Випрямляч для дугового зварювання
Номер патенту: 3758
Опубліковано: 27.12.1994
Автори: Потап'євський Аркадій Григорович, Карпенко Олександр Петрович
Формула / Реферат
1. Выпрямитель для дуговой сварки, содержащий понижающий силовой трансформатор, вентильные блоки и индуктивное сопротивление, отличающийся тем, что вторичная обмотка силового трансформатора выполнена из основной и дополнительной секций, включенных последовательно, цепь основной секции выполнена с повышенным индуктивным сопротивлением, дополнительная секция выполнена с минимальным рассеянием и выходным напряжением меньше суммы анодного и катодного потенциала дуги, начало дополнительной секции и конец основной секции соединены через основной полупроводниковый вентильный блок с выходом выпрямителя, дополнительная секция вторичной обмотки соединена через дополнительный полупроводниковый вентильный блок с выходом выпрямителя параллельно основному вентильному блоку.
2. Выпрямитель по п. 1, отличающийся тем, что первичная обмотка силового трансформатора выполнена из двух секций, при этом первая секция размещена на одном сердечнике с основной секцией вторичной обмотки с повышенным рассеянием, а вторая секция первичной обмотки расположена с дополнительной секцией вторичной обмотки с минимальным рассеянием.
3. Выпрямитель по п. 1, отличающийся тем, что последовательно с основной секцией вторичной обмотки включено активное сопротивление.
4. Выпрямитель по пп. 1-2, отличающийся тем, что в контур первой секции первичной обмотки включен дроссель.
5. Выпрямитель по п. 4, отличающийся тем, что первая секция первичной обмотки и дроссель соединены последовательно и подключены параллельно ко второй секции первичной обмотки трансформатора.
Текст
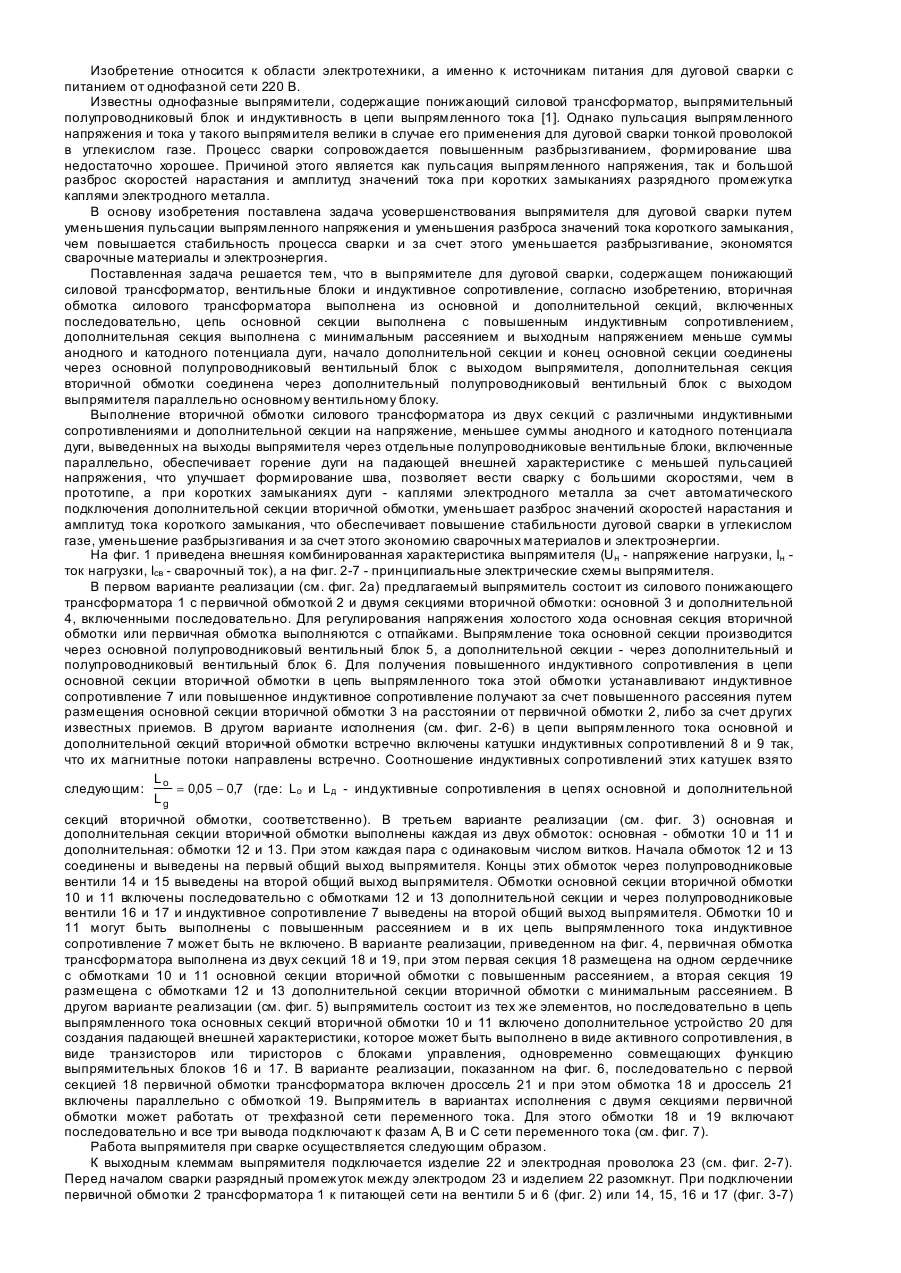
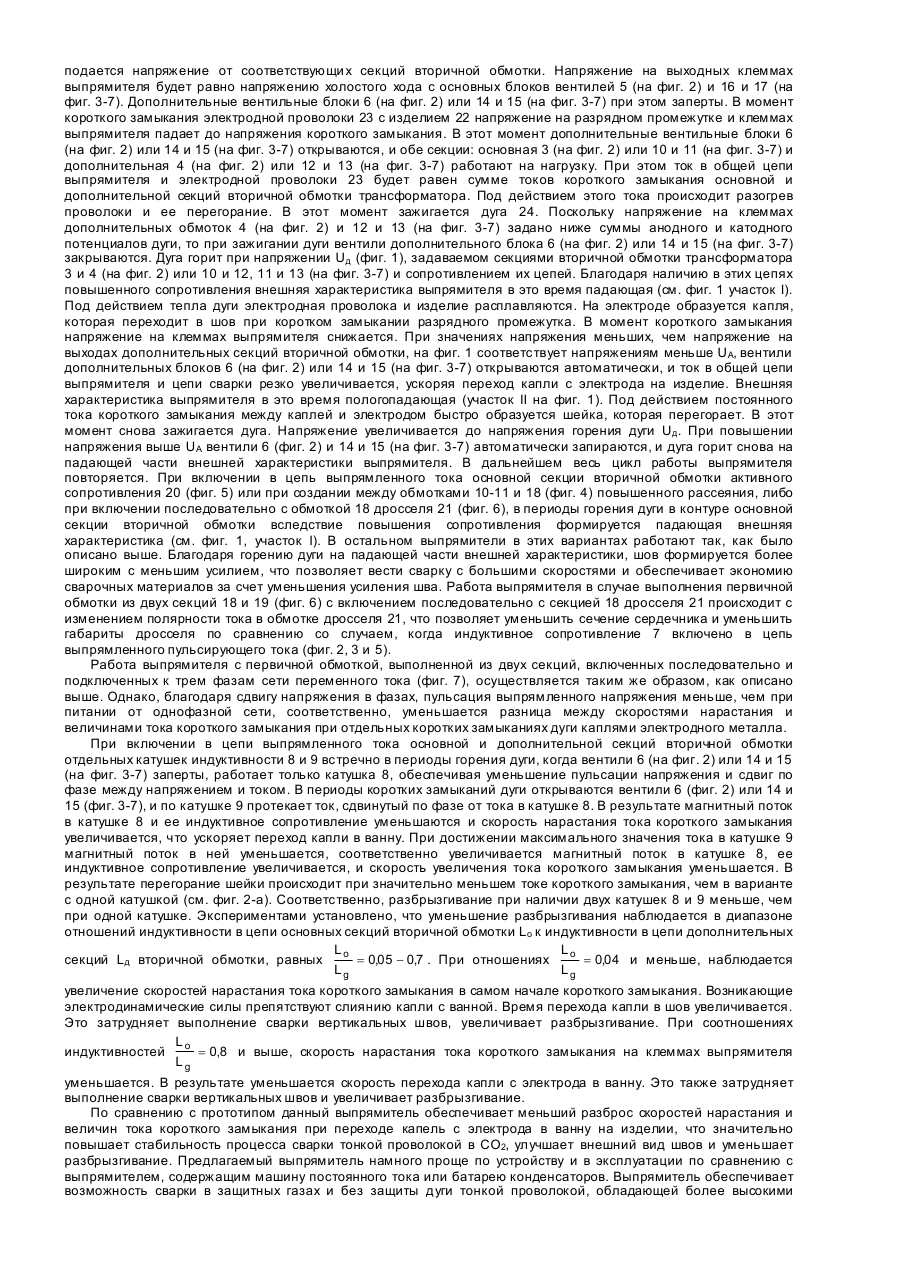
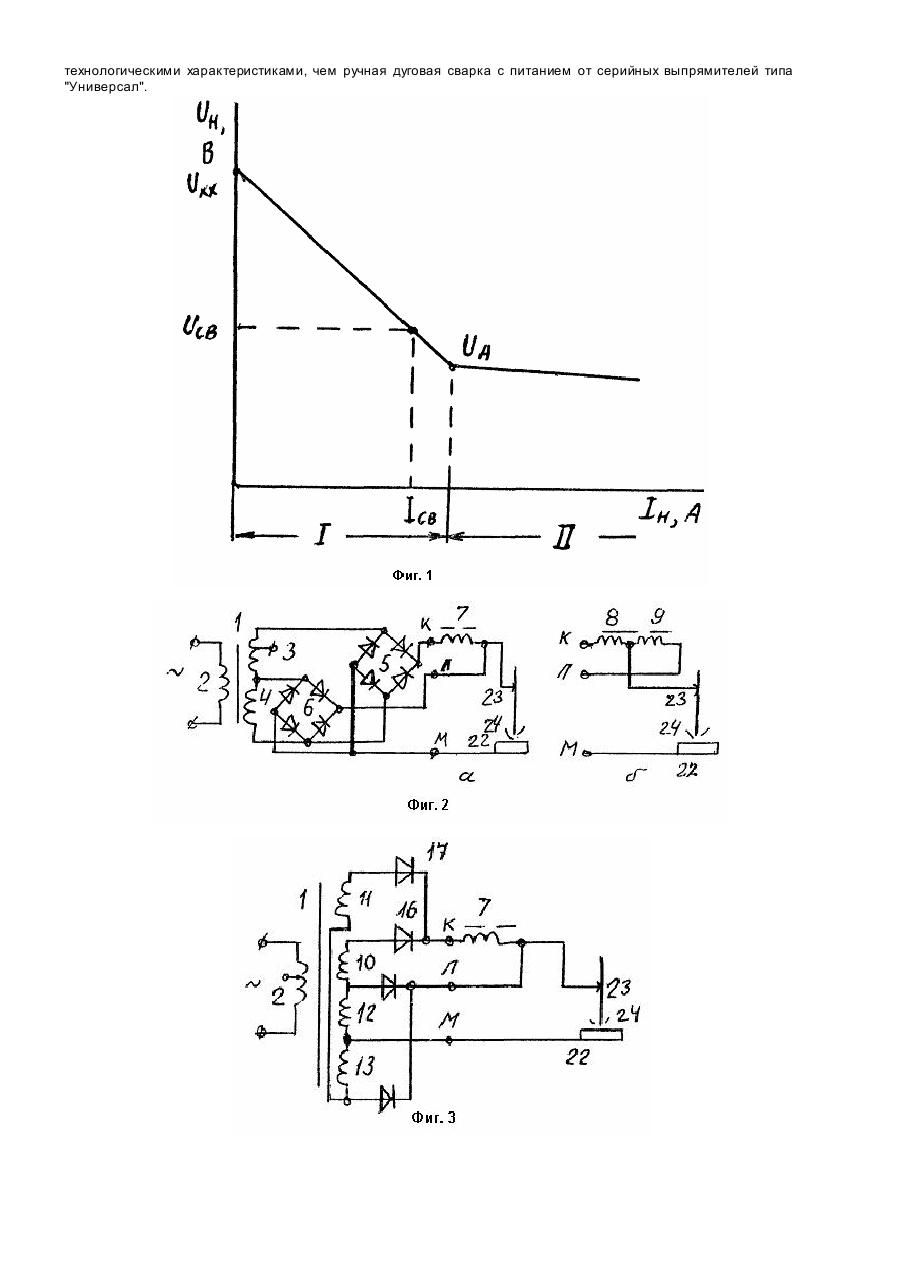
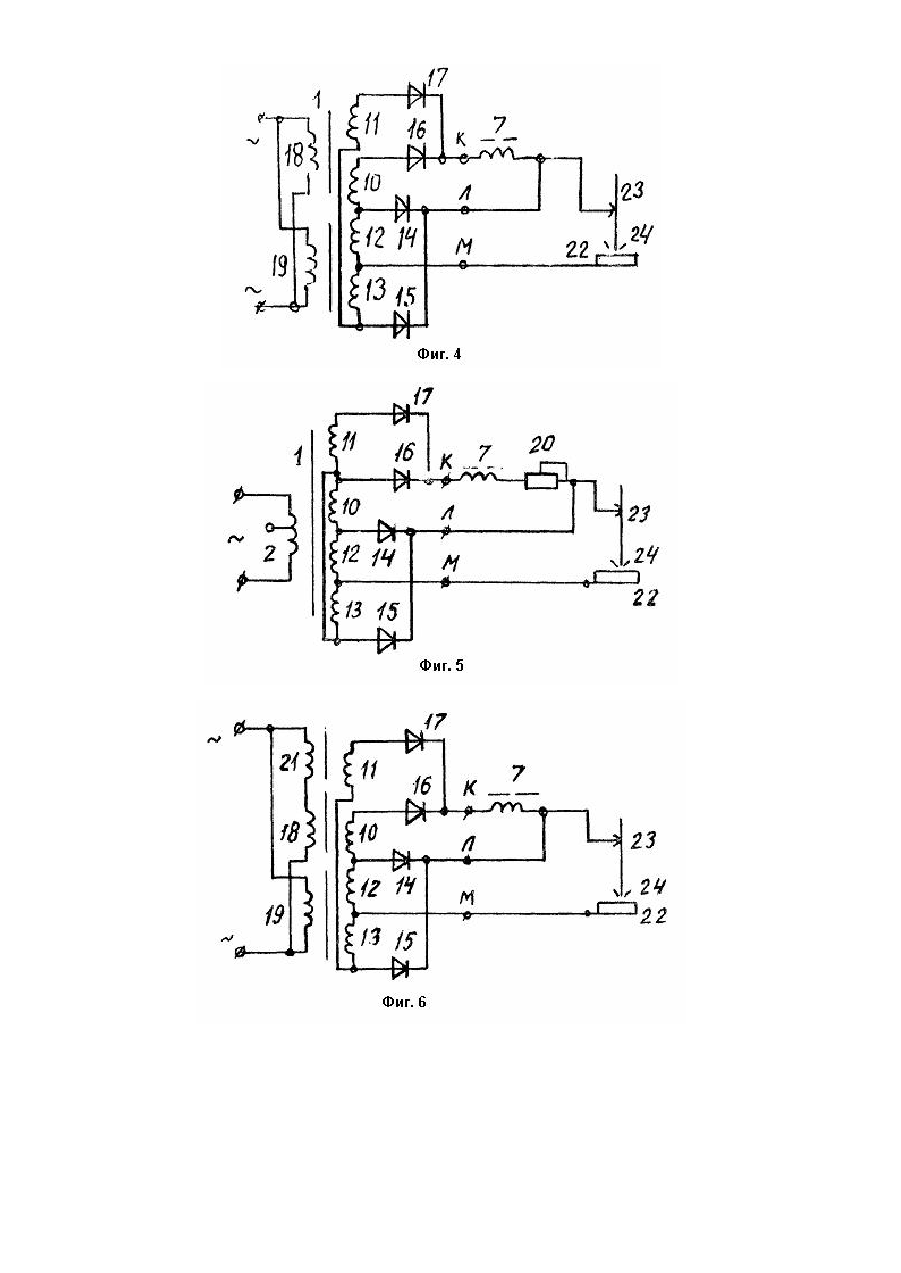
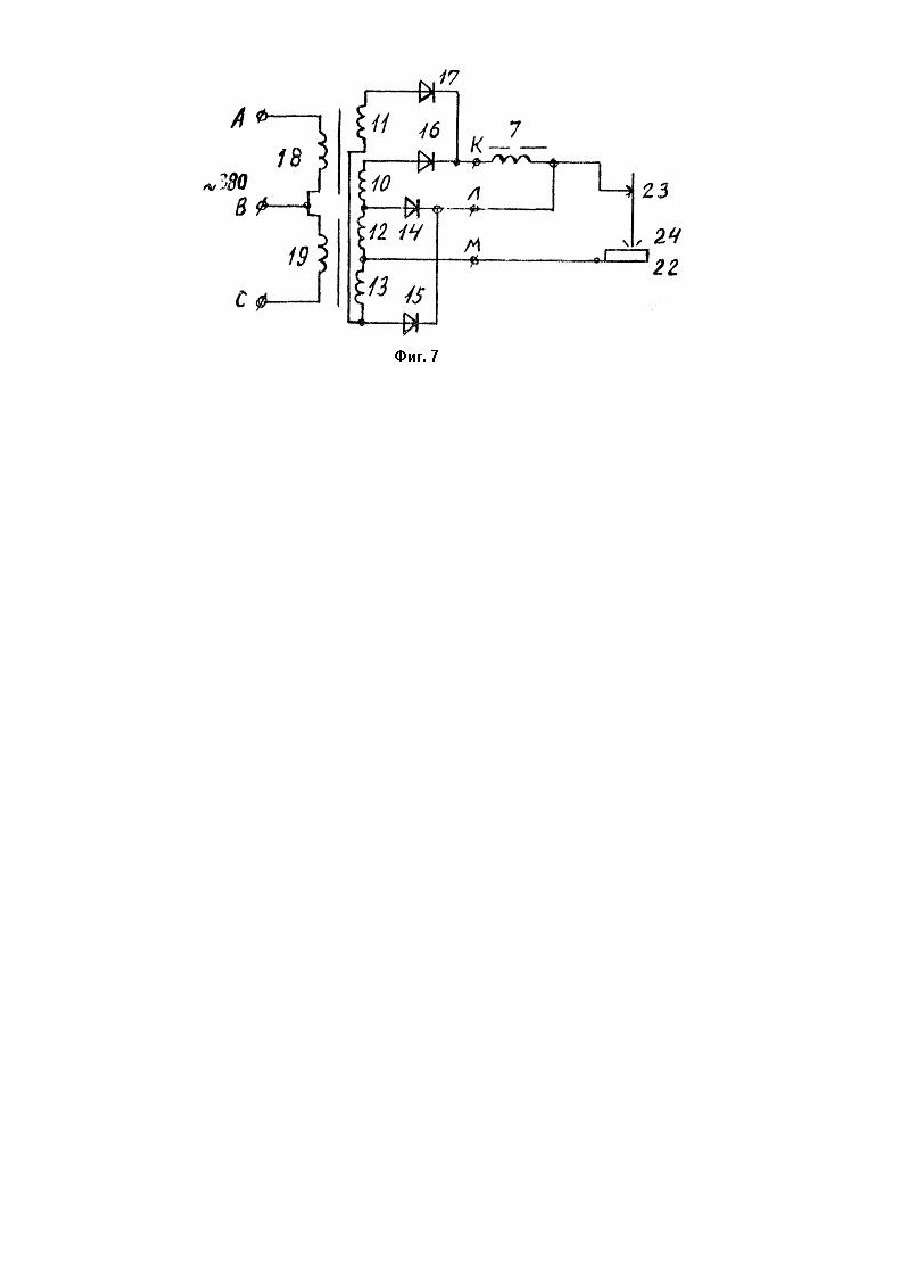
Изобретение относится к области электротехники, а именно к источникам питания для дуговой сварки с питанием от однофазной сети 220 В. Известны однофазные выпрямители, содержащие понижающий силовой трансформатор, выпрямительный полупроводниковый блок и индуктивность в цепи выпрямленного тока [1]. Однако пульсация выпрямленного напряжения и тока у такого выпрямителя велики в случае его применения для дуговой сварки тонкой проволокой в углекислом газе. Процесс сварки сопровождается повышенным разбрызгиванием, формирование шва недостаточно хорошее. Причиной этого является как пульсация выпрямленного напряжения, так и большой разброс скоростей нарастания и амплитуд значений тока при коротких замыканиях разрядного промежутка каплями электродного металла. В основу изобретения поставлена задача усовершенствования выпрямителя для дуговой сварки путем уменьшения пульсации выпрямленного напряжения и уменьшения разброса значений тока короткого замыкания, чем повышается стабильность процесса сварки и за счет этого уменьшается разбрызгивание, экономятся сварочные материалы и электроэнергия. Поставленная задача решается тем, что в выпрямителе для дуговой сварки, содержащем понижающий силовой трансформатор, вентильные блоки и индуктивное сопротивление, согласно изобретению, вторичная обмотка силового трансформатора выполнена из основной и дополнительной секций, включенных последовательно, цепь основной секции выполнена с повышенным индуктивным сопротивлением, дополнительная секция выполнена с минимальным рассеянием и выходным напряжением меньше суммы анодного и катодного потенциала дуги, начало дополнительной секции и конец основной секции соединены через основной полупроводниковый вентильный блок с выходом выпрямителя, дополнительная секция вторичной обмотки соединена через дополнительный полупроводниковый вентильный блок с выходом выпрямителя параллельно основному вентильному блоку. Выполнение вторичной обмотки силового трансформатора из двух секций с различными индуктивными сопротивлениями и дополнительной секции на напряжение, меньшее суммы анодного и катодного потенциала дуги, выведенных на выходы выпрямителя через отдельные полупроводниковые вентильные блоки, включенные параллельно, обеспечивает горение дуги на падающей внешней характеристике с меньшей пульсацией напряжения, что улучшает формирование шва, позволяет вести сварку с большими скоростями, чем в прототипе, а при коротких замыканиях дуги - каплями электродного металла за счет автоматического подключения дополнительной секции вторичной обмотки, уменьшает разброс значений скоростей нарастания и амплитуд тока короткого замыкания, что обеспечивает повышение стабильности дуговой сварки в углекислом газе, уменьшение разбрызгивания и за счет этого экономию сварочных материалов и электроэнергии. На фиг. 1 приведена внешняя комбинированная характеристика выпрямителя (Uн - напряжение нагрузки, Ін ток нагрузки, Ісв - сварочный ток), а на фиг. 2-7 - принципиальные электрические схемы выпрямителя. В первом варианте реализации (см. фиг. 2а) предлагаемый выпрямитель состоит из силового понижающего трансформатора 1 с первичной обмоткой 2 и двумя секциями вторичной обмотки: основной 3 и дополнительной 4, включенными последовательно. Для регулирования напряжения холостого хода основная секция вторичной обмотки или первичная обмотка выполняются с отпайками. Выпрямление тока основной секции производится через основной полупроводниковый вентильный блок 5, а дополнительной секции - через дополнительный и полупроводниковый вентильный блок 6. Для получения повышенного индуктивного сопротивления в цепи основной секции вторичной обмотки в цепь выпрямленного тока этой обмотки устанавливают индуктивное сопротивление 7 или повышенное индуктивное сопротивление получают за счет повышенного рассеяния путем размещения основной секции вторичной обмотки 3 на расстоянии от первичной обмотки 2, либо за счет других известных приемов. В другом варианте исполнения (см. фиг. 2-6) в цепи выпрямленного тока основной и дополнительной секций вторичной обмотки встречно включены катушки индуктивных сопротивлений 8 и 9 так, что их магнитные потоки направлены встречно. Соотношение индуктивных сопротивлений этих катушек взято L следующим: o = 0,05 - 0,7 (где: Lo и Lд - индуктивные сопротивления в цепях основной и дополнительной Lg секций вторичной обмотки, соответственно). В третьем варианте реализации (см. фиг. 3) основная и дополнительная секции вторичной обмотки выполнены каждая из двух обмоток: основная - обмотки 10 и 11 и дополнительная: обмотки 12 и 13. При этом каждая пара с одинаковым числом витков. Начала обмоток 12 и 13 соединены и выведены на первый общий выход выпрямителя. Концы этих обмоток через полупроводниковые вентили 14 и 15 выведены на второй общий выход выпрямителя. Обмотки основной секции вторичной обмотки 10 и 11 включены последовательно с обмотками 12 и 13 дополнительной секции и через полупроводниковые вентили 16 и 17 и индуктивное сопротивление 7 выведены на второй общий выход выпрямителя. Обмотки 10 и 11 могут быть выполнены с повышенным рассеянием и в их цепь выпрямленного тока индуктивное сопротивление 7 может быть не включено. В варианте реализации, приведенном на фиг. 4, первичная обмотка трансформатора выполнена из двух секций 18 и 19, при этом первая секция 18 размещена на одном сердечнике с обмотками 10 и 11 основной секции вторичной обмотки с повышенным рассеянием, а вторая секция 19 размещена с обмотками 12 и 13 дополнительной секции вторичной обмотки с минимальным рассеянием. В другом варианте реализации (см. фиг. 5) выпрямитель состоит из тех же элементов, но последовательно в цепь выпрямленного тока основных секций вторичной обмотки 10 и 11 включено дополнительное устройство 20 для создания падающей внешней характеристики, которое может быть выполнено в виде активного сопротивления, в виде транзисторов или тиристоров с блоками управления, одновременно совмещающих функцию выпрямительных блоков 16 и 17. В варианте реализации, показанном на фиг. 6, последовательно с первой секцией 18 первичной обмотки трансформатора включен дроссель 21 и при этом обмотка 18 и дроссель 21 включены параллельно с обмоткой 19. Выпрямитель в вариантах исполнения с двумя секциями первичной обмотки может работать от трехфазной сети переменного тока. Для этого обмотки 18 и 19 включают последовательно и все три вывода подключают к фазам А, В и С сети переменного тока (см. фиг. 7). Работа выпрямителя при сварке осуществляется следующим образом. К выходным клеммам выпрямителя подключается изделие 22 и электродная проволока 23 (см. фиг. 2-7). Перед началом сварки разрядный промежуток между электродом 23 и изделием 22 разомкнут. При подключении первичной обмотки 2 трансформатора 1 к питающей сети на вентили 5 и 6 (фиг. 2) или 14, 15, 16 и 17 (фиг. 3-7) подается напряжение от соответствующи х секций вторичной обмотки. Напряжение на выходных клеммах выпрямителя будет равно напряжению холостого хода с основных блоков вентилей 5 (на фиг. 2) и 16 и 17 (на фиг. 3-7). Дополнительные вентильные блоки 6 (на фиг. 2) или 14 и 15 (на фиг. 3-7) при этом заперты. В момент короткого замыкания электродной проволоки 23 с изделием 22 напряжение на разрядном промежутке и клеммах выпрямителя падает до напряжения короткого замыкания. В этот момент дополнительные вентильные блоки 6 (на фиг. 2) или 14 и 15 (на фиг. 3-7) открываются, и обе секции: основная 3 (на фиг. 2) или 10 и 11 (на фиг. 3-7) и дополнительная 4 (на фиг. 2) или 12 и 13 (на фиг. 3-7) работают на нагрузку. При этом ток в общей цепи выпрямителя и электродной проволоки 23 будет равен сумме токов короткого замыкания основной и дополнительной секций вторичной обмотки трансформатора. Под действием этого тока происходит разогрев проволоки и ее перегорание. В этот момент зажигается дуга 24. Поскольку напряжение на клеммах дополнительных обмоток 4 (на фиг. 2) и 12 и 13 (на фиг. 3-7) задано ниже суммы анодного и катодного потенциалов дуги, то при зажигании дуги вентили дополнительного блока 6 (на фиг. 2) или 14 и 15 (на фиг. 3-7) закрываются. Дуга горит при напряжении Uд (фиг. 1), задаваемом секциями вторичной обмотки трансформатора 3 и 4 (на фиг. 2) или 10 и 12, 11 и 13 (на фиг. 3-7) и сопротивлением их цепей. Благодаря наличию в этих цепях повышенного сопротивления внешняя характеристика выпрямителя в это время падающая (см. фиг. 1 участок I). Под действием тепла дуги электродная проволока и изделие расплавляются. На электроде образуется капля, которая переходит в шов при коротком замыкании разрядного промежутка. В момент короткого замыкания напряжение на клеммах выпрямителя снижается. При значениях напряжения меньших, чем напряжение на выходах дополнительных секций вторичной обмотки, на фиг. 1 соответствует напряжениям меньше UА, вентили дополнительных блоков 6 (на фиг. 2) или 14 и 15 (на фиг. 3-7) открываются автоматически, и ток в общей цепи выпрямителя и цепи сварки резко увеличивается, ускоряя переход капли с электрода на изделие. Внешняя характеристика выпрямителя в это время пологопадающая (участок II на фиг. 1). Под действием постоянного тока короткого замыкания между каплей и электродом быстро образуется шейка, которая перегорает. В этот момент снова зажигается дуга. Напряжение увеличивается до напряжения горения дуги Uд. При повышении напряжения выше UА вентили 6 (фиг. 2) и 14 и 15 (на фиг. 3-7) автоматически запираются, и дуга горит снова на падающей части внешней характеристики выпрямителя. В дальнейшем весь цикл работы выпрямителя повторяется. При включении в цепь выпрямленного тока основной секции вторичной обмотки активного сопротивления 20 (фиг. 5) или при создании между обмотками 10-11 и 18 (фиг. 4) повышенного рассеяния, либо при включении последовательно с обмоткой 18 дросселя 21 (фиг. 6), в периоды горения дуги в контуре основной секции вторичной обмотки вследствие повышения сопротивления формируется падающая внешняя характеристика (см. фиг. 1, участок І). В остальном выпрямители в этих вариантах работают так, как было описано выше. Благодаря горению дуги на падающей части внешней характеристики, шов формируется более широким с меньшим усилием, что позволяет вести сварку с большими скоростями и обеспечивает экономию сварочных материалов за счет уменьшения усиления шва. Работа выпрямителя в случае выполнения первичной обмотки из двух секций 18 и 19 (фиг. 6) с включением последовательно с секцией 18 дросселя 21 происходит с изменением полярности тока в обмотке дросселя 21, что позволяет уменьшить сечение сердечника и уменьшить габариты дросселя по сравнению со случаем, когда индуктивное сопротивление 7 включено в цепь выпрямленного пульсирующего тока (фиг. 2, 3 и 5). Работа выпрямителя с первичной обмоткой, выполненной из двух секций, включенных последовательно и подключенных к трем фазам сети переменного тока (фиг. 7), осуществляется таким же образом, как описано выше. Однако, благодаря сдвигу напряжения в фазах, пульсация выпрямленного напряжения меньше, чем при питании от однофазной сети, соответственно, уменьшается разница между скоростями нарастания и величинами тока короткого замыкания при отдельных коротких замыканиях дуги каплями электродного металла. При включении в цепи выпрямленного тока основной и дополнительной секций вторичной обмотки отдельных катушек индуктивности 8 и 9 встречно в периоды горения дуги, когда вентили 6 (на фиг. 2) или 14 и 15 (на фиг. 3-7) заперты, работает только катушка 8, обеспечивая уменьшение пульсации напряжения и сдвиг по фазе между напряжением и током. В периоды коротких замыканий дуги открываются вентили 6 (фиг. 2) или 14 и 15 (фиг. 3-7), и по катушке 9 протекает ток, сдвинутый по фазе от тока в катушке 8. В результате магнитный поток в катушке 8 и ее индуктивное сопротивление уменьшаются и скорость нарастания тока короткого замыкания увеличивается, что ускоряет переход капли в ванну. При достижении максимального значения тока в катушке 9 магнитный поток в ней уменьшается, соответственно увеличивается магнитный поток в катушке 8, ее индуктивное сопротивление увеличивается, и скорость увеличения тока короткого замыкания уменьшается. В результате перегорание шейки происходит при значительно меньшем токе короткого замыкания, чем в варианте с одной катушкой (см. фиг. 2-а). Соответственно, разбрызгивание при наличии двух катушек 8 и 9 меньше, чем при одной катушке. Экспериментами установлено, что уменьшение разбрызгивания наблюдается в диапазоне отношений индуктивности в цепи основных секций вторичной обмотки Lo к индуктивности в цепи дополнительных Lo L секций Lд вторичной обмотки, равных = 0,05 - 0,7 . При отношениях o = 0,04 и меньше, наблюдается Lg Lg увеличение скоростей нарастания тока короткого замыкания в самом начале короткого замыкания. Возникающие электродинамические силы препятствуют слиянию капли с ванной. Время перехода капли в шов увеличивается. Это затрудняет выполнение сварки вертикальных швов, увеличивает разбрызгивание. При соотношениях L индуктивностей o = 0,8 и выше, скорость нарастания тока короткого замыкания на клеммах выпрямителя Lg уменьшается. В результате уменьшается скорость перехода капли с электрода в ванну. Это также затрудняет выполнение сварки вертикальных швов и увеличивает разбрызгивание. По сравнению с прототипом данный выпрямитель обеспечивает меньший разброс скоростей нарастания и величин тока короткого замыкания при переходе капель с электрода в ванну на изделии, что значительно повышает стабильность процесса сварки тонкой проволокой в CO2, улучшает внешний вид швов и уменьшает разбрызгивание. Предлагаемый выпрямитель намного проще по устройству и в эксплуатациипо сравнению с выпрямителем, содержащим машину постоянного тока или батарею конденсаторов. Выпрямитель обеспечивает возможность сварки в защитных газах и без защиты дуги тонкой проволокой, обладающей более высокими технологическими характеристиками, чем ручная дуговая сварка с питанием от серийных выпрямителей типа "Универсал".
ДивитисяДодаткова інформація
Назва патенту англійськоюRectifier for arc welding
Автори англійськоюPotap'evskyi Arkadii Hryhorovych, Karpenko Oleksandr Petrovych
Назва патенту російськоюВыпрямитель для дуговой сварки
Автори російськоюПотапьевский Аркадий Григорьевич, Карпенко Александр Петрович
МПК / Мітки
МПК: B23K 9/00
Мітки: зварювання, дугового, випрямляч
Код посилання
<a href="https://ua.patents.su/5-3758-vipryamlyach-dlya-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Випрямляч для дугового зварювання</a>
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Гейдеріх Отто Павлович, Худяков Вячеслав Іванович, Потап'євський Аркадій Григорович
МПК: B23K 9/127
Мітки: плавиться, зварювання, спосіб, дугового, електродом
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Трансформатор-випрямляч
Номер патенту: 4510
Опубліковано: 27.12.1994
Автори: Блащенко Олександр Дмитрович, Сапачов Віктор Іванович, Серебряков Олександр Олександрович
МПК: H02M 7/04
Мітки: трансформатор-випрямляч
Формула / Реферат:
ТРАНСФОРМАТОР-ВЫПРЯМИТЕЛЬ, содержащий магнитопровод с расположенными на нем первичной и вторичной обмотками, размещенными в баке с жидким диэлектриком, два изолятора, каждый из которых имеет проходную полость с размещенным в ней основным выпрямительным элементом, прикрепленным к разъемному токовыводу, отличающийся тем, что, с целью улучшения массогабаритных и энергетических показателей, каждый из изоляторов выполнен с дополнительными...
Джерело струму для збудження та живлення дуги
Номер патенту: 3800
Опубліковано: 27.12.1994
Автори: Сербін Сергій Іванович, Рябенький Володимир Михайлович, Романовський Георгій Федорович, Пусєв Олександр Миколайович, Марінець Олександр Миколайович, Щербіна Юрій Іванович
МПК: B23K 9/06
Мітки: дуги, джерело, струму, збудження, живлення
Формула / Реферат:
Источник тока для возбуждения и питания дуги, содержащий трехфазный трансформатор, ко вторичной обмотке которого подключен трехфазный мостовой неуправляемый выпрямитель, однофазный мостовой неуправляемый выпрямитель подключен к одной из фаз вторичной обмотки трехфазного трансформатора, а к выходу однофазного мостового неуправляемого выпрямителя подключена цепь, состоящая из. последовательно соединенных первого конденсатора и первого...
Пристрій для дугового зварювання
Номер патенту: 3757
Опубліковано: 27.12.1994
Автор: Потап'євський Аркадій Григорович
МПК: B23K 9/00
Мітки: зварювання, пристрій, дугового
Формула / Реферат:
1. Устройство для дуговой сварки, содержащее электродвигатель с обмоткой якоря, шунтовой и сериесной обмотками возбуждения, регулируемый резистор, силовой контактор, емкость, сопротивление, пусковое устройство и источник питания, причем регулируемый резистор включен последовательно с шунтовой обмоткой, а параллельно катушке силового контактора подключены соединенные последовательно емкость и сопротивление, при этом катушка силового контактора...
Регульований трансформатор для зварювання
Номер патенту: 1456
Опубліковано: 25.03.1994
Автори: Дондиш Аркадій Олександрович, Троіцький Володимир Олександрович, Швець Геннадій Миколайович, Калінніков Семен Арефійович
МПК: H01F 30/00, H01F 30/06
Мітки: трансформатор, регульованій, зварювання
Формула / Реферат:
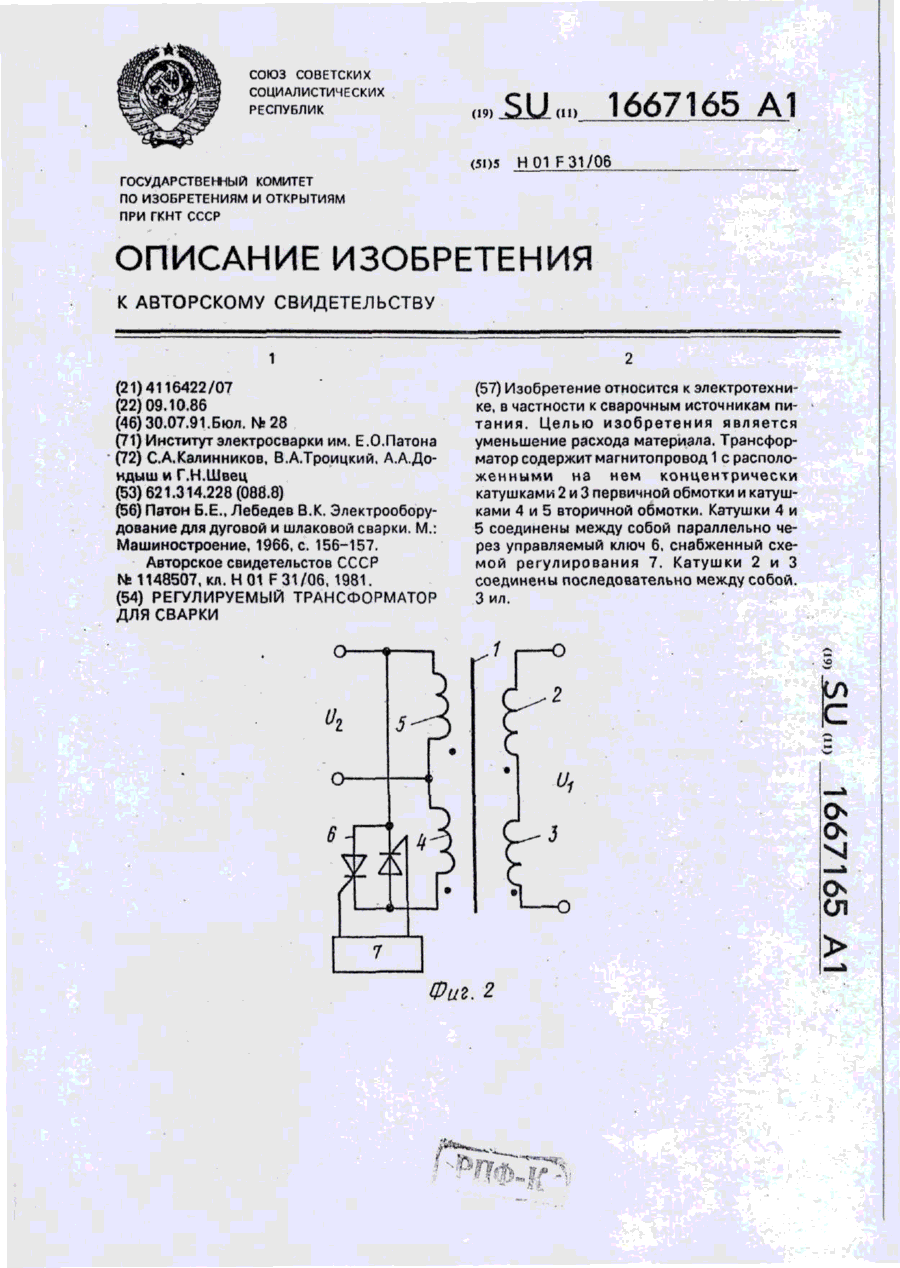
Регулируемый трансформатор для сварки, содержащий О-образный магнитопровод с двумя стержнями, на котором размещены концентрически одна относительно другой первичная и вторичная обмотки, каждая из которых состоит из двух одинаковых катушек, расположенных на разных стержнях, причем катушки одной обмотки соединены последовательно, а катушки другой обмотки соединены параллельно, средство регулирования в виде управляемого ключа, отличающийся тем,...
Попередній патент: Пристрій для дугового зварювання
Наступний патент: Спосіб термообробки виробів, переважно із нержавіючих сталей
Випадковий патент: Пристрій для лущення зерна