Ділянка повітряного охолодження катанки
Номер патенту: 25700
Опубліковано: 30.10.1998
Автори: Репіч Дмітрій Сємьоновіч, Калганов Владімір Міхайловіч, Горбаньов Аркадій Олексійович, Зюзін Віктор Івановіч, Колосов Борис Миколайович, Подольскій Боріс Гєоргієвіч, Євтєєв Євгєній Алєксандровіч, Жучков Сергій Михайлович, Коротишов Владімір Івановіч, Білєнко Валєрій Міхайловіч, Ємчєнко Владімір Стєпановіч, Савєльєв Євгєній Владіміровіч, Мамикін Євген Леонідовіч, Запівалов Боріс Алєксандровіч, Юнаков Олександр Михайлович, Філіппов Анатолій Тімофєєвіч
Формула / Реферат
1. Участок воздушного охлаждения катанки, содержащий установленный в технологическом потоке проволочного стана роликовый транспортер витков, совмещенный с устройством воздушного охлаждения, выполненным в виде сквозного теплоизолирующего тоннеля с крышками, снабженного средствами подачи воздуха в его рабочее пространство, отличающийся тем, что теплоизолирующий тоннель выполнен в виде ряда однотипных газоплотных, аэродинамически нейтральных по отношению к смежным объемам, состыкованных между собой секций, каждая из которых снабжена средствами подачи воздуха в ее рабочее пространство.
2. Участок воздушного охлаждения катанки, по п.1, отличающийся тем, что каждая секция теплоизолирующего тоннеля, снабжена средствами конвективного термостатирования, выполненными в виде замкнутого циркуляционногр контура, включающего дополнительный вентилятор, соединенный с соответствующей секцией подающим и отводящим коллекторами, снабженный средством электроподогрева воздуха, установленным на выхлопе вентилятора.
3. Участок воздушного охлаждения катанки по пп.1 и 2, отличающийся тем, что средства конвективного термостатирования каждой секции теплоизолирующего тоннеля снабжены средствами автоматического регулирования температуры воздуха в ее рабочем пространстве, содержащем датчик температуры рабочего пространства секции и терморегулятор, установленные в цепи электроподогрева воздуха.
Текст
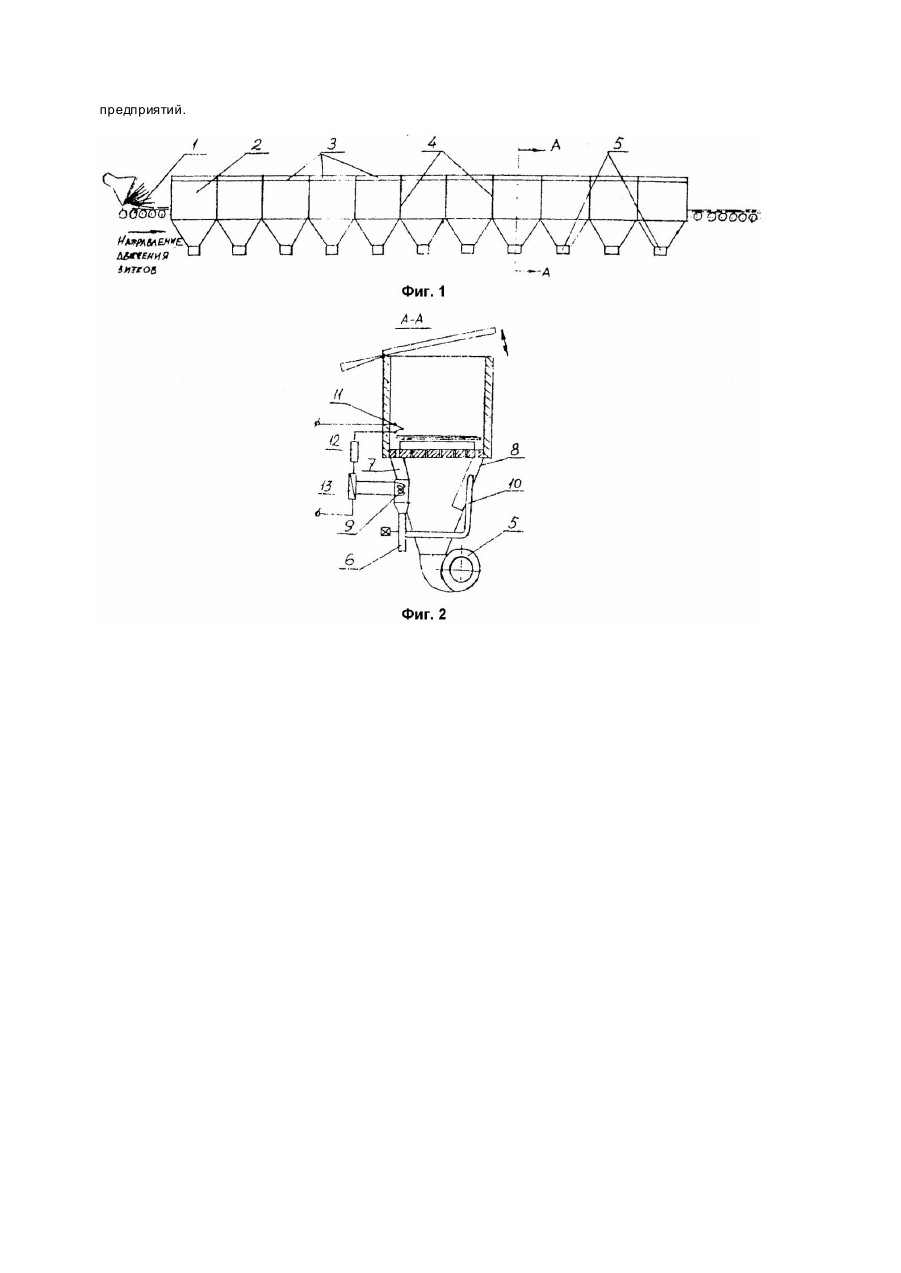
Изобретение относится к прокатному производству, в частности, к конструкции и компоновке оборудования для обработки катанки в те хнологическом потоке стана, преимущественно воздушной, и может быть использовано на мелкосортных и проволочных станах, оснащенных линиями двухстадийного охлаждения проката. Растущие запросы потребителей по расширению марочного сортамента катанки, производимой на станах, оснащенных линиями двухстадийного охлаждения, при одновременном требовании довести свойства катанки, идущей на волочение, до уровня, получаемого после патентирования в метизных цехах, обусловили появление участков воздушного охлаждения проката типа "замедленный Стелмор" [1]. Эти установки обеспечивают расширение диапазона скоростей охлаждения витков катанки по сравнению с участками охлаждения "Стандартный Стелмор" [2], что позволило за счет снижения скорости охлаждения несколько улучшить свойства катанки из низкоуглеродистых и низколегированных сталей, приблизив их к требованиям потребителей. Известны участки воздушного охлаждения катанки, установленные в те хнологическом потоке станов, имеющие роликовые или цепные транспортеры для перемещения витков катанки, совмещенные с устройствами воздушного охлаждения, выполненными в виде сквозного теплоизолирующего тоннеля с крышками, снабженного средствами подачи охладителя в рабочее пространство тоннеля в виде вентиляторов, продувающих потоки воздуха через слой витков. Транспортер может работать при закрытых и открытых крышках. Скорость движения транспортера составляет 0,05 - 1,3м/с при скорости охлаждения 1 - 9°C/с для катанки Æ5,5 мм. Теплоизоляция в сочетании с замедленной скоростью движения транспортера обеспечивает снижение минимальной скорости охлаждения катанки в 4 раза по сравнению со способом "стандартный Стелмор", что несколько улучшает свойства катанки из низкоуглеродистой стали, однако не доводит их до уровня, получаемого после патентирования в метизных цехах [1]. Недостатком известного участка воздушного охлаждения катанки является отсутствие возможности исключить патентирование обрабатываемой на нем катанки из низкоуглеродистых и низколегированных сталей при переработке в метизных цехах. Конструкцией теплоизолирующего тоннеля известных участков предусмотрена организация единого рабочего пространства, в котором витки катанки, при перемещении их по транспортеру, подвергаются непрерывному охлаждению, что не позволяет осуществить изометрическую выдержку, необходимую для прохождения фазовых превращений в стали, определяющих получение микроструктуры и механических свойств катанки, обеспечивающих и х высокую те хнологичность при переработке в метизных цехах. Указанный недостаток сужает технологические возможности участка охлаждения катанки и не позволяет расширить марочный сортамент станов, оборудованных линиями двухстадийного охлаждения проката. В качестве прототипа принят участок охлаждения катанки, содержащий установленный в те хнологическом потоке проволочного стана роликовый транспортер, совмещенный с устройством охлаждения, преимущественно воздушного, выполненным в виде сквозного теплоизолирующего тоннеля, снабженного средствами подачи охладителя в его рабочее пространство (напорных вентиляторов) [3]. По сравнению с известным участком, участок, принятый за прототип, имеет следующие особенности: роликовый транспортер разделен на 5 участков с независимой регулировкой скорости перемещения в диапазоне 0,05 - 1,3м/с. Теплоизолирующий тоннель разделен на 16 секций охлаждения, снабженный крышками. Напорные вентиляторы расположены в зоне секций №1 - 8 и №15 - 16 теплоизолирующего тоннеля. В средней части тоннеля (секции №9 - 14) напорных вентиляторов нет. Такая компоновка оборудования позволяет организовать зону для замедленного охлаждения катанки в секциях №9 - 14 после ее непрерывного охлаждения в начале тоннеля в зоне секций №1 - 8 и перед окончательным охлаждением в конце тоннеля (зона секций №15 - 16). Это способствует получению более равномерной структуры по сечению катанки по сравнению с катанкой, обработанной на устройствах, описанных выше [4], а также обеспечивает режимы ускоренного и замедленного охлаждения проката. Недостатком прототипа является отсутствие возможности организации изотермической выдержки катанки в линии стана, определяющей требуемые структур у и свойства катанки, предназначенной для последующей переработки и метизных цехах, а также при расширении марочного сортамента стана, например, при освоении производства катанки из подшипниковых, рессорнопружинных и др. сталей специального назначения, что сужает технологические возможности участка охлаждения проката проволочного стана. Недостаток, присущий прототипу, обусловлен особенностями его конструкции. Наличие сквозного теплоизолирующего тоннеля, имеющего свободные выходы в атмосферу цеха, даже при возможности изменять скорость перемещения витков катанки по его длине не может обеспечить условия для изометрической выдержки, т.к. при такой конструкции осуществляется процесс непрерывного охлаждения. При непрерывном ускоренном охлаждении обеспечиваются требуемые механические свойства катанки из средне- и высокоуглеродистых сталей и удовлетворительные механические свойства катанки из низкоуглеродистой стали при непрерывном замедленном охлаждении. Так, катанка из низкоуглеродистой стали после замедленного охлаждения имеет временное сопротивление разрыву на 5 - 15% ниже, чем после обработки на стандартной установке Стелмор, однако относительное сужение при этом на 3 - 5абс.% меньше, чем после патентирования в метизных цехах. На участке охлаждения катанки, принятом за прототип, нельзя получить требуемые свойства катанки из шарикоподшипниковых, рессорнопружинных и др. сталей специального назначения. Например, процесс непрерывного охлаждения без изотермической выдержки не обеспечивает условий для разрушения карбидной сетки у стали ШХ-15. Пружинные стали 60С2А, 70С2А, 70С2ХА, имеющие высокую прокаливаемость, после замедленного охлаждения имеют повышенную твердость даже при снижении скорости охлаждения до 1°C/с. Для сталей, легированных кремнием и марганцем (катанка для сварочной проволоки) типа 08Г2С, замедленное охлаждение без изотермической выдержки не исключает возможность образования хр упких структур (подкалки). Поэтому катанка из этих сталей подвергается предварительному патентированию при переработке в метизных цехах. Таким образом, конструкция участка охлаждения, принятая за прототип, не позволяет расширить технологические возможности стана в соответствии требованиям потребителей при расширении марочного сортамента прокатываемых сталей. Кроме этого, промежуточное патентирование в метизных цехах удорожает процесс переработки катанки и ухудшает экологическую обстановку в районе предприятий. Задача, решаемая изобретением, состоит в расширении технологических возможностей участка охлаждения катанки при производстве катанки широкого марочного сортамента и исключения патентирования в метизных цехах с соответствующим улучшением экологической обстановки в районе предприятия. Технический результат, достигаемый при использовании изобретения, состоит в возможности организации в потоке стана изотермической выдержки при охлаждении катанки, позволяющей повысить равномерность структуры по сечению катанки, и обеспечить ей такие свойства и структур у, которые исключают необходимость проведения патентирования в метизных цехах, удорожающего передел и ухудшающего экологическую обстановку на предприятии. Решение поставленной задачи обеспечивается тем, что участок охлаждения катанки, установленный в те хнологическом потоке стана, компонуется из роликового транспортера витков, совмещенного с устройством охлаждения, выполненного в виде сквозного теплоизолирующего тоннеля с крышками, снабженного средствами подачи воздуха в его рабочее пространство, причем теплоизолирующий тоннель выполнен в виде ряда однотипных газоплотных, аэродинамических нейтральных по отношению к смежным объемам, состыкованных между собой секций, каждая из которых снабжена средством подачи воздуха в ее рабочее пространство (напорными вентиляторами), Каждая секция теплоизолирующего тоннеля снабжена средствами конвективного термостатирования, выполненным в виде замкнутого циркуляционного контура, включающего дополнительный вентилятор, соединенный с соответствующей секцией подающим и отводящими коллекторами, снабженный средством электроподогрева воздуха, установленным на выхлопе вентилятора. Средства конвективного термостатирования каждой секции теплоизолирующего тоннеля снабжены средствами автоматического регулирования температуры воздуха в ее рабочем пространстве, содержащими датчик температуры рабочего пространства секции и терморегулятор, установленный в цепи электроподогрева воздуха. Сравнение с прототипом показывает, что заявляемый участок охлаждения катанки отличается тем, что теплоизолирующий тоннель выполнен в виде однотипных газоплотных, аэродинамически нейтральных по отношению к смежным объемам, состыкованных между собой секций, каждая из которых снабжена средствами подачи воздуха в ее рабочее пространство, а также тем, что каждая секция теплоизолирующего тоннеля снабжена средствами конвективного термостатирования, выполненным в виде замкнутого циркуляционного контура, включающего дополнительный вентилятор, соединенный с соответствующей секцией подающим и отводящим коллекторами, снабженный средством электроподогрева воздуха, установленным на выхлопе вентилятора, а также тем, что средства конвективного термостатирования каждой секции теплоизолирующего тоннеля снабжены средствами автоматического регулирования температуры воздуха в ее рабочем пространстве, содержащими датчик температуры рабочего пространства секции и терморегулятор, установленный в цепи электроподогрева воздуха. Следовательно, заявляемое техническое решение соответствует критерию "новизна". Сравнение с другими техническими решениями в данной области техники показало, что известны участки охлаждения катанки, выполненные в виде транспортеров, оборудованных сквозными теплоизолирующими тоннелями с крышками и напорными вентиляторами для подачи охладителя (холодного воздуха). Однако, отсутствие средств, обеспечивающих организацию изотермической выдержки катанки в потоке стана: однотипных газоплотных аэродинамически нейтральных по отношению к смежным объемам, снабженных дополнительной циркуляционной системой для подачи подогретого воздуха в рабочее пространство каждой секции не позволяет решить поставленную задачу - обеспечить расширение технологических возможностей участка охлаждения катанки при производстве катанки широкого марочного сортамента и исключить патентирование в метизных цехах с соответствующим улучшением экологической обстановки, следовательно, заявляемое техническое решение имеет изобретательский уровень. На фиг.1 схематично представлен участок охлаждения катанки; на фиг.2 - сечение А - А на фиг.1. Участок охлаждения катанки содержит роликовый транспортер витков 1, совмещенный с устройством охлаждения, выполненным в виде сквозного теплоизолирующего тоннеля 2 с крышками 3, снабженного средствами для подачи воздуха в его рабочее пространство в виде напорных вентиляторов 5, расположенных под роликовым транспортером 1. Теплоизолирующий тоннель 2 выполнен в виде ряда однотипных газоплотных, аэродинамически нейтральных по отношению к смежным объемам, состыкованных между собой секций 4, каждая из которых оснащена напорным вентилятором 5. Каждая секция 4 снабжена средствами конвективного термостатирования, выполненными в виде замкнутого циркуляционного контура, содержащего дополнительный вентилятор 6, подающий 7 и отводящий 8 коллекторы, электроподогревателя 9 и трубопровод циркуляционного контура 10, Средства конвективного термостатирования каждой секции 4 снабжены средствами автоматического регулирования температуры воздуха в ее рабочем пространстве, содержащими датчик температуры рабочего пространства 11, дистанционный терморегулятор 12 и многокомпозиционный переключатель 13, установленные в цепи электроподогревателя 9. Участок охлаждения катанки работает следующим образом. Витки катанки, уложенные виткоукладчиком на роликовый транспортер 1, транспортируются с регулируемой скоростью через теплоизолирующий тоннель 2, образованный однотипными газоплотными, аэродинамически нейтральными по отношению к смежным объемам секциями 4, и интенсивно охлаждаются струями воздуха от напорных вентиляторов 5 необходимого количества секций 4 при открытых крышках 3 до температуры изотермической выдержки данной стали. При этом указанное количество секций газоплотного тоннеля разгерметизированы и работают в режиме обычного Стелмора. В последующих секциях 4 крышки 3 закрыты, напорные вентиляторы 5 выключены, включены средства конвективного термостатирования и витки катанки с температурой изотермической выдержки транспортируются через необходимое количество секций 4 при заданной постоянной температуре рабочего пространства и загерметизированном рабочем пространстве теплоизолирующего тоннеля 2. Указанное количество секций 4 теплоизолирующего тоннеля 2 работает в режиме конвективного термостатирования. Движущиеся по роликам транспортера 1 витки нагревают рабочее пространство тоннеля 2. Циркуляционные вентиляторы 6 через отводящие коллекторы 8 отбирают воздух из рабочего пространства секций 4 с температурой несколько ниже температуры металла и подают его в электроподогреватели 9, где он подогревается до заданной температуры изотермической выдержки металла и через подающие коллекторы 7 возвращают его в рабочее пространство секций 4. Постоянство температуры рабочего пространства секций 4 обеспечивается автоматически дискретным включением электроподогревателей воздуха 9 по команде датчиков температуры рабочего пространства 11 секций 4. Температура фиксируется приборами контроля и непрерывно записывается. Температура изотермической выдержки определяется маркой стали и поддерживается за счет нагрева замкнутого рабочего пространства теплоизолирующего тоннеля 2 с закрытыми крышками 3 некоторого количества секций 4, работающих в режиме конвективного термостатирования, от витков катанки, имеющих заданную температуру изотермической выдержки, циркуляции воздуха в замкнутом пространстве указанного количества секций 4 и дискретном подогреве подаваемого воздуха, если температура рабочего пространства этих секций 4 становится ниже заданной, за счет включения электроподогревателей 9 по сигналам датчиков 11 через терморегуляторы 12 и многопозиционные переключатели 13. Время изотермической выдержки определяется маркой стали и регулируется скоростью транспортера 1 и количеством секций 4, работающих в режиме термостатирования. Последние секции 4 термоизолирующего тоннеля 2 (количество их определяется необходимым временем изотермической выдержки металла) работают в режиме интенсивного охлаждения (обычный Стелмор), для чего средства конвективного термостатирования некоторого количества секций 4 теплоизолирующего тоннеля 2 отключаются, открываются крышки 3 и включаются напорные вентиляторы 5 для окончательного охлаждения витков катанки после изотермической выдержки перед сборкой их в моток. В случае необходимости все секции 4 теплоизолирующего тоннеля 2 работает в режиме конвективного термостатирования. На данном этапе используются упомянутые качества секций, составляющих теплоизолирующий тоннель 2. Прошедшая охлаждение с изотермической выдержкой катанка, имеющая свойства, исключающие необходимость последующего патентирования в метизных цеха х, направляется на отделку и упаковку. При отсутствии необходимости замедленного охлаждения и изотермической выдержки катанки, заявляемый участок работает следующим образом. Витки катанки, уложенные виткоукладчиком на роликовый транспортер 1, транспортируются через теплоизолирующий тоннель 2 при открытых крышках 3 и охлаждаются потоком воздуха от напорных вентиляторов 5 до заданной температуры. Охлажденные витки с роликового транспортера 1 поступают в виткосборник (на чертеже не показан) и далее на линию отделки и упаковки. Использование предлагаемого изобретения, в котором теплоизолирующий тоннель 2 скомпонован из ряда однотипных газоплотных, аэродинамически нейтральных по отношению к смежным объемам (друг к другу и к окружающей среде), состыкованных между собой секций 4 с автономным средством подачи воздуха в рабочее пространство каждой секции 4 позволяет осуществи ть практически любой режим газовоздушного охлаждения (обработки) катанки с прокатного нагрева, т.е. осуществлять процесс охлаждения катанки как способом "стандартный Стелмор", что присуще аналогам, так и способом "замедленный Стелмор", что присуще прототипу - более гибкому в технологическом отношении. Кроме этого, выполнение теплоизолирующего тоннеля 2 в указанном виде и снабжение его средствами конвективного термостатирования, выполненными в виде замкнутого циркуляционного контура, содержащего дополнительный вентилятор 6, соединенный с соответствующими секциями 4 подающим 7 и отводящим 8 коллекторами и снабженный средствами электроподогрева воздуха на выхлопе вентилятора 6 обеспечивает изотермическую выдержку катанки при охлаждении в потоке стана. Указанное обстоятельство дает возможность осуществить прямое воздушное патентирование катанки с прокатного нагрева практически любой марки стали в технологическом потоке стана, т.е. существенно расширяет технологические возможности участка охлаждения катанки - в частности, и проволочного стана - в целом, при производстве катанки широкого марочного сортамента. Прямое патентирование катанки с прокатного нагрева в среде воздуха позволяет получать катанку, имеющую микроструктур у и механические свойства, требуемые потребителем, такая катанка из сталей широкого марочного сортамента может быть переработана в метизных цехах без промежуточной термообработки (патентирования). Таким образом, использование предлагаемого технического решения расширяет технологические возможности проволочного стана, оборудованного линиями двухстадийного охлаждения. Использование заявляемого устройства (участка охлаждения катанки) в составе оборудования проволочного или мелкосортного стана наряду с указанными преимуществами позволяет удешевить метизный передел за счет исключения операции промежуточного патентирования и улучшить экологическую обстановку в районе металлургических предприятий.
ДивитисяДодаткова інформація
Автори англійськоюYevtieiev Yevhienii Alieksandrovich, Horbaniov Arkadii Oleksiiovych, Podolskyi Borys Hieorhiievich, Kolosov Borys Mykolaiovych, Filippov Anatolii Timofieievich, Yunakov Oleksandr Mykhailovych, Zhuchkov Serhii Mykhailovych
Автори російськоюЕвтеев Евгений Александрович, Горбанев Аркадий Алексеевич, Подольский Борис Георгиевич, Колосов Борис Николаевич, Филиппов Анатолий Тимофеевич, Юнаков Александр Михайлович, Жучков Сергей Михайлович
МПК / Мітки
МПК: B21B 45/02
Мітки: катанки, повітряного, охолодження, ділянка
Код посилання
<a href="https://ua.patents.su/4-25700-dilyanka-povitryanogo-okholodzhennya-katanki.html" target="_blank" rel="follow" title="База патентів України">Ділянка повітряного охолодження катанки</a>
Система повітряного охолодження
Номер патенту: 5940
Опубліковано: 29.12.1994
Автори: Янош Бодаш, Дьордь Бергманн, Золтан Сабо, Арпад Бакаї, Іштван Папп
МПК: F28B 9/00
Мітки: система, охолодження, повітряного
Формула / Реферат:
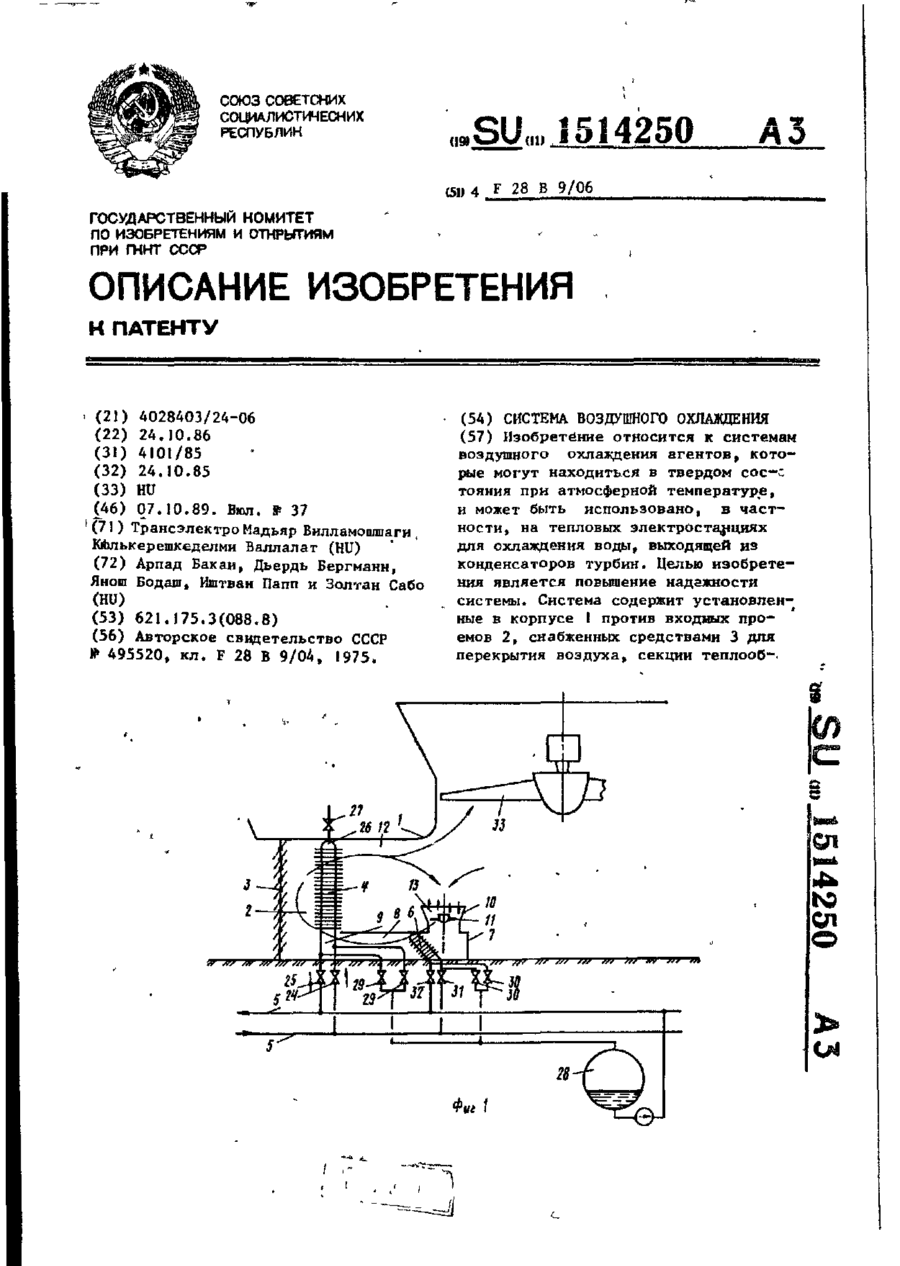
1. Система воздушного охлаждения агента, который может находиться в твердом состоянии при атмосферной температуре, содержащая установленные в корпусе против его входных проемов, снабженных средствами для перекрытия воздуха, секции теплообменников, подключенные к магистрали охлаждаемого агента параллельно между собой и воздухоподогревателем, заключенным в кожухи, размещенные в корпусе, сообщенные выходными участками с нижними частями секций...
Пристрій для повітряного охолодження днища поду доменної печі
Номер патенту: 11206
Опубліковано: 25.12.1996
Автори: Ткаченко Олександр Дмитрович, Ейшинський Михайло Григорович, Вибіванець Олег Олександрович
МПК: C21B 7/10
Мітки: охолодження, печі, днища, доменної, пристрій, повітряного, поду
Формула / Реферат:
(57) 1. Устройство для воздушного охлаждения днища лещади доменной печи, содержащее трубы воздушного охлаждения, выступающие за кожух печи, патрубки подводящих и отводящих коллекторов и узел герметизации, включающий сальниковое уплотнение, отличающееся тем, что узел герметизации выполнен в виде штуцера, закрепленного на кожухе печи с зазором относительно трубы воздушного охлаждения, в котором расположено сальниковое уплотнение и...
Кільце для повітряного охолодження рукавної полімерної плівки
Номер патенту: 5322
Опубліковано: 28.12.1994
Автори: Ведь Григорій Іванович, Сенатос Володимир Олексійович
МПК: B29L 23/00, B29C 35/04, B29C 47/88
Мітки: кільце, полімерної, плівки, охолодження, рукавної, повітряного
Формула / Реферат:
Кольцо для воздушного охлаждения рукавной полимерной пленки, содержащее установленное с возможностью вращения относительно продольной его оси корпус, соединенное с ним основание с отверстиями и неподвижно смонтированные патрубки подвода воздуха, отличающееся тем, что, с целью повышения качества рулонов пленки за счет снижения ее разнотолщинности, оно снабжено установленным жестко между основанием и патрубками подвода воздуха тороидальным...
Спосіб підготування виробництва сортової сталі та катанки
Номер патенту: 19446
Опубліковано: 25.12.1997
Автори: Бердічевський Юрій Євгенович, Горбаньов Аркадій Олексійович, Юнаков Олександр Михайлович, Луговий Віктор Степанович, Біліченко Сергій Олексійович, Шевердін Сергій Митрофанович, Шишко Юрій Борисович, Ємченко Юрій Борисович, Деркач Дмитро Олександрович, Жигулін Володимир Володимирович, Жучков Сергій Михайлович
МПК: B21B 1/00
Мітки: виробництва, спосіб, підготування, сталі, сортової, катанки
Формула / Реферат:
Способ подготовки производства сортовой стали и катанки с нормированными характеристиками механических свойств на непрерывных станах с дифференцированными температурами начала и конца прокатки, включающий нагрев заготовки перед прокаткой до температуры не ниже 900°С, предварительную прокатку настроечных заготовок на непрерывном стане с заданными деформационно-скоростными условиями до получения готового проката, контроль температуры металла...
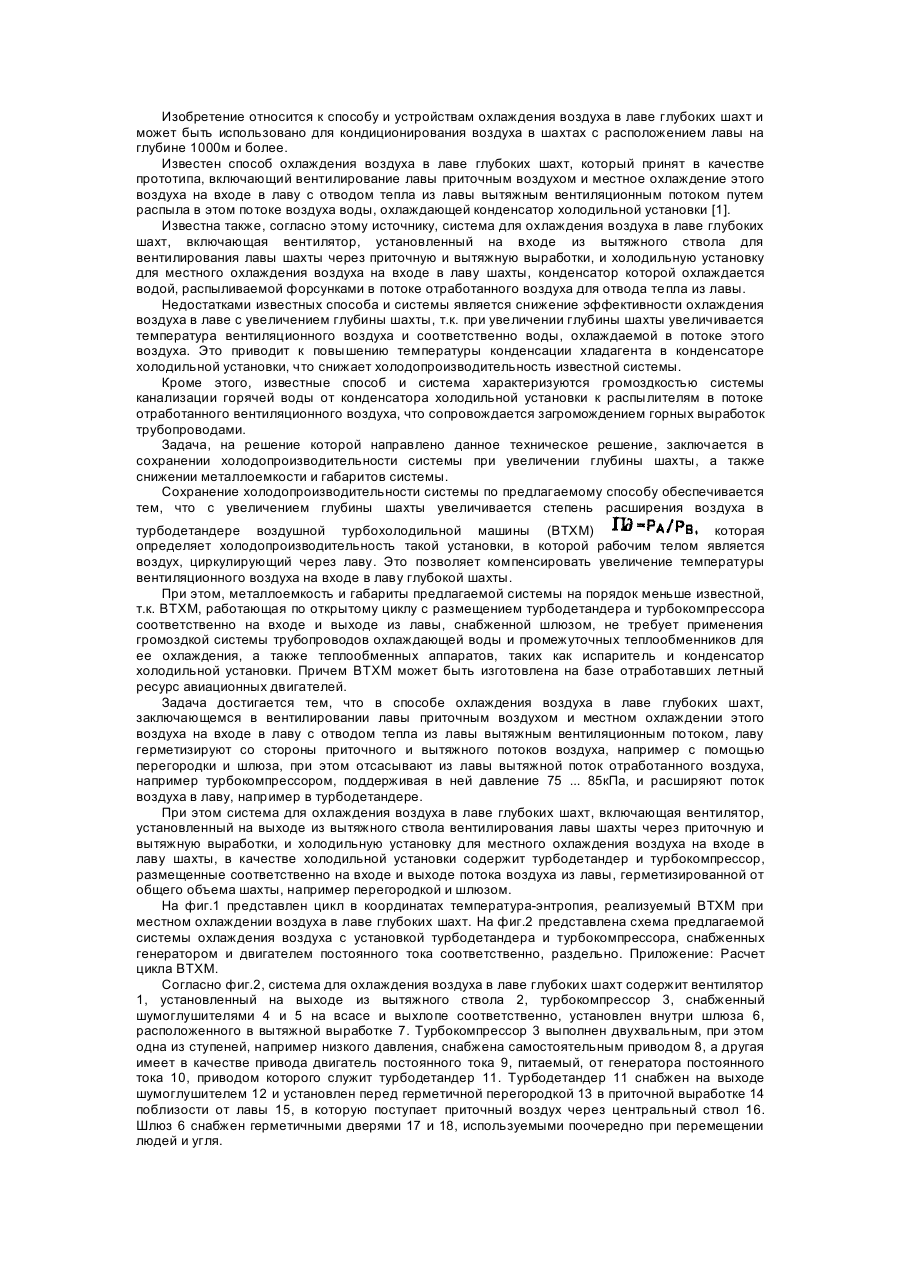
Спосіб охолодження повітря в лаві глибоких шахт та система для охолодження повітря
Номер патенту: 10098
Опубліковано: 30.09.1996
Автори: Денисов Юрий Павлович, Смірнов Леонард Федорович, Пудак Валентин Васильович, Єгоров Сергій Іванович
МПК: E21F 3/00
Мітки: система, охолодження, спосіб, лави, повітря, шахт, глибоких
Формула / Реферат:
1. Способ охлаждения воздуха в лаве глубоких шахт, заключающийся в вентилировании лавы приточным воздухом и местном охлаждении этого воздуха на входе в лаву с отводом тепла из лавы вытяжным вентиляционным потоком, отличающийся тем, что для местного охлаждения воздуха лаву герметизируют со стороны приточного и вытяжного потоков воздуха, например, с помощью перегородки и шлюза, при этом отсасывают из лавы вытяжной поток отработанного...
Попередній патент: Спосіб обробки водних систем
Наступний патент: Штифтовий зуб
Випадковий патент: Шина-капа для лікування порушень функціональної оклюзії