Спосіб одержання чавуну
Номер патенту: 34476
Опубліковано: 15.03.2001
Автори: Волчок Іван Петрович, Егоров Андрій Олександрович, Колотілкін Олег Борисович
Текст
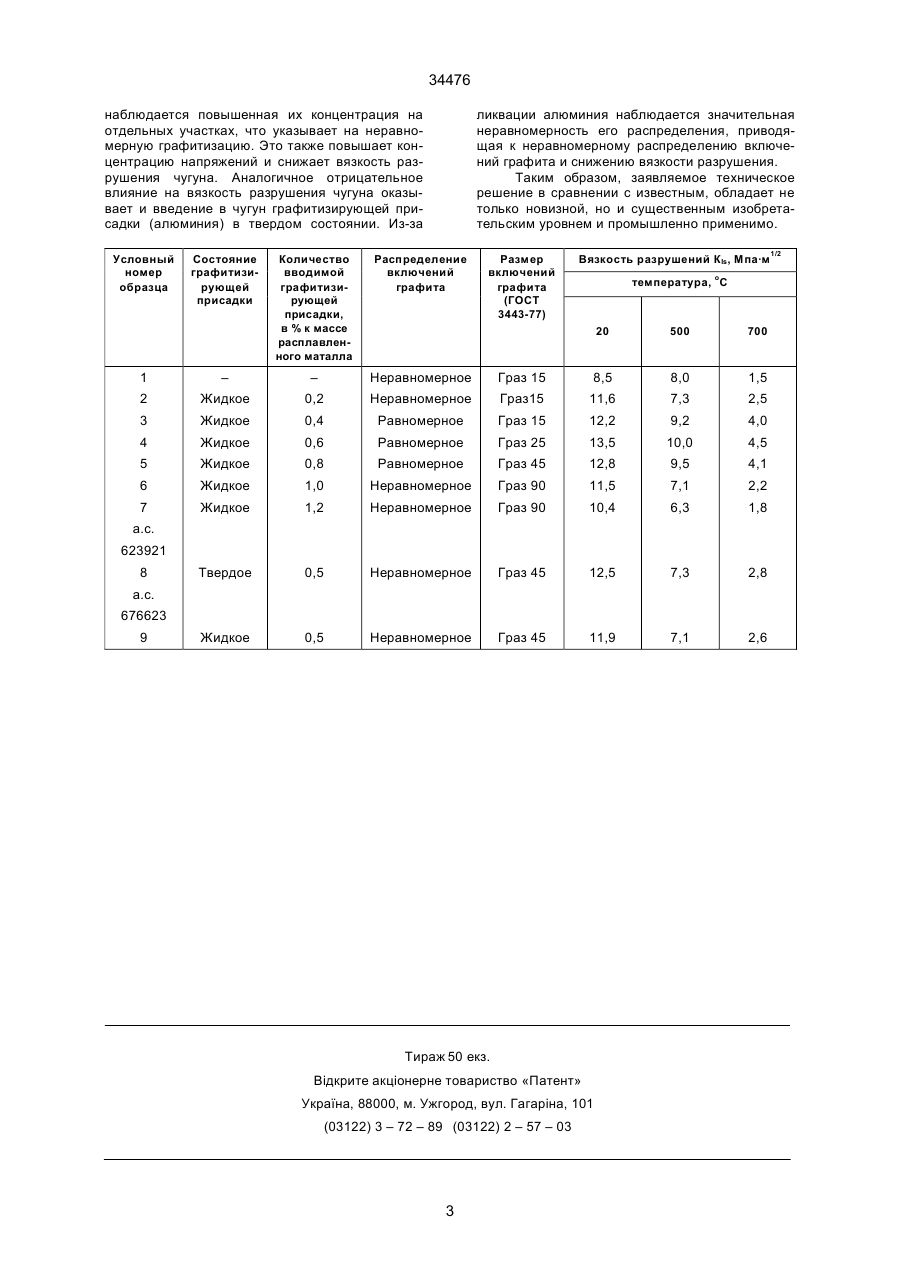
Способ получения чугуна, включающий последовательное его модифицирование графитизирующей присадкой и магнийсодержащей лигатурой, отличающийся тем, что в качестве графитизирующей присадки используют алюминий, причем алюминий вводят в расплавленном виде в количестве 0,4–0,8% от массы чугуна. В.Ш. Введение алюминия в расплавленном виде способствует более равномерному перемешиванию его с расплавленным металлом и способствует более равномерному распределению по телу отливки. Совместная обработка магнийсодержащей лигатурой и графитизирующей добавкой в известном способе не позволяет этого сделать, т.к. в процессе уменьшения или увеличения количества вводимой графитизирующей присадки (13) 34746 (11) UA В основу поставлена задача – добиться равномерного распределения графита и его измельчения при графитизации чугуна и, как следствие этого, повышения вязкости разрушения чугуна. Это в свою очередь повысит надежность и долговечность деталей, работающих при воздействии термоциклических нагрузок и агрессивных сред, например, деталей стеклоформующего инструмента. Поставленная задача решается тем, что в известном способе, включающем последовательное его модифицирование графитизирующей присадкой и магнийсодержащей лигатурой, в качестве графитизирующей присадки используют алюминий, причем алюминий вводят в расплавленном виде в количестве 0,4–0,8% от массы чугуна. Использование в качестве графитизирующей присадки алюминия и ввод его в расплавленном состоянии в количестве 0,4–0,8% от массы чугуна, позволяет создать дополнительные центры графитизации по всему объему, что приводит к равномерному распределению графита и повышает вязкость разрушения чугуна. (19) Изобретение относится к литейному производству, в частности, к способам получения чугуна с вермикулярной или шаровидной формой графита, предназначенное для изготовления деталей, работающих при воздействии термоциклических нагрузок и агрессивных сред, например, деталей стеклоформующего инструмента. Наиболее близким по технической сущности к заявляемому решению является способ получения чугуна, включающий модифицирование его магнийсодержащей лигатурой и графитизирующей присадкой. В качестве графитизирующей присадки используют ферросиликостронций. Известный способ получения чугуна позволяет достигнуть измельчения включений графита и устранить отбел [1]. Однако для достижения высоких показателей ряда служебных свойств чугуна, в том числе и вязкости разрушения, необходимо добиться не только измельчения включений графита, но и его равномерного распределения по телу отливки. Совместная обработка магнийсодержащей лигатурой и графитизирующей добавкой не позволяет этого сделать, т.к. в процессе обработки чугуна действие модификатора оказывается сильнее действия графитизирующей добавки и концентрация включений в различных микрообъемах чугуна оказывается неодинаковой, что снижает ряд свойств чугуна, в том числе и вязкость разрушения. К тому же графитизирующая добавка в виде ферросиликостронция требует более высоких температур, что не всегда можно достигнуть при производстве чугуна, особенно при производстве его в вагранках. C2 ____________________ 34476 ее действие на равномерное распределение графита не такое эффективное. Способ получения чугуна осуществляется следующим образом. Предварительно, перед подачей расплавленного чугуна в ковш на дно его укладывают измельченную до фракции 10–15 мм магнийсодержащую лигатуру ЖКМ–2. В струю подаваемого расплавленного чугуна подают алюминий в расплавленном состоянии, подаваемый в количестве 0,4–0,5% от массы чугуна, помещаемой в ковше. В процессе такой обработки расплавленный алюминий хорошо перемешивается с расплавленным чугуном и обеспечивает равномерное образование центров графитизации. После этого расплавленный чугун попадает в ковш и подвергается действию магнийсодержащей лигатуры. В процессе модифицирования в образовавшихся центрах графитизации, равномерно распределенных по телу отливки, графит приобретает мелкоизмельченную форму. Это создает равнонапряженное состояние матрицы чугуна и способствует повышению его вязкости разрушения, особенно при повышенных температурах. Это важное свойство чугуна играет основную роль в повышении надежности и долговечности ряда деталей, изготовленных из чугуна и испытывающих при эксплуатации влияние термоциклических нагрузок и агрессивных сред, например, стеклоформующего инструмента. Использование заявляемого способа получения чугуна, например, в стекольной промышленности для изготовления стеклоформующего инструмента позволит повысить вязкость разрушения чугуна, особенно при высоких температурах и повысить надежную и долговечную эксплуатацию стеклоформ. Это в свою очередь повысит качество и выпуск стеклоизделий, уменьшит простои стеклоформующих машин. Все это в конечном итоге позволит снизить затраты на изготовление основной продукции стекольных заводов – стеклоизделий. Для доказательства решения поставленной задачи выполнены следующие исследования. Образцы для исследований изготавливали из чугуна, полученного путем переплава литейного чугуна Л1 (ГОСТ 4832–80), передельного чугуна ПЛ1 (ГОСТ 805–80) с добавкой феррохрома ФХ650 (ГОСТ 4557–79) в индукционной печи ПЧТ 0,16. Перед выпуском расплавленного металла, в предварительно разогретый разливочный ковш ем. 20 кг, подавали измельченную до фракции 10–15 мм и подогретую до температуры 200оС железокремниймагниевую лигатуру ЖКМ–2 (ТУ 14–5–27–75). Температура расплавленного чугуна в момент выпуска из печи составляла 1450оС. В струю расплавленного чугуна подавали графитизатор в расплавленном состоянии (расплавленный алюминий АЛ ГОСТ 2685–75, разогретый до температуры 550оС). Заливку металла осуществляли в сухие литейные формы трефовидной формы. В процессе такой обработки расплавленный алюминий хорошо перемешивался с расплавленным чугуном и обеспечивал равномерное образование центров графитизации. После этого чугун взаимодействовал с железокремниймагниевой лигатурой, которая приводила к образованию компактной (вермикулярной) или чисто шаровидной формы графита при равномерном его распределении по сечению отливки. Это в свою очередь создавало равнонапряженное состояние матрицы чугуна и способствовало повышению его вязкости разрушения, особенно при повышенных температурах. Полученный таким образом чугун имел следующий химический состав, в мас.%: 3,22 углерода; 3,1 кремния; 0,22 марганца; 0,5 хрома; 0,02 серы; 0,05 фосфора; 0,03 магния. Количество алюминия изменялось в зависимости от его вводимого количества методом фракционной разливки. Параллельно получали отливки из чугуна при помощи известных способов ("Способ получения высокопрочного чугуна" по а.с. 624921 и "Способ получения чугуна" по а.с. 676623), при этом алюминий подавали в ковш в твердом состоянии. Из полученных отливок вырезали цилиндрические образцы диаметром 14 мм и длиной 140 мм для определения вязкости разрушения КIС. Испытания проводили на установке УМЭ– 10ТМ при температурах 20, 500 и 700оС при скорости нагружения 1 мм/мин. Определение КІС осуществляли по методике ФМИ им. Г.В. Карпенко АН УССР (Методы и средства оценки трещиностойкости конструкционных материалов: Сб.научн.трудов. – К.: Наукова думка, 1981. – 313 с.), согласно формуле: KIs = P* × f D× D , где P* – максимальное разрывное усилие, Н; f = 0,7879 1 - e e 2 1 - 0,8012 e – безразмерная функ циональная зависимость; D e= к D D – диаметр образца, м; Dк – диаметр концентратора, м. Результаты испытаний, представленные в таблице, показывают, что вязкость разрушения чугуна, особенно при повышенных температурах, во многом зависит от формы графитовых включений и их равномерного распределения. Лучшие результаты в этом отношении достигаются при вводе расплавленного алюминия в количестве 0,4–0,8% от массы расплавленного металла в ковше (условные номера образцов №№ 3, 4, 5). При меньшем количестве вводимой графитизирующей присадки, несмотря на присутствие мелкоизмельченного графита, его распределение по сечению неравномерное, что повышает концентрацию напряжений на концах графитовых включений, подтвержденную многими исследователями (например, Волчок И.П. и др. ФХММ. – 1984. – № 3. – C. 89–92) и снижает вязкость разрушения чугуна (КІС), особенно при повышенных температурах. При введении алюминия свыше 0,8% увеличиваются размеры графитовых включений и 2 34476 наблюдается повышенная их концентрация на отдельных участках, что указывает на неравномерную графитизацию. Это также повышает концентрацию напряжений и снижает вязкость разрушения чугуна. Аналогичное отрицательное влияние на вязкость разрушения чугуна оказывает и введение в чугун графитизирующей присадки (алюминия) в твердом состоянии. Из-за Условный номер образца Состояние графитизирующей присадки ликвации алюминия наблюдается значительная неравномерность его распределения, приводящая к неравномерному распределению включений графита и снижению вязкости разрушения. Таким образом, заявляемое техническое решение в сравнении с известным, обладает не только новизной, но и существенным изобретательским уровнем и промышленно применимо. Количество вводимой графитизирующей присадки, в % к массе расплавленного маталла Распределение включений графита Размер включений графита (ГОСТ 3443-77) Вязкость разрушений КIs, Мпа·м о температура, С 20 500 700 1 – – Неравномерное Граз 15 8,5 8,0 1,5 2 Жидкое 0,2 Неравномерное Граз15 11,6 7,3 2,5 3 Жидкое 0,4 Равномерное Граз 15 12,2 9,2 4,0 4 Жидкое 0,6 Равномерное Граз 25 13,5 10,0 4,5 5 Жидкое 0,8 Равномерное Граз 45 12,8 9,5 4,1 6 Жидкое 1,0 Неравномерное Граз 90 11,5 7,1 2,2 7 Жидкое 1,2 Неравномерное Граз 90 10,4 6,3 1,8 Твердое 0,5 Неравномерное Граз 45 12,5 7,3 2,8 Жидкое 0,5 Неравномерное Граз 45 11,9 7,1 2,6 а.с. 623921 8 а.с. 676623 9 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3 1/2 34476 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod cast-iron reception
Автори англійськоюKolotilkin Oleh Borysovych, Volchok Ivan Petrovych, Yehorov Andrii Oleksandrovych
Автори російськоюКолотилкин Олег Борисович, Волчок Иван Петрович, Егоров Андрей Александрович
МПК / Мітки
МПК: C21C 1/10
Мітки: одержання, спосіб, чавуну
Код посилання
<a href="https://ua.patents.su/4-34476-sposib-oderzhannya-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання чавуну</a>
Спосіб одержання титанового чавуну
Номер патенту: 13811
Опубліковано: 25.04.1997
Автор: Любич Олександр Йосипович
МПК: C22C 37/00
Мітки: одержання, спосіб, титанового, чавуну
Формула / Реферат:
Способ получения титанового чугуна, включающий изготовление расходуемого электрода и его переплав, отличающийся тем, что электрод изготавливают полым, заполняют шихтой, переплав осуществляют открытой электрической дугой, при этом в состав шихты вводят (в г):Графит 70,0Ферротитан 320,0Силикокальций 14,0Ферромарганец 35,0Железный порошок 401,0.
Спосіб графітизуючої обробки чавуну
Номер патенту: 6171
Опубліковано: 29.12.1994
Автори: Тоцький Микола Григорович, Федорко Олександр Олександрович, Городецький Віктор Спіридонович, Лісовий Віктор Васильович, Махлін Володимир Яковлевич, Жигай Віктор Володимирович, Шишук Станіслав Юхимович, Єгоров Валентин Олександрович, Краузе Людмила Олександрівна, Тімченко Анатолій Федорович, Кінаш Олександр Олексійович, Михайленко Віктор Іванович
МПК: C21C 1/00
Мітки: чавуну, графітизуючої, обробки, спосіб
Формула / Реферат:
Способ графитизирующей обработки чугуна, включающий ввод в жидкий расплав азота, отличающийся тем, что одновременно с азотом в расплав вводят алюминий на 0,2...0,3% больше стехиометрического соотношения, обеспечивающего получение нитрида алюминия, при этом продолжительность выдержки расплава после ввода реагентов составляет 5-15 мин.
Спосіб одержання синтетичного чавуну
Номер патенту: 10668
Опубліковано: 25.12.1996
Автори: Ужва Микола Іванович, Могилевцев Олег Олексійович, Єременко Анатолій Павлович
МПК: C21C 1/10
Мітки: чавуну, одержання, спосіб, синтетичного
Формула / Реферат:
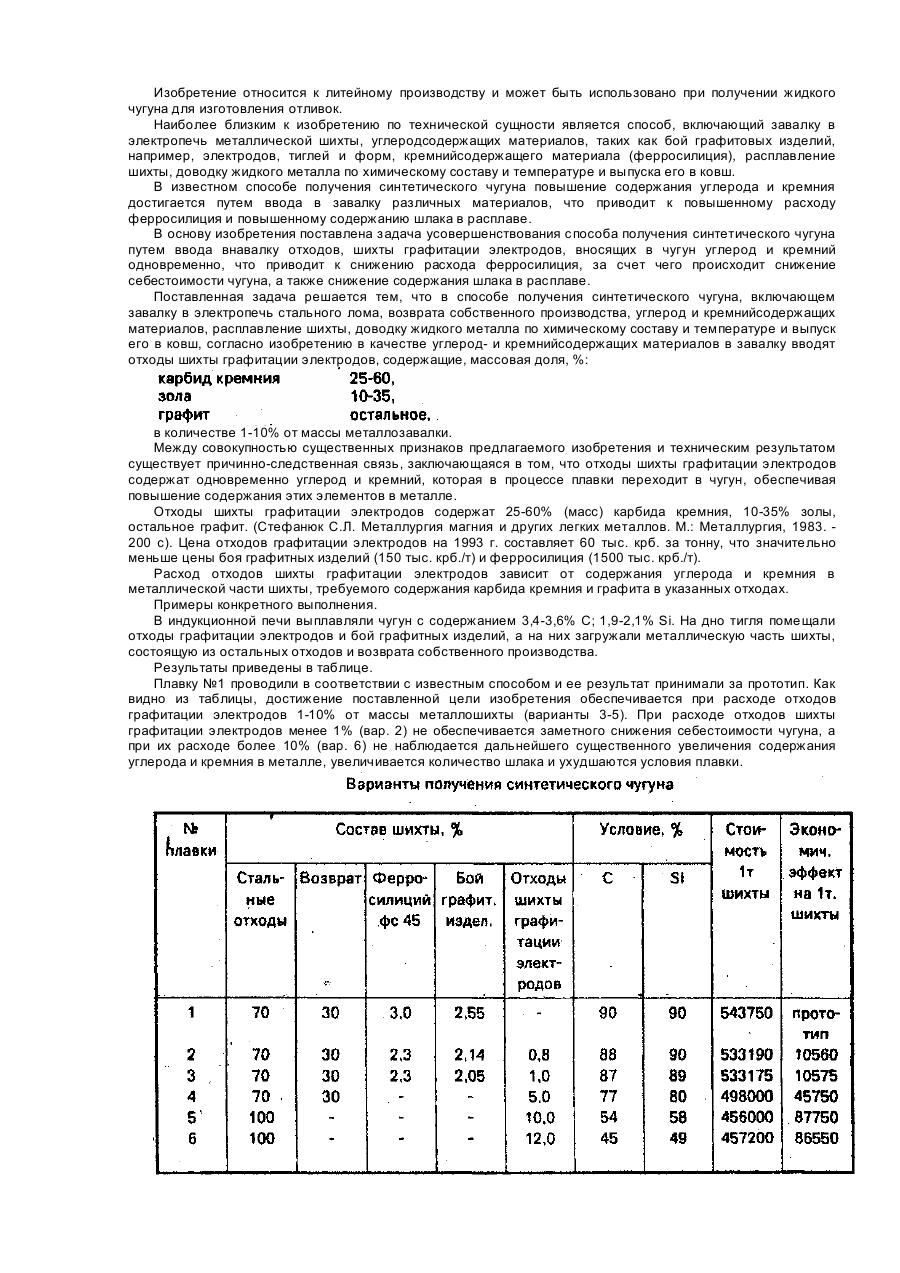
Способ получения синтетического чугуна, включающий завалку в электропечь стального лома, возврата собственного производства, углерод и кремнийсодержащих материалов, расплавление их, доводку жидкого металла по химическому составу и температуре и выпуск его в ковш, отличающийся тем, что в качестве углерод и кремнийсодержащих материалов и завалку вводят отходы графитации электродов, содержащие в мас.%:карбид кремния ...
Спосіб одержання синтетичного модифікованого чавуну
Номер патенту: 737
Опубліковано: 15.12.1993
Автори: Шуміхін Володимир Сергійович, Заверткін Олександр Сергійович, Шульга Василь Тимофійович, Сухарєв Леонід Григорович, Зорін Аркадій Петрович, Московка Віталій Іванович, Потрух Олександр Григорович
МПК: C21C 1/02
Мітки: одержання, спосіб, синтетичного, чавуну, модифікованого
Формула / Реферат:
Формула изобретения Способ получения синтетического модифицированного чугуна в индукционной печи промышленной частоты, заключающийся в расплавлении шихтовых материалов, термовременной обработке и модифицировании расплава, отличающийся тем, что, с целью повышения скорости и степени усвоения углерода при науглероживании расплава и прочностных свойств чугуна, исходный чугун доводят в печи по содержанию углерода до 70-80% от конечного...
Спосіб одержання чавуну з кулястим графітом
Номер патенту: 750
Опубліковано: 15.12.1993
Автори: Раздобарін Іван Григорович, Шульга Василь Тимофійович, Анішин Вячеслав Павлович, Московка Віталій Іванович, Потрух Олександр Григорович, Хуснутдінов Гіль Давлійович, Шуміхін Володимир Сергійович
МПК: C21C 1/10
Мітки: одержання, кулястим, чавуну, спосіб, графітом
Формула / Реферат:
Формула изобретенияСпособ получения чугуна с шаровидным графитом, включающий загрузку лигатуры, содержащей магний, в ковш и заливку расплавленного чугуна на лигатуру, отличающийся тем, что, с целью повышения степени усвоения магния расплавом, увеличения стабильности процесса модифицирования и улучшения санитарно-гигиенических условий труда, магнийсодержащую лигатуру загружают в ковш в виде мелкодисперсной модифицирующей смеси из 50-80%...