Свічка


Формула / Реферат
1. Свічка, що містить корпус, виготовлений з горючого матеріалу, який плавиться, гніт, що проходить уздовж подовжньої осі свічки, металеву насадку, яка встановлена на верхньому торці корпуса свічки і виконана з центральним отвором, через який вільно проходить гніт, яка відрізняється тим, що металева насадка виконана в вигляді плоскої шайби, зовнішній діаметр якої вибраний в межах 0,8 - 0,9 зовнішнього діаметра корпуса свічки.
2. Свічка за п. 1, яка відрізняється тим, що товщина плоскої шайби вибрана в межах 0,5 - 0,8 мм.
Текст
Корисна модель відноситься до виробництва свічок, як церковних, так і побутових, що використовуються для освітлення. В виробництві свічок важливо забезпечити можливість повного згоряння матеріалу свічки і підвищення тривалості її горіння. В звичайних свічках при горінні навколо гніту свічки утворюється конус, заповнений розплавленою масою, яка оплавляє зовнішні краї свічки і перетікає через край свічки. Внаслідок перетікання розплавленої маси через край свічки зменшується час її горіння, забруднюється площина, на якій знаходиться свічка, а також одяг і предмети, які знаходяться поблизу. Підвищення тривалості горіння свічки забезпечується різними засобами, наприклад, вибором композиції горючого матеріалу свічки, особливою обробкою бокової поверхні свічки, а також конструктивними особливостями свічки. Так, відома свічка по патенту України на винахід № 43496 А, МКВ С11С 5/00, пріоритет від 28.09.2000, яка характеризується особливим складом горючої маси. До складу свічки входять наступні компоненти, мас. %: - відходи переробки медичних - 0,5-1,0 одноразових шприців - парафін - решта. Як відходи переробки склад містить поліетилен з корпусів та/або поліпропілен з поршнів медичних одноразових шприців. Як заявляють автори, свічка, вироблена з вказаного складу, має більшу механічну міцність і тривалість горіння. Відома також свічка по заявці Російської Федерації на винахід № 94028258, МКВ6 С11С 5/00, пріоритет від 27.07.94. Свічка містить гніт і тверду жирову речовину. Бокова поверхня свічки покрита шаром речовини, температура плавлення якої перевищує температуру плавлення жирової речовини. При використанні свічки досягається економія жирової речовини, за рахунок чого збільшується тривалість горіння; не потрібно очищення опорної поверхні свічки від жирової речовини. Відома свічка по патенту України на винахід № 53897 А, МКВ6 С11С 5/00, пріоритет від 30.01.2002, в якій також використовується особлива обробка бокової поверхні свічки для економії жирової речовини і збільшення тривалості горіння свічки. Свічка складається з корпусу, виготовленого з матеріалу, який горить і плавиться, гніту, який проходить уздовж свічки в середині її, і покриття на боковій поверхні корпусу, яке виконане із сусального золота та/або срібла, що вкриває бокову поверхню корпусу і виступає над його торцевою поверхнею з сторони відкритої частини гніта. При горінні свічки навкруги гніту утворюється ямка, яка наповнюється розплавленою масою. В початковий момент горіння кромка покриття (сусальне золото або срібло), яка виступае над торцевою поверхнею корпусу, оплавляється і вкриває зверху розплавлену масу, яка утворюється в ямці корпусу свічки, що плавиться. У зв'язку з тим, що золото або срібло знаходиться у вигляді плівки поверх розплавленою маси і має значно більший коефіцієнт поверхневого натягу, аніж основна консистенція свічки, не відбувається перетікання розплавленої маси через край свічки. Така конструкція свічки забезпечує повне згоряння корпусу свічки, який плавиться. Після його згоряння залишається попіл від гніту і розплавлене золото або срібло, яке легко вилучається. Свічку виготовляють таким чином. Спочатку виготовляють корпус, який плавиться, із гнітом, а потім на корпус наносять покриття із сусального золота або срібла. Покриття може бути комбінованим: одна частина свічки вкрита сусальним золотом, а друга - сусальним сріблом. Найчастіше використовують фольгу із сусального золота завтовшки 0,12-0,40 мкм, а фольгу із сусального срібла завтовшки 0,5-2 мкм. Покриття наносять на бокову поверхню підігрітого корпусу свічки шляхом загортання його в сусальне золота та/або срібло при температурі корпусу 20-45°С. В інтервалі температур 20-45°С фольга із золота або срібла добре прилипає до корпусу свічки і не відлипає в процесі всього терміну експлуатації свічки. Як прототип вибрана відома свічка Ігнатієва по авторському свідоцтву СРСР на винахід №1390240, МКВ4 С11С 5/02, пріоритет від 23.07.85. Свічка складається з корпуса, виготовленого з горючого матеріалу, що плавиться, гніта, що проходить уздовж подовжньої осі свічки в середині її, і металевої насадки, встановленої на верхньому (на робочому) торці корпуса свічки і виконаної в вигляді металевого стаканчика. Стаканчик має в верхній частині ту ж форму поперечного перерізу, що і свічка, а в нижній частині - отвір, через який вільно проходить гніт. При горінні свічки навколо гніта утворюється лунка, симетрична відносно подовжньої осі свічки, а рідка фаза, що знаходиться в ній, змочує стаканчик і стікає всередину до гніта. Рівень рідини встановлюється нижче верхньої кромки стаканчика, але може піднятися і вище її. Однак навіть у цьому випадку рідина з лунки назовні не витікає, а утримується силами змочування в стаканчику. Стаканчик забезпечує вирівнювання температури по краю свічки, тому не відбувається локальне плавлення стінок лунки, стінки лунки плавляться рівномірно по периметру свічки. В міру вигоряння свічки стаканчик опускається вниз, завдяки своїй формі він центрується в свічці і не виходить за її межі. Оскільки рідка фаза не витікає з лунки, а цілком згоряє в полум'ї гніта, то в такій свічці реалізується безвідхідний процес. Тобто заощаджується матеріал свічки, збільшується час горіння і, крім того, не забруднюються предмети, що поблизу знаходяться. Насадка у вигляді стаканчика має такі розміри, що її кромки, розташовані поблизу торця корпуса, а висота стаканчика становить менше половини діаметра корпуса свічки. В результаті проведених експериментів установлено, що при горінні даної свічки з насадкою напливи парафіну на бічній поверхні свічки не утворюються, вага незгорілого залишку (недогарка) становить 1-7% від маси свічі. Така ж свіча без насадки має напливи, а вага її недогарка становить 9-12%. Загальними ознаками свічки, що заявляється, і свічки - прототипу являються: - корпус, виготовлений з горючого матеріалу, що плавиться; - гніт, що проходить уздовж подовжньої осі свічки; - металева насадка, що встановлена на верхньому торці корпуса свічки і виконана з центральним отвором, через який вільно проходить гніт. Зазначена свічка забезпечує можливість повного згоряння матеріалу свічки і підвищення тривалості її горіння, але не технологічна в виготовленні, та як вимагає застосування особливого технологічного оснащення для об'ємної деформації заготівки при виготовленні стаканчиків різноманітної форми. До такого оснащення відносяться спеціальні штампи і прес-форми, які складні в виготовленні і дорого коштують. В основу корисної моделі поставлена задача удосконалення свічки, в якій за рахунок конструктивних особливостей її виконання підвищується технологічність її виготовлення при забезпеченні повноти згоряння матеріалу свічки і збільшення тривалості її горіння. Поставлена задача вирішується тим, що у свічці, яка включає корпус, виготовлений з горючого матеріалу, що плавиться, гніт, що проходить уздовж подовжньої осі свічки, металеву насадку, що встановлена на верхньому торці корпуса свічки і виконана з центральним отвором, через який вільно проходить гніт, відповідно до корисної моделі, металева насадка виконана в вигляді плоскої шайби, зовнішній діаметр якої вибраний в межах 0,8-0,9 зовнішнього діаметру корпуса свічки. Зазначені ознаки складають сутність корисної моделі. Причинно-наслідковий зв'язок суттєвих ознак корисної моделі з технічним результатом (підвищення технологічності виготовлення при забезпеченні повноти згоряння матеріалу свічки і збільшення тривалості горіння) виражається в наступному. Автором експериментально встановлено, що в свічці, яка включає корпус, виготовлений з горючого матеріалу, що плавиться, гніт, що проходить уздовж подовжньої осі свічки, металеву насадку, що встановлена на верхньому торці корпуса свічки і виконана з центральним отвором, через який вільно проходить гніт, виконання металевої насадки в вигляді плоскої шайби, зовнішній діаметр якої вибраний в межах 0,8-0,9 зовнішнього діаметру корпуса свічки, забезпечує підвищення тривалості її горіння та повноту згоряння горючого матеріалу. При цьому безсумнівно, що свічка більш технологічна в виготовленні, так як виключається операція об'ємного деформування заготовки, що не вимагає застосування складного технологічного оснащення (штампів і прес-форм, що об'ємно деформують заготовку). Металева насадка в вигляді плоскої шайби виготовляється шляхом вирубки з листової заготовки на простих універсальних штампах. Нижче приводиться докладний опис свічки, що заявляється, та технологія її виготовлення з посиланням на креслення, на яких показано: Фіг. 1 - Загальний вигляд свічки, подовжній розріз. Фіг. 2 - Вигляд верхнього торця свічки в процесі її горіння. Свічка включає корпус 1, виготовлений з горючого матеріалу, що плавиться. Уздовж подовжньої осі 2 свічки розташований гніт 3, виконаний із волокнистого матеріалу. На верхньому торці 4 корпуса 1 свічки встановлена насадка, яка виконана в вигляді металевої плоскої шайби 5 з центральним отвором 6, через який вільно проходить гніт 3. Зовнішній діаметр плоскої шайби 5 вибраний в межах 0,8-0,9 зовнішнього діаметру корпуса 1 свічки. Товщина плоскої шайби 5 вибрана в межах 0,5-0,8 мм. Свічку виготовляють таким чином. Беруть звичайну свічку. По відомим технологіям (наприклад штамповою або вирубкою) із листової заготовки виготовляють металеву плоску шайбу 5 з центральним отвором 6. Зовнішній діаметр плоскої шайби 5 повинен рівнятися 0,8-0,9 зовнішнього діаметру корпуса 1 свічки. Діаметр центрального отвору 6 вибирають декілька більше діаметра гніту 3, щоб забезпечити вільне проходження гніту 3 через центральний отвір 6 плоскої шайби 5. Нагрівають верхній торець 4 корпуса 1 до температури плавлення матеріалу корпуса 1. Установлюють плоску шайбу 5 на торець 4 корпуса 1, пропускаючи гніт 3 через центральний отвір 6 плоскої шайби 5. Прижимають плоску шайбу 5 до торця 4, нагрітого попередньо до температури плавлення матеріалу корпуса 1. При охолодженні плоска шайба 5 достатньо міцно з'єднується з торцем корпуса 1. При горінні свічки полум'я нагріває металеву плоску шайбу 5, яка плавить горючий матеріал корпуса 1. При цьому навколо гніта 3 утворюється лунка, яка симетрична відносно подовжньої осі 2 свічки і обмежена кромкою 7 неоплавленої периферійної частини корпуса 1. Рідка фаза 8, що знаходиться в ній, змочує гніт 3 і забезпечує процес горіння. Металева плоска шайба 5 вирівнює температуру по краю свічки, тому не відбувається локальне плавлення стінок лунки. Стінки лунки плавляться рівномірно по периметру свічки. В міру вигоряння свічки металева плоска шайба 5 опускається вниз, центрується в свічці і не виходить за її межі. Оскільки рідка фаза не витікає з лунки, а цілком згоряє в полум’ї гніта, то в такій свічці реалізується безвідхідний процес. Тобто заощаджується матеріал свічки, збільшується час горіння і, крім того, не забруднюються предмети, що поблизу знаходяться. В результаті проведених експериментів установлено, що при горінні даної свічки з металевою плоскою шайбою напливи на бічній поверхні свічки не утворюються, вага незгорілого залишку (недогарка) не перевищує 5% від маси свічки.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C11C 5/00
Мітки: свічка
Код посилання
<a href="https://ua.patents.su/4-2588-svichka.html" target="_blank" rel="follow" title="База патентів України">Свічка</a>
Свічка та спосіб її виготовлення
Номер патенту: 53897
Опубліковано: 17.02.2003
Автори: Копейченко Дмитро Миколайович, Надемський Віктор Анатолійович, Чорний Богдан Петрович, Лазоркін Віктор Андрійович
МПК: C11C 5/00
Мітки: виготовлення, спосіб, свічка
Формула / Реферат:
1. Свічка, складається із корпусу, який плавиться, з покриттям і гнота, яка відрізняється тим, що за покриття править сухозлітка та/або срібло, яке вкриває бокову поверхню корпусу і виступає над його торцевою поверхнею із сторони відкритої частини гнота на величину h=(0,01-0,5)d, а товщина покриття становить = (0,01-5,00)10-4d, де d - діаметр корпусу.2. Спосіб...
Запальна свічка для карбюраторного двигуна
Номер патенту: 58584
Опубліковано: 15.08.2003
Автори: Фоменко Володимир Степанович, Остапенко Олександр Іванович
МПК: H01T 13/00
Мітки: карбюраторного, двигуна, запальна, свічка
Формула / Реферат:
1. Запальна свічка для двигуна внутрішнього згоряння, яка містить корпус, ізолятор, центральний електрод, що разом утворюють камеру запалювання, що вона сполучається з камерою згоряння двигуна через отвори в корпусі, яка відрізняється тим, що в торцевій частині корпуса виконано центральний отвір діаметром меншим за діаметр центрального електрода і щілинні канали, що відходять від центрального отвору, перпендикулярно або під кутом до торцевої...
Свічка запальна
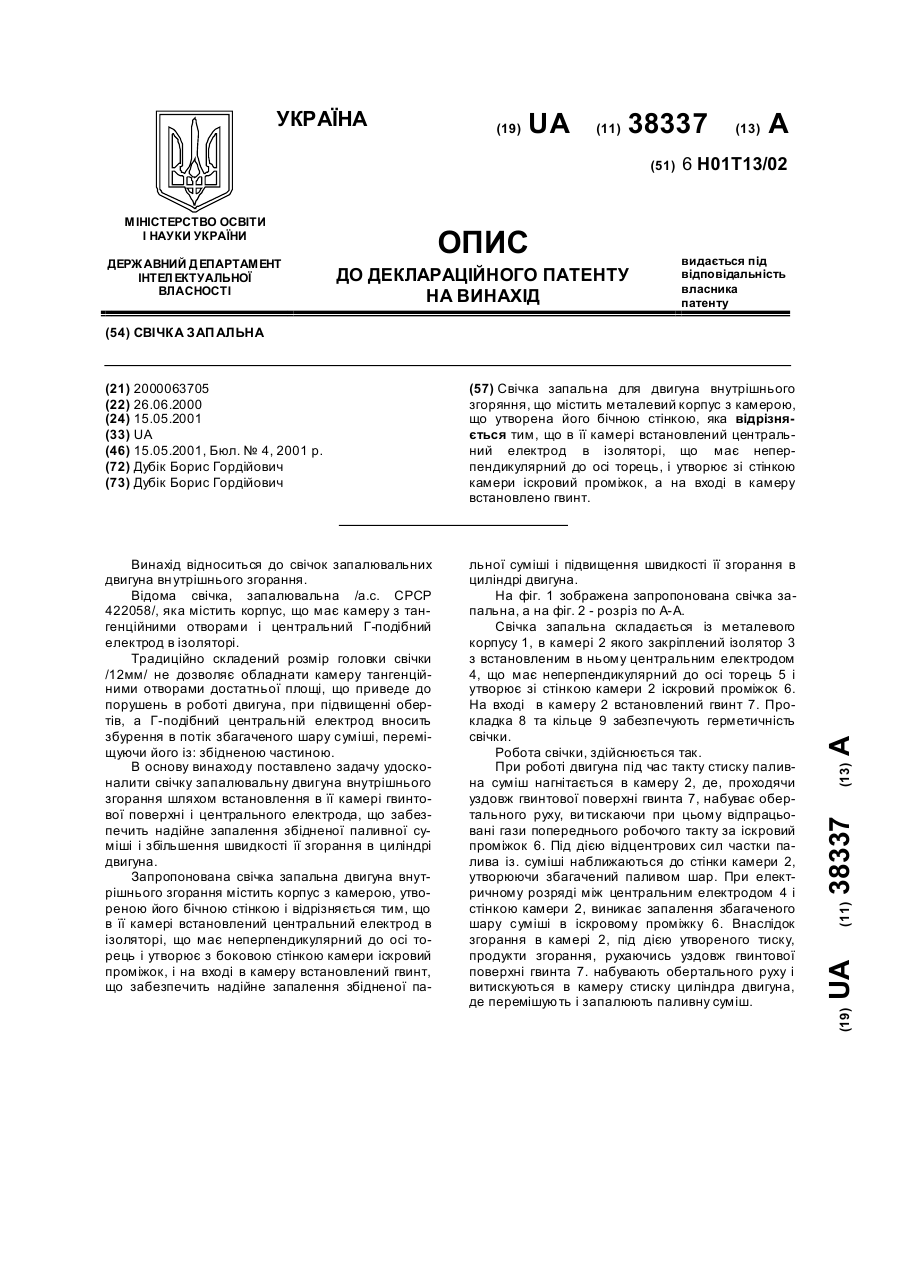
Номер патенту: 38337
Опубліковано: 15.05.2001
Автор: Дубік Борис Гордійович
МПК: H01T 13/00
Текст:
...гвинт. (19) (21) 2000063705 (22) 26.06.2000 (24) 15.05.2001 (33) UA (46) 15.05.2001, Бюл. № 4, 2001 р. (72) Дубік Борис Гордійович (73) Дубік Борис Гордійович 38337 Фіг. 1 Фіг. 2 2 38337 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97...
Свічка запалювальна
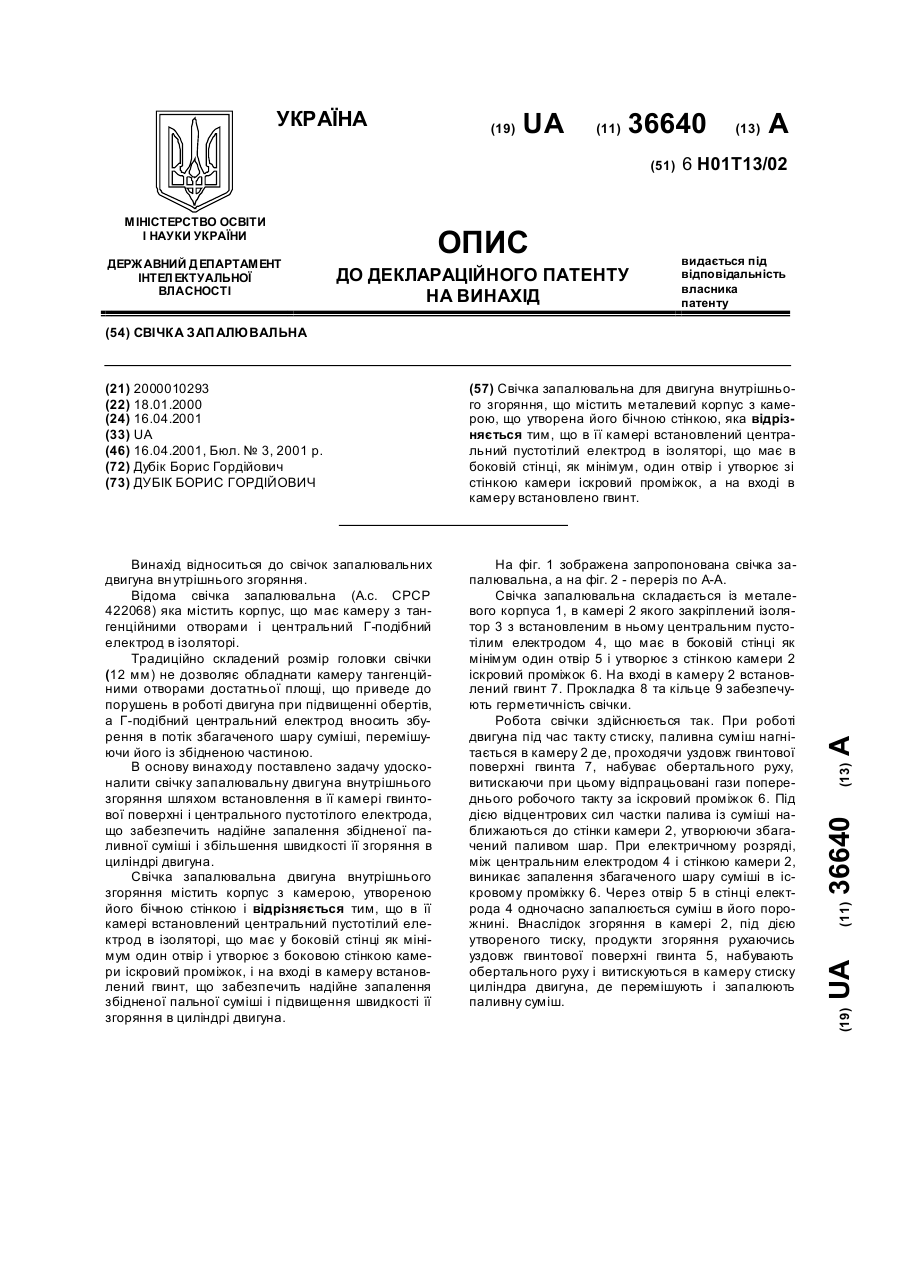
Номер патенту: 36640
Опубліковано: 16.04.2001
Автор: Дубік Борис Гордійович
МПК: H01T 13/00
Мітки: свічка, запалювальна
Текст:
...в камеру встановлено гвинт. (19) (21) 2000010293 (22) 18.01.2000 (24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Дубiк Борис Гордійович (73) ДУБIК БОРИС ГОРДІЙОВИЧ 36640 Фіг. 1 Фіг. 2 2 36640 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97...
Свіча лісного

Номер патенту: 421
Опубліковано: 11.10.1999
Автор: Лісний Ігор Стефанович
МПК: C11C 5/00
Формула / Реферат:
1. Свіча, що містить гніт, розташований у оболонці із свічного матеріалу у формі циліндра або усіченого конуса, один кінець якого виконаний у вигляді короткого конуса або загостреним, яка відрізняється тим, що оболонка із свічного матеріалу виконана із профільованої стрічки, попередньо виготовленої із цього матеріалу та намотаної навколо ґнота.2, Свіча за п, 1, яка відрізняється тим, що як профільована стрічка використана рамкова...
Попередній патент: Відцентровий насос
Наступний патент: Електронна рулетка
Випадковий патент: Спосіб приготування клеровки жовтих цукрів