Спосіб безперервного рафінування сталі в проміжних розливних ковшах
Номер патенту: 26193
Опубліковано: 10.09.2007
Автори: Ісаєв Олег Борисович, Діюк Євген Пилипович, Ганошенко Ігор Володимирович, Носоченко Олег Васильович, Кислиця Вячеслав Володимирович, Лєпіхов Леонід Сергійович, Крутіков Василь Петрович




Формула / Реферат
Спосіб безперервного рафінування сталі в проміжних розливних ковшах, що включає пропускання її через розподільчу перегородку з каналами різного напрямку відносно вертикальної осі перегородки для проходження металу та продувку інертним газом знизу, який відрізняється тим, що перетікання рідкої сталі зі зміною напрямку проходження окремих занурених струменів виконують одночасно, дотримуючись співвідношення FгFн=0,50÷0,65, в якому: Fг - загальна площа перерізу горизонтальних каналів; Fн - загальна площа перерізу нахилених каналів, через які здійснюється перетікання сталі в напрямку до відкритої поверхні, а продувку інертним газом проводять в зоні на відстані 7÷11 ефективних діаметрів каналів від перегородки з інтенсивністю 0,20÷0,40 м3/хв.
Текст
Спосіб безперервного рафінування сталі в проміжних розливних ковшах, що включає пропус 3 корозшного зносу вогнетривів, насиченню металу екзогенними включеннями. 3. Відсутність продувки значно зменшує ефект рафінування, особливо від дрібних включень ендогенного типу, частка яких в розплаві складає більш ніж 60% і видалення яких можливе тільки за рахунок створення пухирами газу додаткової підйомної сили для їх сплиття. У способі [пат. Великобританії, кл. В22Д 11/10 №13111166] видалення неметалевих включень із сталі, яка протікає через проміжний ківш в напрямку до кристалізатора, здійснюється потоками пухирів інертного газу, які сходяться навколо вихідного отвору. Недоліком цього способу є низька ефективність видалення включень внаслідок того, що потік металу за наявних швидкостей витяжки безперервно литих заготівок (~0,35м3/хв.), маючи велику турбулентність та швидкість як на підході до зони, так і в зоні продувки, знаходиться обмеженно малий час, в одночас цей показник є визначальним в ефективному протіканні процесу рафінування, який складається із стадій випливання включень та асиміляції їх шлаковим шаром. Крім цього, не регламентуються такі основні параметри продувки як, межі зони та інтенсивність, що може зводити на нівець досягення, регулювання та підтримку необхідних (збалансованих) швидкісно-силових характеристик струменів в зоні барбатажу, а в результаті забезпечення газонасиченого циркуляційного потоку без оголення джеркала металу та затягування шлаку, кратність обміну якого відповідає найбільш високому ступеню рафінування. Вказані причини призводять до того, що ефективність способу обмежується видаленням тільки макровключень, які в основній кількості складають не більше 20-25%. Найбільш близьким прототипом до запропонованої корисної моделі щодо технічної суті та досягаемого результату, є спосіб рафінування сталі по [пат. США кл. С21С, 5/48 №4667939], що включає пропускання її через ряд прохідних отворів у вогнетривкій панелі проміжного розливного пристрою, а також продувку газом, подачу якого здійснюють через газопроникаючу ділянку панелі, яка виконана в її нижній частині. Така схема рафінування, маючи неохідно-дієві важелі очистки сталі від неметалевих включень, не може в повній мірі забезпечувати високу ефективність процесу вцілому, оскільки: 1. Невизначенність параметрів стадії пропускання сталі відносно кількості, загальної площі та напрямку прохідних отворів, а в результаті швидкостей занурених струменів і, таким чином, потоку металу, що виходить із отворів, так і режиму продувки, який визначається витратами інертного газу, значно обмежує як можливість керування, так і забезпечення високої ефективності процесу рафінування вцілому. 2. Поєднання двох різних, з точки зору гідродинаміки, важелів видалення із сталі неметалевих включень в одній зоні проміжного розливного ковша не є технологічно виправданим із-за неможливості в межах цієї зони створення і розподілу струменів та потоків з швидкісно-силовими харак 26193 4 теристиками флотаційний ефект яких буде ініційований в максимальному ступені. Недотримання, як оптимальних значень параметрів, так і їх взаємозв'язку, призводить до розбалансованості швидкісних режимів розповсюдження потоків розплаву, утворення екстремальної турбулентності. Це сприяє вторинному окисненню та забрудненню сталі додатковими включеннями із шару шлаку на її поверхні. В основу запропонованої корисної моделі поставлена мета створення безперервного способу рафінування сталі в проміжних розливних ковшах шляхом формування та розподілу занурених гідродинамічних потоків розплаву різних напрямків з швидкісно-силовими характеристиками, які забезпечують врівноважені і ефективні умови видалення неметалевих включень. Поставлена задача вирішується тим, що перетікання рідкої сталі зі зміною напрямку проходження окремих занурених струменів виконують одночасно, дотримуючись співвідношення Fг:Fн = 0,50¸0,65, в якому: Fг - загальна площа перерізу горизонтальних каналів; Fн - загальна площа перерізу нахилених каналів, через які здійснюється перетік сталі в напрямку до відкритої поверхні, а продувку інертним газом проводять в зоні на відстані 7¸11 ефективних діаметрів каналів від перегородки з інтенсивністю 0,20¸0,40м3/хв. По-перше, оптимальний в межах 0,50¸0,65 діапазон співвідношень розподільчих каналів в перегородці, формуючих одночасно занурені струмені різного напрямку з врахуванням врівноваженої їх роботи, забезпечує досягнення найбільш рівномірного як розподілу поступаючого розплаву, так і збалансованих швидкісно-силових характеристик течій, спрямованих до відкритої поверхні проміжного ковша та співпадаючих з напрямком сплиття і, таким чином, максимально сприятливих, стабільних і ефективних умов видалення неметалевих включень на першій стадії рафінування. По-друге, таке співвідношення занурених струменів, трансформованих каналами різного напрямку, які розташовані в одній вертикальній площині, гарантує виключення короткої циркуляції та хвилеутворення на відкритій поверхні, а також створення високоефективної гідродинамічної ситуації для проведення другої стадії видалення неметалевих включень шляхом продувки сталі інертним газом. Це стає можливим і дієвим за рахунок здійснення її на ділянці проміжного ковша, границі якої обмежені відстанню від перегородки в 7-11 діаметрів формуючо-перетічних каналів і в якій знаходиться зустрічна зона змішування та взаємного проникнення поступаючих струменів різного напрямку, градієнт швидкостей яких (7-10см/с) сприяє зіткненню, укрупненню та подальшому ефективному сплиттю неметалевих включень в шар асиміляційного шлаку. Таким чином, за наявності конкретних параметрів стадій перетікання та продувки, з яких складається процес рафінування, а в результаті і оптимальних швидкісно-силових характеристик як окремих занурених струменів, так і потоку металу в цілому, 5 створюється раціональна і максимально ефективна гідродинамічна структура потоків в об'ємі сталі проміжного ковша та інтенсифікується масообмін процесів в системі метал-газ-шлак, які загалом сприяють стабільно високому ступеню видалення неметалевих включень. Порівняльні дані на вибір оптимальних параметрів процесу рафінування приведені в таблиці. Промислові випробування запропонованого способу безперервного рафінування сталі від неметалевих включень проводили на діючих проміжних ковшах машин безперервного розливання місткістю 43 тони конверторного цеху металургійного комбінату „Азовсталь". Окремими експериментами провели перевірку в межах всього розглянутого інтервалу значень параметрів процесу: співвідношення Fг:Fн (при зміні загальних площ перетічних каналів в інтервалі 154¸518см2, інтенсивності продувки 12¸20м/год. та відстані зони продувки від перегородки 350¸910мм. Розливання серій плавок показало, що проведення рафінування з дотриманням оптимальних значень параметрів його окремих стадій (див. табл. вар. 24) створюється максимально ефективна і зрівноважена структура потоків в об'ємі сталі проміжного ковша, швидкості яких в зоні змішування та взає 26193 6 мовпливу становлять 7,10¸8,45см/с. Це забезпечує необхідний час проходження сталі як до зони продувки, так і перебування в ній, що в підсумку гарантує роботу двох складових процесу в повній мірі. Приведені параметри процесу рафінування дають змогу його здійснення без оголення поверхні сталі в проміжному ковщі. На протязі промислової перевірки встановлено, що процес рафінування забезпечує просте регулювання параметрів струменів різного напрямку і потоку в цілому, а також і наступної продувки при одночас стабільному режимі розливання серії плавок вподовж 7-8 годин. Металографічні дослідження показали, що запропонована технологія рафінування має сталий вилив на видалення неметалевих включень. Спосіб рафінування дозволяє в сталях марок 0910Г2ФБ, 13Г1СУ, ASTMA-36 знизити вміст включень на 63-75%, підвищити відносне подовження в 1,1-1,3 рази, ударну в'язкість при від'ємних температурах на 15-20%, зменшити кількість дефектів на листовому прокаті в 2-3 рази, а його відбраковку по дефектам, які виявляються ультразвуковим контролем на 30-40%. Очікуваний економічний ефект може скласти 3-4грн/т сталі. 7 Комп’ютерна верстка Л. Купенко 26193 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for uninterrupted steel fining in intermediate casting ladles
Автори англійськоюDiiuk Yevhen Pylypovych, Nosochenko Oleh Vasyliovych, Kyslytsia Viacheslav Volodymyrovych, Isaiev Olrh Borysovych, Hanoshenko Ihor Volodymyrovych, Liepikhov Leonid Serhiiovych, Krutikov Vasyl Petrovych, Krutikov Vasyl' Petrovych
Назва патенту російськоюСпособ беспрерывного рафинирования стали в промежуточных разливочных ковшах
Автори російськоюДиюк Евгений Филиппович, Носоченко Олег Васильевич, Кислица Вячеслав Владимирович, Исаев Олег Борисович, Ганошенко Игорь Владимирович, Лепихов Леонид Сергеевич, Крутиков Василий Петрович
МПК / Мітки
МПК: C22B 9/00
Мітки: сталі, спосіб, безперервного, ковшах, розливних, рафінування, проміжних
Код посилання
<a href="https://ua.patents.su/4-26193-sposib-bezperervnogo-rafinuvannya-stali-v-promizhnikh-rozlivnikh-kovshakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного рафінування сталі в проміжних розливних ковшах</a>
Спосіб рафінування сталі в проміжних розливних ковшах

Номер патенту: 45898
Опубліковано: 15.06.2004
Автори: Якін Михайло Миколайович, Єфімов Гаррі Вікторович, Акулов Валерій Володимирович, Єфімов Віктор Олексійович, Шебаніц Едуард Миколайович, Фентісов Ігор Миколайович, Єфімова Вероніка Гарієвна, Токій Анатолій Миколайович, Ларіонов Олександр Олексійович, Губко Ігор Григорович, Климанчук Владислав Владиславович, Бочек Анатолій Павлович, Побегайло Андрій Володимирович, Лавринішин Сергій Антонович, Діюк Євген Пилипович, Бойко Володимир Семенович
МПК: C22B 9/05, C21C 7/072
Мітки: рафінування, ковшах, розливних, спосіб, сталі, проміжних
Формула / Реферат:
Спосіб рафінування сталі в проміжних розливних ковшах, що включає пропускання її через перегородку з каналами і продувку інертним газом знизу, який відрізняється тим, що зазначені операції виконують послідовно, причому спочатку забезпечують перетікання сталі через перегородку з каналами, дотримуючись співвідношення F:F1=11-17, в якому:F - площа перерізу потоку сталі в проміжному розливному ковші;F1 - загальна площа перерізу...
Спосіб рафінування сталі від водню при електрошлаковому зварюванні
Номер патенту: 67954
Опубліковано: 15.07.2004
Автори: Гавриш Юрій Павлович, Гавриш Павло Анатолійович, Кассов Валерій Дмитрович
Мітки: рафінування, водню, електрошлаковому, спосіб, сталі, зварюванні
Формула / Реферат:
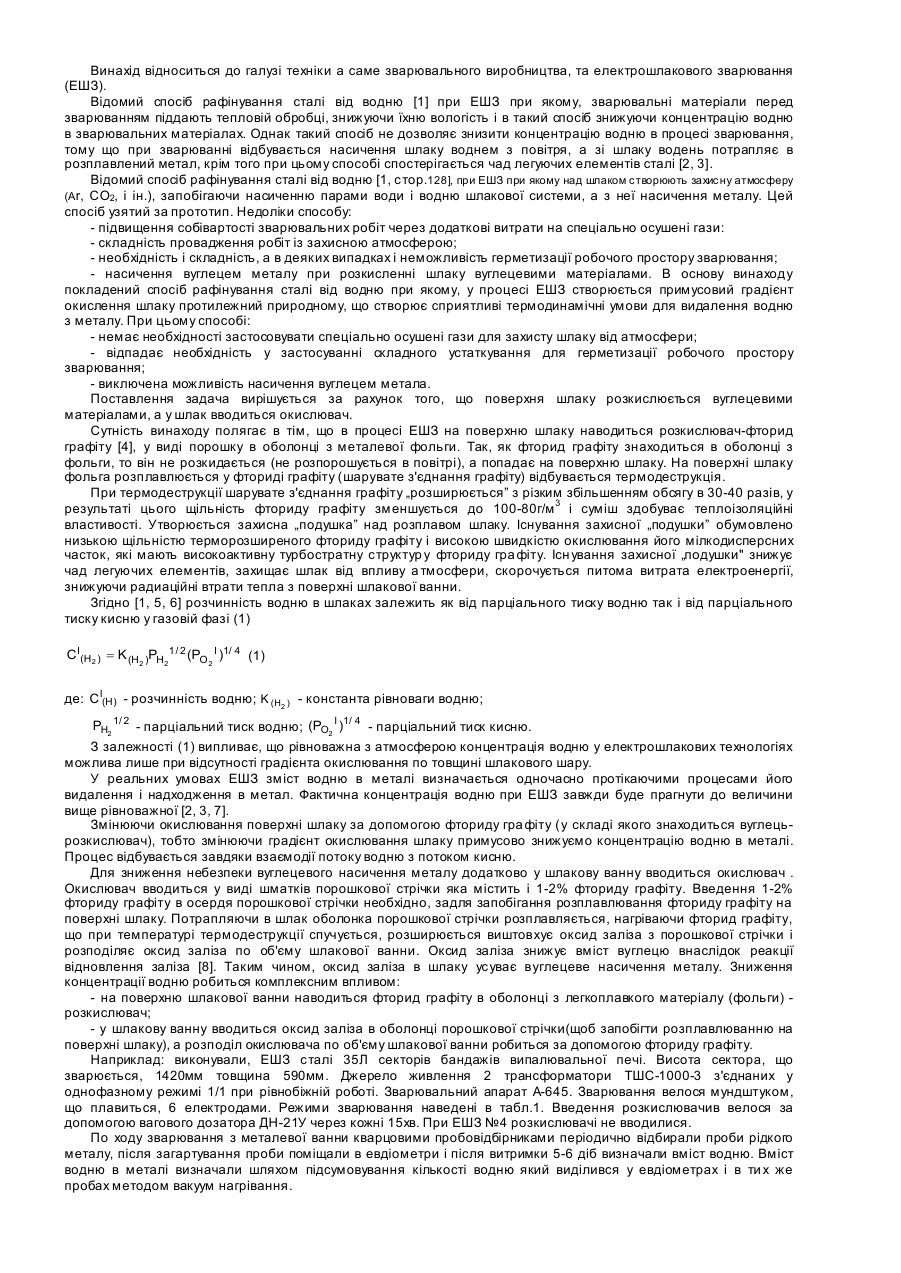
Спосіб рафінування сталі від водню при електрошлаковому зварюванні, при якому над шлаком створюють захисну атмосферу, який відрізняється тим, що захисна атмосфера створюється ”подушкою” терморозширеного фториду графіту над розплавом шлаку, а поверхня шлаку розкислюється вуглецевими матеріалами (розкислювач - фторид графіту) і додатково в шлакову ванну вводиться окислювач - оксид заліза, у вигляді шматків порошкової стрічки, в осерді якої...
Комплексна мікролігатура для рафінування та мікролегування сталі
Номер патенту: 55951
Опубліковано: 15.04.2003
Автори: Троцан Анатолій Іванович, Крейденко Фіра Семенівна, Черевко Яна Петрівна, Бєлов Борис Федорович, Зяткевич Ніна Семенівна, Орел Ганна Григорівна, Радченко Олександр Кузьмич, Бродецький Ігор Леонідович, Іценко Анатолій Іванович, Позняк Леонід Олександрович, Бєлік Василь Денисович
МПК: C21C 7/00
Мітки: рафінування, сталі, комплексна, мікролегування, мікролігатура
Формула / Реферат:
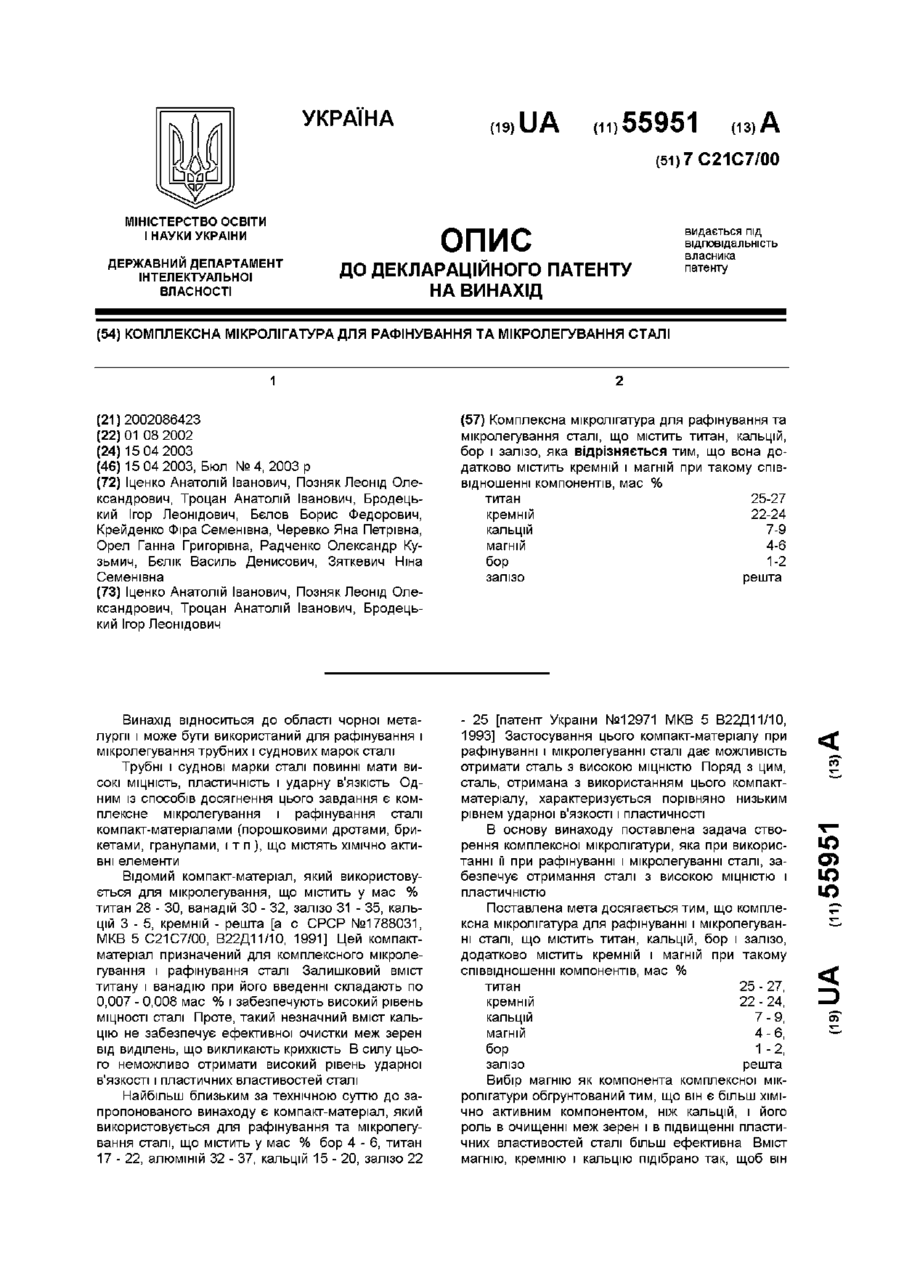
Комплексна мікролігатура для рафінування та мікролегування сталі, що містить титан, кальцій, бор і залізо, яка відрізняється тим, що вона додатково містить кремній і магній при такому співвідношенні компонентів, мас. %: титан 25-27 кремній 22-24 кальцій 7-9 магній 4-6 бор 1-2 ...
Спосіб безперервного рафінування магнію
Номер патенту: 46122
Опубліковано: 15.05.2002
Автори: Башмаков Олександр Михайлович, Герб Андрій Павлович, Калужська Еллен Леонідівна, Баранник Іван Андрійович
МПК: C22B 9/10, C22B 26/00
Мітки: безперервного, магнію, спосіб, рафінування
Формула / Реферат:
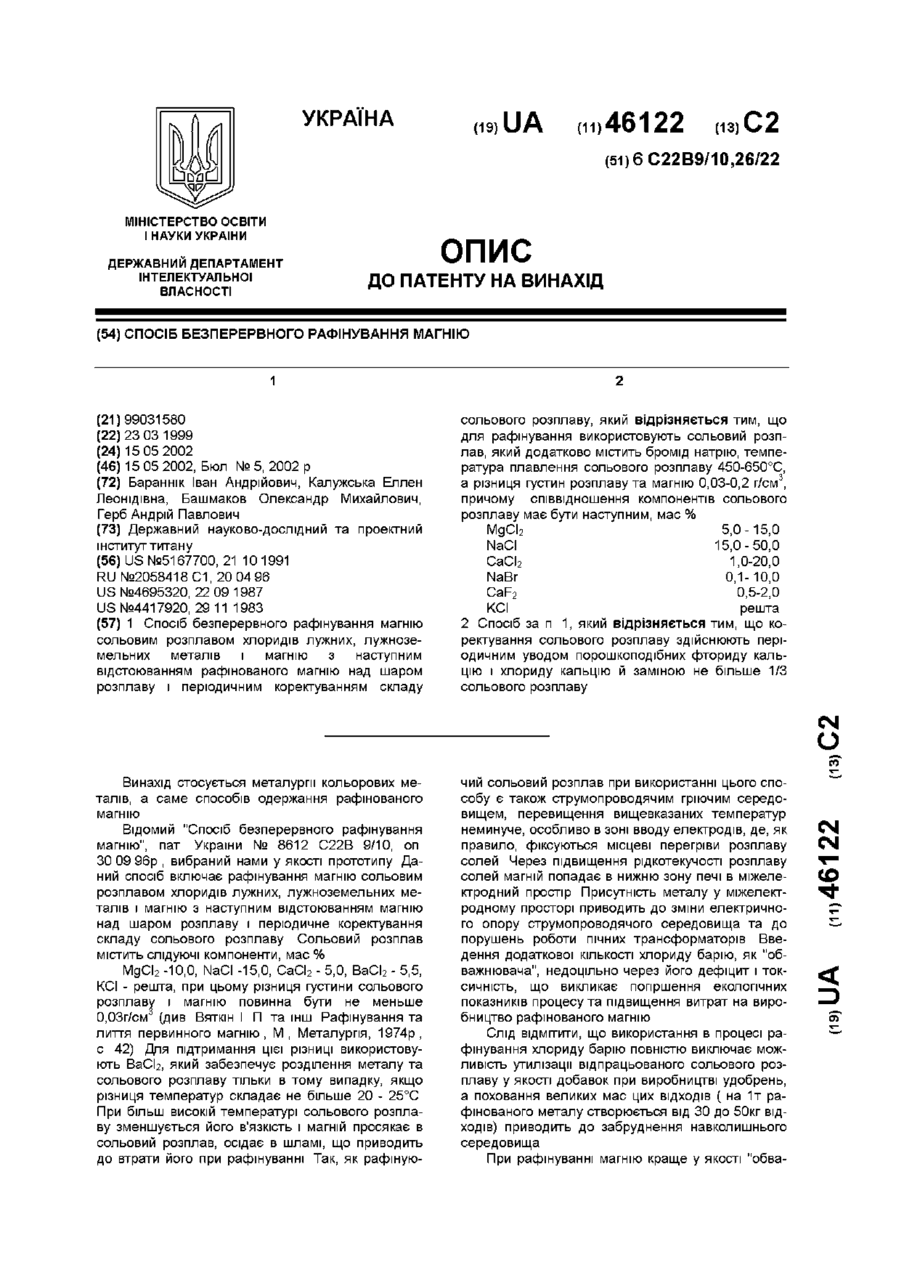
1. Спосіб безперервного рафінування магнію сольовим розплавом хлоридів лужних, лужноземельних металів і магнію з наступним відстоюванням рафінованого магнію над шаром розплаву і періодичним коректуванням складу сольового розплаву, який відрізняється тим, що для рафінування використовують сольовий розплав, який додатково містить бромід натрію, температура плавлення сольового розплаву 450-650°С, а різниця густин розплаву та магнію 0,03-0,2...
Установка для безперервного здобування сталі і спосіб безперервного виробництва сталі
Номер патенту: 12653
Опубліковано: 28.02.1997
Автори: Фєлікс Валлнер, Вільхельм Шіффер, Хорст Візінгер, Ернст Айхбергер, Вальтер Рокеншауб, Отмар Пюрінгер
МПК: C21B 13/14
Мітки: сталі, виробництва, безперервного, установка, спосіб, здобування
Формула / Реферат:
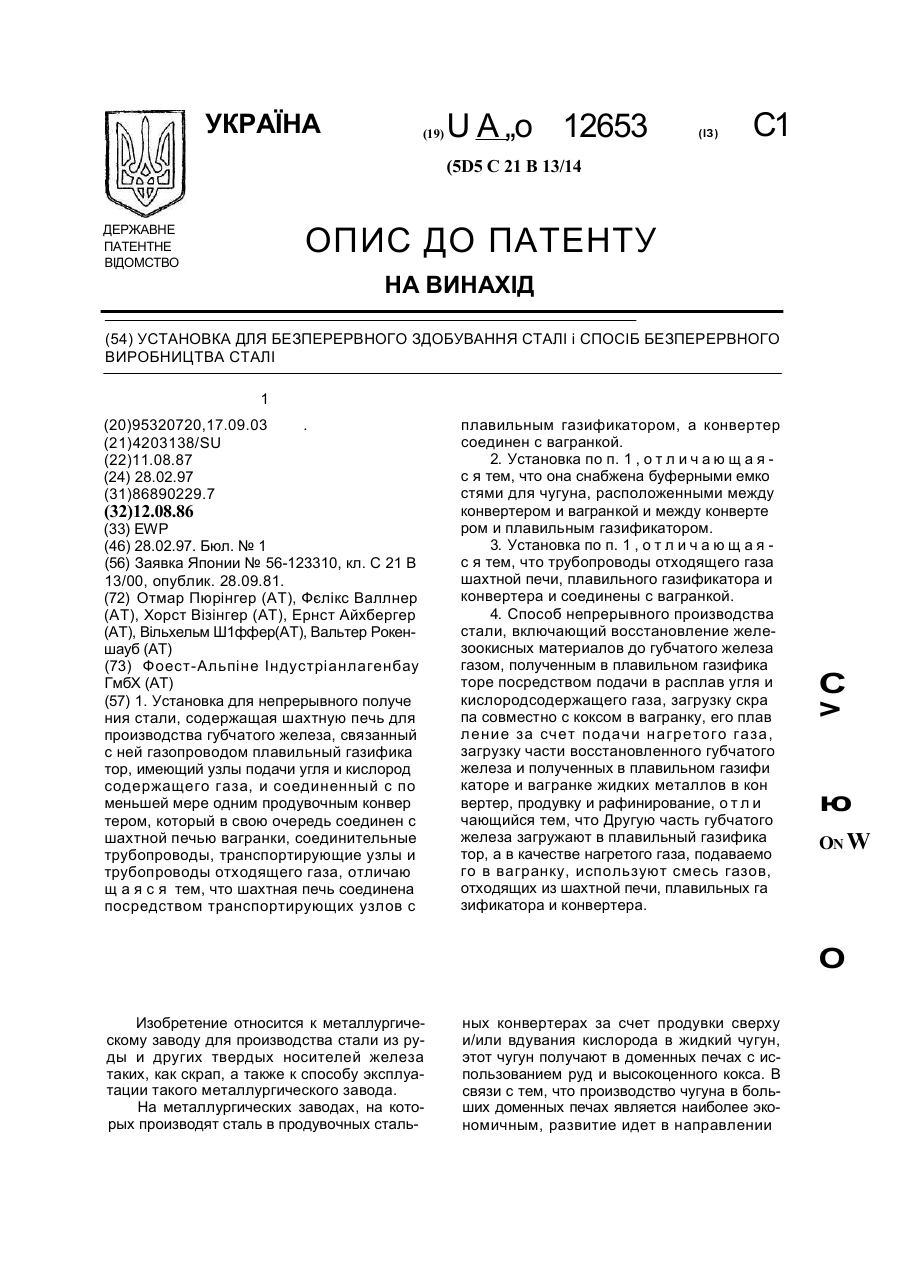
(57) 1. Установка для непрерывного получения стали, содержащая шахтную печь для производства губчатого железа, связанный с ней газопроводом плавильный газификатор, имеющий узлы подачи угля и кислородсодержащего газа, и соединенный с по меньшей мере одним продувочным конвертером, который в свою очередь соединен с шахтной печью вагранки, соединительные трубопроводы, транспортирующие узлы и трубопроводы отходящего газа, отличающаяся тем, что...
Попередній патент: Сигналізатор зустрічі м`яких продуктивних пластів
Наступний патент: Спосіб запобігання завихренням в розплаві металу над випускним стаканом
Випадковий патент: Турбінна система подачі сипких матеріалів в клапанний мішок