Спосіб продувки розплаву у подовому сталеплавильному агрегаті
Номер патенту: 883
Опубліковано: 15.12.1993
Автори: Дворядкін Борис Олександрович, Скороход Микола Михайлович, Жердєв Олександр Сергійович, Гребенюков Анатолій Васильович, Терзіян Павло Григорович, Терзіян Сергій Павлович, Щукіна Любов Федорівна
Формула / Реферат
1. Способ продувки расплава в подовом сталеплавильном агрегате, включающий подачу через сводовые водоохлаждаемые фурмы газообразного кислорода в периоды продувки и доводки на границу раздела металл-шлак, подъем фурм в период доводки выше границы раздела металл-шлак, проведение беспродувочного периода, отличающийся тем, что в первые 20-40% продолжительности периода доводки продувку ведут при положении сопел фурм над границей раздела металл-шлак на расстоянии 6-8 приведенных калибров, затем сопла фурм устанавливают на границе раздела металл-шлак, измеряют содержание окислов железа в шлаке и продувают кислородом до восстановления 50-70% окислов железа из шлака, после чего продувку проводят при положении сопел фурмы на расстоянии 2-4 приведенных калибров над границей раздела металл-шлак.
2. Способ по 1, отличающийся тем, что по ходу плавки определяют границу раздела металл-шлак.
Текст
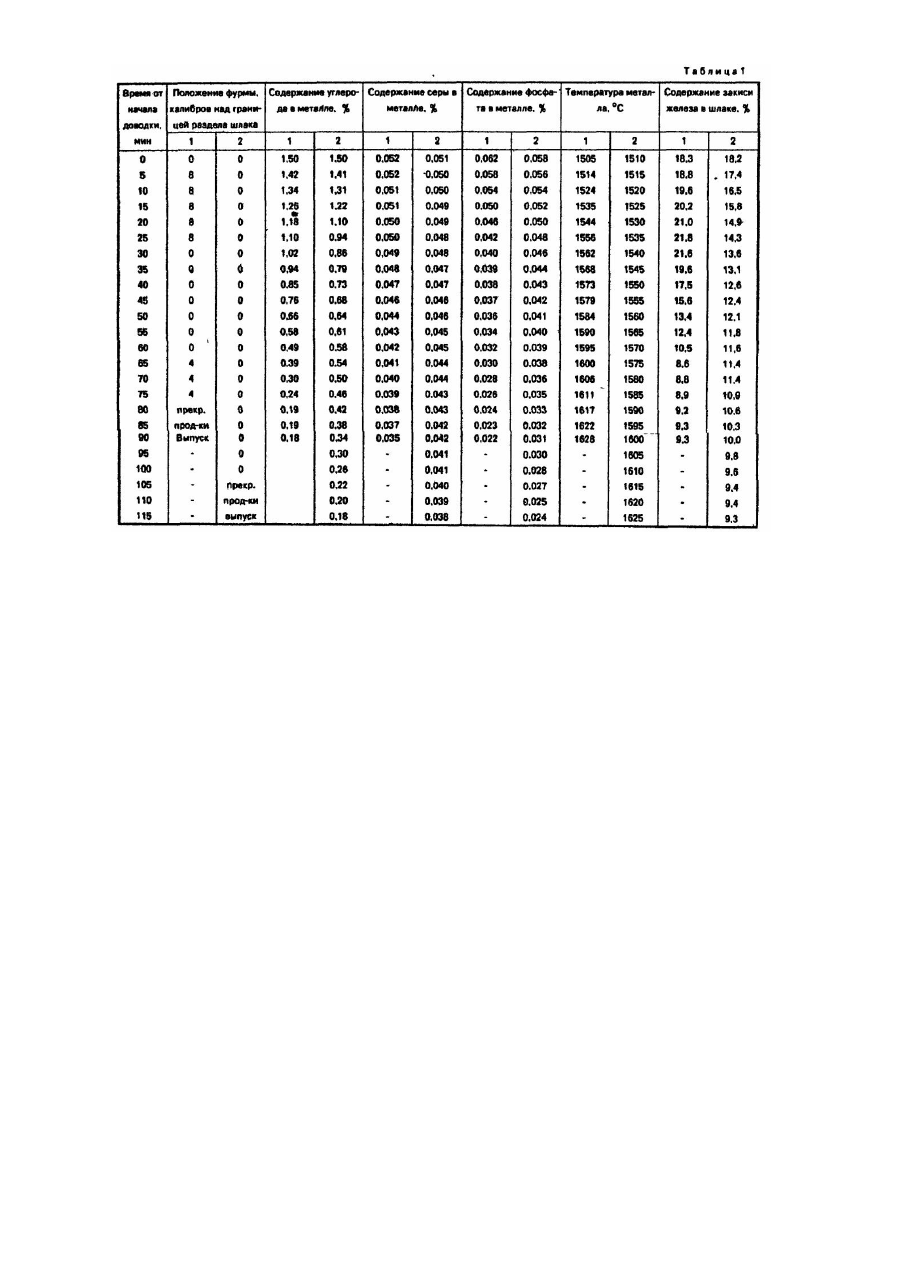
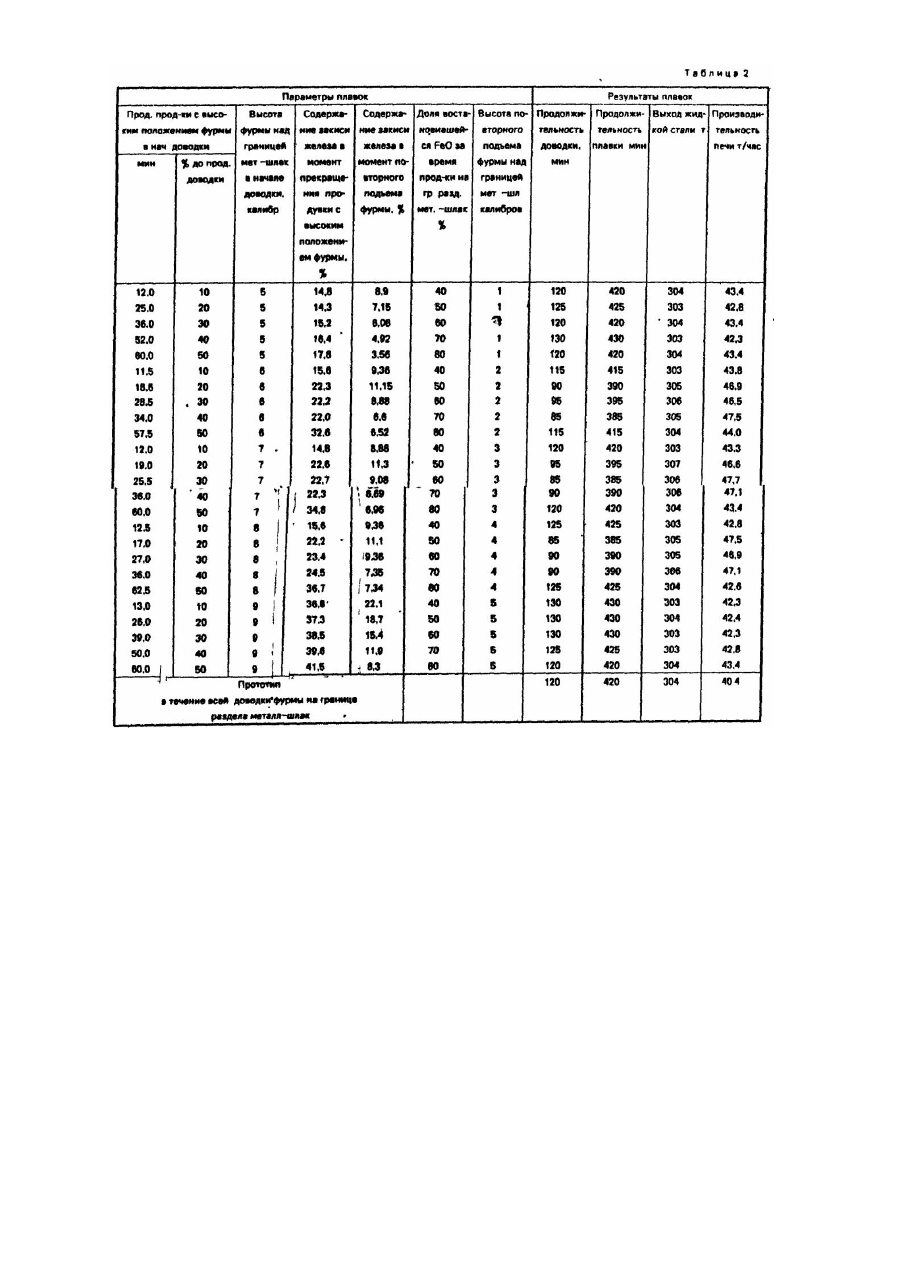
Изобретение относится к черной металлургии, в частности к способам продувки расплава в мартеновских печах и двухванных сталеплавильных агрегатах, и может быть использовано при выплавке стали в электропечах. Известен способ продувки расплава кислородом через многосопловые фурмы, погружаемые до границы раздела металл-шлак (М-Ш) или в металл [1]. Недостатком данного способа является понижение выхода жидкого металла вследствие неизменного положения фурмы по ходу продувки. Известен также способ продувки расплава кислородом с переменным положением фурмы по ходу продувки [2]. Однако неполное использование возможностей интенсификации процесса при применении газообразного кислорода не позволяет обеспечить максимальную производительность агрегата при данном расходе кислорода. Наиболее близким к заявляемому по технической сущности и достигаемому результату является способ выплавки высокоуглеродистой стали в двухванной печи, включающий продувку металла заглубленными струями кислорода, подогрев шлака топливно-кислородными горелками и предварительное раскисление металла, причем при содержании углерода в ходе продувки на 0,2-0,4% выше среднезаданного в готовой стали 20-30% от расходуемого на продувку кислорода подают над поверхностью шлака [3]. Но этот способ не обеспечивает максимальную производительность агрегата при данном расходе кислорода. Задачей изобретения является разработка способа продувки расплава в подовом сталеплавильном агрегате путем изменения продолжительности периода доводки и расстояния между соплами фурм над границей раздела металл-шлак с последующим измерением содержания окислов железа в шлаке и продувкой, что обеспечивает повышение производительности сталеплавильного агрегата за счет снижения продолжительности доводки. Поставленная задача решается тем, что в способе продувки расплава в подовом сталеплавильном агрегате, включающем подачу через сводовые водоохлаждаемые фурмы газообразного кислорода в периоды продувки и доводки на границу раздела М-Ш, подъем фурм в период доводки выше границы раздела М-Ш, проведение беспродувочного периода, согласно изобретению, в первые 20-40% продолжительности периода доводки продувку ведут при положении сопел фурм над границей раздела М-Ш на расстоянии 6-8 приведенных калибров, затем сопла фурм устанавливают на границе раздела М-Ш, измеряют содержание окислов железа в шлаке и продувают кислородом до восстановления 50-70% окислов железа из шлака, после чего продувку проводят при положении сопел фурмы на расстоянии 2-4 приведенных калибров над границей раздела М-Ш, а по ходу плавки определяют границу раздела М-Ш. Для успешного проведения процессов шлакообразования, определяющих продолжительность доводки, необходимо обеспечить выполнение двух условий: наличие в шлаке активных растворителей извести и высокую температуру металла и шлака. Решение этих задач достигается при погружении фурмы в шлак, т.е. расположение ее над границей раздела М-Ш. Результатом такого воздействия является интенсивное окисление железа, сопровождающееся быстрым ростом температуры и насыщением шлака окислами железа. При этом достигается быстрое растворение извести, уже в начале доводки формируется активным гомогенный шлак, обладающий высоким десульфурир ующим и дефосфорирующим потенциалом. Однако при проведении этой операции в течение менее 20% продолжительности доводки не достигается достаточного форсирования процессов нагрева и насыщения шлака окислами железа для заметного повышения производительности агрегата. При проведении этой операции в течение более 40% продолжительности доводки перегрев ванны и высокое содержание окислов железа в шлаке приводит к возникновению выбросов металла и шлака из печи, что вынуждает снижать тепловую нагрузку, прекращать продувку; присаживать в ванну охладители и в конечном итоге ведет к снижению производительности печи. При положении фурмы менее чем на 6 приведенных калибров кислородных сопел выше границы М-Ш ускорения нагрева ванны практически не наблюдается, а при подъеме на высоту более 8 приведенных калибров снижается степень использования тепла окисления железа на нагрев металла, что связано с интенсивным диспергированием шлака и выносом его из рабочего пространства печи. В обоих случаях производительность агрегата снижается. После окончания первого периода доводки, проводимого при высоком положении фурмы, ванна оказывается подготовленной к проведению основного периода доводки, т.е. сформирован активный шлак и обеспечена высокая температура металла. Для реализации достигнуты х в начале доводки преимуществ фурму опускают на границу раздела М-Ш. При этом, вследствие высокой температуры металла, повышается скорость окисления углерода, что ведет к интенсивному перемешиванию ванны, улучшению ее нагрева теплом факела, ускорению процессов рафинирования от вредных примесей. Таким образом ускоряются все основные процессы, протекающие в ванне: нагрев, десульфурация и дефосфорация, окисление углерода, что является решающим условием повышения производительности агрегата. Однако форсирование этих процессов наблюдается только в ограниченный период доводки, который в каждом конкретном случае определяется снижением содержания окислов железа в шлаке. При продолжении продувки через фурмы, расположенные на границе раздела М-Ш, после того, как содержание окислов железа снизится более чем на 70% от их содержания в момент погружения фурм на границу раздела, перемешивание металла и шлака в значительной степени замедляется вследствие снижения интенсивности окисления углерода на границе между металлом и шлаком, протекающего за счет кислорода, содержащегося в окислах железа. Это приводит к замедлению процессов рафинирования, осложняет перенос тепла и атмосферного кислорода к металлу через шлак и приводит к снижению производительности печи. При прекращении продувки на границе раздела М-Ш ранее восстановления 50% окислов железа, содержащихся в шлаке в момент погружения, оказывается недоиспользованным потенциал, накопленный ванной в первый период доводки, т.е. еще интенсивны процессы перемешивания, нагрева, десульфурации и удаления углерода, а фурмы поднимаются, снижая интенсивность окисления углерода и перемешивания ванны, что приводит к потере производительности агрегата. После падения окисленности шлака и снижения интенсивности подшлакового кипения ванны необходимо интенсифицировать этот процесс, являющийся основой быстрого рафинирования и нагрева ванны; это достигается повторным подъемом фурмы над границей раздела М-Ш. В этот завершающий период доводки ванна уже достаточно нагрета и для окисления углерода нет необходимости вдувать кислород непосредственно в металл. Процесс идет устойчиво за счет передачи через шлак атмосферного кислорода, кислорода, растворенного в металле, и вдуваемого кислорода, переходящего в металл через шлак. При подъеме фурм в третьем периоде доводки менее чем на 2 приведенных калибра кислородных сопел не достигается интенсификация подшлакового кипения ванны, а при подъеме фурмы на высоту более 4 приведенных калибров в шлак поступает избыточное количество окислов железа, что термодинамически тормозит десульфурацию. Кроме того, при этом снижается скорость окисления углерода за счет снижения эффективности непосредственного взаимодействия струй кислорода с жидким металлом. В обоих случая х производительность агрегата снижается. Иллюстрацией приведенной схемы является хронометраж двух плавок, проведенных в 300-т мартеновской печи по предлагаемому (1) и известному (прототип) (2) способу (см. табл. 1). Пример. Сталь марки БСт3СП выплавляли в 300-т мартеновской печи, работающей скрап-рудным процессом с продувкой ванны кислородом. После выпуска предыдущей плавки осуществляли завалку металлолома (150 т), загрузку известняка (18 т), производили прогрев шихты в течение 40 мин, заливали жидкий чугун (180 т) и начинали продувку кислородом с интенсивностью 3000 м 3/ч через три шестисопловые водоохлаждаемые фурмы с диаметром сопла 12 мм (приведенный диаметр сопла 29,4 мм). Тепловой режим печи во время проведения опытных плавок соответствовал инструкций и от плавки к плавке не изменялся. Продувку начинали непосредственно после заливки чугуна, опуская фурму по мере расплавления шихты до границы раздела М-Ш. Полное расплавление ванны фиксировалось визуально по прекращению фонтанирования металла в местах нахождения нерасплавившегося металлолома. При проведении плавок предлагаемым способом в момент прекращения фонтанирования металла (т.е. в момент начала доводки) фурмы поднимали над границей раздела М-Ш на определенную высоту и удерживали в таком положении некоторое время, затем опускали на границу раздела и производили повторный подъем фурм в конце доводки. При проведении плавки, как в прототипе, фурмы находились на границе раздела М-Ш в течение всей доводки. Положение границы М-Ш определяли электроконтактным методом, для чего одна из фурм была изолирована от металлоконструкций. Между изолированной фурмой и металлоконструкциями был установлен омметр. При нахождении фурмы в атмосфере печи сопротивление в цепи фурма-металлоконструкции составляло 140000-350000 Ом. При нахождении фурмы в шлаке сопротивление составляло 150-230 Ом (цепь замыкалась через шлак). При попадании фурмы в металл сопротивление составляло 2-7 Ом (цепь замыкалась через металл). Сопоставляя диаграмму движения фурмы с резкими переломами на диаграмме сопротивления, определяли положение границы раздела М-Ш. Затем по сельсину производили установку все х фурм в н ужное положение. С учетом того, что положение границы раздела М-Ш по ходу плавки несколько изменяется, определение положения границы производили каждые 7 мин, внося при необходимости коррективы в положение фурм. Точность установки фурм ±1 см. Эффективность способа продувки оценивалась продолжительностью доводки, которая определялась от момента прекращения фонтанирования металла (конец плавления) до момента достижения температуры металла 1620°С, содержания углерода 0,2%, содержания фосфора 0,025%. В момент, когда все названные параметры достигали требуемых значений, продувку прекращали, производили выдержку металла в печи в течение 10 мин (беспродувочный период для самораскисления ванны) и начинали выпуск металла в ковш, где производили его раскисление. Во всех случаях сталь была назначена по ГОСТ 380-71 без ограничения применения. В табл. 2 приведены результаты опытных плавок с использованием предлагаемого и известного (прототип) способов продувки расплава, в котором в течение всей доводки фурмы находились на границе раздела М-Ш. Таким образом, реализация предлагаемого способа при одновременном попадании всех его параметров в заявляемые пределы обеспечивает существенное повышение производительности агрегата за счет снижения продолжительности доводки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for melt blowing in hearth steel melting device
Автори англійськоюTerziian Pavlo Hryhorovych, Grebeniukov Anatolii Vasyliovych, Schukina Liubov Fedorivna, Terziian Serhii Pavlovych, Skorokhod Mykola Mykhailovych, Dviroadkin Borys Oleksandrovych, Zherdev Oleksandr Serhiiovych
Назва патенту російськоюСпособ продува расплава в подовом сталеплавильном агрегате
Автори російськоюТерзиян Павел Григорьевич, Гребенюков Анатолий Васильевич, Щукина Любовь Федоровна, Терзиян Сергей Павлович, Скороход Николай Михайлович, Дворядкин Борис Александрович, Жердев Александр Сергеевич
МПК / Мітки
МПК: C21C 5/04
Мітки: продувки, агрегаті, розплаву, сталеплавильному, спосіб, подовому
Код посилання
<a href="https://ua.patents.su/4-883-sposib-produvki-rozplavu-u-podovomu-staleplavilnomu-agregati.html" target="_blank" rel="follow" title="База патентів України">Спосіб продувки розплаву у подовому сталеплавильному агрегаті</a>
Спосіб виплавки сталі у подовому сталеплавильному агрегаті
Номер патенту: 694
Опубліковано: 15.12.1993
Автори: Кущенко Олександр Іванович, Гребенюков Анатолій Васильович, Дорофєєв Володимир Миколайович, Фролов Артур Володимирович, Дворядкін Борис Олександрович, Бондаренко Микола Андрійович, Фролов Володимир Миколайович
МПК: C21C 5/04
Мітки: спосіб, сталі, виплавки, подовому, агрегаті, сталеплавильному
Формула / Реферат:
Способ выплавки стали в подовом сталеплавильном агрегате, включающий заливку чугуна на нагретую шихту, расплавление шихты, продувку кислородом расплава до содержания углерода в металле 0,45%, нагрев окисленного шлака газо-кислородным факелом, отличающийся тем, что нагрев шлака газо-кислородным факелом осуществляют при достижении содержания углерода в металле 0,25-0,45% одновременно с продувкой расплава кислородом в течение последних 15-30%...
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Кущенко Олександр Іванович, Бондаренко Микола Андрійович, Гребенюков Анатолій Васильович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович
МПК: C21C 5/04
Мітки: спосіб, виробництва, сталі, подовий, печі
Формула / Реферат:
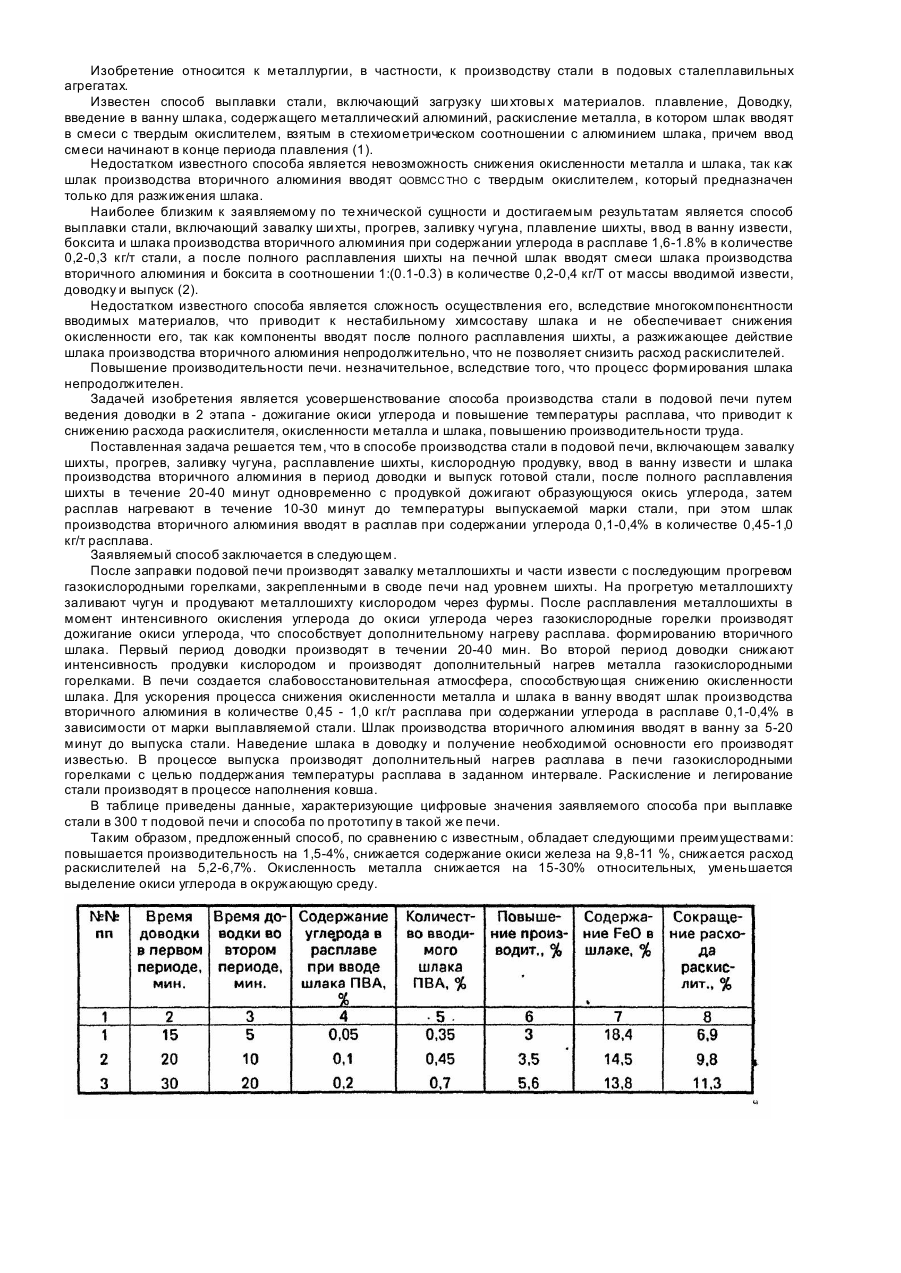
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
Спосіб виплавки сталі у мартенівській печі

Номер патенту: 132
Опубліковано: 30.04.1993
Автори: Проценко Юрій Юрьєвич, Дворядкін Борис Олександрович, Ігнатьєв Вадим Петрович, Харченко Борис Васильович, Жердєв Олександр Сергійович, Марков Юрій Ілліч, Котляр Володимир Лазаревич, Хорошілов Микола Макарович
МПК: C21C 5/04
Мітки: мартенівській, сталі, печі, виплавки, спосіб
Формула / Реферат:
Формула изобретения1. Способ выплавки стали в мартеновской печи, включающий продувку ванны кислородом через центральную и две периферийные фурмы до содержания углерода в металле 0,03-0,05% и последующий ввод чугуна в количестве 0,4-1,0% от веса садки, отличающийся тем, что, с целью снижения содержания газов в металле и усреднения его по химическому составу и температуре, дополнительно присаживают разжижитель и углеродсодержащий...
Спосіб продування металу в ковші
Номер патенту: 938
Опубліковано: 15.12.1993
Автори: Войтюк Костянтин Васильович, Плискановський Олександр Станіславович, Охотський Віктор Борисович, Борисов Юрій Миколайович, Зражевський Олександр Данилович, Бродський Сергій Сергійович, Довгий Володимир Володимирович, Учитель Лев Михайлович, Харахулах Василь Сергійович, Шибко Олександр Васильович
МПК: C21C 7/072
Мітки: продування, спосіб, ковші, металу
Формула / Реферат:
Способ продувки металла в ковше, включающий ввод аргона в металл через погружную футерованную фурму, расположенную наклонно к вертикальной оси, отличающийся тем, что, с целью повышения срока службы футеровки фурмы и ковша за счет снижения средней скорости газового потока в зоне барботажа, продувку ведут фурмой, сопло которой расположено по оси фурмы, а угол наклона ее к вертикальной оси составляет 18-19°.
Спосіб наплавки штампів
Номер патенту: 16
Опубліковано: 30.04.1993
Автори: Носатов Валерій Олександрович, Овчинникова Тамара Хабібуловна, Підберезський Володимир Семенович, Шевченко Микола Павлович, Гладкий Петро Васильович, Кузьменко Олег Генадійович
МПК: B22D 19/06
Мітки: штампів, спосіб, наплавки
Формула / Реферат:
Способ наплавки штампов, включающий подплавление поверхности заготовки с использованием нерасходуемых электродов, подачу присадочного металла в виде мелких частиц их расплавление и последующую кристаллизацию наплавленного слоя с электрошлаковым обогревом, отличающийся тем, что, с целью улучшения качества наплавленного металла в зоне соединения, уменьшения его перемешивания с основным металлом заготовки, а также повышения...
Попередній патент: Пристрій для автоматичного налагоджування вальцювальної кліті
Наступний патент: Керований колісний вузол транспортного засобу
Випадковий патент: Модель високочастотного фільтра