Спосіб продувки металу в подовій печі
Номер патенту: 3495
Опубліковано: 27.12.1994
Автори: Кущенко Олександр Іванович, Курпас Володимир Іванович, Дворядкін Борис Олександрович, Скороход Микола Михайлович, Чупров Віктор Михайлович, Петров Олександр Володимирович, Найдек Володимир Леонтійович, Глоба Микола Ілліч, Уніговський Яків Борисович, Соломін Генадій Васильович, Котіді Кіраліна Георгієвна

Формула / Реферат
Способ продувки металла в подовой печи, включающий подачу через сводовые фурмы основного количества окислителя струями, направленными в противоположные стороны вдоль продольной оси ванны, из которого 10-15% окислителя подают в ванну струями, направленными в горизонтальной плоскости под углом 75-115° к продольной оси ванны в противоположные друг другу стороны, отличающийся тем, что одновременно с окислителем со свода печи дополнительно подают топливо, по меньшей мере, тремя струями, расположенными симметрично оси сводовой фурмы на расстоянии 2-20 ее диаметров, при этом струи топлива наклонены под углом 82-98° к зеркалу металла.
Текст
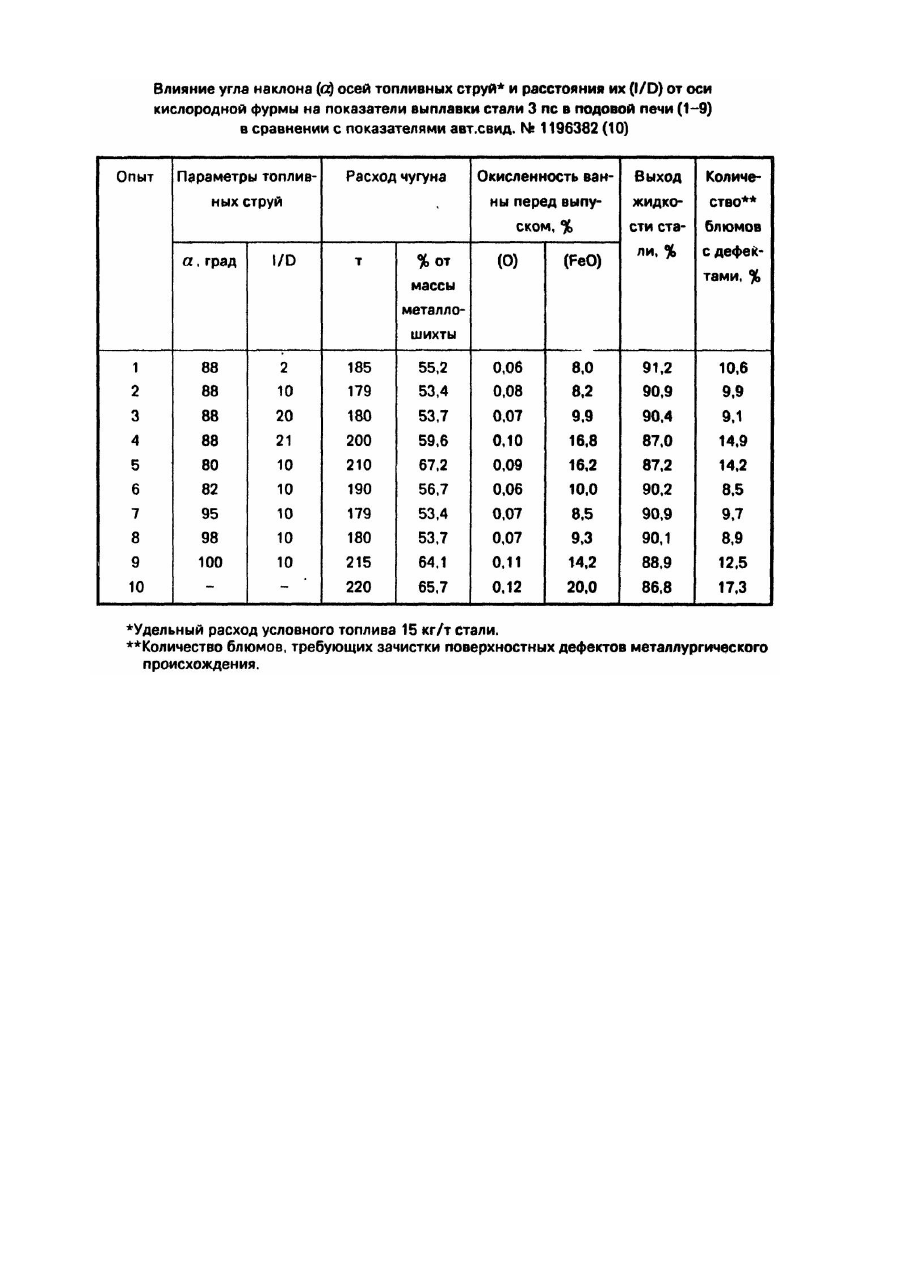
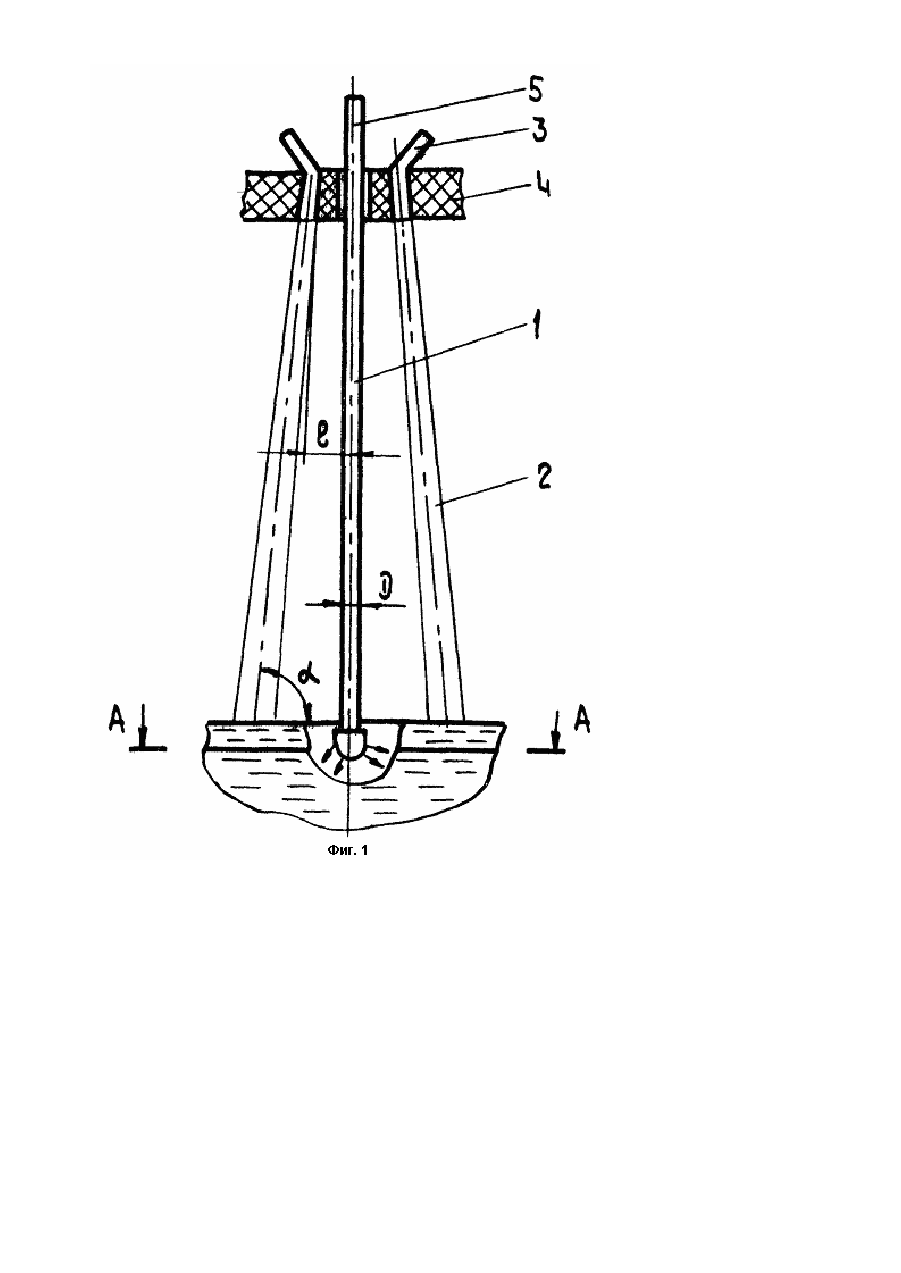
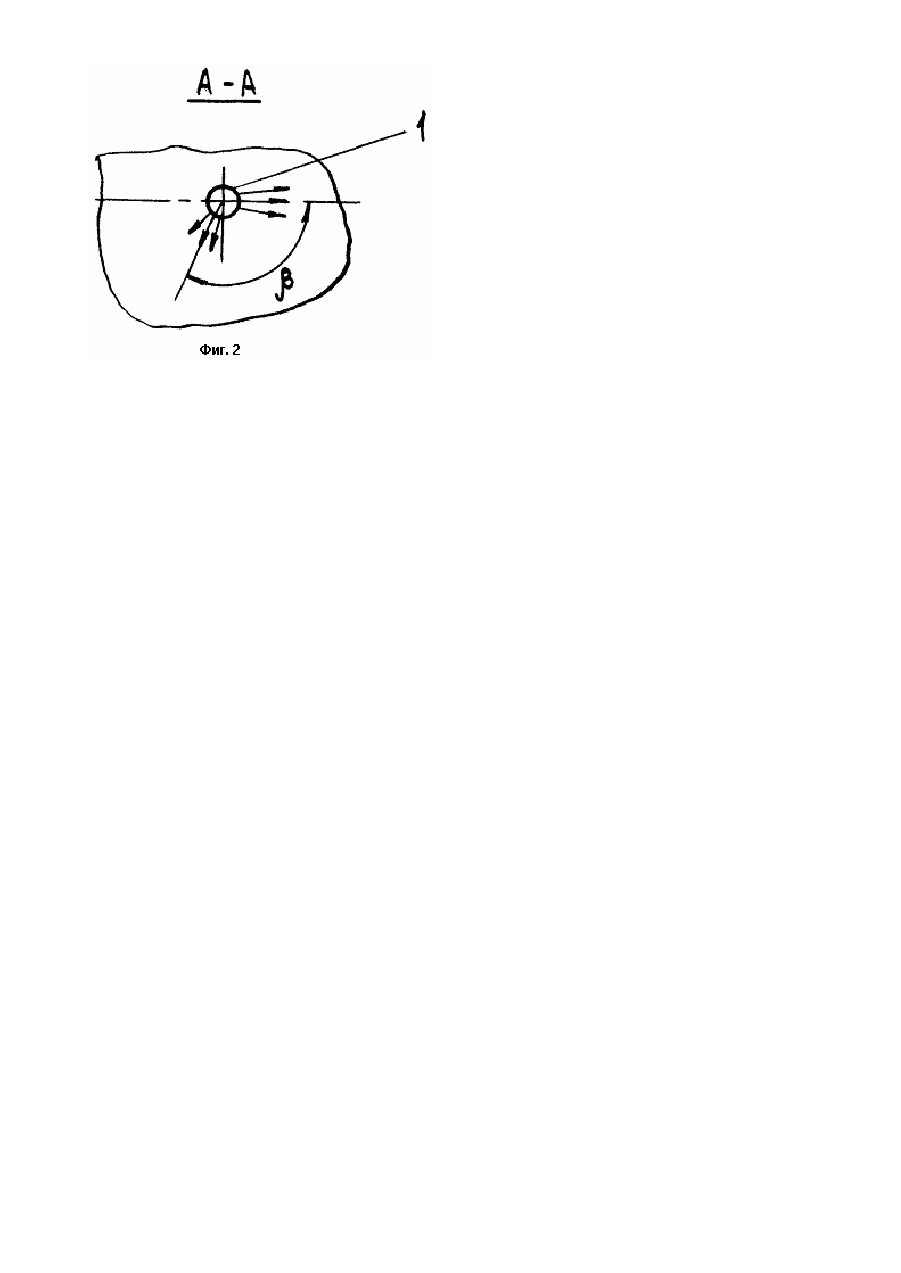
Изобретение относится к черной металлургии, а именно к способу выплавки стали в подовых печах. Известен способ продувки ванны мартеновской печи газообразным окислителем, который, с целью улучшения его усвоения и повышения стойкости футеровки, вводят под углом 10-40° к поверхности ванны с подачей 50-70% его количества в центр ванны струями, направленными в противоположные стороны вдоль продольной оси печи [1]. Однако, данный способ не позволяет повысить выход жидкой стали и снизить расход чугуна. Наиболее близким к заявляемому способу по технической сущности и достигаемому результата является способ продувки металла в подовой печи, согласно которому 10-15% окислителя вводят в ванну струями, направленными в горизонтальной плоскости под углом 75-115° к продольной оси ванны в противоположные стороны относительно друг др уга. При этом через сводовые фурмы основное количество окислителя подают струями, направленными в противоположные стороны вдоль продольной оси ванны [2]. Недостатками известного способа являются довольно высокий расход жидкого чугуна, тепло, которое, необходимо для обеспечения нормального хода нагрева ванны, а также повышенная окисленность металла и шлака, связанная с угаром железа при интенсивной кислородной продувке. В основу изобретения поставлена задача создания способа продувки металла в подовой печи, позволяющего снизить расход чугуна и повысить выход жидкой стали путем уменьшения окисленности металла и шлака. Поставленную задачу решают тем, что в способе продувки металла в подовой печи, включающем подачу через сводовые фурмы основного количества окислителя струями, направленными в противоположные стороны вдоль продольной оси ванны, из которого 10-15% окислителя подают в ванну стр уями, направленными в горизонтальной плоскости под углом 75-115° к продольной оси ванны в противоположные одна другой стороны, согласно изобретению, одновременно с окислителем со свода печи дополнительно подают топливо, по меньшей мере тремя струями, расположенными симметрично оси сводовой фурмы на расстоянии 2-20 ее диаметров, при этом струи топлива наклонены под углом 82-98° к зеркалу металла. На фиг. 1 и 2 приведена схема предлагаемого способа. Окислитель подают струями на поверхность расплава (металлошихты) посредством сводовых фурм 1. Меньшую часть от общего его количества вводят под углом β к продольной оси ванны в горизонтальной плоскости. Топливо подают струями 2 из сопел 3, наклоненных под углом α к зеркалу металла и расположенных на своде 4 на расстоянии l от оси 5 сводовой фурмы. В реакционной зоне, образуемой над расплавом в результате смешения отраженных от зеркала металла топливных струй с окислителем и окислительными отходящими газами, происходит горение топлива и дополнительный нагрев металла, что позволяет снизить расход жидкого чугуна как теплоносителя. Кроме того, уменьшается угар железа, в том числе окисленность металла и шлака за счет снижения концентрации кислорода в реакционной зоне, что способствует повышению выхода жидкой стали. Введение топлива струями, расположенными симметрично оси сводовой фурмы на расстоянии), равном 2-20 ее диаметров (D), способствует снижению расхода чугуна на 15,9-18,6%, повышение выхода жидкой стали на 3,4-3,6% (см. таблицу). При величине l/D меньшей 2 трудно обеспечить извлечение и замену сводовой фурмы. При величине l/D более 20 ухудшаются условия смещения топлива и кислорода, что приводит к увеличению расхода чугуна и снижению выхода жидкой стали из-за повышения окисленности металла и шлака (см. таблицу). При количестве струй топлива не менее трех обеспечивается эффективное смешение топлива и окислителя, что способствует снижению расхода чугуна и повышению выхода жидкой стали. При количестве струй топлива менее трех смешение топлива и окислителя протекает только в одной плоскости с весьма низкой эффективностью. При этом существенно повышается расход чугуна и снижается выход жидкой стали. Обеспечение угла наклона (a ) струй топлива к зеркалу металла, равного 82-98°. способствует эффективному смешению топлива и окислителя и понижению расхода чугуна, а также выхода жидкой стали. При величине a менее 88° струи топлива отклоняются от места истечения струй окислителя настолько, что происходит ухудшение эффективности смешения топлива и окислителя. Это приводит к возрастанию расхода чугуна и снижению выхода жидкой стали. С увеличением a более 98° топливные струи сближаются в месте истечения струй окислителя настолько, что происходит аэродинамический удар с ухудшением эффективности нагрева ванны. Расход чугуна возрастает, выход жидкой стали уменьшается (см. таблицу). В таблице приведены результаты полученных опытов. Пример. Опыты проводили в двухванном сталеплавильном агрегате садкой 2х300 т при выплавке стали 3 пс. Окислитель подавали посредством трех сводовых шестисопловых фурм, в которых 12% от общего количества окислителя подавали под углом 100° к продольной оси ванны в горизонтальной плоскости, а остальное количество окислителя - вдоль продольной оси ванны. Топливо вводили через сопла (трубки) со сводами печи, при этом на каждую кислородную фурму приходилось по 4 топливные трубки. Максимальную тепловую нагрузку поддерживали до момента начала интенсивного кипения расплава, после чего во время доводки постепенно снижали ее до 0,2-0,5 от максимальной. Перед выпуском ванну обрабатывали восстановительным факелом в течение 15 мин. При угле наклона топливных струй к зеркалу металла 82-98°, количество чугуна в металлозавалке удалось снизить с 220 до 179-190 т (на 13,6-18,6%). При этом концентрации кислорода в металле и оксида железа в шкале перед выпуском были снижены почти вдвое: соответственно с 0,09-0,12 до 0,15-0,07 и с 14,2-20,0 до 7,210,0%. В готовой металлопродукции содержание оксидных неметаллических включений снизилось на 30-50%. Предлагаемый способ позволяет снизить расход чугуна на 13-18% и повысить выход жидкой стали на 3,33,6% за счет снижения окисленности ванны.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for blowing of metal in hearth furnace
Автори англійськоюNaidek Volodymyr Leontiiovych, Unihovskyi Yakiv Borysovych, Skorokhod Mykola Mykhailovych, Kuschenko Oleksandr Ivanovych, Kurpas Volodymyr Ivanovych, Dviroadkin Borys Oleksandrovych, Hloba Mykola Illich, Petrov Oleksandr Volodymyrovych, Solomin Henadii Vasyliovych, Kotidi Kiralina Неоrhіеvnа, Chuprov Viktor Mykhailovych
Назва патенту російськоюСпособ продувки металлу в подовой печи
Автори російськоюНайдек Владимир Леонтиевич, Униговский Яков Борисович, Скороход Николай Михайлович, Кущенко Александр Иванович, Курпас Владимир Иванович, Дворядкин Борис Александрович, Глоба Николай Ильич, Петров Александр Владимирович, Соломин Геннадий Васильевич, Котиди Киралина Георгиевна, Чупров Виктор Михайлович
МПК / Мітки
МПК: C21C 5/04
Мітки: печі, подовий, продувки, металу, спосіб
Код посилання
<a href="https://ua.patents.su/4-3495-sposib-produvki-metalu-v-podovijj-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб продувки металу в подовій печі</a>
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Кущенко Олександр Іванович, Гребенюков Анатолій Васильович, Бондаренко Микола Андрійович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович
МПК: C21C 5/04
Мітки: подовий, виробництва, сталі, спосіб, печі
Формула / Реферат:
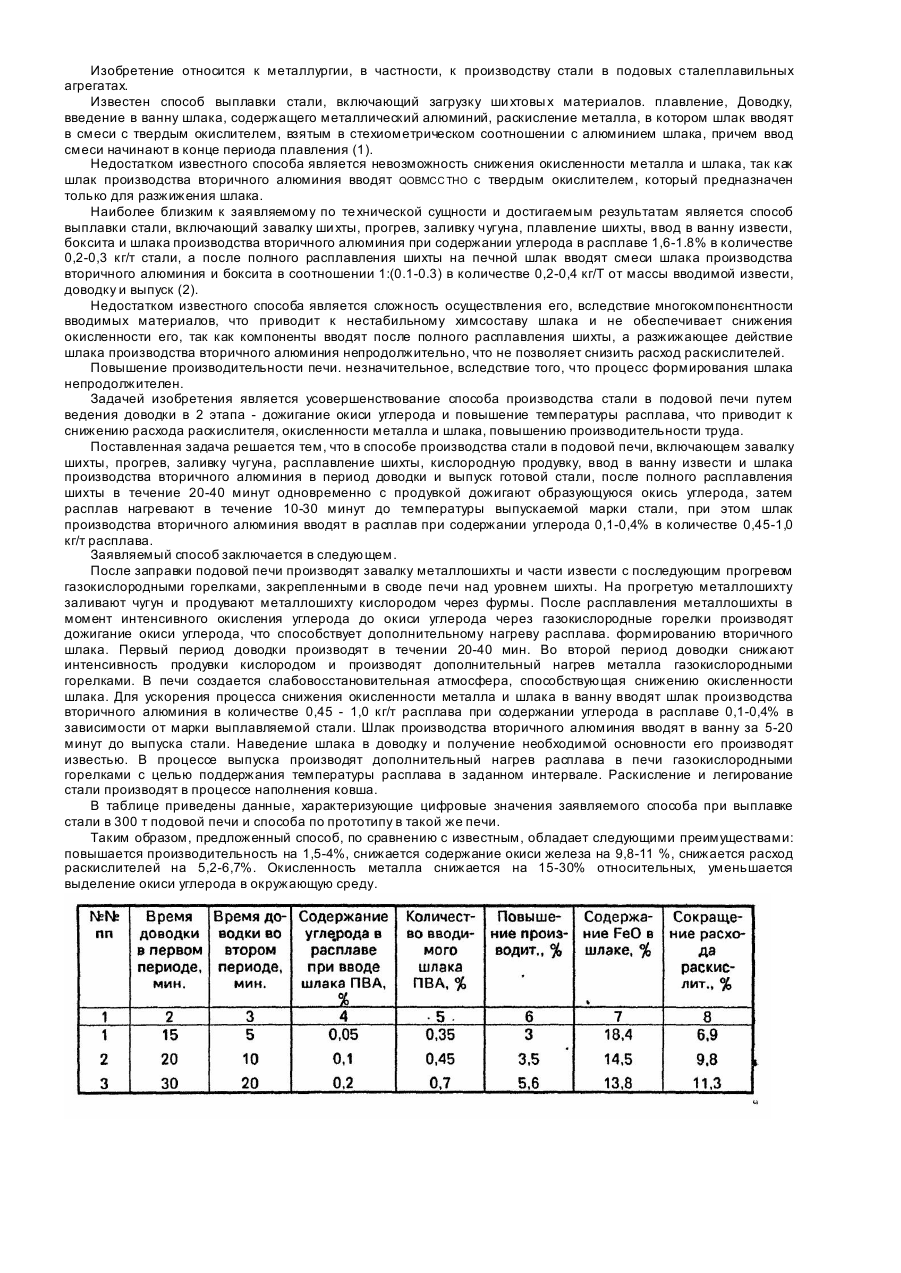
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
Спосіб виплавки низьколегованої сталі у подовій сталеплавильній печі
Номер патенту: 1464
Опубліковано: 25.07.1994
Автори: Бондаренко Микола Андрійович, Локтіонов Петро Якович, Дворядкін Борис Олександрович, Бросєв Олександр Олександрович, Тарасов Віктор Іванович, Жердєв Олександр Сергійович
МПК: C21C 5/04
Мітки: виплавки, сталеплавильний, низьколегованої, подовий, спосіб, сталі, печі
Формула / Реферат:
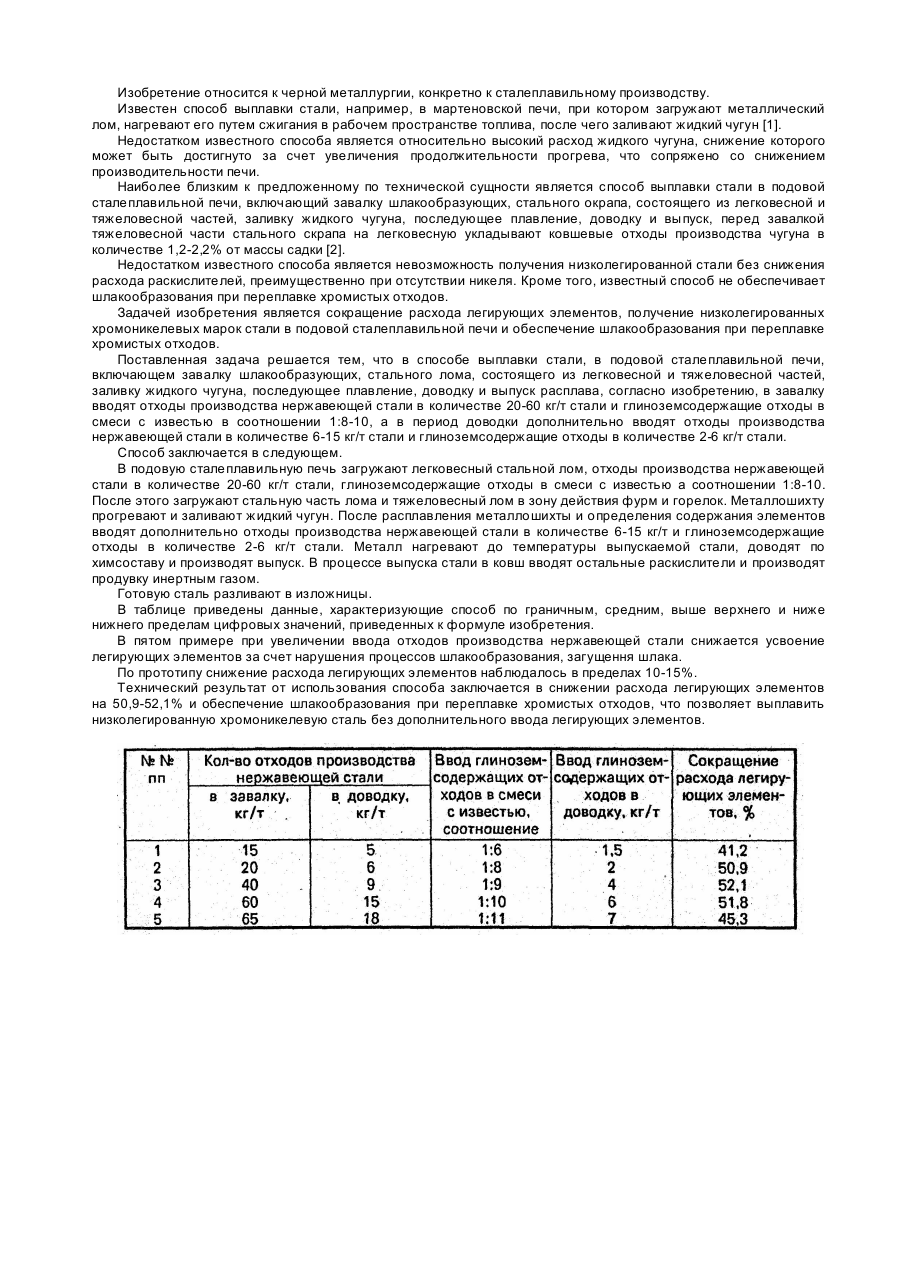
Способ выплавки низколегированной стали в подовой сталеплавильной печи, включающий закрузку в ванну шлакообразующих материалов, легковесного и тяжеловесного стального лома, заливку жидкого чугуна, последующее плавление, доводку и выпуск расплава, отличающийся тем, что в завалку загружают отходы производства нержавеющей стали в количестве 20-60 кг/т стали и глиноземсодержащие отходы в смеси с известью в соотношении 1:8-10, а в период доводки...
Спосіб продувки металу в ковші нейтральним газом
Номер патенту: 2460
Опубліковано: 26.12.1994
Автори: Довгий Володимир Володимирович, Іванов Євгеній Анатолійович, Соловйов Сергій Олександрович, Чічов Костянтин Юрійович, Носоченко Олег Васильович, Войтюк Костянтин Васильович, Учитель Лев Михайлович, Сахно Валерій Олександрович, Зражевський Олександр Данилович, Шибко Олександр Васильович, Борисов Юрій Миколайович, Охотський Віктор Борисович, Нємченко Олександр Іванович, Бродський Сергій Сергійович, Багрій Олександр Іванович, Корнєєв Олексій Іванович
МПК: C21C 7/072
Мітки: ковші, продувки, нейтральним, спосіб, металу, газом
Формула / Реферат:
Способ продувки металла в ковше нейтральным газом, включающий погружение в расплав футерованной фурмы, подачу газа и перемещение фурмы в металле путем изменения угла ее наклона к вертикали, отличающийся тем, что фурму дополнительно перемещают в поперечном направлении в плоскости изменения угла наклона фурмы в пределах области, ограниченной окружностью с центром на оси ковша и диаметром, составляющим 0,7-0,8 максимального диаметра ковша по...
Спосіб виплавки сталі у мартенівській печі

Номер патенту: 132
Опубліковано: 30.04.1993
Автори: Жердєв Олександр Сергійович, Дворядкін Борис Олександрович, Марков Юрій Ілліч, Котляр Володимир Лазаревич, Проценко Юрій Юрьєвич, Харченко Борис Васильович, Ігнатьєв Вадим Петрович, Хорошілов Микола Макарович
МПК: C21C 5/04
Мітки: печі, мартенівській, виплавки, сталі, спосіб
Формула / Реферат:
Формула изобретения1. Способ выплавки стали в мартеновской печи, включающий продувку ванны кислородом через центральную и две периферийные фурмы до содержания углерода в металле 0,03-0,05% и последующий ввод чугуна в количестве 0,4-1,0% от веса садки, отличающийся тем, что, с целью снижения содержания газов в металле и усреднения его по химическому составу и температуре, дополнительно присаживают разжижитель и углеродсодержащий...
Спосіб продувки розплаву у подовому сталеплавильному агрегаті
Номер патенту: 883
Опубліковано: 15.12.1993
Автори: Гребенюков Анатолій Васильович, Скороход Микола Михайлович, Терзіян Сергій Павлович, Терзіян Павло Григорович, Жердєв Олександр Сергійович, Дворядкін Борис Олександрович, Щукіна Любов Федорівна
МПК: C21C 5/04
Мітки: продувки, подовому, розплаву, спосіб, сталеплавильному, агрегаті
Формула / Реферат:
1. Способ продувки расплава в подовом сталеплавильном агрегате, включающий подачу через сводовые водоохлаждаемые фурмы газообразного кислорода в периоды продувки и доводки на границу раздела металл-шлак, подъем фурм в период доводки выше границы раздела металл-шлак, проведение беспродувочного периода, отличающийся тем, что в первые 20-40% продолжительности периода доводки продувку ведут при положении сопел фурм над границей раздела...
Попередній патент: Спосіб виготовлення двошарових згорнутих паяних труб з покриттями для гальмових систем автомобілів
Наступний патент: Спосіб розробки обводненого уступу
Випадковий патент: Спосіб раннього виявлення ризику розвитку остеохондрозу шийного відділу хребта в осіб юнацького віку