Спосіб виготовлення двошарових згорнутих паяних труб з покриттями для гальмових систем автомобілів
Номер патенту: 3397
Опубліковано: 27.12.1994
Автори: Попович Віталій Андрійович, Куриленко Олександр Володимирович, Поповцєв Юрій Алєксандровіч, Жадановскій Едуард Івановіч, Марченко Лєонід Грігорьєвіч, Агапов Володимир Миколайович
Формула / Реферат
Способ изготовления двухслойных свертных паяных труб с покрытиями для тормозных систем автомобилей, включающий гальваническое меднение стальной ленты с нанесением подслоя, формовку трубы, пайку трубы в защитной атмосфере и охлаждение, нанесение гальванического цинкового покрытия с последующим хроматированием, отличающийся тем, что после хроматирования на поверхность труб дополнительно наносят 2-слойное однородное лакокрасочное покрытие на основе полиуретана или полиаммдимидз общей толщиной 10-30 мкм с термообработкой каждого слоя после его нанесения, при этом термообработку слоя ведут сначала при температуре, соответствующей температура старения металла ленты, а затем при температуре, превышающей ее в 1,5-2,0 раза, с выдержкой 5-15 секунд при каждой температуре.
Текст
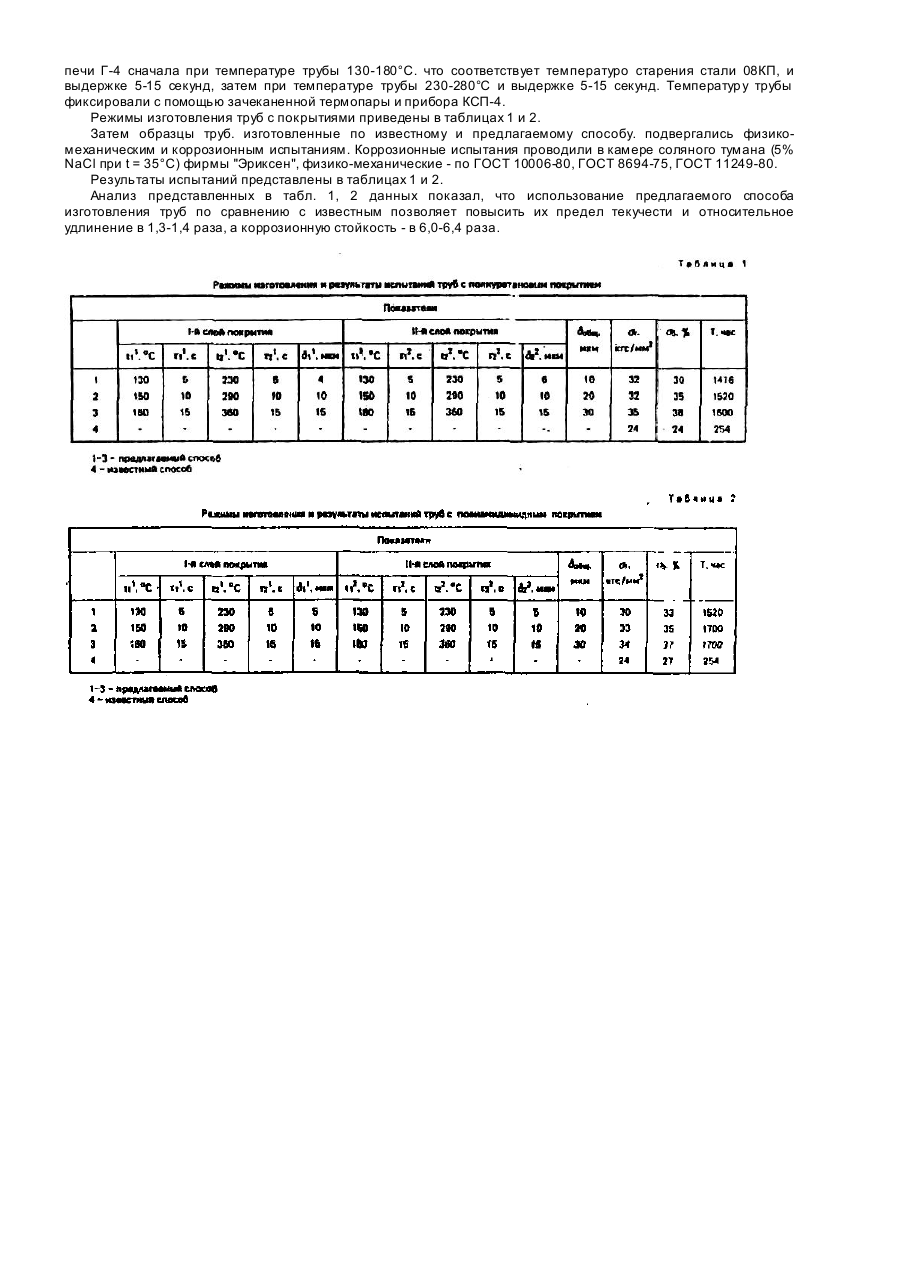
Изобретение относится к области трубного производства и может быть использовано при производстве длинномерных тонкостенных труб с защитными покрытиями для изготовления тормозных систем автомобилей. Известен способ изготовления двухслойных свертных паяных труб , включающий гальваническое меднение стальной ленты с нанесением подслоя, формовку, пайку в защитной атмосфере и охлаждение трубы [1]. Изготовленные данным способом трубы не отвечают требованиям, предъявляемым к тормозным системам автомобилей в процессе их эксплуатации. Это обусловлено низкими физико-механическими свойствами труб и отсутствием на их поверхности защитных покрытий. Последнее приводит к преждевременному выходу из строя тормозных систем автомобилей. Известен способ, включающий гальваническое меднение стальной ленты с нанесением подслоя, порезку и механическую обработку ленты, формовку трубы, пайку в защитной атмосфере при температуре 1100-1140°С и охлаждение трубы, нанесение гальванического цинкового покрытия толщиной 12-18 мкм с последующим хроматированием [2]. Изготовленные трубы характеризуются низкими физико-механическими свойствами (относительное удлинение s т менее 30 кгс/мм 2 и предел текучести s 5 ,% менее 30) и недостаточной коррозионной стойкостью наносимых покрытий, что снижает эксплуатационные характеристики тормозных систем автомобилей. В основу изобретения поставлена задача создать способ изготовления двухслойных свертных паяных с покрытиями труб путем дополнительного нанесения двухслойного лакокрасочного покрытия для повышения физико-механических свойств и коррозионной стойкости нанесенных покрытий, что обеспечивает надежность эксплуатационных характеристик тормозных систем. Эта задача решена тем, что в способе, включающем гальваническое меднение стальной ленты с нанесением подслоя, формовку трубы, пайку трубы в защитной атмосфере и охлаждение, нанесение гальванического цинкового покрытия с последующим хроматированием, после хроматирования на поверхность трубы дополнительно наносят 2-слойное однородное лакокрасочное покрытие на основе полиуретана или полиамидимида общей толщиной 10-30 мкм с термообработкой каждого слоя после его нанесения, при этом термообработку ведут сначала при температуре. соответствующей температуре старения металла ленты, а затем при температуре, превышающей ее в 1,5-2,0 раза с - выдержкой 5-15 секунд при каждой температуре. Режимы многоступенчатой термообработки свертных паяных труб с полимерными покрытиями, по-видимому, способствуют стр уктурным изменениям стали, сопровождаемым распадом пересыщенного твердого раствора в сочетании с высокой дисперсностью выделений, положительно влияющих на физико-механические свойства труб. при этом полимерные покрытия повышают их коррозионную стойкость. Высокие показатели предела текучести и относительного удлинения в сочетании с высокой коррозионной стойкостью гарантируют надежную эксплуатацию тормозных систем автомобиля в условиях вибрации, удара и воздействия агрессивных сред в течение всего срока его эксплуатации. Предлагаемый способ осуществляется следующим образом. На поверхность стальной ленты на установке гальванической обработки ленты наносят с подслоем медное покрытие толщиной 3-5 мкм. Затем на агрегате продольной резки ленту режут на ширину, необходимую для изготовления трубы заданного диаметра, и подвергают механической обработке с целью снятия заусенцев и консервации поверхности от окисления. После этого из ленты на формовочном стане путем обжатия формуют двухслойную трубу, которая подвергается пайке в защитной атмосфере при температуре 1100-1140°С и охлаждению. В случае использования раскисленных марок сталей, например, 08Ю, после операции пайки труб осуществляют операцию справочного волочения с последующим отжигом. Охлажденные трубы поступают на агрегат электролитического цинкования, где на наружную поверхность труб наносится гальваническое цинковое покрытие толщиной 12-18 мкм с последующим хроматированием. Затем на поверхность труб на установке нанесения полимерных покрытий наносится 2-слойное однородное лакокрасочное покрытие на основе полиуретана или полиамидимида общей толщиной 10-30 мкм с термообработкой каждого слоя после его нанесения, при этом термообработку слоя ведут сначала при температуре, соответствующей температуре старения металла ленты, а затем при температуре, превышающей ее в 1,5-2,0 раза с выдержкой 5-15 секунд при каждой температуре. Были проведены сравнительные испытания предлагаемого и известного способов при изготовлении двухслойных свертных паяных тр уб O 6,35 мм из стали 08КП для тормозных систем автомобилей ВАЗ, / На ленту из стали 08КП на установке гальванической обработки конструкции ВНИИМетМаша из кислых электролитов при плотности тока 1-2 А/дм 2 наносили в качестве подслоя никелевое покрытие толщиной 1-2 мкм и медное покрытие толщиной 3-5 мкм. Затем на агрегате продольной резки (АПР) ленту разрезали на ширину 19,9 мм и механически обрабатывали щетками. Формовку трубы осуществляли на восьмиклешевом формовочном стане конструкции ВНИИМетМаша. Пайку трубы в защитной атмосфере (смеси водорода 4-6% и азота остальное) осуществляли в муфельной печи 1-СП.3-15.30/110-73 при температуре 1100-1140°С. Затем на агрегате электролитического цинкования наружная поверхность труб электрохимически обезжиривалась в растворе (г/л): едкий натр - 35-45, ортофос-фат натрия - 10-15 при температуре 25-35°С и катодной плотности тока 10-15 А/дм 2 в течение 5 секунд; декапировалась в серной кислоте (50 г/л) в течение 2 секунд при плотности тока 10-15 А/дм 2. Нанесение цинкового покрытия осуществлялось из электролита состава (г/л); цинк сернокислый - 550-700; алюминий сернокислый - 20-40; кислота борная - 3-5; натрий сернокислый -4-5 при плотности тока А/дм 2 в течение 1 минуты, покрытие затем подвергали хроматной обработке в растворе (г/л): бихромат натрия - 40-50, серная кислота - 5-10 в течение 2 секунд. Двухслойные однородные полимерные покрытия на основе полиуретана или поли-амидимида наносили (методом окунания) на образцы труб O 6,35 мм длиной 1 м на лабораторной установке конструкции ВНИТИ. / Применяли полиуретановый лак: плотность 1100 кг/м 3, вязкость 55±20 с при 20±0,5°С (по ВЗ-4), сухой остаток 36±3%. Термообработку образцов труб с полимерными покрытиями после нанесения каждого слоя проводили в печи Г-4 сначала при температуре трубы 130-180°С. что соответствует температуро старения стали 08КП, и выдержке 5-15 секунд, затем при температуре трубы 230-280°С и выдержке 5-15 секунд. Температур у трубы фиксировали с помощью зачеканенной термопары и прибора КСП-4. Режимы изготовления труб с покрытиями приведены в таблицах 1 и 2. Затем образцы труб. изготовленные по известному и предлагаемому способу. подвергались физикомеханическим и коррозионным испытаниям. Коррозионные испытания проводили в камере соляного тумана (5% NaCl при t = 35°С) фирмы "Эриксен", физико-механические - по ГОСТ 10006-80, ГОСТ 8694-75, ГОСТ 11249-80. Результаты испытаний представлены в таблицах 1 и 2. Анализ представленных в табл. 1, 2 данных показал, что использование предлагаемого способа изготовления труб по сравнению с известным позволяет повысить их предел текучести и относительное удлинение в 1,3-1,4 раза, а коррозионную стойкость - в 6,0-6,4 раза.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining of two-layers combined welded pipes with coating for braking systems of motors vehicles
Автори англійськоюPopov Vitalii Andriovych, Ahapov Volodymyr Mykolaiovych, Kurylenko Oleksandr Volodymyrovych, Marchenko Leonid Hrihorievich, Popovtsev Yurii Aleksandrovich, Zhadanovskii Eduard Ivanovych
Назва патенту російськоюСпособ изготовления двухслойных сложенных спаянных труб с покрытием для тормозных систем автомобилей
Автори російськоюПопович Виталий Андреевич, Агапов Владимир Николаевич, Куриленко Александр Владимирович, Марченко Леонид Григорьевич, Поповцев Юрий Александрович, Жадановский Эдуард Иванович
МПК / Мітки
МПК: C21D 9/08
Мітки: труб, згорнутих, спосіб, покриттями, гальмових, систем, автомобілів, двошарових, виготовлення, паяних
Код посилання
<a href="https://ua.patents.su/2-3397-sposib-vigotovlennya-dvosharovikh-zgornutikh-payanikh-trub-z-pokrittyami-dlya-galmovikh-sistem-avtomobiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення двошарових згорнутих паяних труб з покриттями для гальмових систем автомобілів</a>
Спосіб виготовлення теплообмінника з металевих труб
Номер патенту: 3712
Опубліковано: 27.12.1994
Автори: Хабчик Валерій Семенович, Хабчик Аркадій Семенович
МПК: F28F 19/00
Мітки: виготовлення, труб, теплообмінника, металевих, спосіб
Формула / Реферат:
Способ изготовления теплообменника из металлических труб с антикоррозионным покрытием, включающий крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую их сборку в жесткий пучок, отличающийся тем, что предварительно осуществляют сборку труб в жесткий пучок;а затем крепят их к промежуточным элементам, а нанесение антикоррозионного покрытия ведут с наложением...
Спосіб цинкування труб
Номер патенту: 1335
Опубліковано: 25.03.1994
Автори: Сидорова Наталія Миколаївна, Шевченко Дмитро Анатолійович, Мітніков Ілля Юхимович, Фрісман Йосип Абрамович, Кучеренко Олег Павлович, Норвилло Надія Юріївна, Калінін Олексій Іванович, Галенчик Микола Андрійович, Проскурін Євген Васильович, Зехов Сергій Васильович, Гладуш Василь Макарович, Ліпман Михайло Хананович, Краминський Семен Петрович, Копаєвич Аркадій Михайлович
МПК: C23C 2/36
Мітки: спосіб, труб, цинкування
Формула / Реферат:
Способ цинкования труб, включающий погружение их в цинко-свинцовый состав расплава с установкой по вертикали, отличающийся тем, что установку труб осуществляют с помощью набора параллельно размещенных решеток, оси ячеек которых совпадают, при этом площади ячеек крайних решеток в 1,1-1,3 раза меньше площади поперечного сечения цинкуемых труб, а усилия, обеспечивающие погружение труб. прикладываются со стороны зеркала расплава, причем усилие...
Спосіб з’єднання труб з термопластів
Номер патенту: 2652
Опубліковано: 26.12.1994
Автори: Малінін Альберт Леонідович, Ротенфельд Веніамін Соломонович, Самородницький Давид Єйхинович
МПК: B29C 65/18
Мітки: труб, спосіб, з'єднання, термопластів
Формула / Реферат:
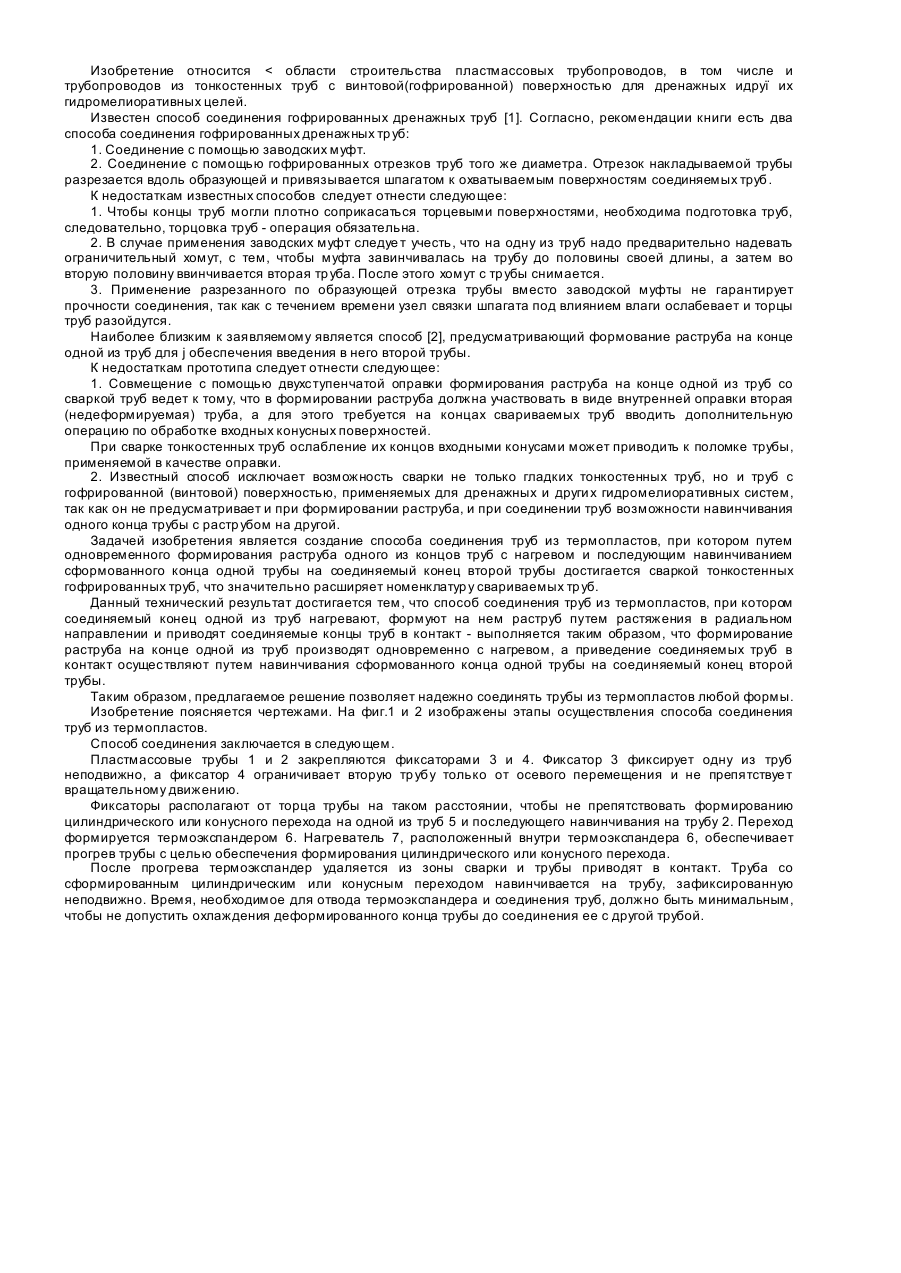
Способ соединения труб из термопластов, при котором соединяемый конец одной из труб нагревают, формуют на нем раструб путем растяжения в радиальном направлении и приводят соединяемые концы труб в контакт, отличающийся тем, что формование раструба на конце одной из труб производят одновременно с нагревом, а приведение соединяемых труб в контакт осуществляют путем навинчивания сформованного конца одной трубы на соединяемый конец второй...
Шпаклівка для рехтування кузовів автомобілів
Номер патенту: 2339
Опубліковано: 26.12.1994
Автори: Кравченко Микола Васильович, Шошин Олександр Никифорович, Блинов Володимир Миколайович, Петлякова Лідія Дмитрівна, Закотей Валентина Григорівна, Лозовський Володимир Якович, Буличев Геннадій Володимирович, Буллер Михайло Фридрихович, Іцелев Олег Ісаакович
МПК: C09D 5/34, C09D 167/06
Мітки: автомобілів, рехтування, кузовів, шпаклівка
Формула / Реферат:
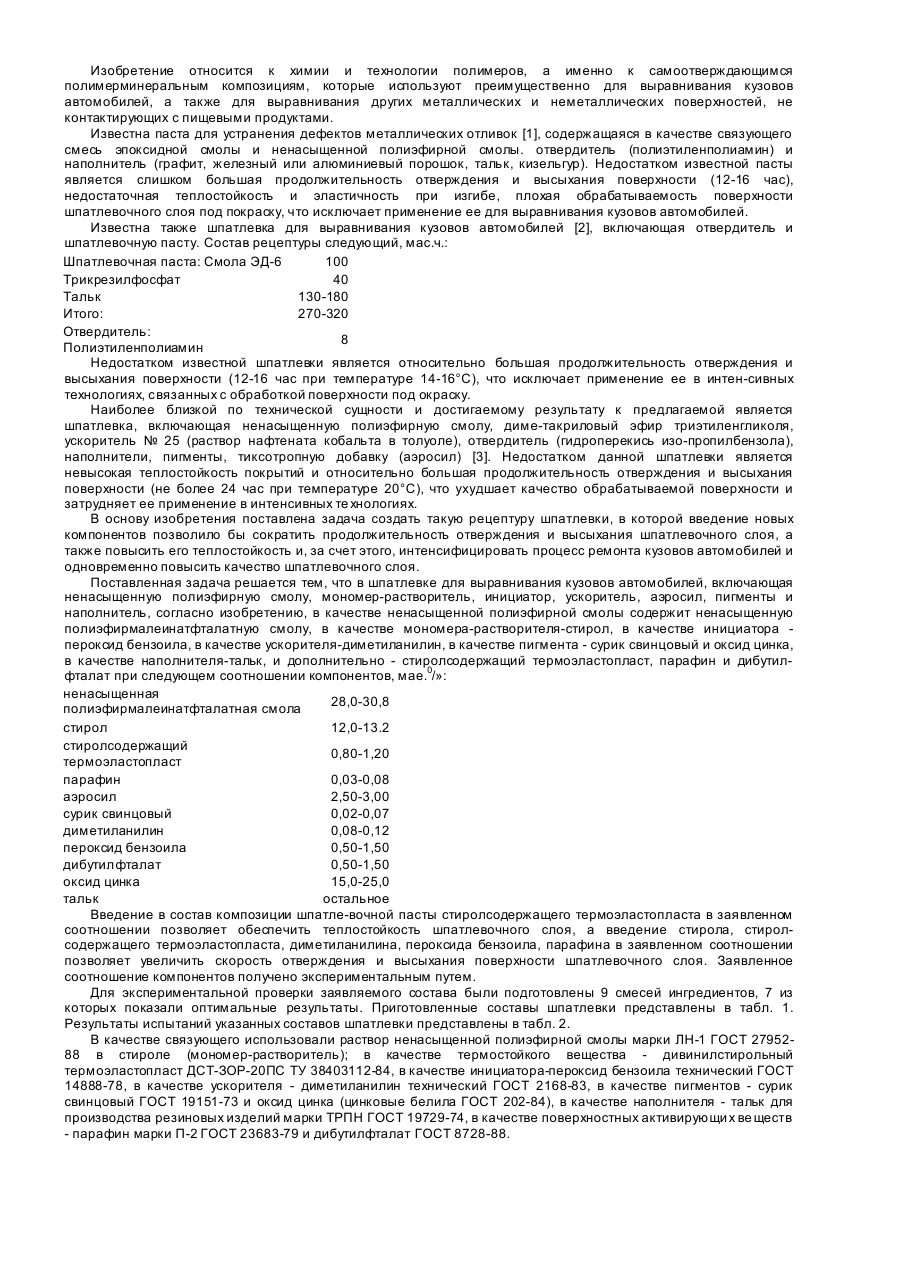
Шпатлевка для выравнивания кузовов автомобилей, включающая ненасыщенную полиэфирную смолу, мономер-растворитель, инициатор, ускоритель, аэросил, пигменты и наполнитель, отличающаяся тем, что в качестве ненасыщенной полиэфирной смолы она содержит ненасыщенную полиэфирмалеинатфталатную смолу, в качестве мономера-растворителя-стирол, в качестве инициатора-пероксид бензоила, в качестве ускорителя-диметиланилин. в качестве пигмента-сурик свинцовый...
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Сергій Валентинович, Тир Валентин Рудольфович
МПК: B21D 41/00
Формула / Реферат:
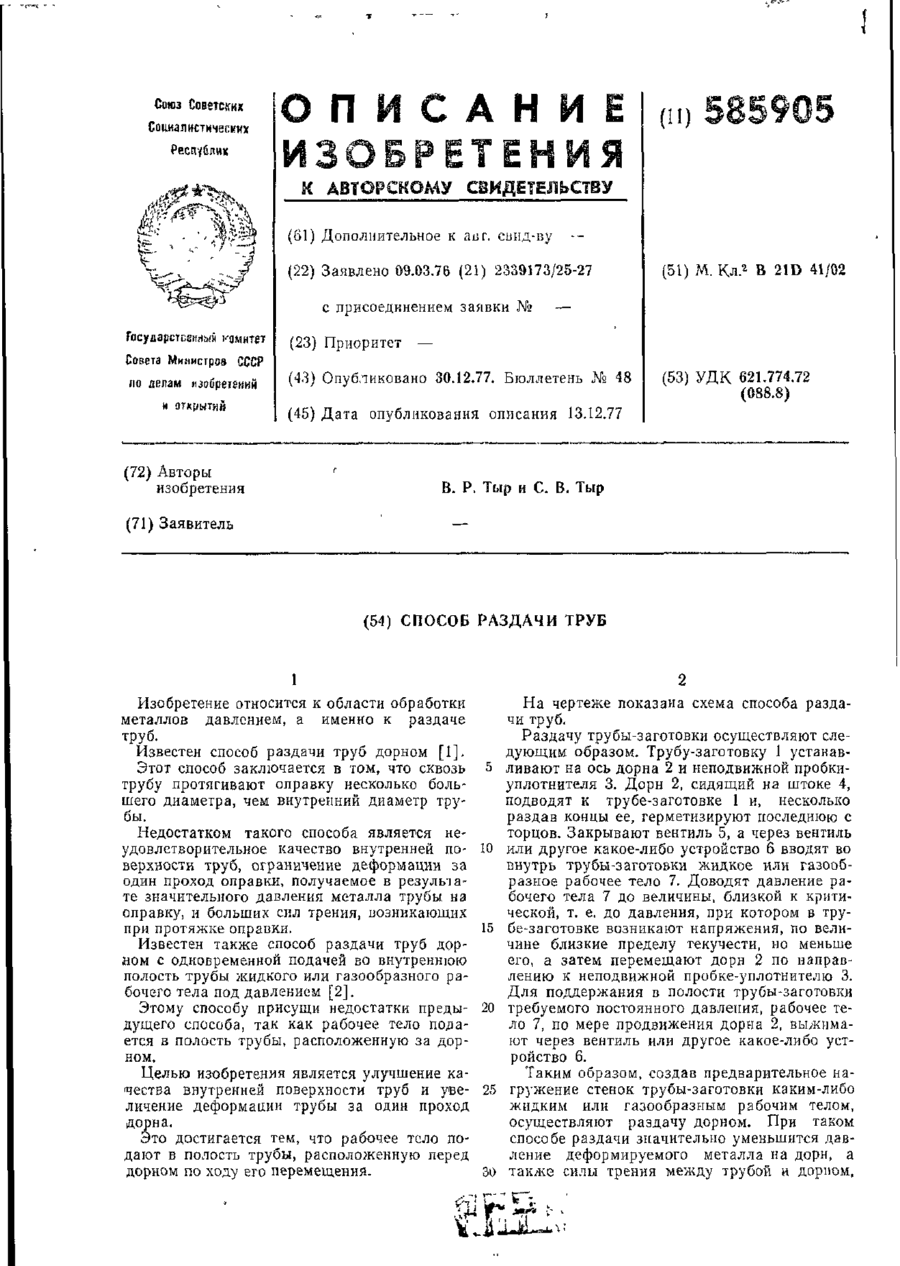
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Попередній патент: Спосіб термообробки виробів, переважно із нержавіючих сталей
Наступний патент: Спосіб продувки металу в подовій печі
Випадковий патент: Зразок для випробування матеріалів на тертя