Спосіб одержання тонкої стрічки з металевого розплаву
Номер патенту: 27934
Опубліковано: 16.10.2000
Автори: Медведев Віктор Степанович, Нестеров Дмитро Кузьмич, Сагітов Григорій Ахнавович

Текст
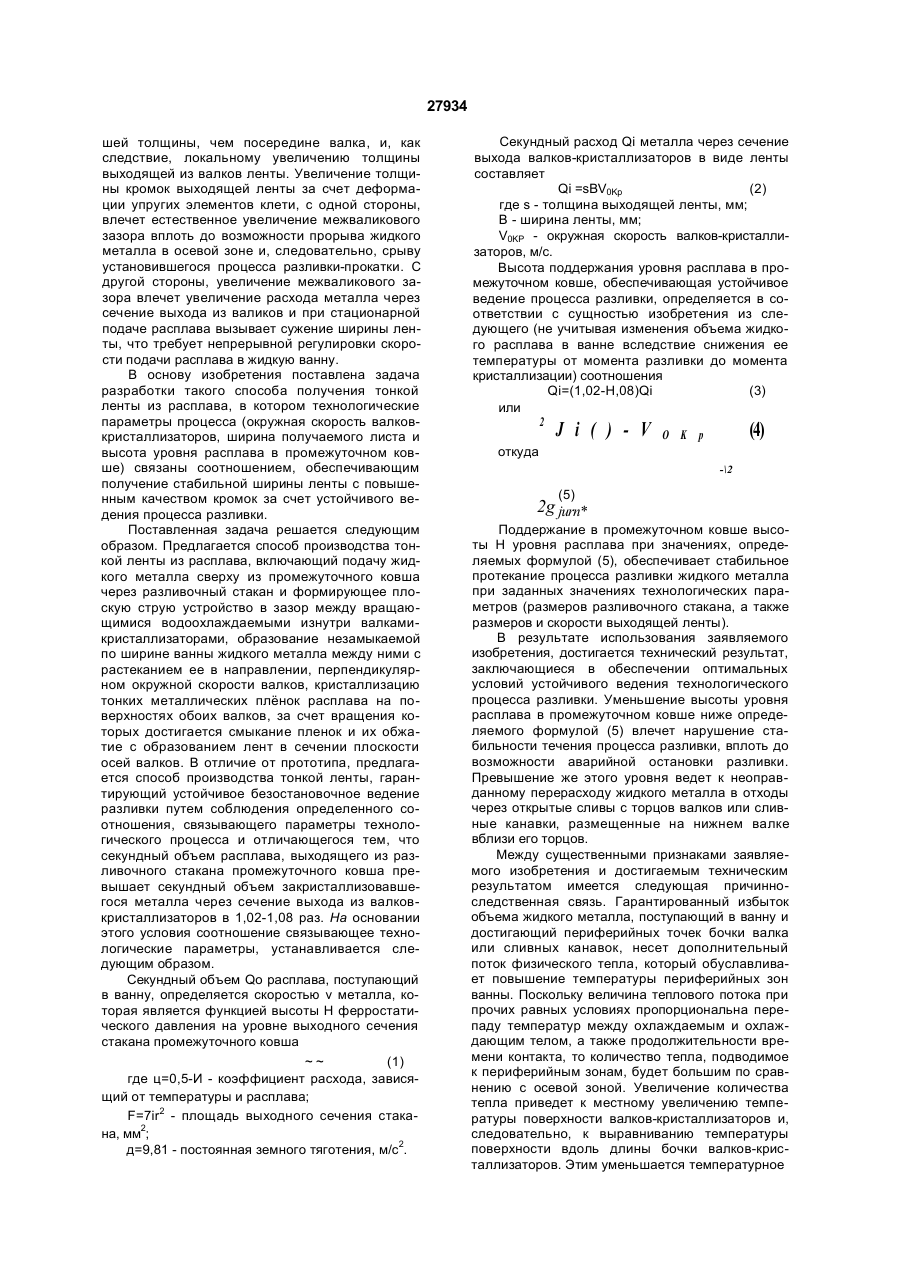
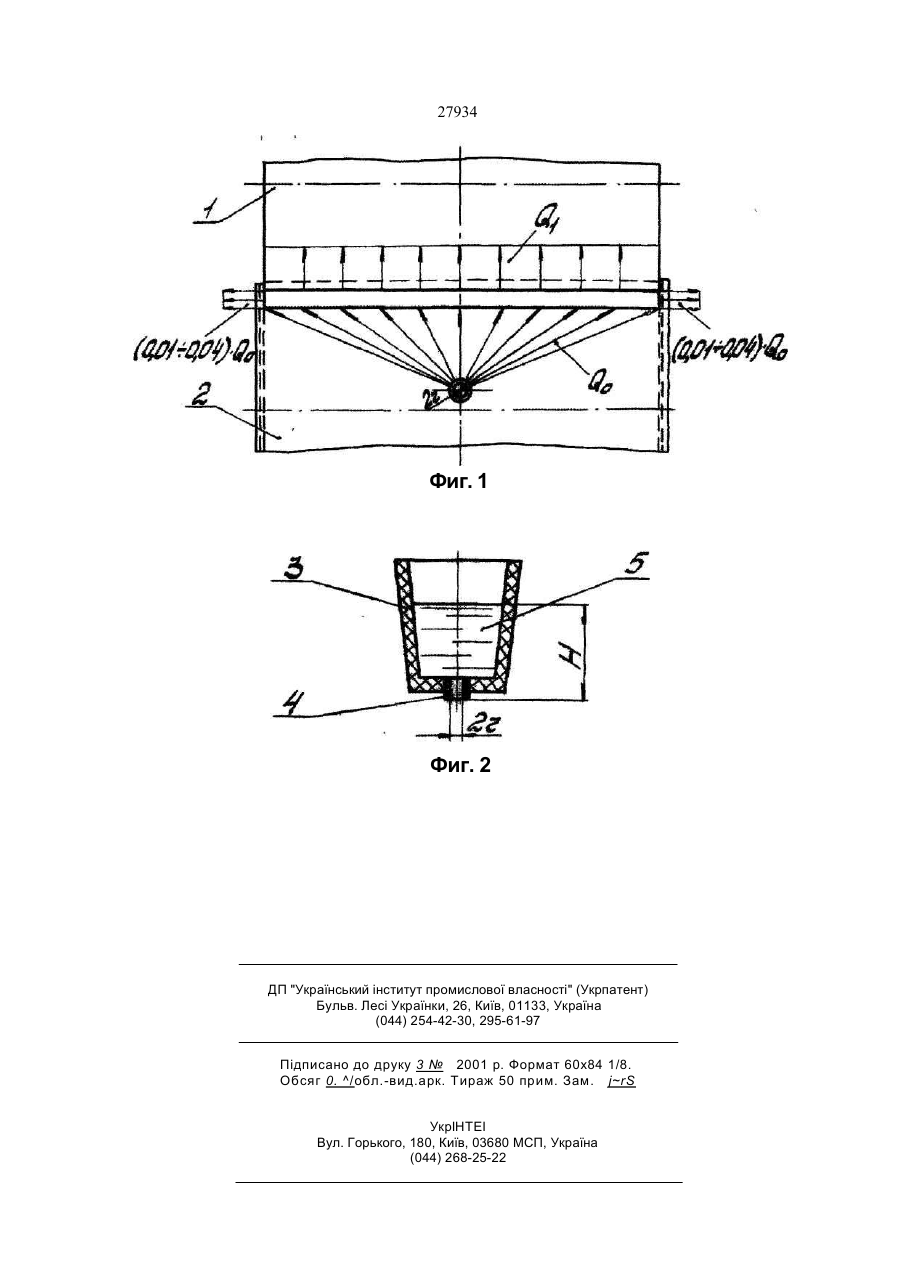
Способ получения тонкой ленты из металли ческого расплава, включающий подачу металла из промежуточного ковша через разливочный стакан на поверхность одного из валков двухвалкового кристаллизатора, заполнение жидким металлом суживающегося зазора кристаллизатора по всей длине рабочей зоны валков с образованием незамыкаемой по ширине ленты ванны жидкого ме талла, кристаллизацию металлических пленок на охлаждающей поверхности валков, смыкание и пластическое обжатие пленок в зоне выхода из валков с образованием монолитной ленты, отлиИзобретение относится к металлургии и может быть использовано в машиностроении для изготовления ленты толщиной 0,8-1,5 мм и шириной 500 мм и более из жидкого чугуна для кровельный листов. Наиболее близким по технической сущности к заявляемому способу является выбранный в качестве прототипа способ производства тонкой стальной полосы шириной 15 мм непрерывным литьем в валковый кристаллизатор. Способ состоит в том, что плоскость струи подачи расплава смещена относительно плоскости зазора валкового кристаллизатора. Таким образом, между плоскостями образуется некоторый угол. Расплав не сразу попадает в рабочий зазор, а сначала равномерно растекается по наклонной поверхности одного из валков кристаллизатора. Валки имеют различный диаметр: диаметр валка, на который подают расплав, в два раза больше диаметра второго валка. Отмечается стабильность толщины ленты по всей длине изготовляемых полос [1]. Для прототипа и заявляемого способа общими являются следующие признаки: подача жид чающийся тем, что расплав из промежуточного ковша подают с превышением его секундного объема в 1,02-1,08 раза над секундным объемом выходящей из кристаллизатора ленты, поддерживая уровень расплава в промежуточном ковше над плоскостью выходного сечения разливочного стакана в пределах, определяемых зависимостью: (1,02 + іл-к-r где Н - уровень расплава в промежуточном ковше, м; д=9,81 постоянная земного тяготения, м/с2; s - толщина выходящей ленты, мм; В - ширина ленты, мм; V0Kp - окружная скорость валков-кристаллизаторов, м/с; ІЛ=0,5+1,0 - коэффициент расхода; г - радиус отверстия выходного сечения разливочного стакана, мм. ем О кого металла сверху из промежуточного ковша через формирующее плоскую струю устройство, растекание металла по поверхности валков и образование ванны расплава в зазоре между валками без ее замыкания с торцов, кристаллизация металлических пленок на охлаждающих поверхностях валков, их металлическое сближение и пластическое обжатие в монотонную ленту в зоне выхода из валков. Получение ленты значительной ширины например, 500 мм и более со стабильными размерами и повышенного качества кромок при использовании прототипа невозможно, поскольку последний не может обеспечить устойчивое ведение процесса разливки. При недостаточном перегреве расплава частицы жидкого металла, достигающие периферийных точек жидкой ванны, оказываются переохлажденными вследствие более низкой температуры поверхности периферийных зон бочек валков-кристаллизаторов и значительно большей длины пути, преодолеваемого этими частицами по сравнению с частицами осевой зоны. Это приводит к образованию закристаллизовавшихся металлических пленок боль * со о г*, см < 5Г 27934 шей толщины, чем посередине валка, и, как следствие, локальному увеличению толщины выходящей из валков ленты. Увеличение толщины кромок выходящей ленты за счет деформации упругих элементов клети, с одной стороны, влечет естественное увеличение межваликового зазора вплоть до возможности прорыва жидкого металла в осевой зоне и, следовательно, срыву установившегося процесса разливки-прокатки. С другой стороны, увеличение межваликового зазора влечет увеличение расхода металла через сечение выхода из валиков и при стационарной подаче расплава вызывает сужение ширины ленты, что требует непрерывной регулировки скорости подачи расплава в жидкую ванну. В основу изобретения поставлена задача разработки такого способа получения тонкой ленты из расплава, в котором технологические параметры процесса (окружная скорость валковкристаллизаторов, ширина получаемого листа и высота уровня расплава в промежуточном ковше) связаны соотношением, обеспечивающим получение стабильной ширины ленты с повышенным качеством кромок за счет устойчивого ведения процесса разливки. Поставленная задача решается следующим образом. Предлагается способ производства тонкой ленты из расплава, включающий подачу жидкого металла сверху из промежуточного ковша через разливочный стакан и формирующее плоскую струю устройство в зазор между вращающимися водоохлаждаемыми изнутри валкамикристаллизаторами, образование незамыкаемой по ширине ванны жидкого металла между ними с растеканием ее в направлении, перпендикулярном окружной скорости валков, кристаллизацию тонких металлических плёнок расплава на поверхностях обоих валков, за счет вращения которых достигается смыкание пленок и их обжатие с образованием лент в сечении плоскости осей валков. В отличие от прототипа, предлагается способ производства тонкой ленты, гарантирующий устойчивое безостановочное ведение разливки путем соблюдения определенного соотношения, связывающего параметры технологического процесса и отличающегося тем, что секундный объем расплава, выходящего из разливочного стакана промежуточного ковша превышает секундный объем закристаллизовавшегося металла через сечение выхода из валковкристаллизаторов в 1,02-1,08 раз. На основании этого условия соотношение связывающее технологические параметры, устанавливается следующим образом. Секундный объем Qo расплава, поступающий в ванну, определяется скоростью v металла, которая является функцией высоты Н ферростатического давления на уровне выходного сечения стакана промежуточного ковша ~~ (1) где ц=0,5-И - коэффициент расхода, зависящий от температуры и расплава; F=7ir2 - площадь выходного сечения стакана, мм2; д=9,81 - постоянная земного тяготения, м/с2. Секундный расход Qi металла через сечение выхода валков-кристаллизаторов в виде ленты составляет Qi =sBV0Kp (2) где s - толщина выходящей ленты, мм; В - ширина ленты, мм; V0KP - окружная скорость валков-кристаллизаторов, м/с. Высота поддержания уровня расплава в промежуточном ковше, обеспечивающая устойчивое ведение процесса разливки, определяется в соответствии с сущностью изобретения из следующего (не учитывая изменения объема жидкого расплава в ванне вследствие снижения ее температуры от момента разливки до момента кристаллизации) соотношения Qi=(1,02-H,08)Qi (3) или 2 J i ( ) - V O K p (4) откуда -\2 (5) 2g jurn* Поддержание в промежуточном ковше высоты Н уровня расплава при значениях, определяемых формулой (5), обеспечивает стабильное протекание процесса разливки жидкого металла при заданных значениях технологических параметров (размеров разливочного стакана, а также размеров и скорости выходящей ленты). В результате использования заявляемого изобретения, достигается технический результат, заключающиеся в обеспечении оптимальных условий устойчивого ведения технологического процесса разливки. Уменьшение высоты уровня расплава в промежуточном ковше ниже определяемого формулой (5) влечет нарушение стабильности течения процесса разливки, вплоть до возможности аварийной остановки разливки. Превышение же этого уровня ведет к неоправданному перерасходу жидкого металла в отходы через открытые сливы с торцов валков или сливные канавки, размещенные на нижнем валке вблизи его торцов. Между существенными признаками заявляемого изобретения и достигаемым техническим результатом имеется следующая причинноследственная связь. Гарантированный избыток объема жидкого металла, поступающий в ванну и достигающий периферийных точек бочки валка или сливных канавок, несет дополнительный поток физического тепла, который обуславливает повышение температуры периферийных зон ванны. Поскольку величина теплового потока при прочих равных условиях пропорциональна перепаду температур между охлаждаемым и охлаждающим телом, а также продолжительности времени контакта, то количество тепла, подводимое к периферийным зонам, будет большим по сравнению с осевой зоной. Увеличение количества тепла приведет к местному увеличению температуры поверхности валков-кристаллизаторов и, следовательно, к выравниванию температуры поверхности вдоль длины бочки валков-кристаллизаторов. Этим уменьшается температурное 27934 напряжение между ванной расплава и охлаждающей поверхностью, что, в свою очередь, уменьшает тепловой поток, т. е. имеет место процесс авторегулирования с затуханием около положения динамического равновесия при температуре более высокой, чем при отсутствии избыточного потока расплава. Это обеспечивает гарантию достижения жидкими частицами металла краев бочки или сливных канавок валка без переохлаждения с преждевременной кристаллизацией. Сущность изобретения поясняется чертежами, где на фиг. 1 приведена технологическая схема получения тонкой ленты из жидкого металла с эпюрами скоростей, а на фиг. представлено вертикальное сечение промежуточного ковша по оси разливочного стакана. Изобретение реализуется следующим образом. Расплавленный и перегретый до 12801300°С жидкий чугун подают в валковый кристаллизатор, образованный валками 1 и 2. Вытекая из промежуточного ковша 3 через разливочный стакан 4, струя расплава 5 попадает на наклонную поверхность одного из валков, в данном случае нижнего валка 2. Ось струи расположена со смещением относительно вертикального диаметра нижнего валка 2. Растекаясь по наклонной поверхности валка расплав заполняет суживающийся зазор между валками и образует незамыкаемую с торцов ванну жидкого металла. Секундный объем Qo (фиг. 1) металлического расплава, поступающего в ванну, определяется формулой (1). Жидкие частицы расплава, входящие в соприкосновение с валками, кристаллизуются, образуя на их поверхности тонкие ((0,3-0,4) мм) металлические плёнки. Последние, перемещаясь по дугам окружности вместе с валками, смыкаются за 5-6 мм до плоскости осевого сечения валков и свариваются между собой по вершинам дендритов. Я = 1 2 - 9 , 8 1 - 1 03 На оставшемся до плоскости осевого сечения расстоянии происходит пластическая пятидесятипроцентная деформация сомкнутых плёнок и образование металлической ленты толщиной S мм и шириной В мм, которая выходит с окружной скоростью валков VOKp. Секундный расход Qi (фиг. 1) металла через сечение выхода из валков-кристаллизаторов в виде ленты определяется формулой (2). Предусматриваемый в соответствии с сущностью изобретения по формуле (3) избыток поступающего металла гарантирует стабильное ведение процесса разливки. Требуемая величина скорости поступления и избытка металла регулируется поддержанием необходимой высоты уровня расплава при значениях, определяемых формулой (5), тогда как существующими инструментальными средствами замер скорости и расхода жидкого металла не представляется возможным В качестве примера реализации изобретения рассмотрим конкретный пример получения чугунной ленты для изготовления кровельного листа толщиной S=1 мм и шириной В=500 мм. При диаметре валков-кристаллизаторов, равном 318 мм и частоте их вращения 1 с"1, окружная скорость, т. е. скорость выхода ленты из валков, составит VOKP=1 м/с. Жидкий металл перегретый до температуры 1280-13000 С поступает сверху в зазор между валками кристаллизатора из промежуточного ковша через разливочный стакан, диаметр выходного сечения которого составляет d=2r= 20 мм. Для указанной температуры перегрева гидродинамический коэффициент расхода ц-1. Подставляя приведенные значения технологических параметров в формулу (5), получаем искомую величину Н уровня расплава в промежуточном ковше относительно ллоскости выходного сечения стакана: (1, 02 + 1, 08)- 1- 500 - 1 - Ю 3 = 135 +151 мм 1- 3, 14 - 1 0 2 3 Поддержание уровня расплава в найденных пределах гарантирует устойчивое течение процесса разливки и получение чугунной ленты стабильной ширины. При этом секундный расход Qi металла через сечение выхода из валков в соответствии с формулой (2) составит Qi=1-500-1-103=5-105 мм3/с=0,5 дм3/с а избыток жидкого металла сливающегося с торцов валков или через сливные канавки соста gm /c вит величину Поддержание значений вычисленных параметров в найденных пределах обеспечивает устойчивость ведения процесса разливки и, за счет этого, получение ленты стабильной ширины и толщины с повышенным качеством боковых кромок. 27934 Фиг. 1 Фиг. 2 ДП "Український інститут промислової власності" (Укрпатент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 Підписано до друку 3 № 2001 р. Формат 60x84 1/8. Обсяг 0. ^/обл.-вид.арк. Тираж 50 прим. Зам. j~rS УкрІНТЕІ Вул. Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing thin tape of fusion
Автори англійськоюSahitov Hryhorii Akhnavovych, Nesterov Dmytro Kuzmych, Medvedev Viktor Stepanovych
Назва патенту російськоюСпособ производства тонкой ленты из расплава
Автори російськоюСагитов Григорий Ахнавович, Нестеров Дмитрий Кузьмич, Медведев Виктор Степанович
МПК / Мітки
МПК: B22D 11/06
Мітки: розплаву, металевого, спосіб, одержання, тонкої, стрічки
Код посилання
<a href="https://ua.patents.su/4-27934-sposib-oderzhannya-tonko-strichki-z-metalevogo-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання тонкої стрічки з металевого розплаву</a>
Головка для розпилення металевого розплаву
Номер патенту: 5266
Опубліковано: 28.12.1994
Автори: Мудрук Леонід Олександрович, Коструба В'ячеслав Григорович, Затуловський Сергій Семенович
МПК: B22F 9/08
Мітки: металевого, головка, розплаву, розпилення
Формула / Реферат:
1. Головка для распыления металлического расплава, содержащая корпус, футерованный формовочной смесью и выполненный с литниковым каналом, и коллекторы для подачи газа-распылителя, отличающаяся тем, что, с целью стабилизации процесса распыления и повышения выхода годной фракции дроби, она снабжена съемным стержнем, выполненным с расширяющимся книзу стабилизирующим каналом плоской формы, соосным с литниковым и имеющим ширину на 3 - 50 мм и...
Спосіб одержання залізо-вуглецевого розплаву
Номер патенту: 21710
Опубліковано: 20.01.1998
Автори: Логозинська Вікторія Миколаївна, Капустін Олексій Євгенович, Сущенко Андрій Вікторович, Капустін Євгеній Олександрович
МПК: C21B 13/00
Мітки: залізо-вуглецевого, розплаву, спосіб, одержання
Формула / Реферат:
1. Способ получения железоуглеродистого расплава, содержащий загрузку сверху железорудных материалов, нагрев их и частичное восстановление отходящим газом, дальнейший нагрев, плавление и окончательное восстановление в расплаве, вдувание в расплав с газом-носителем угле-родсодержащих материалов, загрузку шлакообра-зующих материалов и выпуск жидких металла и шлака, отличающийся тем, что в движущийся в противотоке к железорудному материалу...
Спосіб оброблення металевого розплаву
Номер патенту: 12935
Опубліковано: 28.02.1997
Автори: Лєнський Валерій Георгійович, Ромадикін Сергій Дмитрійович, Бабанін Анатолій Якович, Бєлов Борис Федорович, Позняк Леонід Олександрович, Носоченко Олег Васильович, Мельник Сергій Георгійович, Ніколаєв Генадій Андрійович, Бузун Ігор Леонідович, Троцан Анатолій Іванович
МПК: C21C 7/00
Мітки: оброблення, розплаву, спосіб, металевого
Формула / Реферат:
(57) Способ обработки металлического расплава, включающий подачу порошкообразных реагентов в расплав в потоке газа-носителя через канал и сопло погружной фурмы, отличающийся тем, что перед выходом порошкообразных реагентов из сопла погружной фурмы производят частичное разделение газопорошковой смеси, при этом в расплав подают порошкообразные реагенты и газ-носитель в количестве 0,2-0,3 от общего расхода, а остальной газ-носитель подают для...
Установка для одержання металевих порошків шляхом розпилювання розплаву
Номер патенту: 17808
Опубліковано: 03.06.1997
Автори: Степченко Анатолій Іванович, Перебийніс Іван Андрійович, Бондаренко Сергій Григорович, Адамчик Людмила Володимирівна, Ковальчук Валентин Георгієвич, Зайцев Віктор Іванович, Андреєв Віталій Юхимович, Павленко Дмитро Васильович
МПК: B22F 9/08
Мітки: порошків, розпилювання, установка, одержання, металевих, шляхом, розплаву
Формула / Реферат:
Установка для получения металлических порошков распылением расплава, содержащая металлоприемник, узел распыла с кольцевой форсункой, камеру распыления с бункером для порошка, отличающаяся тем, что сливное отверстие металлоприемника снабжено клапаном и между металлоприемником и узлом распыла расположен дозирующий стакан с датчиком уровня расплава, соединенным с электромагнитным устройством, управляющим клапаном сливного отверстия.
Спосіб одержання стрічки із магнітної сталі та лист
Номер патенту: 26031
Опубліковано: 26.02.1999
Автори: Фредерік МАЗЮР'Є, Філіпп ДЕМАРЕЗ, Жан Клод БАВЕЙ
МПК: B22D 27/20, C21D 8/12
Мітки: магнітної, лист, стрічки, спосіб, сталі, одержання
Формула / Реферат:
1. Способ получения ленты из магнитной стали, преимущественно толщиной менее 5мм с весовым составом - более 2% кремния, менее 0,1% углерода, элементы-ингибиторы вторичной рекристаллизации в соответствующем составе и остальное - железо, включающий непрерывное литье на цилиндре или между двумя цилиндрами, отличающийся тем, что сталь подвергает резкому охлаждению путем контакта с цилиндром или с каждым из двух цилиндров, причем температуру...
Попередній патент: Роликовий масажер з постійними магнітами бєліка в.і.
Наступний патент: Порошковий матеріал для газотермічного нанесення покриттів на основі нікелю
Випадковий патент: Спосіб діагностики розвитку остеопорозу