Спосіб безповітряного розпилу вогнезахисних лакофарбових матеріалів виробництва “а+в” україна”

Формула / Реферат
1. Спосіб безповітряного розпилу вогнезахисних лакофарбових матеріалів, що включає тиск на матеріал в агрегаті, підбір діаметра сопла форсунки, який відрізняється тим, що тиск на агрегаті нормують на рівні 0,3-0,8 МПа або на рівні 18-24 МПа, а діаметр форсунки підбирають по двох параметрах: діаметру сопла і по куту розхилу конуса струменя, причому для матеріалу з високою в'язкістю встановлюють фіксований діаметр сопла 0,5-0,9 мм, а для матеріалу з середньою в'язкістю регулюють зниження технологічних втрат за рахунок зменшення діаметра сопла до 0,45-0,5 мм.
2. Спосіб за п. 1, який відрізняється тим, що тиск на агрегаті з пневмоприводом нормують на рівні 0,3-0,8 МПа, причому пневмогідропідсилення на агрегаті для безповітряного розпилу вогнезахисного матеріалу встановлюють 40:1.
Текст
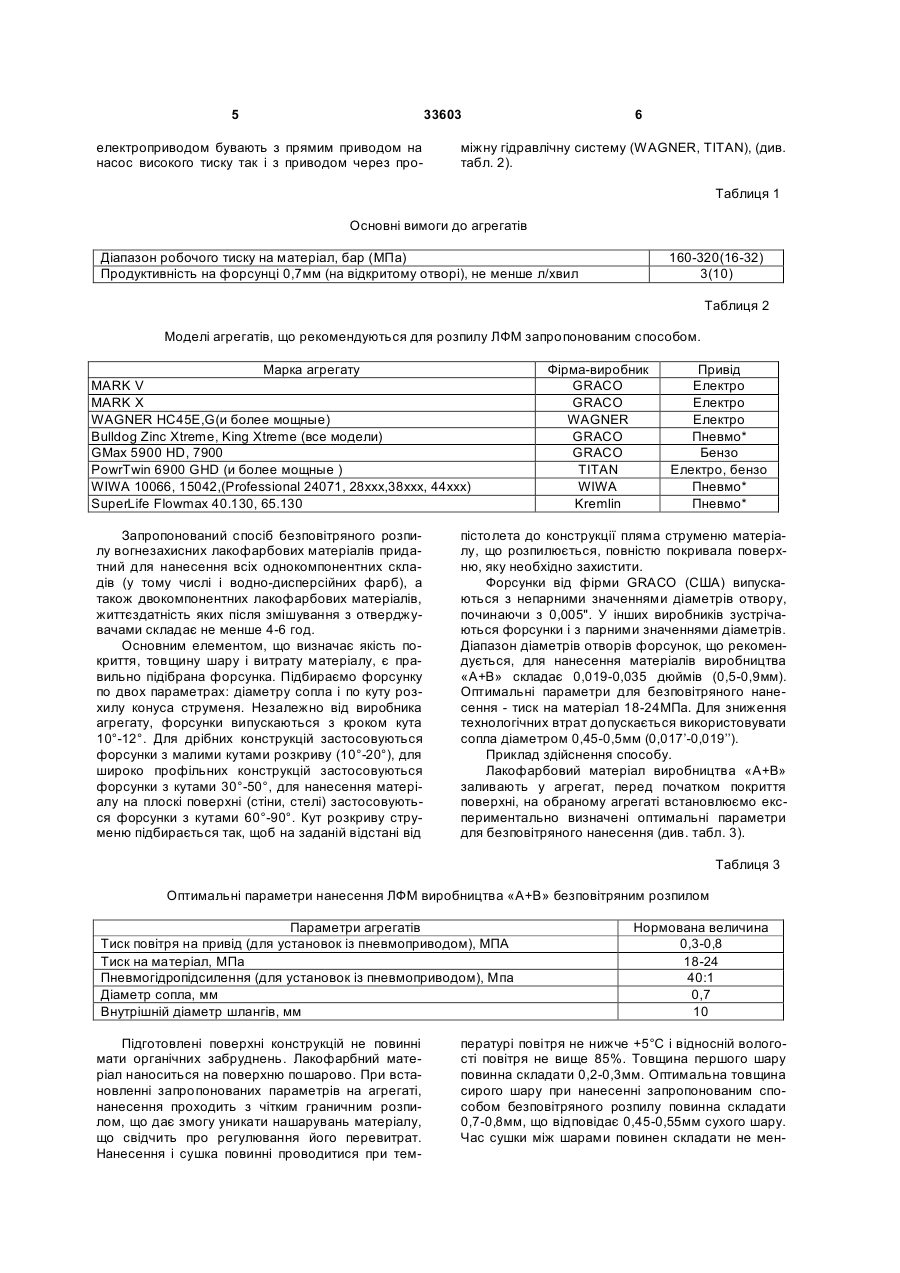
1. Спосіб безповітряного розпилу вогнезахисних лакофарбових матеріалів, що включає тиск на матеріал в агрегаті, підбір діаметра сопла форсунки, який відрізняється тим, що тиск на агрегаті нормують на рівні 0,3-0,8 МПа або на рівні 1824 МПа, а діаметр форсунки підбирають по двох 3 конструкцію, нормовану товщину шару вогнезахисного покриття. Поставлене завдання досягається тим, що у способі безповітряного розпилу вогнезахисних лакофарбових матеріалів виробництва «А+В», який включає тиск на матеріал в агрегаті, підбір діаметра сопла форсунки, згідно корисної моделі, при безповітряному розпилу тиск в агрегаті нормують на рівні 18-24МПа, а діаметр форсунки підбирають по двох параметрах: діаметру сопла і по куту розхилу конуса струменя, причому для матеріалу з високою в'язкістю встановлюють фіксований діаметр сопла 0,5-0,9мм, а для матеріалу з середньою в'язкістю регулюють зниження технологічних втрат ЛФМ за рахунок зменшення діаметра сопла до 0,45-0,5мм. Тиск в агрегатах з пневмоприводом нормують на рівні 0,3-0,8МПа, причому пневмогідропідсилення на агрегаті для безповітряного розпилу вогнезахисного матеріалу встановлюють 40:1. Установка для безповітряного розпилювання ЛФМ складається з трьох основних частин - це насос для нагнітання тиску ЛФМ, шланги для транспортування ЛФМ від насоса до розпилювача і розпилювач (пістолет). Як правило, виробники пропонують на вибір різні комбінації насосів, шлангів і розпилювачів. Для нанесення вогнезахисних складів лакофарбового типу, вироблюваних компанією «А+В», необхідно застосовувати тільки безповітряні агрегати високого тиску плунжерного (поршневого) типу. Агрегати високого тиску з насосами мембранного типу не забезпечують необхідну продуктивність і тиск. Застосування повітряних розпилювачів (фарбопультів) неприпустиме. Тільки безповітряне розпилювання дозволяє: використовувати малорозбавлені матеріали; наносити покриття великої товщини (для дуже густих продуктів); використовувати шланги дуже великої довжини та забезпечити коефіцієнт перенесення матеріалу не менше 60%. Такі агрегати можуть мати електричний, бензиновий або пневматичний привід. Насоси для безповітряного розпилювання працюють в діапазоні 12...40МПа. Підбір оптимальних параметрів для вказаних агрегатів безповітряного розпилу визначали за наступним принципом: чим вище в'язкість матеріалу, тим вище потрібний тиск. Ця характеристика впливає на продуктивність і на діапазон в'язкості лакофарбових матеріалів, які можемо наносити за допомогою даного насоса. З розрахунку щодо насосів, які працюють від пневмопривода, влаштовані за принципом перетворення і примноження тиску стисненого повітря в тиск рідини. Потужність такого насоса виражали в числовому вигляді, наприклад, 30:1, це значить, кожна атмосфера стисненого повітря перетвориться в тридцять атмосфер рідини (ЛФМ). Але при виборі насоса з пневмоприводом слід також враховувати, що при тиску повітря нижче 1,2 атмосфер (0,12МПа) такі насоси працюють не стабільно і навіть зупиняються, а при тиску, наближеному до 6-7 атмосфер (0,6-0,7МПа), працюють з перевантаженням, що різко скорочує ресурс не тільки самого насоса, але і розпилювача. Оптимальним робочим тиском повітря для насосних приводів є діапазон від 1,5...5 33603 4 атмосфер (0,15...0,5МПа). Для визначення оптимальних параметрів ми математично множимо ці значення на потужність конкретного насоса, отримуємо реальний робочий діапазон тиску ЛФМ для даного насоса. Наприклад, для того ж насоса із співвідношенням 30:1, робочий тиск ЛФМ буде в діапазоні від 45...150 атмосфер (4,5-15МПа). Від цієї характеристики залежать, по-перше, з якою швидкістю розпилювач зможе рухатися над оброблюваною поверхнею, по-друге, чи зможемо наносити ЛФМ середньої і високої в'язкості (чим вище в'язкість матеріалу, тим більший його об'єм можна нанести на одиницю площі), по-третє, яку кількість розпилювачів (робочих постів) вдасться живити від одного насоса. Всі насоси для безповітряного і комбінованого розпилювання мають циклічний принцип дії. Звідси висновок: продуктивність насоса рівна кількості циклів в одиницю часу, помноженому на об'єм одного циклу. Кількість циклів в 1хв у таких насосів приблизно однакова і варіює в діапазоні 30...60. Відповідно можна навести приклад розрахунку: для повноцінної роботи одного розпилювача (робочого поста), наприклад, з форсункою діаметром 0,18мм, нанесення ЛФМ в'язкістю до 30 секунд (по віскозиметру Din-4), достатньо насоса продуктивністю 0,25л/хв. або 0,006л за один цикл. Для підрахунку оптимальних параметрів такожпотрібна довжина (відстань), яка визначається віддаленістю насоса від розпилювача і граничний (максимальний) тиск, який залежить від максимальної в'язкості лакофарбового матеріалу. Характеристики розпилювача залежать від конструкції форсунки, а значить, і вибір безповітряного розпилювача умовно можна звести до вибору форсунки. Основними характеристиками форсунки є діаметр матеріального каналу, і глибина щілиноподібного пропилу. Так для розрахунку оптимального розпилу (нанесення) ЛФМ та для контролю витрат матеріалу визначаємо діаметр форсунки. Ця характеристика залежить від в'язкості матеріалу і впливає на продуктивність розпилювача. Чим більше діаметр форсунки, тим більше в'язкий матеріал можна нанести і тим вище продуктивність розпилювача. Як вже вказувалося раніше, ширина розкриття струменя на безповітряному розпилювачі не регулюється і залежить тільки від конструкції форсунки. Підбираючи необхідну ширину струменя, слід йти по шляху підбору відповідної форсунки. Конструктивно ширина струменя залежить від глибини щілиноподібного пропилу в головці форсунок. Чим глибше пропил - тим ширше струмінь. Не складно зрозуміти, яке велике значення має симетричність і правильна форма форсунки та правильно визначений та встановлений її діаметр, що суттєво впливає на якість розпилювання. Найпростіші для здійснення способу агрегати з пневмоприводом типу WIWA, Kremlin (FLOWMAX), для яких робоче співвідношення тиску складає від 30/1 до 60/1. Для забезпечення нормальної роботи таких машин компресор (або пневмосистема) повинен забезпечувати продуктивність при заданому тиску 90-160куб.м/годину (див. табл.1). Агрегати з 5 33603 електроприводом бувають з прямим приводом на насос високого тиску так і з приводом через про 6 міжну гідравлічну систему (WAGNER, TITAN), (див. табл. 2). Таблиця 1 Основні вимоги до агрегатів Діапазон робочого тиску на матеріал, бар (МПа) Продуктивність на форсунці 0,7мм (на відкритому отворі), не менше л/хвил 160-320(16-32) 3(10) Таблиця 2 Моделі агрегатів, що рекомендуються для розпилу ЛФМ запропонованим способом. Марка агрегату MARK V MARK X WAGNER HC45E,G(и более мощные) Bulldog Zinc Xtreme, King Xtreme (все модели) GMax 5900 HD, 7900 PowrTwin 6900 GHD (и более мощные ) WIWA 10066, 15042,(Professional 24071, 28xxx,38xxx, 44xxx) SuperLife Flowmax 40.130, 65.130 Запропонований спосіб безповітряного розпилу вогнезахисних лакофарбових матеріалів придатний для нанесення всіх однокомпонентних складів (у тому числі і водно-дисперсійних фарб), а також двокомпонентних лакофарбових матеріалів, життєздатність яких після змішування з отверджувачами складає не менше 4-6 год. Основним елементом, що визначає якість покриття, товщину шару і витрату матеріалу, є правильно підібрана форсунка. Підбираємо форсунку по двох параметрах: діаметру сопла і по куту розхилу конуса струменя. Незалежно від виробника агрегату, форсунки випускаються з кроком кута 10°-12°. Для дрібних конструкцій застосовуються форсунки з малими кутами розкриву (10°-20°), для широко профільних конструкцій застосовуються форсунки з кутами 30°-50°, для нанесення матеріалу на плоскі поверхні (стіни, стелі) застосовуються форсунки з кутами 60°-90°. Кут розкриву струменю підбирається так, щоб на заданій відстані від Фірма-виробник GRACO GRACO WAGNER GRACO GRACO TITAN WIWA Kremlin Привід Електро Електро Електро Пневмо* Бензо Електро, бензо Пневмо* Пневмо* пістолета до конструкції пляма струменю матеріалу, що розпилюється, повністю покривала поверхню, яку необхідно захистити. Форсунки від фірми GRACO (США) випускаються з непарними значеннями діаметрів отвору, починаючи з 0,005". У інших виробників зустрічаються форсунки і з парними значеннями діаметрів. Діапазон діаметрів отворів форсунок, що рекомендується, для нанесення матеріалів виробництва «А+В» складає 0,019-0,035 дюймів (0,5-0,9мм). Оптимальні параметри для безповітряного нанесення - тиск на матеріал 18-24МПа. Для зниження технологічних втрат допускається використовувати сопла діаметром 0,45-0,5мм (0,017’-0,019’’). Приклад здійснення способу. Лакофарбовий матеріал виробництва «А+В» заливають у агрегат, перед початком покриття поверхні, на обраному агрегаті встановлюємо експериментально визначені оптимальні параметри для безповітряного нанесення (див. табл. 3). Таблиця 3 Оптимальні параметри нанесення ЛФМ виробництва «А+В» безповітряним розпилом Параметри агрегатів Тиск повітря на привід (для установок із пневмоприводом), МПА Тиск на матеріал, МПа Пневмогідропідсилення (для установок із пневмоприводом), Мпа Діаметр сопла, мм Внутрішній діаметр шлангів, мм Підготовлені поверхні конструкцій не повинні мати органічних забруднень. Лакофарбний матеріал наноситься на поверхню пошарово. При встановленні запропонованих параметрів на агрегаті, нанесення проходить з чітким граничним розпилом, що дає змогу уникати нашарувань матеріалу, що свідчить про регулювання його перевитрат. Нанесення і сушка повинні проводитися при тем Нормована величина 0,3-0,8 18-24 40:1 0,7 10 пературі повітря не нижче +5°С і відносній вологості повітря не вище 85%. Товщина першого шару повинна складати 0,2-0,3мм. Оптимальна товщина сирого шару при нанесенні запропонованим способом безповітряного розпилу повинна складати 0,7-0,8мм, що відповідає 0,45-0,55мм сухого шару. Час сушки між шарами повинен складати не мен 7 33603 ше 12 год при температурі навколишнього середовища не нижче +20°С. Із установки для безповітряного розпилу рекомендується видалити всі фільтри тонкого очищення на лінії подачі. Для зниження технологічних втрат використовуємо форсунку з діаметром 0,450,5мм (0,017"-0,019"). Покриття готове до експлуатації через 14 днів після нанесення останнього шару. Таким чином, запропонований спосіб встановлює та регламентує оптимальні значення показників нанесення вогнезахисних лакофарбових матеріалів виробництва «А+В», що дає змогу Комп’ютерна верстка І.Скворцова 8 контролювати та мінімізувати їх перевитрати та витримувати, при нанесенні на конструкцію, нормовану товщину шару вогнезахисного покриття. При нанесенні ЛФМ із заданими параметрами втрати матеріалу зменшуються на 5-10%, а коефіцієнт перенесення матеріалу на поверхню, що фарбується досягає 85% (в порівнянні з 40-65% у відомому способі-прототипі). Також запропонований спосіб безповітряного розпилу поліпшує вогнезахисні властивості покриття та забезпечує оптимальний ступінь захисту матеріалів від вогневого впливу. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of airless dispersion of fire-retardant paints manufactured by a+b ukraine
Автори англійськоюBuria Volodymyr Petrovych
Назва патенту російськоюСпособ безвоздушного распыления огнезащитных лакокрасочных материалов производства «а+в» украина»
Автори російськоюБуря Владимир Петрович
МПК / Мітки
МПК: C09K 21/00, B27K 3/16, C09D 5/18
Мітки: виробництва, матеріалів, спосіб, україна, розпилу, ав, лакофарбових, безповітряного, вогнезахисних
Код посилання
<a href="https://ua.patents.su/4-33603-sposib-bezpovitryanogo-rozpilu-vognezakhisnikh-lakofarbovikh-materialiv-virobnictva-av-ukrana.html" target="_blank" rel="follow" title="База патентів України">Спосіб безповітряного розпилу вогнезахисних лакофарбових матеріалів виробництва “а+в” україна”</a>
Антипирен для виробництва вогнезахисних композиційних матеріалів
Номер патенту: 13874
Опубліковано: 25.04.1997
Автори: Мільто Олексій Олексійович, Петрова Елеонора Сергіївна, Мартиненко Владіслав Іванович, Курилець Мирон-Андрій Григорович
МПК: B27K 3/16
Мітки: матеріалів, виробництва, вогнезахисних, антипірен, композиційних
Формула / Реферат:
Применение водного раствора природного технического бишофита в качестве антипирена для производства огнезащитных композиционных материалов,
Спосіб одержання розчинників для лакофарбових матеріалів
Номер патенту: 17475
Опубліковано: 06.05.1997
Автор: Коломойцев Борис Борисович
МПК: C09D 7/00
Мітки: одержання, спосіб, розчинників, лакофарбових, матеріалів
Формула / Реферат:
Способ получения растворителей для лакокрасочных материалов путем смешивания летучих органических жидкостей: ароматического углеводорода, кетонов, спиртов и эфиров и последующего перемешивания до достижения однородного состояния смеси, отличающийся тем, что, в качестве этилового спирта используют эфиро-альдегидную фракцию этилового спирта.
Спосіб розпилу рідини та пристрій для його здійснення
Номер патенту: 42043
Опубліковано: 15.10.2001
Автори: Кидалюк Сергій Євгенович, Довгопол Володимир Іванович
МПК: B05B 1/14
Мітки: спосіб, розпилу, рідини, здійснення, пристрій
Формула / Реферат:
1. Спосіб розпилу рідини, який включає розподіл її на окремі потоки, попарне їх підведення назустріч один одному у вигляді закручених у протилежних напрямках тонких конусоподібних плівок і подальше їх зіткнення, який відрізняється тим, що розпил рідини здійснюється при взаємодії принаймні чотирьох потоків рідини, які утворюють принаймні два розташовані на тій самій осі пари суміжних зустрічно спрямованих потоків, принаймні два з яких після...
Спосіб уловлювання відходів лакофарбових матеріалів
Номер патенту: 12849
Опубліковано: 28.02.1997
Автори: Шломін Анатолій Миколайович, Нуз Григорій Львович, Коряков-Савойський Юрій Анатолійович, Лук'яненко Євген Петрович, Анісімов Микола Тимофійович, Денисенко Олександр Іванович
МПК: B03B 5/30
Мітки: лакофарбових, спосіб, уловлювання, відходів, матеріалів
Формула / Реферат:
(57) Способ улавливания отходов лакокрасочных материалов путем обработки их в смеси с водой и последующего отделения лакокрасочного материала, отличающийся тем, что обработку осуществляют переменным давлением от избыточного 110+150кПа до вакуумного 50кПа до всплывания лакокрасочного материала, насыщенного парами летучих веществ, на поверхность воды.
Стенд для визначення характеристик повітряно-рідинного потоку по зоні розпилу обприскувача

Номер патенту: 25257
Опубліковано: 10.08.2007
Автори: Заграфов Григорій Костянтинович, Малюжеч Володимир Олександрович
МПК: A01M 7/00
Мітки: визначення, розпилу, стенд, зони, характеристик, обприскувача, потоку, повітряно-рідинного
Формула / Реферат:
1. Стенд для визначення характеристик повітряно-рідинного потоку по зоні розпилу обприскувача, що містить основу, збірники робочої рідини, встановлені на останній з можливістю перекриття всієї зони розпилу обприскувача, і мірні ємності для визначення кількості робочої рідини, що потрапила в кожний збірник, який відрізняється тим, що основа виконана з можливістю вертикальної установки, а кожний збірник робочої рідини виконаний із бічними...
Попередній патент: Спосіб заряджання вибухових речовин у обводнені свердловини
Наступний патент: Сепаратор магнітно-циклонний пневматичний
Випадковий патент: Спосіб інтенсивного лікування шизофренії