Спосіб підготування виробництва сортової сталі та катанки
Номер патенту: 19446
Опубліковано: 25.12.1997
Автори: Бердічевський Юрій Євгенович, Горбаньов Аркадій Олексійович, Ємченко Юрій Борисович, Деркач Дмитро Олександрович, Шевердін Сергій Митрофанович, Біліченко Сергій Олексійович, Юнаков Олександр Михайлович, Луговий Віктор Степанович, Жучков Сергій Михайлович, Жигулін Володимир Володимирович, Шишко Юрій Борисович
Формула / Реферат
Способ подготовки производства сортовой стали и катанки с нормированными характеристиками механических свойств на непрерывных станах с дифференцированными температурами начала и конца прокатки, включающий нагрев заготовки перед прокаткой до температуры не ниже 900°С, предварительную прокатку настроечных заготовок на непрерывном стане с заданными деформационно-скоростными условиями до получения готового проката, контроль температуры металла после прокатки и регламентированное последеформационное охлаждение проката до заданной температуры, отличающийся тем, что в процессе предварительной прокатки настроечных заготовок изменяют температуру нагрева заготовок перед прокаткой, в процессе контроля температуры металла после прокатки определяют минимальную температуру конца прокатки и соответствующую ей температуру начала прокатки, после чего устанавливают температуру нагрева заготовок перед прокаткой, равной температуре начала прокатки, соответствующей минимальной температуре конца прокатки.
Текст
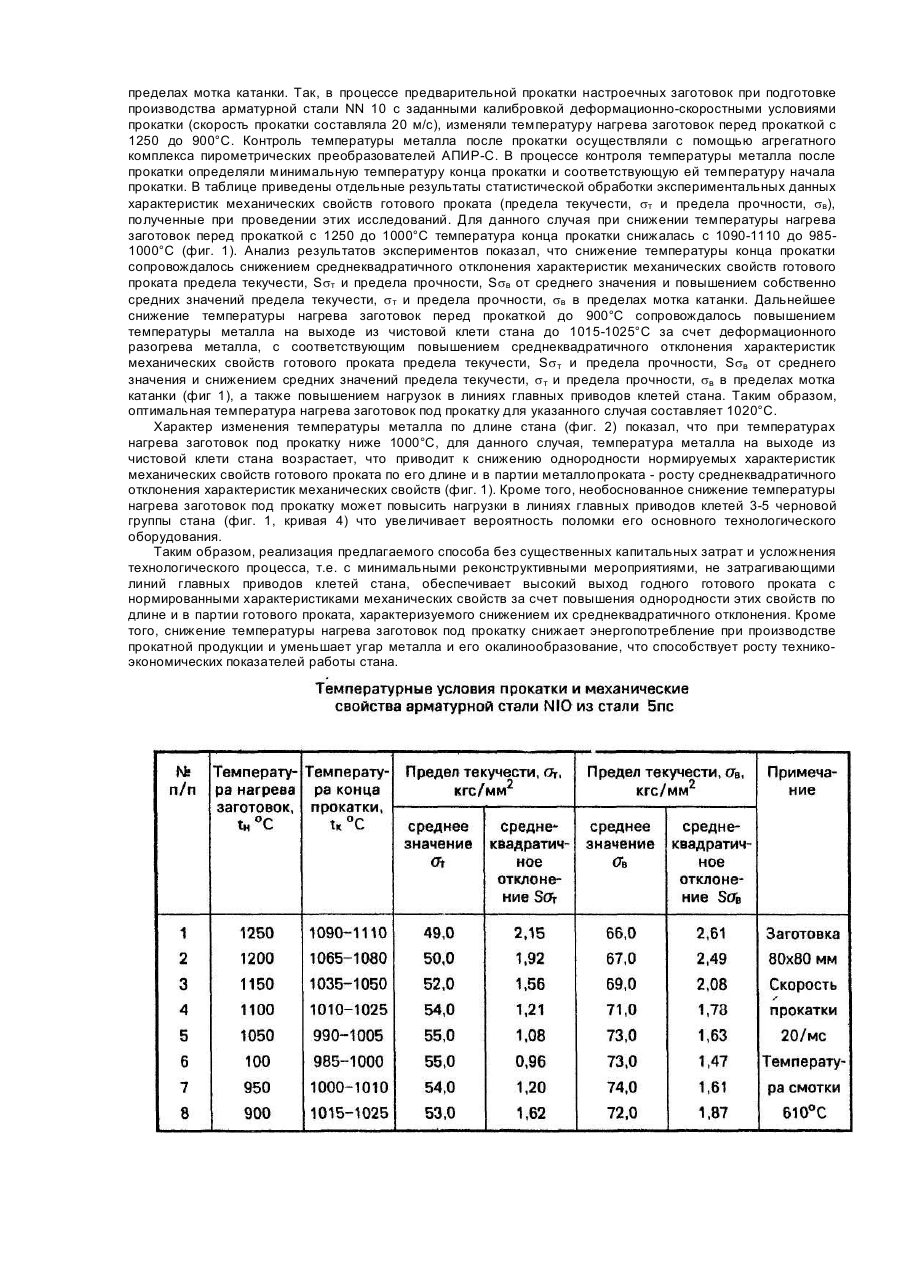
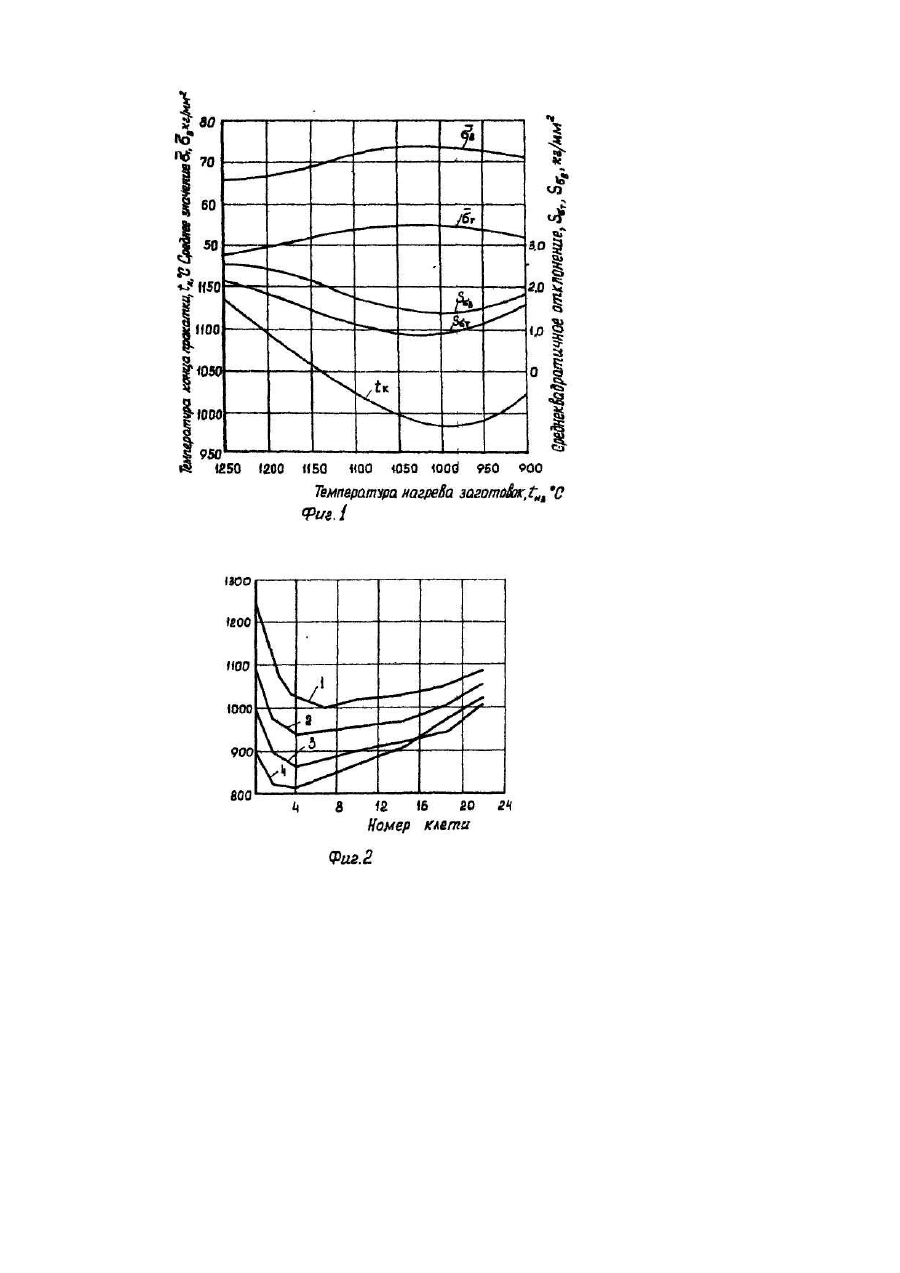
Изобретение относится к прокатному производству, в частности к способам подготовки производства горячекатаного сортового проката, например, круглой и арматурной стали с нормированными характеристиками механических свойств из углеродистых и низколегированных марок стали и может быть использовано на непрерывных станах с дифференцированными температурами начала и конца прокатки. Известны способы подготовки производства сортовой стали и катанки на непрерывных станах с дифференцированными температурами начала и конца прокатки, включающие нагрев заготовок перед прокаткой до температуры 1150-1250°С, предварительную прокатку настроечных заготовок на непрерывном стане с заданными деформационно - скоростными условиями до получения готового проката и регламентированное последеформационное охлаждение проката до заданной температуры [1,2]. Недостатком известных способов является высокая неоднородность характеристик механических свойств готового проката в партии и по его длине, обусловленная отсутствием строгого регламента температуры начала прокатки, верхняя граница которой, как правило, определяется опасностью пережога металла, а нижняя граница - прочностными характеристиками технологического, оборудования стана. В качестве прототипа принят способ подготовки производства сортовой стали и катанки с нормированными характеристиками механических свойств на непрерывных станах с дифференцированными температурами начала и конца прокатки, включающий нагрев заготовки перед прокаткой до температуры 9001150°С, предварительную прокатку настроечных заготовок на непрерывном стане с заданными деформационно-скоростными условиями до получения готового проката, контроль температуры металла после прокатки и регламентированное последеформационное охлаждение проката до заданной температуры [3]. Недостатком прототипа является неоднородность характеристик механических свойств готового проката по его длине и в партии, обусловленная отсутствием строгого регламента температуры конца прокатки, определяющей для условий конкретного стана температуру нагрева заготовок под прокатку. При подготовке (освоении) производства горячекатаного сортового проката, например, вновь осваиваемых профилеразмеров круглой и арматурной стали с нормированными характеристиками механических свойств из углеродистых и николегированных марок стали на непрерывных станах определяют оптимальную температуру нагрева заготовок под прокатку. Развитие энергосберегающих технологий и, в частности, технологии прокатки с пониженной температурой нагрева заготовок обусловило необходимость проведения исследований, направленных на определение оптимальных параметров ее реализации. Исследованиями установлено, что снижение температуры конца прокатки при производстве сортовой стали и катанки с нормированными характеристиками механических свойств на непрерывных станах повышает однородность характеристик механических свойств по длине готового проката [4]. Вместе с тем, при снижении температуры нагрева заготовок под прокатку ниже определенной величины, значение которой зависит от прокатываемого профилеразмера и марки стали, наблюдается увеличение неоднородности характеристик механических свойств по длине и в партии готового проката (фиг. 1) при неизменных условиях последеформационного охлаждения проката. Анализ выявленного эффекта повышения однородности характеристик механических свойств проката показал, что он непосредственно связан с характером изменения температуры конца прокатки, которая снижается при снижении температуры нагрева заготовок под прокатку, достигая минимума, а затем проявляет тенденцию к повышению (фиг.2). Такое изменение температуры конца прокатки объясняется совместным однонаправленным влиянием двух факторов: увеличением тепла пластической деформации, выделяемого в процессе прокатки менее нагретого металла, а также существенным снижением потерь тепла с поверхности раската. Последнее связано с увеличением прочности сцепления слоя окалины на поверхности раската, являющейся теплоизолирующим слоем в процессе охлаждения раската в валках и межклетьевых промежутках стана. При температурах нагрева заготовок под прокатку ниже 900°С потери тепла с поверхности раската резко возрастает вследствие снижения интенсивности окалинообразования и значительного утонения слоя окалины на поверхности раската. Кроме того, необоснованное снижение температуры нагрева заготовок под прокатку существенно повышает нагрузки в линиях главных приводов клетей стана, что увеличивает вероятность поломки его основного технологического оборудования. Задача, решаемая изобретением, состоит в повышении однородности нормируемых характеристик механических свойств готового проката по его длине и в партии металлопроката, без увеличения нагрузок в линиях главных приводов клетей стана, за счет регламента температур конца прокатки и соответствующих им температур нагрева заготовок под прокатку в интервале температур 900-1150°0 с учетом деформационного разогрева металла при прокатке. Технический результат, получаемый в результате решения поставленной задачи, состоит в обеспечении высокого выхода годного готового проката (вновь осваиваемых профилеразмеров круглой и арматурной стали), с нормированными характеристиками механических свойств по длине за счет повышения однородности этих свойств без существенных капитальных затрат, т.е. с минимальными реконструктивными мероприятиями, не затрагивающими линии главных приводов клетей стана. Решение поставленной задачи обеспечивается тем, что в способе подготовки производства сортовой стали и катанки с нормированными характеристиками механических свойств на непрерывных станах с дифференцированными температурами начала и конца прокатки, включающий нагрев заготовки перед прокаткой до температуры не ниже 900°С, предварительную прокатку настроечных заготовок на непрерывном стане с заданными деформационно-скоростными условиями до получения готового проката, контроль температуры металла после прокатки и регламентированное последеформационное охлаждение проката до заданной температуры, в процессе предварительной прокатки настроечных заготовок изменяют температуру нагрева заготовок перед прокаткой, в процессе контроля температуры металла после прокатки определяют минимальную температуру конца прокатки и соответствующую ей температуру начала прокатки, после чего устанавливают температуру нагрева заготовок перед прокаткой равной температуре начала прокатки соответствующей минимальной температуре конца прокатки. Сравнение с прототипом показывает, что заявляемый способ отличается тем, что в процессе предварительной прокатки настроечных заготовок изменяют температуру нагрева заготовок перед прокаткой, в процессе контроля температуры металла после прокатки определяют минимальную температуру конца прокатки и соответствующую ей температуру начала прокатки, после чего устанавливают температуру нагрева заготовок перед прокаткой равной температуре начала прокатки соответствующей минимальной температуре конца прокатки. Следовательно, заявляемый способ соответствует критерию "новизна". Сравнение с другими техническими решениями в данной области техники показало, что известны технические решения, позволяющие минимизировать температуру конца прокатки при высокой температуре нагрева заготовок под прокатку, порядка 1150-1250°С, за счет использования специальных охлаждающих устройств, устанавливаемых в линии стана [5]. Реализация этих способов позволяет несколько повысить однородность характеристик механических свойств готового проката по его длине, однако, при высокой температуре нагрева заготовок под прокатку, порядка 1150-1250°С, увеличивается угар металла и его окалино-образование, а использование специальных охлаждающих устройств, устанавливаемых в линии стана, вызывает подкалку поверхности раската, что снижает однородность характеристик механических свойств готового проката по его сечению. Кроме того, в этих случаях существенно повышаются нагрузки в линиях главных приводов чистовых клетей стана, что увеличивает вероятность поломки его основного технологического оборудования. Известно также техническое решение, позволяющее минимизировать температуру конце прокатки при температуре нагрева заготовок под прокатку, порядка 1000°С, за счет регулирования длины межклетьевых промежутков путем регламентации работы соответствующих клетей стана [6]. Однако, реализация этого технического решения требует наличия в линии стана резервных (неиспользуемых при прокатке данного профиля) клетей, что не позволяет использовать известное техническое решение в нашем случае. Следовательно, заявляемое техническое решение имеет "изобретательский уровень". Изобретение поясняется чертежом, где на фиг. 1 представлено изменение температуры конца прокатки tκ, среднеквадратичных отклонений предела текучести, Ssт и предела прочности, Ssв и средних значений предела текучести, sт и предела прочности, sв зависимости от температуры нагрева заготовок перед прокаткой tн; на фиг. 2 - изменение температуры металла по длине стана tп (1-4, для температур нагрева заготовок перед прокаткой, соответственно, 1250, 1100, 1000, 900°С), полученные при проведении экспериментальных исследований заявляемого способа). Способ осуществляется следующим образом. При подготовке производства горячекатаного сортового проката на непрерывном стане, например, при освоении новых профилеразмеров круглой и арматурной стали с нормированными характеристиками механических свойств из углеродистых и низколегированных марок стали, а также при совершенствовании технологии производства осуществляют предварительную прокатку настроечных заготовок с заданными деформационно-скоростными условиями до получения готового проката. Перед прокаткой заготовки нагревают в нагревательной печи до температуры не ниже 900°C, прокатывают на стане до получения готового проката, после чего осуществляют регламентированное последеформационное охлаждение проката до заданной температуры. При этом контролируют температуру металла после прокатки, а температуру нагрева заготовок перед прокаткой изменяют в диапазоне 900-1150°С. В процессе контроля температуры металла после прокатки с учетом деформационного разогрева металла, имеющего место процесса прокатки, интенсивность которого возрастает со снижением температуры прокатки, определяют минимальную температуру конца прокатки и соответствующую ей температуру начала прокатки. После этого устанавливают температуру нагрева заготовок перед прокаткой равной температуре начала прокатки соответствующей минимальной температуре конца прокатки. Тем самым, учитывая то, что как уже отмечалось, снижение температуры конца прокатки при производстве сортовой стали и катанки с нормированными характеристиками механических свойств на непрерывных станах повышает однородность характеристик механических свойств по длине и сечению готового проката, обеспечивается решение поставленной задачи. Снижение температуры нагрева заготовок под прокатку ниже температуры 900°С вызывает резкое возрастание потерь тепла с поверхности раската вследствие снижения интенсивности окалинообразования и значительного утонения слой окалины на поверхности раската. Кроме того, необоснованное снижение температуры нагрева заготовок под прокатку существенно повышает нагрузки в линиях главных приводов клетей стана, что увеличивает вероятность поломки его основного технологического оборудования. Увеличение температуры нагрева заготовок под прокатку выше температуры 1150°С увеличивает угар металла и его окалинообразование. Пример конкретной реализации. Заявляемый способ был опробован на непрерывном проволочном стане 250 Енакиевского металлургического завода при производстве катанки диаметром 6,5-10 мм и арматурной стали NN 6-10 из квадратных заготовок сечением 80 х 80 мм. Закономерность, определяющая условия реализации заявляемого способа, и устанавливающая оптимальную температуру низкотемпературного нагрева заготовок под прокатку, обеспечивающую однородность характеристик механических свойств по длине и сечению готового проката, получена в результате обработки экспериментальных данных исследования технологии низкотемпературной прокатки. При проведении исследований по определению условий реализации заявляемого способа в широком диапазоне варьировались температура нагрева заготовок под прокатку - в интервале 900-1250°С, деформационно-скоростные условия прокатки: скорость прокатки катанки диаметром 6,5-10мм и арматурной стали NN 6-10 варьировалась в интервале 18-40 м/с. Критерием оптимальности температуры низкотемпературного нагрева заготовок под прокатку, обеспечивающую однородность характеристик механических свойств по длине и сечению готового проката, являлось снижение среднеквадратичного отклонения характеристик механических свойств готового проката (предела текучести, sт, предела прочности, sв и относительного удлинения (d) от среднего значения в пределах мотка катанки. Так, в процессе предварительной прокатки настроечных заготовок при подготовке производства арматурной стали NN 10 с заданными калибровкой деформационно-скоростными условиями прокатки (скорость прокатки составляла 20 м/с), изменяли температуру нагрева заготовок перед прокаткой с 1250 до 900°С. Контроль температуры металла после прокатки осуществляли с помощью агрегатного комплекса пирометрических преобразователей АПИР-С. В процессе контроля температуры металла после прокатки определяли минимальную температуру конца прокатки и соответствующую ей температуру начала прокатки. В таблице приведены отдельные результаты статистической обработки экспериментальных данных характеристик механических свойств готового проката (предела текучести, sт и предела прочности, sв), полученные при проведении этих исследований. Для данного случая при снижении температуры нагрева заготовок перед прокаткой с 1250 до 1000°С температура конца прокатки снижалась с 1090-1110 до 9851000°С (фиг. 1). Анализ результатов экспериментов показал, что снижение температуры конца прокатки сопровождалось снижением среднеквадратичного отклонения характеристик механических свойств готового проката предела текучести, Ssт и предела прочности, Ssв от среднего значения и повышением собственно средних значений предела текучести, sт и предела прочности, sв в пределах мотка катанки. Дальнейшее снижение температуры нагрева заготовок перед прокаткой до 900°С сопровождалось повышением температуры металла на выходе из чистовой клети стана до 1015-1025°С за счет деформационного разогрева металла, с соответствующим повышением среднеквадратичного отклонения характеристик механических свойств готового проката предела текучести, Ssт и предела прочности, Ssв от среднего значения и снижением средних значений предела текучести, sт и предела прочности, sв в пределах мотка катанки (фиг 1), а также повышением нагрузок в линиях главных приводов клетей стана. Таким образом, оптимальная температура нагрева заготовок под прокатку для указанного случая составляет 1020°С. Характер изменения температуры металла по длине стана (фиг. 2) показал, что при температурах нагрева заготовок под прокатку ниже 1000°С, для данного случая, температура металла на выходе из чистовой клети стана возрастает, что приводит к снижению однородности нормируемых характеристик механических свойств готового проката по его длине и в партии металлопроката - росту среднеквадратичного отклонения характеристик механических свойств (фиг. 1). Кроме того, необоснованное снижение температуры нагрева заготовок под прокатку может повысить нагрузки в линиях главных приводов клетей 3-5 черновой группы стана (фиг. 1, кривая 4) что увеличивает вероятность поломки его основного технологического оборудования. Таким образом, реализация предлагаемого способа без существенных капитальных затрат и усложнения технологического процесса, т.е. с минимальными реконструктивными мероприятиями, не затрагивающими линий главных приводов клетей стана, обеспечивает высокий выход годного готового проката с нормированными характеристиками механических свойств за счет повышения однородности этих свойств по длине и в партии готового проката, характеризуемого снижением их среднеквадратичного отклонения. Кроме того, снижение температуры нагрева заготовок под прокатку снижает энергопотребление при производстве прокатной продукции и уменьшает угар металла и его окалинообразование, что способствует росту техникоэкономических показателей работы стана.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation of manufacturing section steel and rolled wire
Автори англійськоюDerkach Dmytro Oleksandrovych, Yunakov Oleksandr Mykhailovych, Yemchenko Yurii Borysovych, Luhovyi Viktor Stepanovych, Zhuchkov Serhii Mykhailovych, Sheverdin Serhii Mitrofanovych, Bilichenko Serhii Oleksiiovych, Berdichevskyi Yurii Yevhenovych, Horbaniov Arkadii Oleksiiovych, Shyshko Yurii Borysovych, Zhyhulin Volodymyr Volodymyrovych
Назва патенту російськоюСпособ подготовки производства сортовой стали и катанки
Автори російськоюДеркач Дмитрий Александрович, Юнаков Александр Михайлович, Емченко Юрий Борисович, Луговой Виктор Степанович, Жучков Сергей Михайлович, Шевердин Сергей Митрофанович, Биличенко Сергей Алексеевич, Бердичевский Юрий Евгеньевич, Горбанев Аркадий Алексеевич, Шишко Юрий Борисович, Жигулин Владимир Владимирович
МПК / Мітки
МПК: B21B 1/00
Мітки: спосіб, катанки, підготування, сортової, сталі, виробництва
Код посилання
<a href="https://ua.patents.su/4-19446-sposib-pidgotuvannya-virobnictva-sortovo-stali-ta-katanki.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготування виробництва сортової сталі та катанки</a>
Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі
Номер патенту: 5308
Опубліковано: 28.12.1994
Автори: Нечепоренко Анатолій Петрович, Гунькін Ігор Олександрович, Кокшаров Олександр Миколайович, Костюченко Михайло Іванович, Нечепоренко Володимир Андрійович, Івченко Олександр Васильович, Худик Валер'ян Тарасович, Черненко Валерій Тарасович
Мітки: низьколегованої, термічно-зміцненого, низьковуглецевої, спосіб, виготовлення, прокату, сталі
Формула / Реферат:
Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью больше критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью больше критической через 0,1-0,3 с после порезки, отличающийся тем, что охлаждение после горячей прокатки...
Стан для прокатки сортової сталі
Номер патенту: 12313
Опубліковано: 25.12.1996
Автори: Вольфганг Елінгхаус, Дітмар Козак, Хуго Фельдманн, Георг Енгель
Мітки: сталі, прокатки, стан, сортової
Текст:
...для 12313 последовательности проходов. Для таких промежуточных стадий наряду с обоими продольными транспортерами 44 и 45 может использоваться еще и поперечный транспортер 47, ведущий к третьей линии 5 прокатки 9. Для термомеханической прокатки шпун тов может использоваться расположение прокатных клетей, которое соответствует расположению по фиг.2 и изображено здесь 10 на фиг.5. Прокатываемый материал с пред варительно отлитым и...
Спосіб термомеханічної обробки арматурної сталі
Номер патенту: 3203
Опубліковано: 26.12.1994
Автори: Филонов Юрій Всеволодович, Крупнік Леонід Ісаакович, Гончар Володимир Павлович, Зосименко Валерій Дмитрович, Гавриленко Євген Дмитрович, Крупник Ісаак Абрамович, Сапригін Хразален Михайлович, Енвальд Анатолій Васильович
Мітки: термомеханічної, сталі, обробки, спосіб, арматурної
Формула / Реферат:
Способ термомеханической обработки арматурной стали, включающий аустенизацию заготовки, прокатку в калибрах и ускоренное охлаждение раската, отличающийся тем, что аустенизацию заготовки проводят при температуре 1150—1000 °C, черновую прокатку в калибрах завершают переобжатием прикромочных участков сечения полосового раската, превышающим на 11—30% коэффициент обжатия центрального участка, затем подстуживают переобжатые участки раската до...
Спосіб виробництва прокату
Номер патенту: 8047
Опубліковано: 26.12.1995
Автори: Сайгаков Анатолій Авраамович, Сердюк Генадій Анатолійович, Кацнельсон Генріх Майорович, Стурза Василь Іванович, Холодило Валерій Андрійович, Бердічевський Юрій Євгенович, Мінаєв Олександр Анатолійович
МПК: B21B 45/02, C21D 8/00, B21B 1/38
Мітки: спосіб, виробництва, прокату
Формула / Реферат:
Способ производства проката, преимущественно арматурных и угловых профилей, включающий нагрев металла, деформацию в черновых и чистовых проходах и послед еформационное охлаждение, отличающийся тем, что, с целью обеспечения заданной прочности проката при использовании заготовки с металлоемкостью 0,8-0,95 нормируемой, величину скорости охлаждения проката обеспечивают, исходя из соотношениягде v0 - скорость охлаждения проката с...
Спосіб виробництва напівспокійної сталі
Номер патенту: 19623
Опубліковано: 25.12.1997
Автори: Ісаєв Евген Ілліч, Калабухов Віктор Іванович, Аксененко Валерій Олексійович, Митько Володимир Олексійович, Горлов Генадій Васильович, Ботвинський Віктор Якович, Харченко Сергій Володимирович, Андріїв Борис Констянтинович
МПК: C21C 5/04, C21C 7/072
Мітки: напівспокійної, спосіб, виробництва, сталі
Формула / Реферат:
Способ производства полуспокойной стали, включающий выпуск металла в ковш, присадку марганца и кремнийсодержащего ферросплава, отсечку печного шлака, замер окисленности металла, обработку его кислородом и разливку в изложницы, отличающийся тем, что обработку металла кислородом осуществляют продувкой его в ковше, погружаемой ρ него фурмой перед разливкой в изложницы.