Медведев Віктор Степанович
Ливарно-прокатний комплекс металургійного міні-заводу

Номер патенту: 63055
Опубліковано: 26.09.2011
Автори: Рудюк Олексій Сергійович, Медведев Віктор Степанович, Крюков Юрій Борисович, Сталінський Дмитро Віталійович
МПК: B21B 1/46
Мітки: комплекс, ливарно-прокатний, міні-заводу, металургійного
Формула / Реферат:
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі з індукційною піччю, агрегату позапічної обробки сталі та агрегату розливання сталі в заготовки на машині безперервного лиття заготовок, прокатну ділянку з піччю для нагрівання безперервнолитих заготовок під прокатку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді послідовно встановлених...
Система калібрів для прокатки кутових профілів
Номер патенту: 89877
Опубліковано: 10.03.2010
Автор: Медведев Віктор Степанович
Мітки: калібрів, профілів, кутових, прокатки, система
Формула / Реферат:
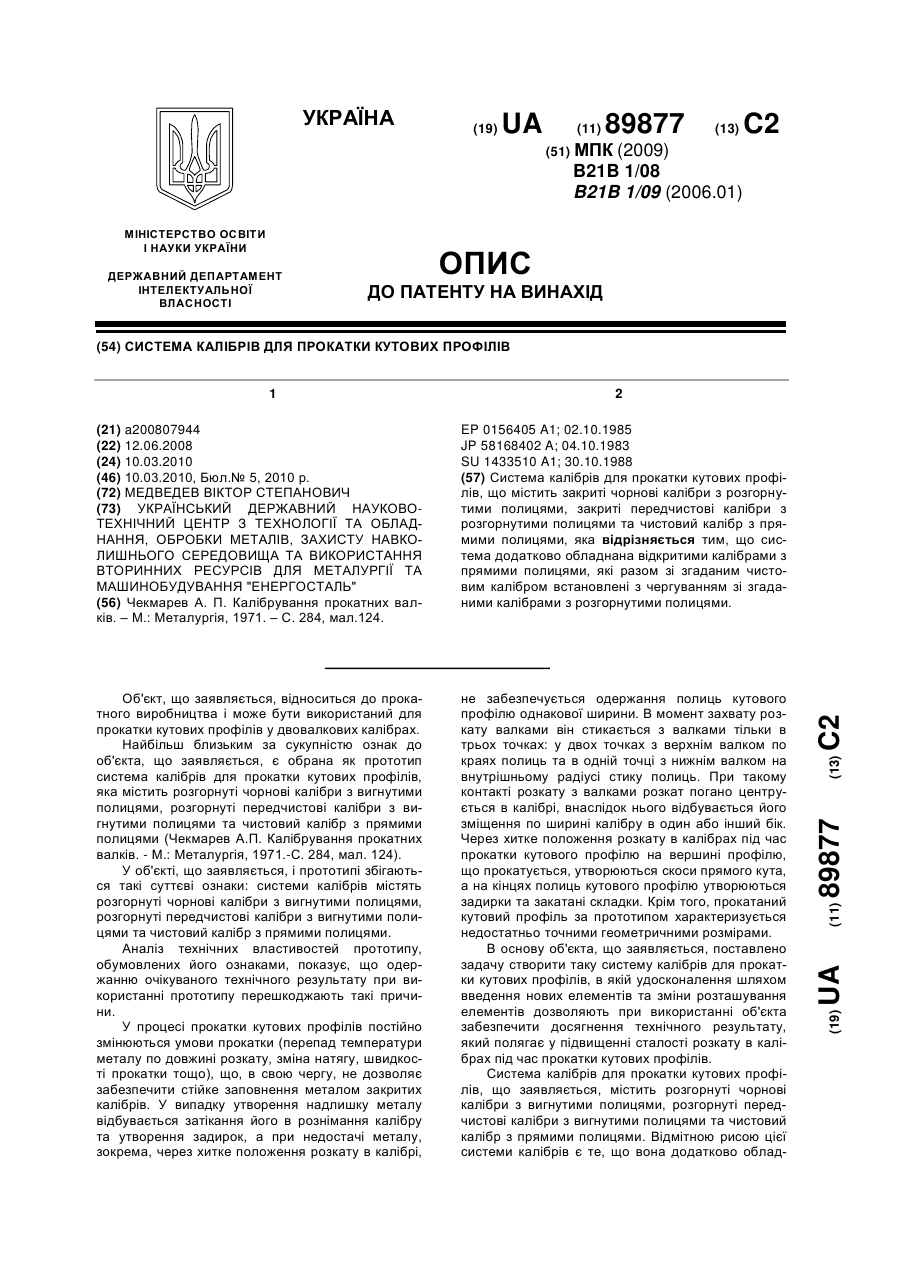
Система калібрів для прокатки кутових профілів, що містить закриті чорнові калібри з розгорнутими полицями, закриті передчистові калібри з розгорнутими полицями та чистовий калібр з прямими полицями, яка відрізняється тим, що система додатково обладнана відкритими калібрами з прямими полицями, які разом зі згаданим чистовим калібром встановлені з чергуванням зі згаданими калібрами з розгорнутими полицями.
Ливарно-прокатний комплекс металургійного міні-заводу

Номер патенту: 89448
Опубліковано: 25.01.2010
Автори: Сталінський Дмитро Віталійович, Медведев Віктор Степанович, Крюков Юрій Борисович, Рудюк Олексій Сергійович
МПК: B21B 13/22, B21B 1/46
Мітки: міні-заводу, комплекс, ливарно-прокатний, металургійного
Формула / Реферат:
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі та агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку та прокатну ділянку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді дугової електросталеплавильної печі, агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під...
Спосіб прокатки фланцевих профілів
Номер патенту: 39993
Опубліковано: 25.03.2009
Автор: Медведев Віктор Степанович
МПК: B21B 1/08
Мітки: спосіб, фланцевих, прокатки, профілів
Формула / Реферат:
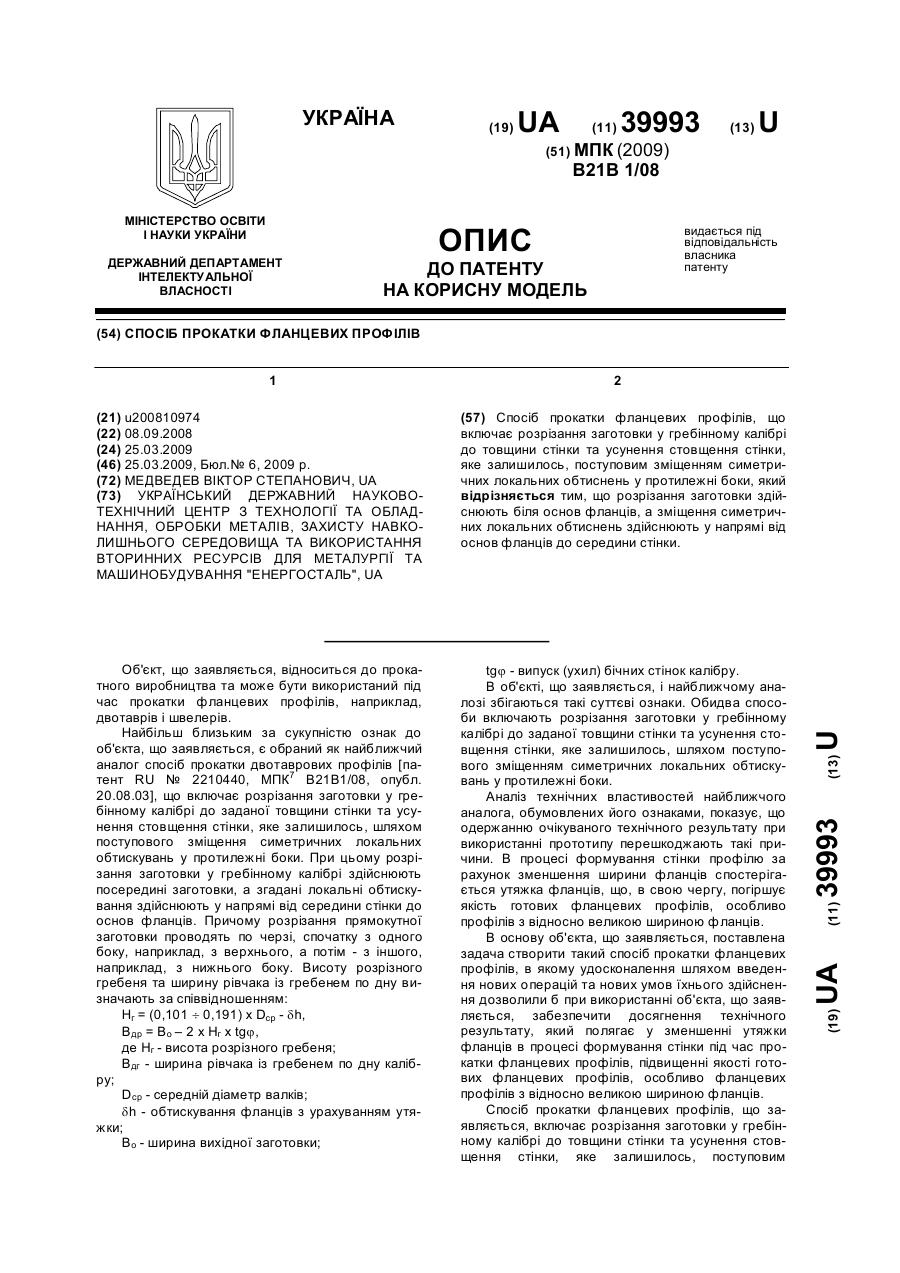
Спосіб прокатки фланцевих профілів, що включає розрізання заготовки у гребінному калібрі до товщини стінки та усунення стовщення стінки, яке залишилось, поступовим зміщенням симетричних локальних обтиснень у протилежні боки, який відрізняється тим, що розрізання заготовки здійснюють біля основ фланців, а зміщення симетричних локальних обтиснень здійснюють у напрямі від основ фланців до середини стінки.
Ливарно-прокатний комплекс металургійного міні-заводу
Номер патенту: 37363
Опубліковано: 25.11.2008
Автори: Сталінський Дмитро Віталійович, Медведев Віктор Степанович, Крюков Юрій Борисович, Рудюк Олексій Сергійович
МПК: B21B 1/46
Мітки: міні-заводу, комплекс, металургійного, ливарно-прокатний
Формула / Реферат:
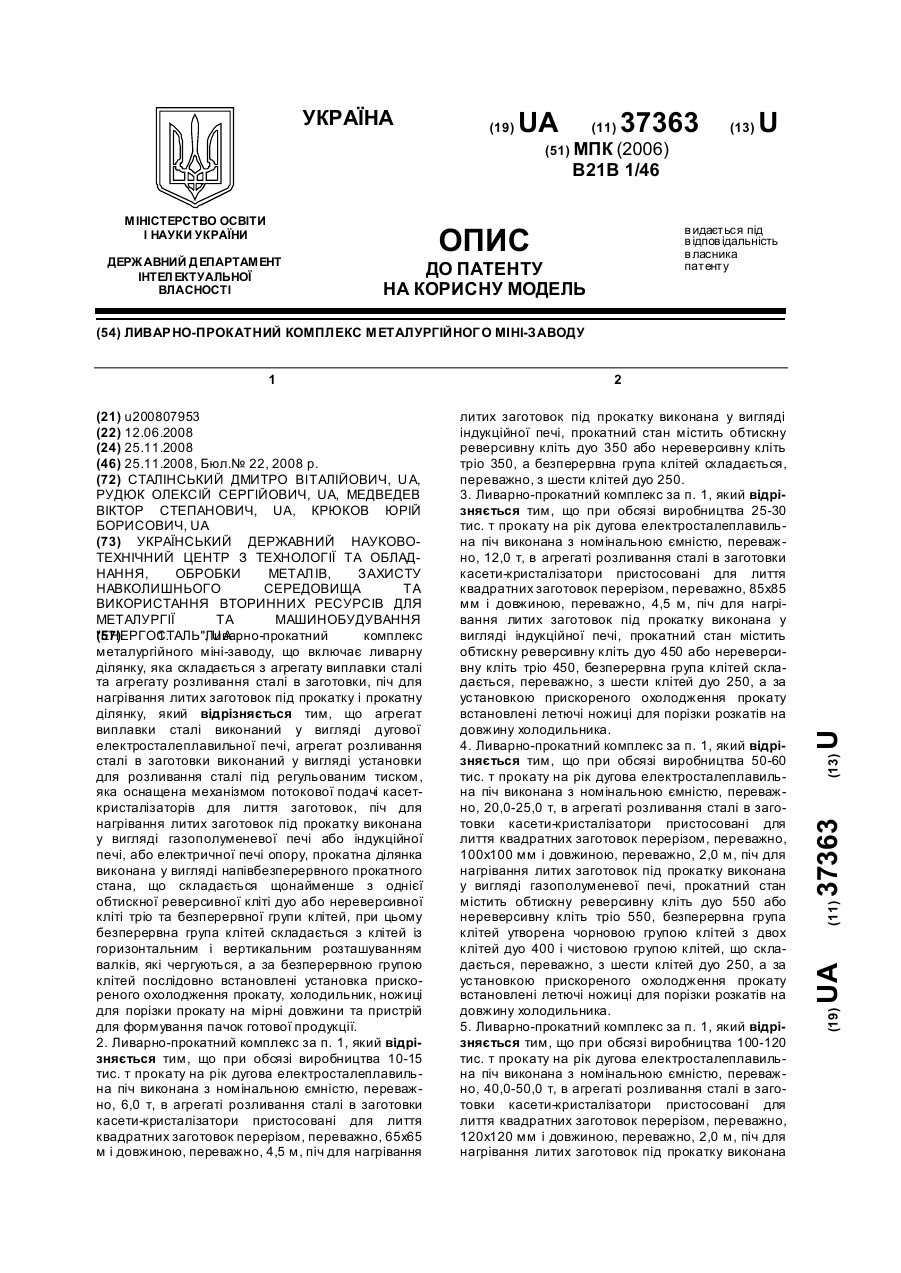
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі та агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку і прокатну ділянку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді дугової електросталеплавильної печі, агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під...
Спосіб одержання тонкої стрічки з металевого розплаву
Номер патенту: 27934
Опубліковано: 16.10.2000
Автори: Нестеров Дмитро Кузьмич, Сагітов Григорій Ахнавович, Медведев Віктор Степанович
МПК: B22D 11/06
Мітки: одержання, тонкої, металевого, розплаву, спосіб, стрічки
Текст:
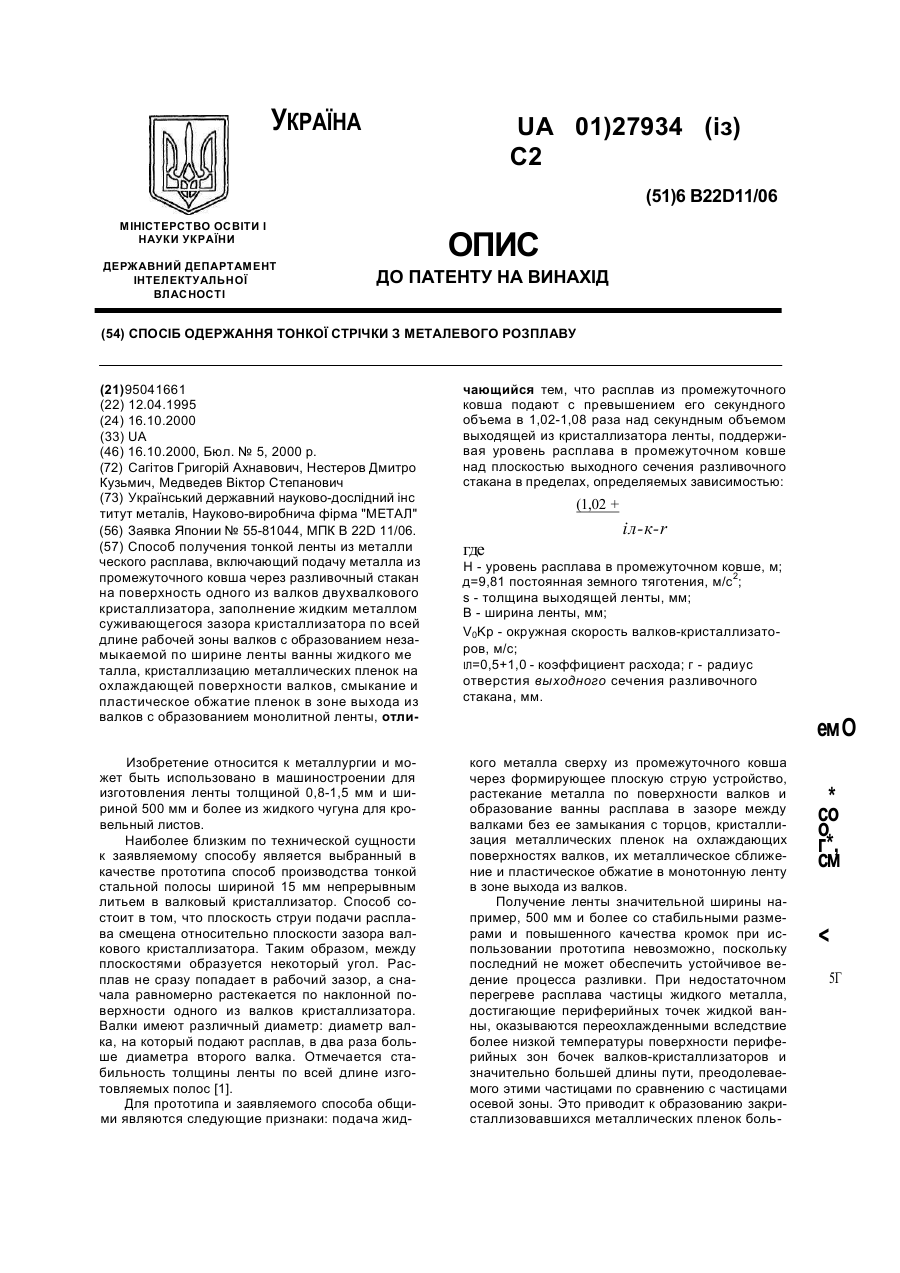
...м/с. Высота поддержания уровня расплава в промежуточном ковше, обеспечивающая устойчивое ведение процесса разливки, определяется в соответствии с сущностью изобретения из следующего (не учитывая изменения объема жидкого расплава в ванне вследствие снижения ее температуры от момента разливки до момента кристаллизации) соотношения Qi=(1,02-H,08)Qi (3) или 2 J i ( ) - V O K p (4) откуда -\2 (5) 2g jurn* Поддержание в промежуточном ковше...