Спосіб одержання чавуну з кулястим графітом
Номер патенту: 750
Опубліковано: 15.12.1993
Автори: Раздобарін Іван Григорович, Шуміхін Володимир Сергійович, Потрух Олександр Григорович, Хуснутдінов Гіль Давлійович, Шульга Василь Тимофійович, Московка Віталій Іванович, Анішин Вячеслав Павлович
Формула / Реферат
Формула изобретения
Способ получения чугуна с шаровидным графитом, включающий загрузку лигатуры, содержащей магний, в ковш и заливку расплавленного чугуна на лигатуру, отличающийся тем, что, с целью повышения степени усвоения магния расплавом, увеличения стабильности процесса модифицирования и улучшения санитарно-гигиенических условий труда, магнийсодержащую лигатуру загружают в ковш в виде мелкодисперсной модифицирующей смеси из 50-80% магнийсодержащих присадок фракции 0,5-2 мм и 20-50% легкоплавких флюсующих добавок фракции 0,01-0,05 мм и уплотняют ее трамбовкой до образования на ее поверхности корочки.
Текст
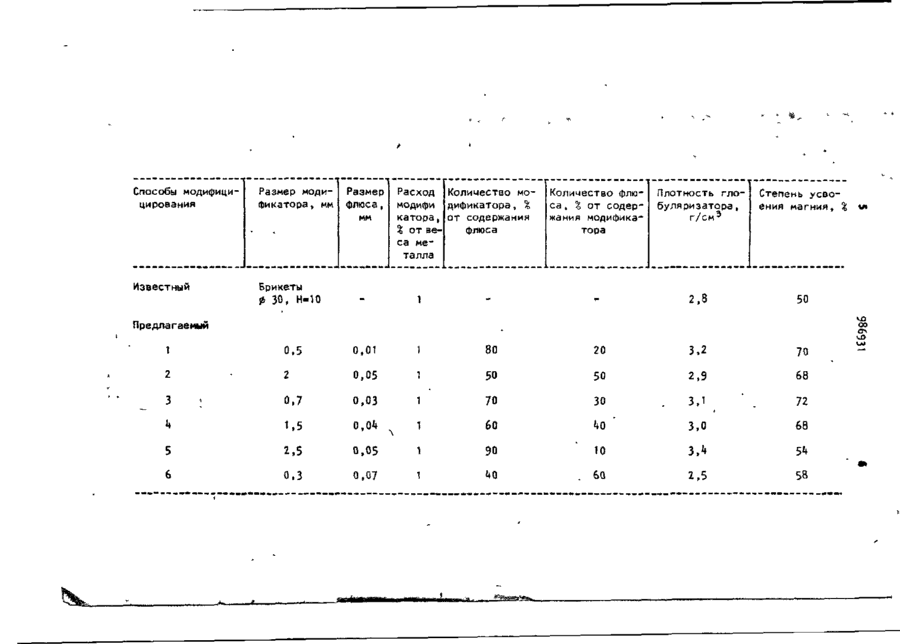
Союз Советских Социалистических Республик ОПИСАНИЕ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт. свнд-ву (22)3анвлено23.0^.81 (21) 3 2 7 9 2 ^ / 2 2 - 0 2 с присоединением заявки .№ |Ьсударств£нный квмктвт СССР во делан изобретений (23)Приоритет Опубликовано 0 7 . 0 1 . 8 3 . Бюллетень ЛЬ 1 Дата опубликования описания 0 7 . 0 1 , 8 3 изобретения (71) Заявитель С 21 С 1/10 ~ н открытий (72) Авторы (51 )М. КлТ (53)УДК 621.7*15. .3(088.8) В.Т. Шульга, B.C. Шумихин, Г.Д. Хуснутдинов, В.П. Анишин, И.Г. Раздобарин, В.И. Московка и А.Г. Потрух Институт проблем литья АН Украинской ССР (5Й) СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ 1 Изобретение относится к литейному производству, в частности к вопросу обработки чугуна модификаторами в ковше непосредственно перед заливкой в формы. Известен способ производства чугу- 5 на с шаровидным графитом с помощью сфероидизирующих веществ, содержащих силикат из группы, в которую входят амфибол и гуллит, либо содержащих магt o ний и бор [1 •}. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ производства чугуна с шаровидным графитом, и по которому расплавленный чугун залир-~^т на, лигатуру, содержащую магний и загруженную о выемку футеровки дна козыа, причем лигатуру применяют предпочтительно в виде блоков [2]20 Однако этот способ характеризуется невысокой степенью усвоения магния из лигатуры (порядка 25%) и нестабильностью процесса модифицирования. При наполнении ковша чугуном возможно всплывание лигатуры, что сопровождается контактом ли атуры с атмосферой и пироэффектом, при этом выделяются газы в атмосферу, что ухудшает санитарно-гигиенические условия труда. Целью изобретения является повышение степени усвоения магния расплавом, повышение стабильности процесса модифицирования и улучшение санитарно-гигиенических условий труда. Поставленная цель достигается тем, что согласно способу получения чугуна с шаровидным графитом, включающему загрузку лигатуры, содержащей магний, в кові" и заливку расплавленного чугуна на лигатуру, магнийсодержащую : •* < гатуру загружают в ковш в виде мелкодисперсной модифицирующей смеси из 5080% магнийсодержащих присадок фракции 0,5-2 мм и 20-50% легкоплавких Флюсующих добавок фракции 0,01-0,05 мм и уплотняют ее трамбоькой до образования нз ее поверхности корочки. З 98693 1 4 Сущность изобретения заключается возможно их всплытие на поверхность а следующем. металла с образованием большого пироВ предварительно подогретый до 700эффекта. 800°С ковш загружается ]-Ц% модифициСоотношение магниисодержащих прирующей смеем, состоящей из 50-80% маг- 5 садок к флюсующим добавкам в количестнййсодержащих присадок фракции 0,6ве от 1:1 до 1;** предотвращает ошла2 мм и $0~80% легкоплавких флюсующих ковывание первых. Равномерное их растдобавок фракции 0,01-0,05 мм. При ворение способствует уменьшению угара этом флюсующие добавки меньшей фракмагния и повышению стабильности модиции заполняют пустоты в массе модифи- 10 фицирования. цирующих присадок. Приготовленную таПределы по указанным соотношениям ким образом смесь в ковше уппотняют установлены экспериментальным путем. до образбвания слоя однородной массы •Крупность фракций легкоплавких флюс плотной коркой. Использование смесующих добавок в пределах 0,01-0,05 мм си из неодинаковых до крупной фракции ts необходима для того, чтобы они при компонентов и уплотнение препятствуют перемешивании с магниисодержащими приее всплыванию. Затем ковш на 2/3~ЗА садками равномерно заполняли пустоты объема заполняют чугуном с температумежду частицами модификатора, размер рой t*t50~1600°C. Донная реакция идет которых должен находиться в пределах по фронту расплавления. Жидкий чугун 20 0,5-2,0 мм. Это обеспечивает контакт подплавляет присадки и они постепенно жидкого металла и модифицирующей смереагируют с ним, а донная фракция осси только по поверхности раздела мотается на дне ковша. Этим обеспечивадифицирующая смесь - металл, предотют взаимодействие расплава с модифивращает проникновение жидкого металкатором по мере растворения его на 25 ла под модифицирующую смесь, а следогранице раздела. В результате достивательно, всплывание нерасплавившегогается равномерное, несколько замедся модификатора, пироэффект и газоленное протекание процесса взаимодейдымовыдепение. Реакция взаимодействия ствия модификатора с расплавом. При между металлом и модифицирующей смеэтом повышается стабильность процесса зо сью при этом идет только по Фронту и практически отсутствуют пироэффекты расплавления модифицирующей смеси, при модифицировании чугуна. Через 2'которая в расплавленном состоянии постепенно всплывает, пронизывая нахо3 мин после заливки и завершения продящийся над нею металл и реагируя с цессов взаимодействия модификатора с расплавом ковш доливают чугуном, уда- 35 ним без контакта с кислородом воздуха. Пределы по крупности фракций флюляют шлак и производят заливку. сующих добавок установлены опытным Использование магниисодержащих припутем. садок фракции 0,5~2 мм необходимо, чтобы процесс растворения в расплаве Сравнительные данные по применезаканчивался до всплытия их на поверх** нию известного и предлагаемого спосо«О бов приведены в таблице. ность расплава. Этим достигается устранение пироэффекта, а значит улучшеОжидаемый экономический эффект от ние санитарно-гигиенических условий применения предлагаемого способа со* , труда. Если крупность фракции меньше ставит по предварительному расчету 0,5 мм, то процесс модифицирования 45 120 тыс. руб. в год за счет снижения проходит очень быстро, что может прирасхода магниисодержащих присадок на вести к выбросам металла из ковша, а '35~**О% и повышения степени усвоения если крупность фракций больше 2 мм, магния расплавом на то растворение проходит медленно и Способы модифицицирования Размер модификатора» мм Размер флюса, мм • Известный Брикеты 0 30, Н-10 Расход Количество момодифи дификатора , % катора, от содержания флюса % от веса металла 1 Количество флюса, % от содержания модификатора Плотность глобуляризатора, г/см 5 Степень усвоения магния, % 2.8 50 со Предлагаемый КО 1 0.5 0.01 1 80 20 3,2 70 2 2 0.05 1 50 50 2.9 68 0.7 0.03 1 70 30 и 1,5 0.04 1 60 kO * 5 2.5 0.05 1 90 Ю 6 0.3 0.07 1 k0 . 60 72 3,0 68 Sh 2,5 58 7 Формула изобретения 98693 3 8 персной модифицирующей смеси из 50" 80% магниисодержащих присадок фракг Способ получения чугуна с шаровидцми 0,5~2 мм и 20-50? легкоплавких ным графитом, включающий загрузку лифлюсующих добавок фракции 0,01-0,05 мм гатуры, содержащей магний, в ковш и 5 и уплотняют ее трамбовкой до образоэаливку расплавленного чугуна на ливания на ее поверхности корочки, гатуру, о т л и ч а ю щ и й с я тем, ч т о , с целью повышения степени усвоеИсточники информации, ния магния расплавом, увеличения с т а принятые во внимание при экспертизе бильности процесса модифицирования и *0 1. Патент С А № ЗЗбОЗб^, Ш улучшения санитарно-гигиенических у с к л . 75~130, опублик. 1969яовий труда, магнийсодержащую л и г э т у 2. Патент Франции № 2 03^*822, ру загружают в ковш в виде мелкодиск л . С 21 С 1/10, 1971. Редактор М. Петрова Заказ 10212/2 Составитель Л. Кондратьев Техред 0. Неце Корректор Я. Бокшан Тираж ^66 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035* Москва, Ж-35# Раушская н а б . , д . *»/5 Филиал ППП " П а т е н т " , г. Ужгород, ул. Проектная, 'J
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining of spheroidal graphite cast iron
Автори англійськоюShulha Vasyl Tymofiiovych, Shumikhin Volodymyr Serhiiovych, Khusnutdinov Hil Davliiovych, Anishyn Viacheslav Pavlovych, Razdobarin Ivan Hryhorovych, Moskovka Vitalii Ivanovych, Potrukh Oleksandr Hryhorovych
Назва патенту російськоюСпособ получения чугуна с шаровидным графитом
Автори російськоюШульга Василий Тимофеевич, Шумихин Владимир Сергеевич, Хуснутдинов Гиль Давлиевич, Анишин Вячеслав Павлович, Раздобарин Иван Григорьевич, Московка Виталий Иванович, Потрух Александр Григорьевич
МПК / Мітки
МПК: C21C 1/10
Мітки: чавуну, спосіб, кулястим, одержання, графітом
Код посилання
<a href="https://ua.patents.su/4-750-sposib-oderzhannya-chavunu-z-kulyastim-grafitom.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання чавуну з кулястим графітом</a>
Спосіб одержання синтетичного модифікованого чавуну
Номер патенту: 737
Опубліковано: 15.12.1993
Автори: Заверткін Олександр Сергійович, Зорін Аркадій Петрович, Шульга Василь Тимофійович, Потрух Олександр Григорович, Шуміхін Володимир Сергійович, Московка Віталій Іванович, Сухарєв Леонід Григорович
МПК: C21C 1/02
Мітки: чавуну, одержання, спосіб, модифікованого, синтетичного
Формула / Реферат:
Формула изобретения Способ получения синтетического модифицированного чугуна в индукционной печи промышленной частоты, заключающийся в расплавлении шихтовых материалов, термовременной обработке и модифицировании расплава, отличающийся тем, что, с целью повышения скорости и степени усвоения углерода при науглероживании расплава и прочностных свойств чугуна, исходный чугун доводят в печи по содержанию углерода до 70-80% от конечного...
Розкислювач для чавуну
Номер патенту: 738
Опубліковано: 15.12.1993
Автори: Герліванов Євген Васильович, Кутузов Валентин Петрович, Ощепків Віталій Федорович
МПК: C21C 1/00
Мітки: чавуну, розкислювач
Формула / Реферат:
Формула изобретенияРаскислитель чугуна, содержащий карбид кремния или его шлам и известь, отличающийся тем, что, с целью повышения степени восстановления железа, снижения расхода электроэнергии и раскислителя, повышения рафинирующей способности раскислителя и устранения отбела литых заготовок, он дополнительно содержит техническую соду и отходы производства электродов при следующем соотношении компонентов, мас.%: Карбид ...
Спосіб одержання окислів металів
Номер патенту: 918
Опубліковано: 15.12.1993
Автори: Шахов Олександр Павлович, Дробязін Володимир Миколайович, Драчинська Ганна Григор'євна, Половнєва Світлана Прохорівна, Волконський Віктор Георгієвич
МПК: C01G 1/02
Мітки: окислів, металів, одержання, спосіб
Формула / Реферат:
(57) Способ получения окислов металлов, включающий нагрев металла в воздушной атмосфере, отличающийся тем, что, с целью повышения скорости процесса, нагрев осуществляют при одновременном облучении металла электронным пучком энергией 1-3 Мэв при плотности потока 1,5×1010-5×1012 эл×м-2×с-1.
Спосіб одержання високодисперсних порошків заліза та його сплавів

Номер патенту: 419
Опубліковано: 30.04.1993
Автори: Ремез Сергій Васильович, Рашевська Галина Казимирівна, Желібо Євгеній Петрович, Багрій Василь Андрійович
Мітки: сплавів, високодисперсних, спосіб, заліза, одержання, порошків
Формула / Реферат:
Способ получения высокодисперсных порошков железа и его сплавов, включающий электроосаждение частиц в двухслойной электролитической ванне, содержащей в верхнем слое раствор олеиновой кислоты в углеводородном растворителе, а в нижнем -водные растворы солей осаждаемых металлов, отделение, промывку полярные растворителем и последующую термообработку порошков, отличающийся тем что перед промывкой полярным растворителем порошок обрабатывают...
Спосіб одержання саліциламідопропілкремнезему
Номер патенту: 504
Опубліковано: 30.04.1993
Автори: Басюк Володимир Олександрович, Громовий Тарас Юрієвич, Хильчевська Олена Григорівна, Чуйко Олексій Олексійович
МПК: B01D 15/08, B01J 20/281
Мітки: одержання, саліциламідопропілкремнезему, спосіб
Формула / Реферат:
Формула изобретенияСпособ получения салициламидопропилкремнезема, включающий взаимодействие аминопропилкремнезема с ацилирующим реагентом при нагревании, отличающийся тем, что, с целью ускорения процесса при сохранении степени ацилирования аминогрупп не менее 50%, в качестве ацилирующего реагента используют салициловую кислоту, причем на 1 моль аминопропильных групп берут 1,5-2,5 моля салициловой кислоты, а нагревание проводят в...
Попередній патент: Спосіб очистки газових викидів від хлорорганічних домішок
Наступний патент: Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів
Випадковий патент: Магнітокомутуючий двомережевий генератор з самозбудженням