Спосіб виготовлення брикетів для металургійного виробництва
Номер патенту: 31278
Опубліковано: 25.03.2008
Автори: Ванюкова Наталія Дмитрівна, Ковальов Дмитро Арсентійович, Ковальов Максим Дмитрович, Ковальов Олександр Дмитрович
Формула / Реферат
1. Спосіб виготовлення брикетів для металургійного виробництва, який включає підготовку шихти дозуванням залізовмісного матеріалу і в'яжучого, змішування компонентів, зволоження водним розчином і ущільнення суміші вібропресуванням, який відрізняється тим, що підготовка шихти додатково включає сортування всієї шихти за гранулометричним складом і визначення вмісту кожної фракції в компонентах шихти, причому сумарна частка фракцій крупністю 5-12 мм повинна складати 0,6-0,7 (часток одиниці), частка фракцій крупністю 0-5 мм - 0,3-0,4 (часток одиниці), а кількість в'яжучого Qв’яж. беруть, виходячи із співвідношення:
![]()
де Vшихти - об'єм шихти (суміші залізовмісних компонентів) [м3];
ρв’яж.- густина в'яжучого [т/m3];
![]() - задана питома пористість брикету [відносна величина, частка одиниці об'єму];
- задана питома пористість брикету [відносна величина, частка одиниці об'єму];
![]() - питома різність суміші залізовмісних компонентів всіх фракцій (шихти) [відносна величина, частка одиниці об’єму] , яка дорівнює:
- питома різність суміші залізовмісних компонентів всіх фракцій (шихти) [відносна величина, частка одиниці об’єму] , яка дорівнює:
![]() - [відносна величина, частка одиниці об'єму],
- [відносна величина, частка одиниці об'єму],
де :
![]() - питома різність відповідної фракції залізовмісних компонентів [відносна величина, частка одиниці об'єму],
- питома різність відповідної фракції залізовмісних компонентів [відносна величина, частка одиниці об'єму],
аі - вміст відповідної фракції компонентів в одиниці об'єму шихти [відносна величина, частка одиниці об'єму].
2. Спосіб за п. 1, який відрізняється тим, що як в'яжуче використовують портландцемент.
Текст
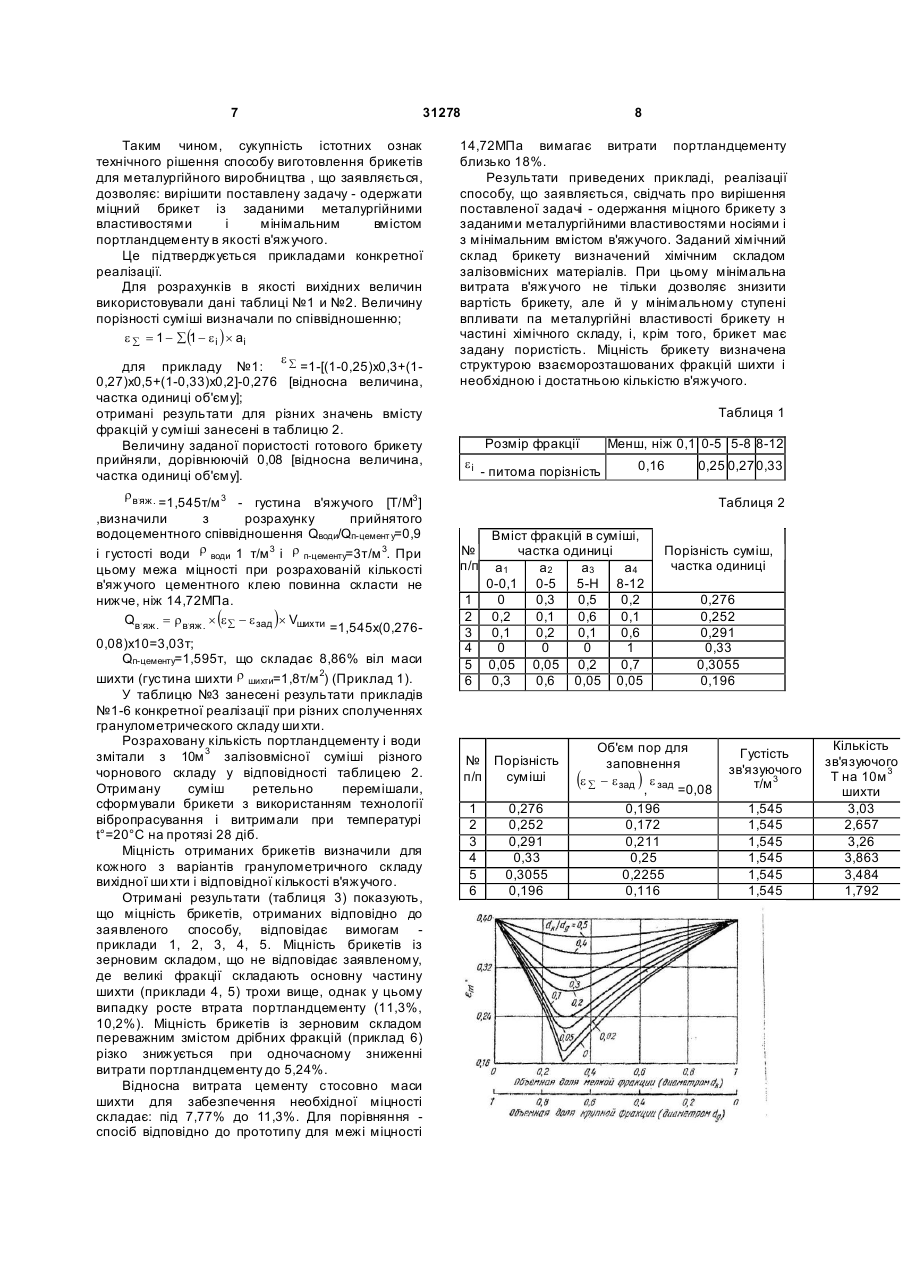
1. Спосіб виготовлення брикетів для металургійного виробництва, який включає підготовку шихти дозуванням залізовмісного матеріалу і в'яжучого, змішування компонентів, зволоження водним розчином і ущільнення суміші вібропресуванням, який відрізняється тим, що підготовка шихти додатково включає сортування всієї ши хти за гранулометричним складом і визначення вмісту кожної фракції в компонентах шихти, причому сумарна частка фракцій крупністю 5-12 мм повинна складати 0,6-0,7 (часток одиниці), частка фракцій крупністю 0-5 мм - 0,3-0,4 (часток одиниці), а кількість в'яжучого виходячи із співвідношення: Qв’яж. беруть, Корисна модель відкоситься до чорної металургії і може бути використана при підготовці шихтови х матеріалів для металургійного виробництва з техногенних залізовмісних матеріалів. Техногенні залізовмісні матеріали (прокатна окалина, пил з газоочистных пристроїв, і таке інше) для ефективної утилізації в металургійному виробництві необхідно огрудкувати, - тобто змішати зі в'яжучим та сформувати і забезпечити твердіння в'яжучого. Весь комплекс операцій повинний забезпечити одержання огрудкованого (збрикетованого) матеріалу з необхідними металургійними властивостями і міцністю. При цьому, ви хідні компоненти, маючи різний гранулометричний склад, утворюють у суміші порожнини, що повинні бути заповнені в'яжучим з тим ступенем, який забезпечить необхідні міцність і пористість кінцевого продукту, не знижуючи при цьому металургійні властивості готового окускованого продукту. Крім того, витрата сполучного повинна бути оптимальною з погляду вартості готового продукту. Відомо технічне рішення способу виготовлення брикетів для виплавки чавуну відповідно до патенту RU №2055919 від 10.0.1.1996р., МПК6 С22В1/242. Спосіб включає розмелення окалини, змішування зі в'яжувальною речовиною, пресування брикетів і термообробку. У якості в'яжучого використовують суміш оксидів складу, мас. %: Al2 О3 - 3-18, Na2O - 13-27, СаО 14-25, SiO2 - інше. Окалину змішують зі в'яжучим у співвідношенні: 80-99% окалини і 20-1% в'яжучої речовини. Змішування проводять зі додаванням в (13) 31278 (11) UA де Vшихт и - об'єм шихти (суміші залізовмісних компонентів) [м 3]; ρв’яж.- густина в'яжучого [ Т/ M3 ]; e зад - задана питома пористість брикету [відносна величина, частка одиниці об'єму]; e å - питома різність суміші залізовмісних компонентів всіх фракцій (шихти) [відносна величина, частка одиниці об’єму] , яка дорівнює: e å = 1 - å (1 - e і ) ´ аі - [відносна величина, частка одиниці об'єму], де : e і - питома різність відповідної фракції залізовмісних компонентів [відносна величина, частка одиниці об'єму], аі - вміст відповідної фракції компонентів в одиниці об'єму шихти [відносна величина, частка одиниці об'єму]. 2. Спосіб за п. 1, який відрізняється тим, що як в'яжуче використовують портландцемент. U Qв' яж. = rв' яж. ´(eå - e зад ) ´Vшихти[т], (19) 1 3 31278 отриману масу водного розчину Na2O·n·SiО2 у кількості 5-15% понад 100% брикетованої маси для одержання необхідної міцності брикету. Оскільки у відомому способі виготовлення брикетів не враховують гранулометричний склад шихти, кількість необхідного в'яжучого для заповнення порожнин між гранулами коливається в широких межах і, по суті, визначає коливання у широких межах складу брикету і його пористості, тобто основних металургійних властивостей брикету. По цій же причині, для гарантованого забезпечення міцності брикетів в'яжуче і добавку на практиці вводять у максимально припустимих кількостях. Ці обставини визначають основні недоліки відомого способу. Недоліком відомого способу, що знижує металургійні властивості готового продукту, є велика концентрація Na2O як у хімічному складі в'яжучого, так і в добавці, оскільки припустима концентрація лужних оксидів у доменній шихті повніша бути менша, ніж 0,2%. Якщо концентрація лужних оксидів перевищить 0,2% це негативно позначиться па міцності коксу в доменній печі в процесі плавки і на футеровці. У відомому способі концентрація лужних оксидів набагато перевищує 0,2% Крім того, істотними недоліками є мінливість хімічного складу брикету і його пористості і неминуча перевитрата в'яжучого, а разом з цим і збільшення концентрації Na2O. Відомо технічне рішення способу виготовлення брикетів для металургійного виробництва відповідно до патенту RU №2183679 від 20.06.2002р. МПК7 С21С5/52, С21В3/00, С22В1/24, С22В1/24 (найбільш близький аналог). Відомий спосіб включає підготовку шихти, яка містить окислений залізовмісний матеріал, в'яжуче і пластифікатор, зміщуваний компонентів, зволоження водним розчином і ущільнення суміші тиском при формуванні брикету пресуванням. Зволоження суміші виконують водним розчином пластифікатора з концентрацією розчину, що забезпечує досягнення необхідної міцності брикету. У щільнення суміші викопують з питомим тиском, рівним 0,02-0,1МПа, з одночасним впливом на суміш вібрації з частотою 30-70Гц і амплітудою коливань 0,2-0,6мм до виникнення и суміші необоротних тиксотропічних змін. Як пластифікатор використовують сульфіднодріжджову бражку, меласу, упарену послядріжджову барду, лужний стік виробництва капролактану або милонафт. Вібрація - це ефективний засіб механізованого розподілу, укладання й ущільнення суміші. Основне достоїнство цього методу формування полягає в тому, що в процесі вібрування різко знижується в'язкість формувальної суміші. Під дією вібрації значно зменшується тертя і зчеплення між частками з суміші, унаслідок нього полегшується перемішування часток і ущільнення суміші. Формувальна суміш у цілому перетворюється з твердої і малорухомої о досить рухливу текучу масу, що швидко заповнює форму, Підкоряючись законам гідростатики, розріджена суміш при вібруванні робить гідростатичний тиск 4 на стінки форми, при цьому вона ретельно заповнює форми навіть зi складними обрисами. У результаті значного зменшення сил внутрішнього зчеплення і тертя формувальна суміш, знаходячись під впливом сил ваги, ущільнюється. Великі частки, взаємно сковзаючи, укладаються досить компактно, порожнечі між ними заповнюються в'язкою масою. Пластифікуючі добавки, обволікаючи в'яжуче, додають йому додаткову текучість під впливом вібрації формувальна суміш утрачає свою р ухливість, і, будучи ущільненою, здобуває більшу структурну міцність, ніж до вібрування. Це властивість колоїдних систем називається тиксотропією. У відомому технічному рішенні брикет формують вібропресуванням, тобто одночасним впливом на формувальну суміш вібрації і пресування. Такий вплив є ефективним засобом механічного розподілу й ущільнення сумішей. У якості мінерального в'яжучого використовують цемент. До недоліків відомого технічного рішення варто віднести присутність пластифікатора, необхідного для збільшення текучості в'яжучого при заповненні всіх порожнин суміші залізовмісних матеріалів в'яжучим, тобто цементом. Наявність у пластифікаторі шкідливих для доменних процесів домішок, що містять сірку (у суль фідно-дріжджовій бражці), вміст з'єднань натрію в лужних стоках і милонафті знижують міцність коксу і тим самим руйнують футерівку доменної печі. У той же час, при використанні брикет ін, ці з'єднання інтенсифікують процес відновлення оксидів заліза, що знаходиться в брикеті, викликають різке, на 2530%, збільшення обсягу брикету, що призводить до його руйнування в шахті доменної печі, уже при відновленні оксиду заліза, на 25-30%. Таким чином, досягнута міцність відомого брикету входить у суперечність з його металургійними властивостями. Однак самим істотним недоліком відомого способу є відсутність прогнозування пористості брикету в якості важливої металургійної властивості і системного підходу до витрати цементу в якості в'яжучого, який забезпечив би не тільки необхідну міцність, але і пористість готового продукту. Оскільки у відомому те хнічному рішенні не враховують гранулометричний склад шихти, не прогнозований обсяг порожнин між часточками компонентів шихти вимагають підвищеної витрати в'яжучого - цементу і пластифікатора. При цьому, у відомому рішенні міцність брикету поставлена в пряму залежність від кількості використовуваного цементу в якості в'яжучого. Крім прямої залежності міцності брикету від витрати цементу ніякі інші залежності, які б оптимізували витрату цементу у відомому способі не використовують. Таким чином, перевитрата цементу є істотним недоліком відомого технічного рішення, і також, як і у вищерозглянутому аналогу, у відомому способі не забезпечується задана пористість, як необхідна металургійна властивість брикету. Задачею способу виготовлення брикетів для металургійного виробництва, що заявляється, є 5 31278 одержання міцного брикету і заданими металургійними властивостями - хімічним складом і пористістю і з мінімальним вмістом в'яжучого. Поставлена задача вирішується тим, що в способі виготовлення брикетів для металургійного виробництва, який включає підготовку шихти дозуванням залізовмісного матеріалу і в'яжучого, змішування компонентів, зволоження водним розчином і ущільнення суміші вібропресуванням, відповідно до винаходу, підготовка шихти додатково включає сортування всієї ши хти по гранулометричному складу і визначення вмісту кожної фракції в компонентах ши хти, при цьому сумарна частка фракцій крупністю 5-12мм повинна складати 0,6-0,7 (часток одиниці), частка фракцій крупністю 0-5мм - 0,3-0,4 (часток одиниці), а кількість в'яжучого Qв’яж. бер уть ви ходячи зі співвідношення: Qв, яж . = rв, яж . ´ (e å - eзад )´ Vшихти [т ], де Vшихти - об'єм шихти (суміші зал і зо вміщуючи х компонентів) [M3 ] ; r в,яж . - густість в'яжучого [Т/M3 ]; e зад - задана питома пористість брикету [підносна величина, частка одиниці об'єму]; eå питома порізність суміші залізовміщуючи х компонентів всіх фракцій (шихти) [відносна величина, частка одиниці об’єму], яка дорівнює: e å = 1 - å (1 - e і ) ´ аі - [відносна величина, частка одиниці об'єму], де: eі - питома порідність відповідної фракції залізовміщуючи х компонентів [відносна величина, частка одиниці об'єму], аі - вміст відповідної фракції компонентів в одиниці об'єму шихти [підносна величина, частка одиниці об'єму]. У якості в'яжучого у сьогоднішній практиці беруть портландцемент. Суть технічного рішення, що заявляється, полягає в наступному. Сортування всієї шихти по гранулометричному складу і визначення вмісту кожної фракції в компонентах ши хти дозволяють, за умови вібропресування, спрогнозувати обсяг порожній між часточками компонентів шихти і, тим самим, досить точно визначити необхідний обсяг в'яжучого з урахуванням заданої порізності. При цьому міцність брикету забезпечується не тільки заповненням порожнин в'яжучим, але і по суті оптимізацією обсягу порожнин за рахунок оптимального сполучення великих і дрібних фракцій у суміші. Таким чином, суміш складають із залізовмісних матеріалів, що забезпечують задані металургійні властивості, і в'яжучого для заповнення порожнин, відповідно до наданої пористості брикету. Міцність забезпечується щільним оптимальним упакуванням зерен фракцій різного розміру і, розрахованим для заповнення порожнин із заданою пористістю кінцевого продукту, мінімальним і достотнім обсягом 6 в'яжучого. І гранулометричний склад суміші залізовмісних матеріалів, тобто вміст у суміші фракцій визначеного розміру, впливає на загальну площу поверхні зерен і порідність шару матеріалу при його ущільненні [Л.Ф. Богданди, Г.Ю. Энсель "Восстановление железных руд", перевод с немецкого, М.: Металлургия, 1971г. стр.187]. Нa Фіг.1 представлений отриманий у результаті досліджень графік залежності порізності шару матеріалу, складеного з різних сполучень дрібних (0-5мм) і великих (5-12мм) фракцій при різних співвідношеннях розмірів зерен (0,5; 0,4; 0,3; 0,2; 0,1; 0,65; 0,05; 0,02;), Графік показує, що порізність суміші знижується тим більше, чим більше відрізняються один від одного розміри зерен у складі суміші. Щільне упакування зерен суміші, тобто максимальна щільність (мінімум значення порізності) досягається в суміші, яка складається з 60-70% великої (5-12мм) і 3040% дрібної (0-5мм) фракцій. Обсяг матеріалу, що складається з зерен визначеного розміру (фракції) характеризується визначеним обсягом порожнин, тобто значенням поріності для визначеного розміру фракції [В.И. Ковшов, и др. "Исследование порочности многокомпонентных шихт", "Металлургия и коксохимия" 1977г., №53, стр.34-37]. На цій e підставі була отримана залежність величини å питомої порідності суміші залізовмісних компонентів усіх фракцій, тобто шихти [відносна величина, частка одиниці об'єму] від параметрів кожної фракції, - величини своєї порізності у відносних одиницях - частках об'єму і вмісту відповідної фракції в складі одиниці об'єму суміші (цілого): e å = 1 - å (1 - e і ) ´ аі [відносна величина, частка одиниці об'єму], eі де: питому порізність відповідних залізовміщуючи х компонентів [відносна величина, частка одиниці об’єму], аі - вміст відповідної фракції компонентів одиниці об'єму шихти [відносна величина, частка одиниці об'єму]. Задана пористість кінцевого продукту і відома порідність суміші при відомій густості в'яжучого дозволяє визначити для потрібного обсягу шихти необхідну і достатню кількість в'яжучого і практично виключити його перевитрату. Кількість в'яжучого беруть ви ходячи зі співвідношення: Qв, яж . = rв, яж . ´ (e å - eзад )´ Vшихти [т ], де Vшихти об'єм ши хти (суміші залізовміщуючи х компонентів) [M3 ] ; r в,яж . - густість в'яжучого [Т/M3 ]; e зад - задана питома пористість брикету [підносна величина, частка одиниці об'єму]; eå питома порізність суміші залізовміщуючи х компонентів всіх фракцій (шихти) [відносна величина, частка одиниці об’єму]; (e å - e зад ) - об'єм пор для заповнення в'яжучим. 7 31278 Таким чином, сукупність істотних ознак технічного рішення способу виготовлення брикетів для металургійного виробництва , що заявляється, дозволяє: вирішити поставлену задачу - одержати міцний брикет із заданими металургійними властивостями і мінімальним вмістом портландцементу в якості в'яжучого. Це підтверджується прикладами конкретної реалізації. Для розрахунків в якості вихідних величин використовували дані таблиці №1 и №2. Величину порізності суміші визначали по співвідношенню; e å = 1 - å (1 - e і ) ´ аі eå для прикладу №1: =1-[(1-0,25)х0,3+(10,27)х0,5+(1-0,33)х0,2]-0,276 [відносна величина, частка одиниці об'єму]; отримані результати для різних значень вмісту фракцій у суміші занесені в таблицю 2. Величину заданої пористості готового брикету прийняли, дорівнюючій 0,08 [відносна величина, частка одиниці об'єму]. r в,яж . =1,545т/м 3 - густина в'яжучого [T/M3 ] ,визначили з розрахунку прийнятого водоцементного співвідношення Qводи/Qп-цемент у=0,9 і густості води r води 1 т/м 3 і r п-цементу=3т/м 3. При цьому межа міцності при розрахованій кількості в'яжучого цементного клею повинна скласти не нижче, ніж 14,72МПа. Qв, яж . = r в,яж . ´ (e å - e зад )´ Vшихти =1,545х(0,2760,08)х10=3,03т; Qп-цементу=1,595т, що складає 8,86% віл маси шихти (густина шихти r шихти=1,8т/м 2) (Приклад 1). У таблицю №3 занесені результати прикладів №1-6 конкретної реалізації при різних сполученнях гранулометрического складу ши хти. Розраховану кількість портландцементу і води змітали з 10м 3 залізовмісної суміші різного чорнового складу у відповідності таблицею 2. Отриману суміш ретельно перемішали, сформували брикети з використанням технології вібропрасування і витримали при температурі t°=20°С на протязі 28 діб. Міцність отриманих брикетів визначили для кожного з варіантів гранулометричного складу вихідної ши хти і відповідної кількості в'яжучого. Отримані результати (таблиця 3) показують, що міцність брикетів, отриманих відповідно до заявленого способу, відповідає вимогам приклади 1, 2, 3, 4, 5. Міцність брикетів із зерновим складом, що не відповідає заявленому, де великі фракції складають основну частину шихти (приклади 4, 5) трохи вище, однак у цьому випадку росте втрата портландцементу (11,3%, 10,2%). Міцність брикетів із зерновим складом переважним змістом дрібних фракцій (приклад 6) різко знижується при одночасному зниженні витрати портландцементу до 5,24%. Відносна витрата цементу стосовно маси шихти для забезпечення необхідної міцності складає: під 7,77% до 11,3%. Для порівняння спосіб відповідно до прототипу для межі міцності 8 14,72MПa вимагає витрати портландцементу близько 18%. Результати приведених прикладі, реалізації способу, що заявляється, свідчать про вирішення поставленої задачі - одержання міцного брикету з заданими металургійними властивостями носіями і з мінімальним вмістом в'яжучого. Заданий хімічний склад брикету визначений хімічним складом залізовмісних матеріалів. При цьому мінімальна витрата в'яжучого не тільки дозволяє знизити вартість брикету, але й у мінімальному ступені впливати па металургійні властивості брикету н частині хімічного складу, і, крім того, брикет має задану пористість. Міцність брикету визначена структурою взаєморозташованих фракцій шихти і необхідною і достатньою кількістю в'яжучого. Таблиця 1 Розмір фракції eі - питома порізність Менш, ніж 0,1 0-5 5-8 8-12 0,16 0,25 0,27 0,33 Таблиця 2 № п/п 1 2 3 4 5 6 Вміст фракцій в суміші, частка одиниці а1 а2 а3 а4 0-0,1 0-5 5-Н 8-12 0 0,3 0,5 0,2 0,2 0,1 0,6 0,1 0,1 0,2 0,1 0,6 0 0 0 1 0,05 0,05 0,2 0,7 0,3 0,6 0,05 0,05 № Порізність п/п суміші 1 2 3 4 5 6 0,276 0,252 0,291 0,33 0,3055 0,196 Порізність суміш, частка одиниці 0,276 0,252 0,291 0,33 0,3055 0,196 Об'єм пор для заповнення (e å - e зад ) , e зад =0,08 0,196 0,172 0,211 0,25 0,2255 0,116 Густість зв'язуючого т/м 3 1,545 1,545 1,545 1,545 1,545 1,545 Кількість зв'язуючого Т на 10м 3 шихти 3,03 2,657 3,26 3,863 3,484 1,792
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for briquettes making for metallurgical production
Автори англійськоюKovaliov Dmytro Arsentiiovych, Vaniukova Natalia Dmytrivna, Kovaliov Oleksandr Dmytrovych, Kovaliov Maksym Dmytrovych
Назва патенту російськоюСпособ изготовления брикетов для металлургического производства
Автори російськоюКовалев Дмитрий Арсентьевич, Ванюкова Наталья Дмитриевна, Ковалев Александр Дмитриевич, Ковалев Максим Дмитриевич
МПК / Мітки
МПК: C22B 1/242
Мітки: металургійного, брикетів, виробництва, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-31278-sposib-vigotovlennya-briketiv-dlya-metalurgijjnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення брикетів для металургійного виробництва</a>
Спосіб виготовлення залізовмісних брикетів на основі відходів металургійного виробництва
Номер патенту: 75527
Опубліковано: 17.04.2006
Автори: Крівченко Юрій Сергійович, Бичков Сергій Васильович, Банніков Юрій Григорович, Шишняк Юрій Трохимович, Степанов Максим Федотович
МПК: C22B 1/00, C21C 5/52, C21C 3/00, C22B 1/24
Мітки: залізовмісних, брикетів, відходів, спосіб, металургійного, основі, виробництва, виготовлення
Формула / Реферат:
(21) 20040907290 (57) Спосіб виготовлення залізовмісних брикетів на основі відходів металургійного виробництва, який містить підготовку шихтових матеріалів, до яких входять окислений залізовмісний матеріал та сполучне, їх змішування з утворенням шихти та подальше вібропресування шихти до одержання брикетів, який відрізняється тим, що, як окислений залізовмісний матеріал використовують знемаслену зневоднену вторинну прокатну...
Шихта для виготовлення брикетів для металургійного виробництва на основі промислових відходів, що містять окислений залізовмісний матеріал
Номер патенту: 82024
Опубліковано: 25.02.2008
Автори: Крівченко Юрій Сергійович, Бичков Сергій Васильович, Степанов Максим Федотович, Лякса Андрій Володимирович, Шишняк Юрій Трохимович
МПК: C22B 1/244, C22B 1/24, C21B 3/00, C22B 1/242, C21C 5/52, C22B 1/243
Мітки: промислових, залізовмісний, металургійного, шихта, брикетів, виготовлення, матеріал, виробництва, відходів, окислений, містять, основі
Формула / Реферат:
1. Шихта для виготовлення брикетів металургійного виробництва на основі промислових відходів, що містять окислений залізовмісний матеріал, сполучне і воду, яка відрізняється тим, що як окислений залізовмісний матеріал шихта містить видобутий з відходів збагачення залізної руди залізорудний концентрат, який містить фракції від 0,1 мм до 10 мм, при наступному співвідношенні залізорудного концентрату і сполучного, мас. %: видобутий з...
Спосіб виготовлення залізовмісних брикетів на основі відходів металургійного виробництва
Номер патенту: 74458
Опубліковано: 15.12.2005
Автори: Банніков Юрій Григорович, Шишняк Юрій Трохимович, Бичков Сергій Васильович, Крівченко Юрій Сергійович, Степанов Максим Федотович
Мітки: виготовлення, брикетів, виробництва, спосіб, основі, металургійного, відходів, залізовмісних
Формула / Реферат:
1. Спосіб виготовлення залізовмісних брикетів на основі відходів металургійного виробництва, що включає підготування шихти для брикетів та сполучних добавок, їх змішування та пресування утвореної суміші з одночасним впливом на неї вібрацією, який відрізняється тим, що як відходи металургійного виробництва використовують окалиномасловмісні шлами вторинних відстійників прокатних цехів, які змішують з мийним розчином, промивають отриману суміш,...
Спосіб виготовлення брикетів для металургійного виробництва на основі промислових відходів, що містять окислений залізовмісний матеріал
Номер патенту: 81590
Опубліковано: 10.01.2008
Автори: Крівченко Юрій Сергійович, Шишняк Юрій Трохимович, Бичков Сергій Васильович, Лякса Андрій Володимирович, Степанов Максим Федотович
МПК: C22B 3/00, B03B 7/00, C22B 1/242
Мітки: основі, матеріал, спосіб, відходів, окислений, промислових, залізовмісний, виготовлення, металургійного, містять, брикетів, виробництва
Формула / Реферат:
1. Спосіб виготовлення брикетів для металургійного виробництва на основі промислових відходів, що містять окислений залізовмісний матеріал, який включає видобування окисленого залізовмісного матеріалу з промислових відходів, змішування його із сполучним і подальше формування брикетів, який відрізняється тим, що як промислові відходи, що містять окислений залізовмісний матеріал, використовують відходи збагачення залізної руди, а видобування...
Шихта для виготовлення залізовмісних брикетів для металургійного виробництва
Номер патенту: 5822
Опубліковано: 15.03.2005
Автори: Степанов Максим Федотович, Банніков Юрій Григорович, Крівченко Юрій Сергійович, Шишняк Юрій Трохимович, Бичков Сергій Васильович
МПК: C21C 5/52, C22B 1/242, C21B 3/00, C22B 1/24
Мітки: шихта, брикетів, металургійного, залізовмісних, виготовлення, виробництва
Формула / Реферат:
1. Шихта для виготовлення залізовмісних брикетів для металургійного виробництва, що містить окислений залізовмісний матеріал та зв’язуюче, яка відрізняється тим, що вона містить як окислений залізовмісний матеріал знемаслену вторинну прокатну окалину, яка містить фракцію до 1,00 мм у кількості 80-90% від своєї маси та дрібнофракційну 0,05-0,75 мм збагачену залізовуглецевмісну частину шламів металургійних виробництв в наступному співвідношенні...
Попередній патент: Елемент художнього та палацового паркету
Наступний патент: Спосіб визначення пестицидів гамма-ізомеру 1,2,3,4,5,6-гексахлорциклогексану і 4,4-дихлордифенілтрихлорметилметану у цукрі
Випадковий патент: Спосіб виготовлення керамічної цегли-сирцю