Установка для термічної обробки довгомірних виробів
Номер патенту: 2435
Опубліковано: 26.12.1994
Автори: Вишневецький Микола Іванович, Шепеляковський Костянтин Захарович
Формула / Реферат
Установка для термообработки длинномерных изделий, содержащая последовательно расположенные механизмы подачи изделий, загрузки в виде толкателя, индуктор и механизм выгрузки в виде приводной рычажной системы с захватом, отличающаяся тем, что, с целью повышения надежности в работе путем устранения перекосов и заклинивания изделий при сохранении качества нагрева, захват выполнен с гравитационно-эксцентриковым зажимом, а толкатель выполнен длиной, равной длине индуктора, и с возможностью позиционного перемещения вдоль индуктора.
Текст
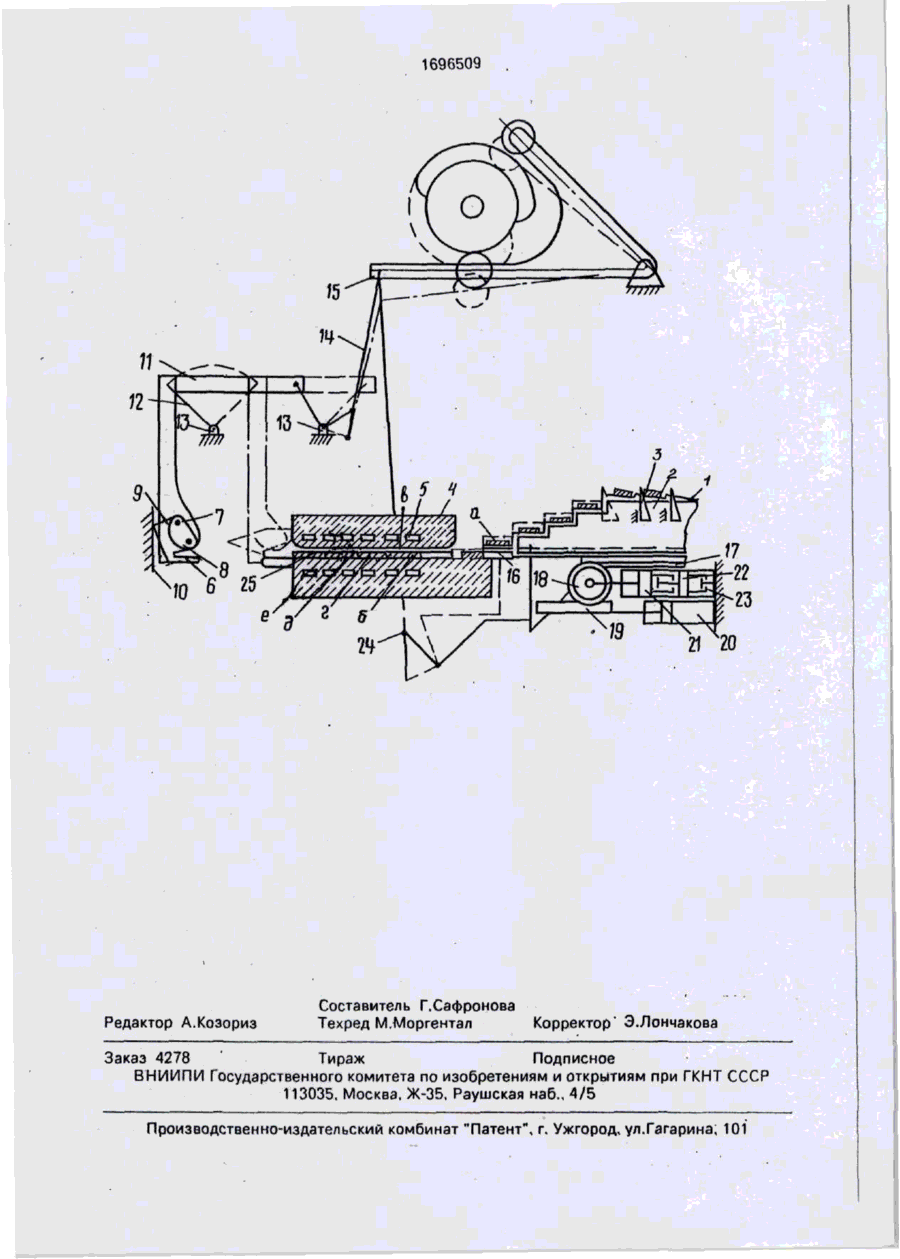
Изобретение относится к обработке длинномерных стальных полос и прутков с индукционным нагревом в линиях термообработки и горячей штамповки в машиностроении и металлургии. Цель изобретения - повышение надежности в работе установ ки путем устранения перекосов и заклинивания при сохранении качества нагрева. Установка содержит индуктор, механизм разгрузки с гравитационно-эксцентриковым зажимом и механизм подачи изделий и загрузки, выполненный в виде толкателя длиной, равной длине индуктора. Применение гравитационно-эксцентриковых зажимов позволяет предотвратить перекос длинномерных деталей при их переносе между операциями и обеспечить надежность в работе установки без заклинивания. Выполнения толкателя длиной, равной длине индуктора, обеспечивает его освобождение от находящихся в нем деталей с любой позиции без нарушения режима их нагрева. 0 1 ил. С Изобретение относится к обработке длинномерных стальных полос и прутков с индукционным нагревом в линиях термообработки и горячей штамповки в машиностроении и металлургии, в частности к обработке рессорных листов. Цель изобретения - повышение надежности в работе путем устранения перекосов и заклинивания при сохранении качества нагрева. На чертеже схематически показана предлагаемая установка. Установка состоит из неподвижных 1 и подвижных 2 линеек с собачками 3, индуктора 4 с токопроводами 5. разгрузочных захватов 6 с эксцентриками 7, вращающихся на осях 8 и соединенных с рычагом 9, который -РП упирается в упор 10. Разгрузочные захваты 6 подвешены на планкзх'11, которые через рычаги 12 (на осях 13) и тяги 14 связаны с приводом 15. Кроме механизма подачи листов, состоящего из неподвижных 1 и подвижных 2 линеек с собачками 3, имеется толкатель в виде шибера 16, жестко связанного с зубчатой рейкой 17 и перемещающего изделия в индукторе. Зубчатая рейка 17 установлена под зубчатым колесом 18. которое опирается на зубчатую рейку 19, жестко связанную со штоком пневмоцилиндрэ 20. Зубчатое колесо 18 связано с поршнями 21 и 22 пневмоцилиндра 23. Установка работает следующим образом. I Ъ CN о ел о 1696509 От привода 15 тяги 14 движутся вниз, поворачивая на осях 13 рычаги 12. которые по дуге вперед направляют планки 11 с захватами 6, освобождая эксцентрики 7, которые под собственным весом падают. Таким образом, захваты 6 приближаются к индуктору 4 и занимают позицию, показанную штрихпунктирной линией С небольшим опозданием от привода 15 через систему рычагов 24 движутся к индуктору 4 подвижные линейки 2. толкая собачками 3 заготовки 25 рессорных листов. После попадания листа на позицию а срабатывает пневмоцилиндр 20(подача воздуха в штоковую полость), и зубчатая рейка 19 движется к пневмоцилиндру 20, вращая зубчатое колесо 18, которое посылает зубчатую рейку 17 с шибером 16 вперед к индуктору, при этом шибер 16 подает лист с позиции а на позицию в (минуя позицию б). При этом находящиеся в индукторе листы сдвигаются на одну позицию (ширину листа), а крайний нагретый лист, лежащий на выходе из индуктора (позиция е). попадает в захват разгрузочного устройства 6. где зажимается весом эксцентрика 7. Далее разгрузочное устройство 6 системой рычагов 12-14-15 перемещается из положения, обозначенного штрихпунктирными линиями, в положение, обозначенное сплошными линиями. Рычаг 9 упирается в упор 10 и нагретый лист освобождается от зажима эксцентриком 7. Так как захваты 6 находятся между роликами рольганга (не показаны), то дальше листы движутся по рольгангу на дальнейшую обработку. После уноса нагретого листа рольгангом разгрузочное устройство 6 с эксцентриком 7 возвращается в положение, обозначенное штрихпунктиром, и ожидает начала следующего цикла, который повторяется каждые 20-26 с. В» таком порядке устройство непрерывно работает во время рабочей смены. По окончании работы или при необходимости остановки установки при отсутствии заготовки на позиции а включается верхний пневмоцилиндр подачей воздуха под поршень 21,который, толкая зубчатое колесо 18 по неподвижной рейке 19, подает рейку 17 с шибером 16 и проталкивает заготовку с позиции в на позицию г. При следующем цикле воздух подается под поршни 21 и 22 и заготовка проталкивается с позиции г на позицию д. При следующем цикле осуществляется подача воздуха под поршень 21 и в штоковую полость пневмоцилиндра 20, и заготовка проталкивается с позиции д на позицию е. При подаче (на последнем цикле) воздуха под поршень 21 и 22 и в штоковую 5 10 15 20 25 30 35 40 45 полость пневмоцилиндра 20 заготовка с позиции е заталкивается в захваты 6. По окончании каждого цикла с целью уменьшения потерь на нагреве шибера 16 последний каждый раз возвращается в исходное положение. Таким образом, использование предлагаемой установки позволяет при непрерывной работе в течение рабочей смены подавать очередную деталь в первую позицию в индукторе с расстояния, где практически отсутствует воздействие электромагнитного поля индуктора (с позиции а на позицию в, минуя позицию б), что предотвращает их односторонний нагрев, т.е. обеспечивается высокое качество обработки; при необходимости останавливает установку или при отсутствии на загрузочном устройстве очередных деталей позволяет постепенно (шаг за шагом) освободить индуктор от находящихся в нем деталей без нарушения нормального режима их нагрева, т.е. обеспечивается высокое качество обработки всех 100% деталей; применение гравитационно-эксцентриковых зажимов позволяет предотвратить перекос длинномерных деталей при переносе из нагревательного индуктора на дальнейшую обработку и тем обеспечить надежность, безотказность работы установки, исключает заклинивание установки. При этом гравитационно-эксцентриковый зажим обеспечивает автоматическое . закрепление детали в выгрузочном устройстве в момент выхода детали из индуктора и автоматическое освобождение ее после переноса для передачи на последующие операции обработки. Зажим прост по конструкции: он состоит только из эксцентрика и оси, т.е. не содержит никаких элементов (например пружин), которые могут стать причиной нестабильности или отказа в работе. Формула изобретения Установка для термообработки длинномерных изделий, содержащая последовательно расположенные механизмы подачи 50 изделий, загрузки в виде толкателя, индуктор и механизм выгрузки в виде приводной рычажной системы с захватом, о т л и ч а ю щаяся тем, что, с целью повышения надежности в работе путем устранения пе55 рекосов и заклинивания изделий при сохранении, качества нагрева, захват выполнен с гравитационно-эксцентриковым зажимом. а толкатель выполнен длиной, равной длине индуктора, и с возможностью позиционного пеоемещения вдоль индуктора. 1696509 Ч * 2 5 ШтФШ 21 20 Редактор А.Козориз Составитель Г.Сафронова Техред М.Моргентал Корректор" Э.Лончакова Заказ 4278 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35. Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина; 101
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for long components heat treatment
Автори англійськоюShepeliakovskyi Kostiantyn Zakharovych, Vyshnevetskyi Mykola Ivanovych
Назва патенту російськоюУстановка для термической обработки длинномерных изделий
Автори російськоюШепеляковский Константин Захариевич, Вишневецкий Николай Иванович
МПК / Мітки
МПК: C21D 1/42
Мітки: обробки, установка, виробів, термічної, довгомірних
Код посилання
<a href="https://ua.patents.su/4-2435-ustanovka-dlya-termichno-obrobki-dovgomirnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Установка для термічної обробки довгомірних виробів</a>
Піч для термічної обробки
Номер патенту: 1474
Опубліковано: 25.07.1994
Автори: Самбуров Анатолій Яковлевич, Огінський Володимир Володимирович, Гагарін Віктор Миколайович
МПК: F27B 9/00
Мітки: обробки, піч, термічної
Формула / Реферат:
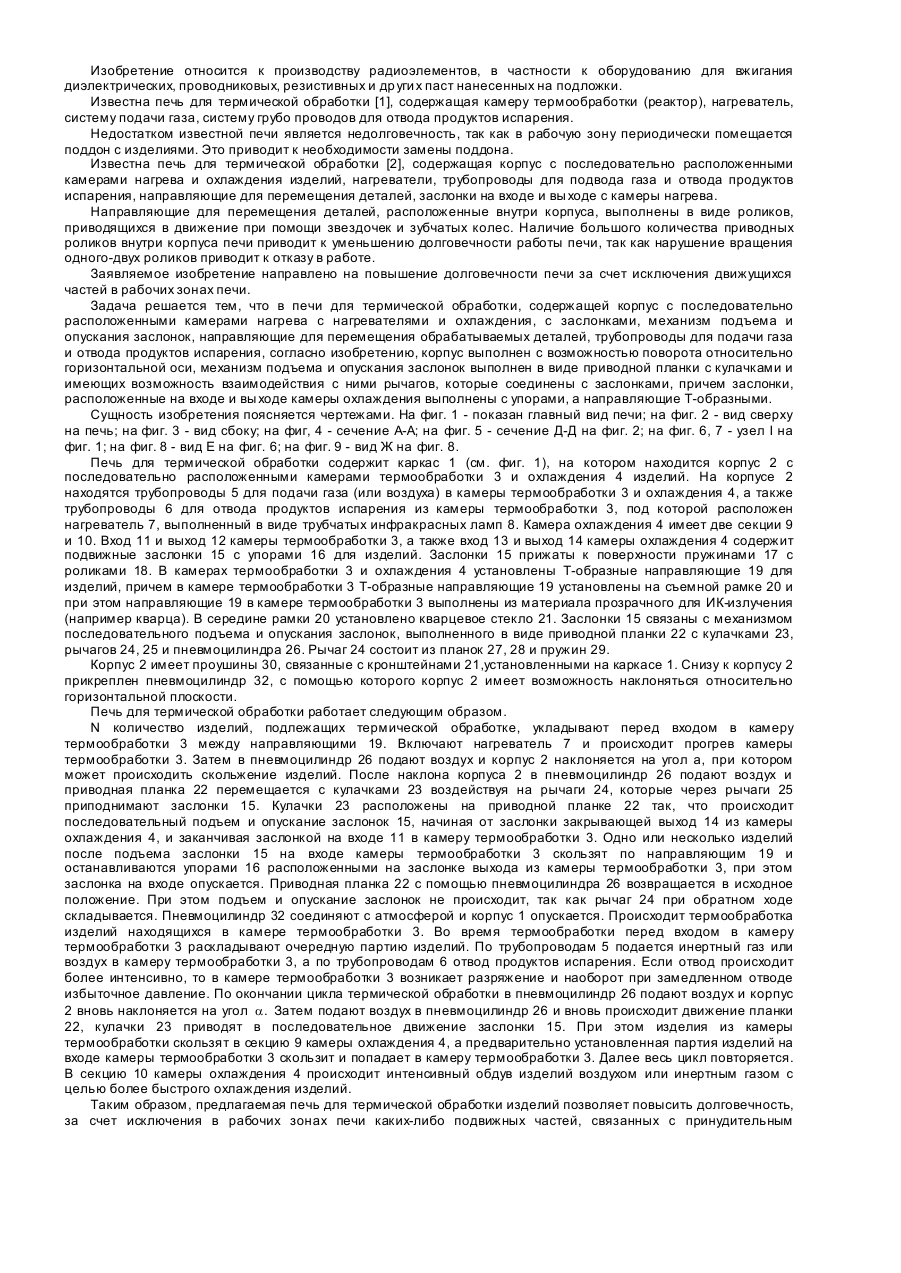
Печь для термической обработки, содержащая корпус с последовательно расположенными камерами нагрева с нагревателями и охлаждения с заслонками, механизм подъема и опускания заслонок, направляющие для перемещения обрабатываемых деталей, трубопроводы для подвода газа и отвода продуктов испарения, отличающаяся тем, что корпус выполнен с возможностью вертикального поворота, механизм подъема и опускания заслонок выполнен в виде приводной планки с...
Барабан для намотки гнучких довгомірних виробів
Номер патенту: 2759
Опубліковано: 26.12.1994
Автор: Михайлик Олександр Герасимович
МПК: B65D 85/67
Мітки: гнучких, намотки, барабан, довгомірних, виробів
Формула / Реферат:
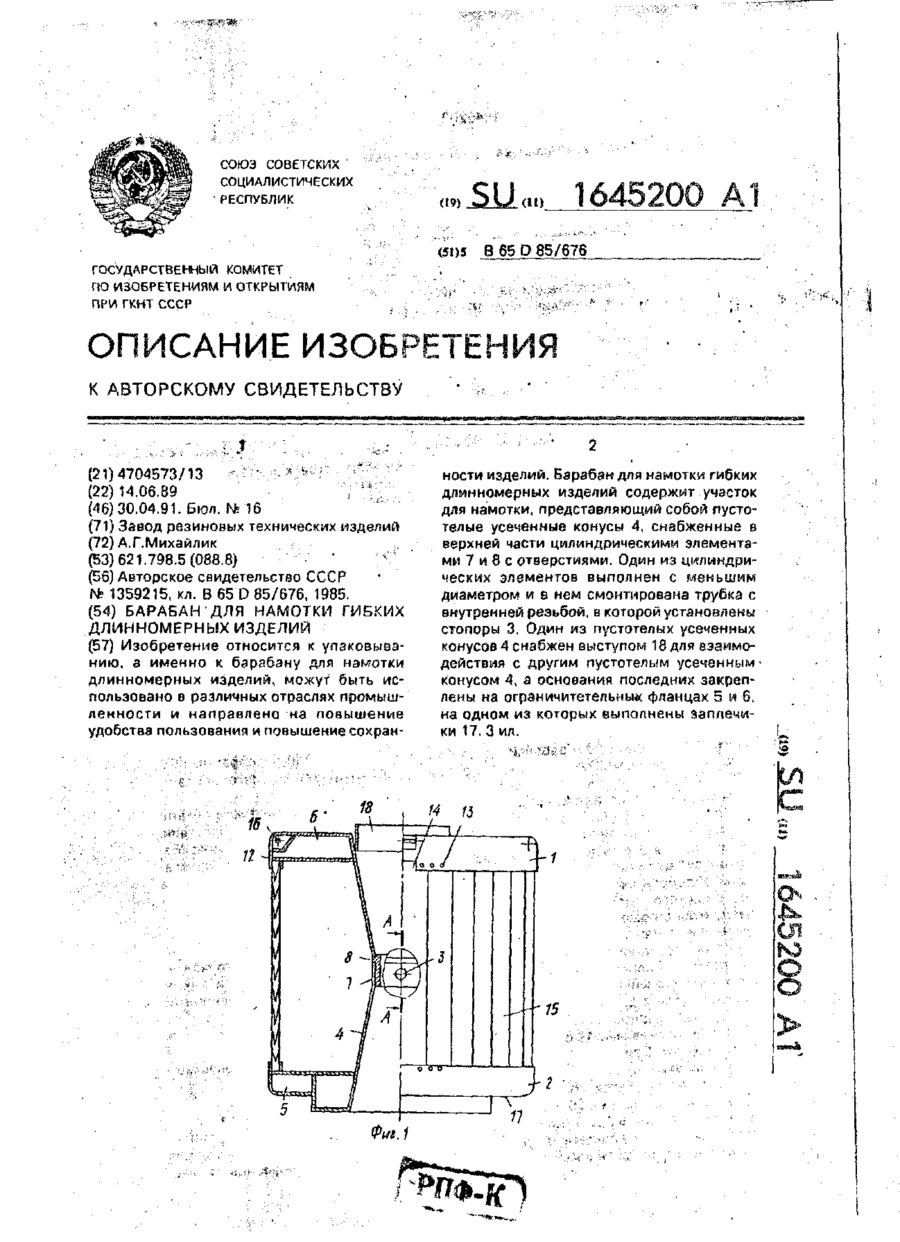
Барабан для намотки гибких длинномерных изделий, содержащий участок для намотки и ограничительные фланцы с канавками и рамами, отличающийся тем, что, с целью повышения удобства пользования и повышения сохранности изделий, участок для намотки представляет собой пустотелые усеченные конусы, снабженные в верхней части цилиндрическими элементами с отверстиями, один из цилиндрических элементов выполнен с меньшим диаметром и в нем смонтирована...
Камера для теплової обробки будівельних виробів
Номер патенту: 166
Опубліковано: 30.04.1993
Автори: Колмановський Семен Давидович, Дорфман Юхим Миколайович
МПК: B28B 11/00
Мітки: камера, теплової, будівельних, обробки, виробів
Формула / Реферат:
Формула изобретенияКамера для тепловой обработки строительных изделий, содержащая туннель с зонами нагрева, изотермической выдержки и охлаждения, размещенные в зонах нагрева и изотермической выдержки нагреватели, соединенные ступенчато с подающими и отводящими теплоноситель трубопроводами, регулирующую арматуру и конденсатоотводчики, отличающаяся тем, что, с целью снижения расхода теплоносителя, зона нагрева снабжена дополнительными...
Установка для вулканізації трубчатих гумотехнічних виробів

Номер патенту: 2760
Опубліковано: 26.12.1994
Автор: Маков Анатолій Генадійович
МПК: B29C 35/02, B29L 23/00, B29D 23/00
Мітки: гумотехнічних, установка, виробів, трубчатих, вулканізації
Формула / Реферат:
Установка для вулканизации трубчатых резинотехнических изделий, содержащая вулканизатор, раму с этажно расположенными на ней средствами для фиксирования изделий и средство для загрузки и выгрузки, отличающаяся тем, что, с целью повышения производительности установки и снижения металлоемкости и энергоемкости, каждое средство для фиксирования изделий выполнено в виде цилиндрических диафрагм, а вулканизатор — в виде набора трубчатых камер,...
Установка для миття виробів
Номер патенту: 705
Опубліковано: 15.12.1993
Автор: Бондаренко Олександр Андрійович
Мітки: виробів, установка, миття
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я 1. Установка для мойки изделий, содержащая моечную камеру, тележку для перемещения изделий в моечную камеру, приводы перемещения тележки и возвратно-поступательного движения тележки в моечной камере и систему управления приводом возвратно-поступательного перемещения тележки, содержащую клапан, о т л и ч а ю щ а я с я тем, что, с целью повышения эффективности мойки, привод возвратно-поступательного...
Попередній патент: Лист ресори
Наступний патент: Спосіб одержання beta-галактозидази
Випадковий патент: Адсорбент діоксиду вуглецю