной обмотки 6 размещены на катушках с первичной обмоткой, а основная часть вторичной обмотки 4 размещена на отдельных катушках, размещенных на одних и тех же ярмах сердечника на расстоянии между катушками не менее 8 мм, в данном испытанном случае на расстоянии 10 ± 1 мм. В третьем варианте реализации (фиг.3) выпрямитель состоит из тех же узлов, что и во втором варианте, но вторичная обмотка трансформатора соединена по схеме "треугольник", а дополнительный вентильный мост, который выполнен в виде одного 3-х фазного плеча 8, а в качестве второго плеча используется половина основного вентильного моста 2. Дополнительный мост подключен к части индуктивного сопротивления 3. В четвертом варианте исполнения предлагаемый выпрямитель состоит из тех же "элементов, что и в третьем варианте, но между катушками с первичной и вторичной обмотками введен регулируемый магнитный шунт. В пятом варианте исполнения выпрямитель состоит из тех же элементов, что и в третьем варианте, но дополнительно снабжен устройством, обеспечивающем изменение расстояния между катушками за счет перемещения катушки с первичной обмоткой В шестом варианте выпрямитель выполнен с секционированной первичной обмоткой, на катушках которой размещены дополнительные части вторичной обмотки, основные части вторичной обмотки 3-х фазного трансформатора размещены на отдельных катушках, а основной и дополнительный вентильные мосты набраны из управляемых полупроводниковых элементов, и снабжены блоком управления, обеспечивающим постоянство выходных параметров при колебаниях напряжения питающей сети. В седьмом варианте выпрямитель состоит из тех же элементов, что и в предыдущи х, но содержит дополнительное индуктивное сопротивление в цепи дополнительного вентильного моста, которое включено встречно с основным индуктивным сопротивлением 3. Работа выпрямителя первого варианта происходит следующим образом. К выходным клеммам выпрямителя подключают свариваемое изделие и горелку сварочного аппарата. Перед началом сварки разрядный промежуток между изделием и электродом разомкнут. При подаче напряжения сети на трансформатор на его выходе, электродной проволоке и свариваемом изделии появляется напряжение холостого хода, которое в выпрямителе с пологопадающей внешней характеристикой невелико. Затем включается подача защитного газа и электродной проволоки. После замыкания электродной проволоки с изделием в цепи выпрямителя увеличивается ток короткого замыкания со скоростью, задаваемой общим сопротивлением цепей трансформатора, двух параллельных вентильных мостов и индуктивных сопротивлений. Дополнительный вентильный мост и малая часть индуктивного сопротивления 3 обеспечивают высокую скорость нарастания тока короткого замыкания, Благодаря этому электрод быстро перегревается и перегорает, при этом загорается дуга и начинается процесс сварки. Поскольку напряжение дуги выше напряжения на выходе дополнительного блока, то при горении дуги дополнительный блок не увеличивает скорость нарастания тока при случайных изменениях длины дуги. В результате броски тока невелики, дуга горит спокойно, формирование шва равномерное, разбрызгивание невелико. Выпрямитель второго варианта исполнения работает следующим образом, Начало процесса осуществляется также как и в первом варианте. При закорачивании электрода с изделием ток в цепи выпрямителя нарастает быстрее, чем в первом варианте, так как сопротивление дополнительной части вторичной обмотки взято меньшим, чем в первом варианте. Поскольку напряжение дополнительной части вторичной обмотки взято меньше, чем сумма анодного и катодного потенциала дуги, то при горении дуги дополнительная часть вторичной обмотки не участвует в работе. При изменении длины дуги и ее сопротивления приводит к небольшим изменениям тока, в результате дуга горит спокойно, капля незначительно оттесняется с оси и приподнимается над ванной. В результате шов формируется равномерно, разбрызгивание невелико. Если процесс сварки ведется с частыми короткими замыканиями дуги каплями, то в моменты коротких замыканий ток в цепи складывается из тока в цепи основной части вторичной обмотки и тока дополнительной части вторичной обмотки. Скорость нарастания тока велика, что способствует быстрому переходу капли в шов. Устанавливая параметры дополнительной части вторичной обмотки добиваются ограничения пиков тока короткого замыкания, что ограничивает силу взрыва при перегорании шейки между каплей и электродом. Соответственно уменьшается разбрызгивание. Независимая настройка скорости нарастания тока в периоды короткого замыкания цепи и при горении дуги позволяет задавать оптимальные значения скоростей нарастания тока в этих фазах процесса сварки и получать хорошее начало сварки и хорошее формирование шва и малое разбрызгивание. В то время как в серийных выпрямителях приходится задавать средние значения нарастания тока для получения терпимого начала и терпимого допустимого формирования шва и, в большинстве случаев, терпеть повышенное разбрызгивание шва. Процесс сварки продолжается до тех пор, пока подается электродная проволока. При остановке проволоки дуга оплавляет электродную проволоку и обрывается. На этом цикл работы выпрямителя оканчивается. Выпрямители 3, А и 5-го вариантов исполнения работают.аналогичным образом. Выпрямители 6 и 7-го вариантов исполнения работают аналогичным образом. Однако, благодаря выполнению вентильных мостов из управляемых вентилей в 6-м варианте и снабжения выпрямителя дросселем насыщения в 7-м варианте эти выпрямители обеспечивают постоянство выходного напряжения при колебаниях напряжения питающей сети. Благодаря этому эти выпрямители обеспечивают хорошее начало процесса сварки и высокую стабильность процесса сварки, хорошее формирование шва и малое разбрызгивание при сварке в углекислом газе. Таким образом, предложенные варианты выпрямителя для сварки, по сравнению с серийно выпускаемыми обеспечивают при хорошем начале процесса сварки лучшее формирование, лучший внешний вид швов и значительно меньшее разбрызгивание.
ДивитисяДодаткова інформація
Назва патенту англійськоюRectifier for arc welding
Автори англійськоюPotap'evskyi Arkadii Hryhorovych
Назва патенту російськоюВыпрямитель для дуговой сварки
Автори російськоюПотапьевский Аркадий Григорьевич
МПК / Мітки
МПК: B23K 9/00
Мітки: випрямляч, зварювання, дугового
Код посилання
<a href="https://ua.patents.su/4-22187-vipryamlyach-dlya-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Випрямляч для дугового зварювання</a>
Випрямляч для дугового зварювання
Номер патенту: 14135
Опубліковано: 25.04.1997
Автори: Карпенко Олександр Петрович, Дудко Данило Андрійович, Потап'євський Аркадій Григорович
МПК: B23K 9/00
Мітки: дугового, випрямляч, зварювання
Формула / Реферат:
1. Выпрямитель для дуговой сварки плавящимся электродом, содержащий трехфазный силовой трансформатор, основной вентильный блок и функциональный блок, отличающийся тем, что, с целью улучшения технологических характеристик и повышения производительности сварки в СО2 за счет улучшения формирования шва и уменьшения разбрызгивания, он снабжен дополнительным вентильным блоком, который входом подключен к трехфазному силовому трансформатору, а...
Випрямляч для дугового зварювання
Номер патенту: 3758
Опубліковано: 27.12.1994
Автори: Карпенко Олександр Петрович, Потап'євський Аркадій Григорович
МПК: B23K 9/00
Мітки: зварювання, випрямляч, дугового
Формула / Реферат:
1. Выпрямитель для дуговой сварки, содержащий понижающий силовой трансформатор, вентильные блоки и индуктивное сопротивление, отличающийся тем, что вторичная обмотка силового трансформатора выполнена из основной и дополнительной секций, включенных последовательно, цепь основной секции выполнена с повышенным индуктивным сопротивлением, дополнительная секция выполнена с минимальным рассеянием и выходным напряжением меньше суммы анодного и...
Випрямляч для дугового зварювання плавким електродом
Номер патенту: 17187
Опубліковано: 18.03.1997
Автори: Федотенков В'ячеслав Георгійович, Гавва Віктор Маркович, Зацерковний Сергій Анатолійович, Махлін Наум Мордухович
МПК: B23K 9/00
Мітки: випрямляч, плавким, електродом, зварювання, дугового
Формула / Реферат:
Выпрямитель для дуговой сварки плавящимся электродом, содержащий регулируемый трехфазный силовой трансформатор с основной вторичной обмоткой с повышенным рассеянием и вспомогательной вторичной обмоткой с нормальным рассеянием, основной и вспомогательный выпрямительные блоки, отличающийся тем, что в выпрямитель дополнительно введен трехфазный магнитный усилитель, каждая рабочая обмотка которого подключена последовательно к соответствующей фазе...
Джерело живлення для дугового зварювання
Номер патенту: 22239
Опубліковано: 30.06.1998
Автор: Матвєєв Сергій Олександрович
МПК: B23K 9/06
Мітки: джерело, дугового, живлення, зварювання
Формула / Реферат:
Источник питания для дуговой сварки, содержащий сетевой выпрямитель, вход которого подключен к однофазному сетевому напряжению, выход - к первому входу полумостового транзисторного инвертора, второй вход которого соединен с выходом блока управления транзисторами, трансформатор, вторичная обмотка которого подключена к входу выпрямителя сварочного тока, к выходу которого подключаются сварочные электроды, датчик тока, отличающийся тем, что в...
Трансформатор-випрямляч
Номер патенту: 4510
Опубліковано: 27.12.1994
Автори: Блащенко Олександр Дмитрович, Сапачов Віктор Іванович, Серебряков Олександр Олександрович
МПК: H02M 7/04
Мітки: трансформатор-випрямляч
Формула / Реферат:
ТРАНСФОРМАТОР-ВЫПРЯМИТЕЛЬ, содержащий магнитопровод с расположенными на нем первичной и вторичной обмотками, размещенными в баке с жидким диэлектриком, два изолятора, каждый из которых имеет проходную полость с размещенным в ней основным выпрямительным элементом, прикрепленным к разъемному токовыводу, отличающийся тем, что, с целью улучшения массогабаритных и энергетических показателей, каждый из изоляторов выполнен с дополнительными...
Попередній патент: Спосіб лікування гіпогалактії
Наступний патент: Вітроенергетична установка для вироблення теплової енергії
Випадковий патент: Спосіб підвищення урожайності насіння і виходу олії з рослин маку олійного