Спосіб виготовлення фанерованих дверей
Формула / Реферат
1. Спосіб виготовлення фанерованих дверей, що включає операції, при яких:
a) забезпечують наявність зовнішньої покривної фільонки, що містить лист паперу для декоративного оздоблення меблів, на якому відтворений малюнок, що є імітацією заданого типу деревини, і
b) закріплюють зовнішню покривну фільонку на конструкції дверного полотна (10), який відрізняється тим, що операція а) містить дії, при яких:
а1) забезпечують наявність листа паперу для декоративного оздоблення меблів, тисненого таким чином, що одержують пару зон бічних граней (13) з імітацією вертикального розташування волокон деревини і центральну зону (14) з імітацією поперечного розташування волокон деревини і
а2) накладають лист паперу для декоративного оздоблення меблів на зовнішню поверхню дерев'яної основи таким чином, що одержують зовнішню покривну фільонку, яка повинна бути закріплена на внутрішній конструкції дверного полотна (10).
2. Спосіб за п. 1, який відрізняється тим, що операція а1) включає дію, при якій здійснюють тиснення рулону паперу для декоративного оздоблення меблів шириною, що дорівнює ширині дверного полотна (10), і відрізають від рулону лист довжиною, що дорівнює висоті дверного полотна (10).
Текст
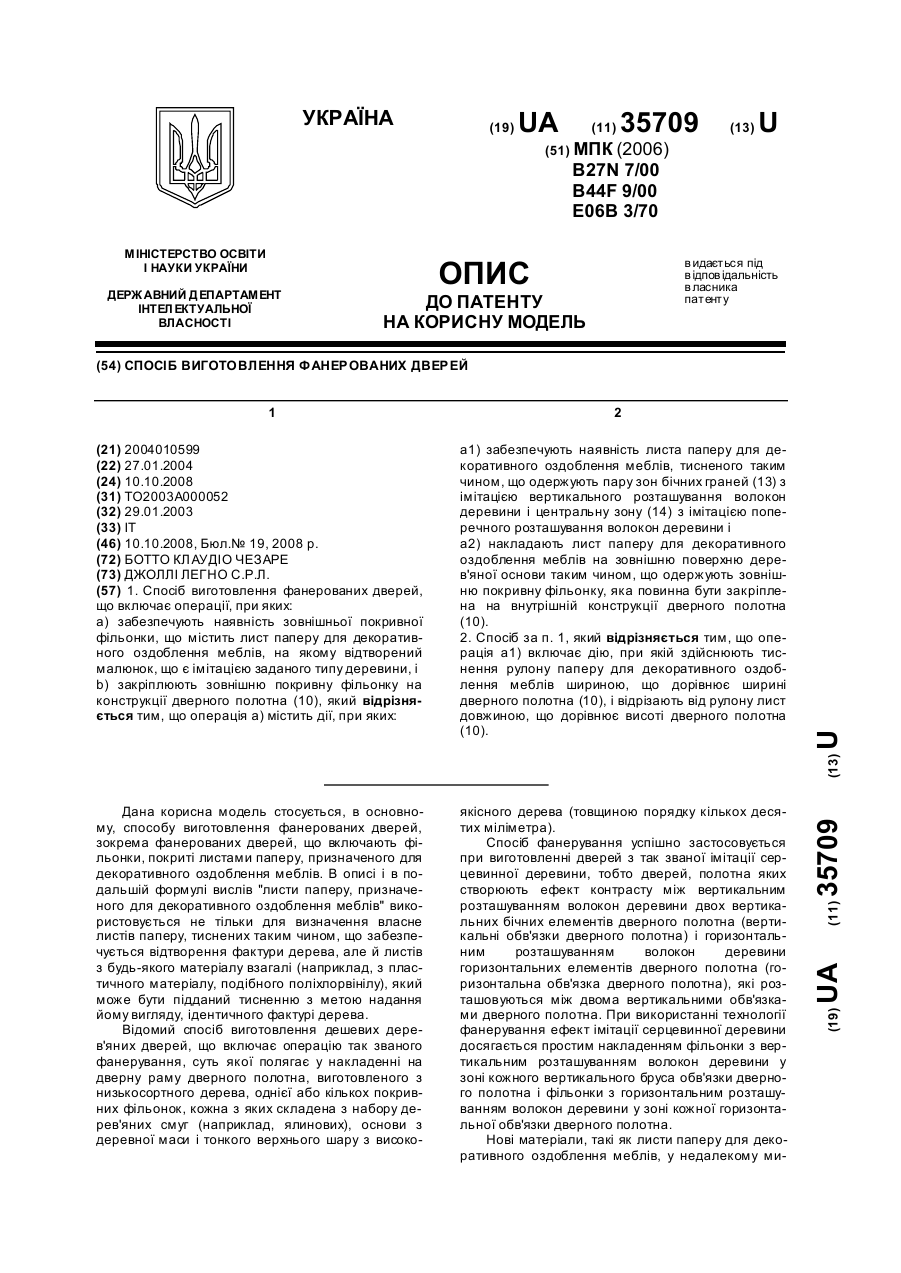
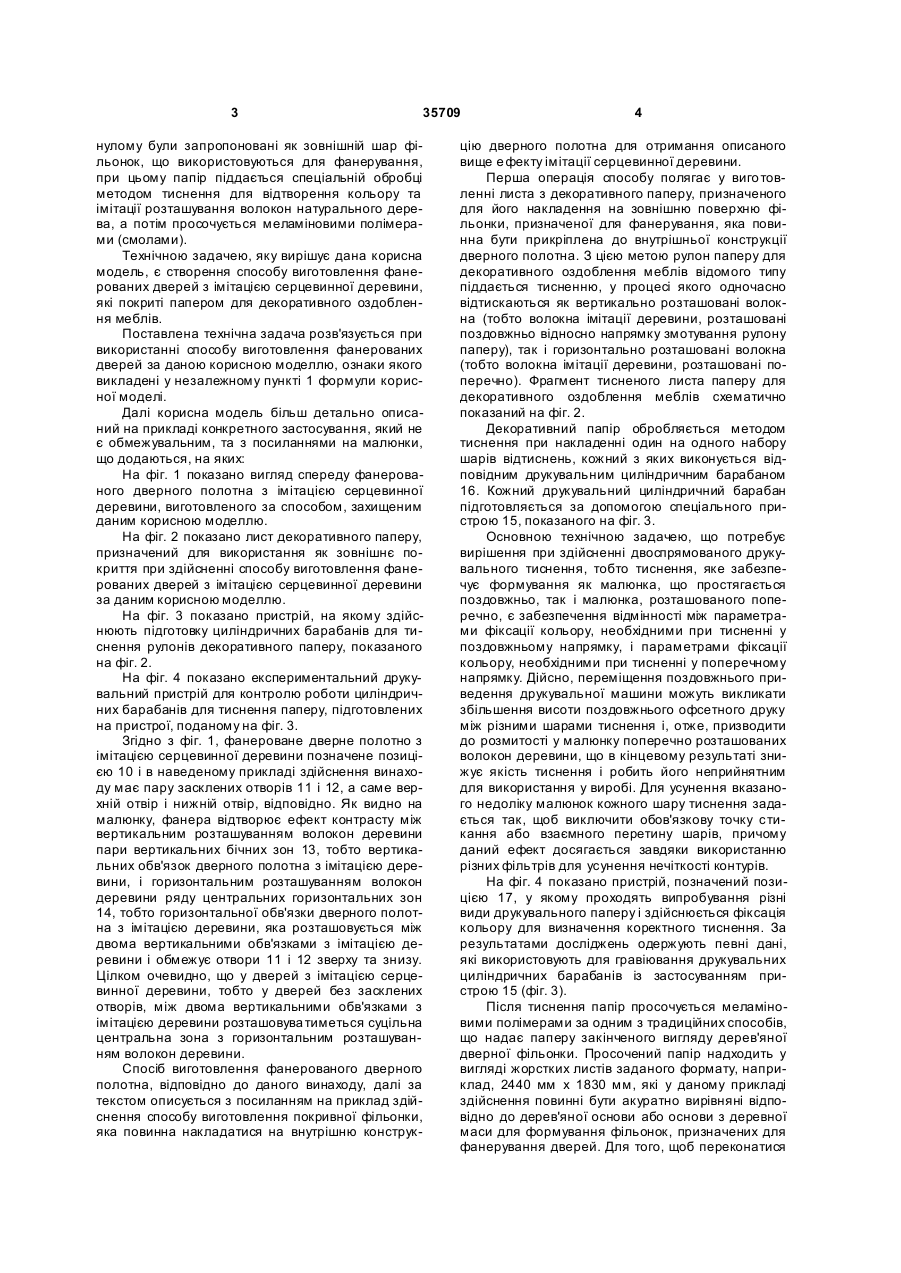
1. Спосіб виготовлення фанерованих дверей, що включає операції, при яких: a) забезпечують наявність зовнішньої покривної фільонки, що містить лист паперу для декоративного оздоблення меблів, на якому відтворений малюнок, що є імітацією заданого типу деревини, і b) закріплюють зовнішню покривну фільонку на конструкції дверного полотна (10), який відрізняється тим, що операція а) містить дії, при яких: U 1 3 35709 нулому були запропоновані як зовнішній шар фільонок, що використовуються для фанерування, при цьому папір піддається спеціальній обробці методом тиснення для відтворення кольору та імітації розташування волокон натурального дерева, а потім просочується меламіновими полімерами (смолами). Технічною задачею, яку вирішує дана корисна модель, є створення способу виготовлення фанерованих дверей з імітацією серцевинної деревини, які покриті папером для декоративного оздоблення меблів. Поставлена технічна задача розв'язується при використанні способу виготовлення фанерованих дверей за даною корисною моделлю, ознаки якого викладені у незалежному пункті 1 формули корисної моделі. Далі корисна модель більш детально описаний на прикладі конкретного застосування, який не є обмежувальним, та з посиланнями на малюнки, що додаються, на яких: На фіг. 1 показано вигляд спереду фанерованого дверного полотна з імітацією серцевинної деревини, виготовленого за способом, захищеним даним корисною моделлю. На фіг. 2 показано лист декоративного паперу, призначений для використання як зовнішнє покриття при здійсненні способу виготовлення фанерованих дверей з імітацією серцевинної деревини за даним корисною моделлю. На фіг. 3 показано пристрій, на якому здійснюють підготовку циліндричних барабанів для тиснення рулонів декоративного паперу, показаного на фіг. 2. На фіг. 4 показано експериментальний друкувальний пристрій для контролю роботи циліндричних барабанів для тиснення паперу, підготовлених на пристрої, поданому на фіг. 3. Згідно з фіг. 1, фанероване дверне полотно з імітацією серцевинної деревини позначене позицією 10 і в наведеному прикладі здійснення винаходу має пару засклених отворів 11 і 12, а саме верхній отвір і нижній отвір, відповідно. Як видно на малюнку, фанера відтворює ефект контрасту між вертикальним розташуванням волокон деревини пари вертикальних бічних зон 13, тобто вертикальних обв'язок дверного полотна з імітацією деревини, і горизонтальним розташуванням волокон деревини ряду центральних горизонтальних зон 14, тобто горизонтальної обв'язки дверного полотна з імітацією деревини, яка розташовується між двома вертикальними обв'язками з імітацією деревини і обмежує отвори 11 і 12 зверху та знизу. Цілком очевидно, що у дверей з імітацією серцевинної деревини, тобто у дверей без засклених отворів, між двома вертикальними обв'язками з імітацією деревини розташовува тиметься суцільна центральна зона з горизонтальним розташуванням волокон деревини. Спосіб виготовлення фанерованого дверного полотна, відповідно до даного винаходу, далі за текстом описується з посиланням на приклад здійснення способу виготовлення покривної фільонки, яка повинна накладатися на внутрішню конструк 4 цію дверного полотна для отримання описаного вище е фекту імітації серцевинної деревини. Перша операція способу полягає у виго товленні листа з декоративного паперу, призначеного для його накладення на зовнішню поверхню фільонки, призначеної для фанерування, яка повинна бути прикріплена до внутрішньої конструкції дверного полотна. З цією метою рулон паперу для декоративного оздоблення меблів відомого типу піддається тисненню, у процесі якого одночасно відтискаються як вертикально розташовані волокна (тобто волокна імітації деревини, розташовані поздовжньо відносно напрямку змотування рулону паперу), так і горизонтально розташовані волокна (тобто волокна імітації деревини, розташовані поперечно). Фрагмент тисненого листа паперу для декоративного оздоблення меблів схематично показаний на фіг. 2. Декоративний папір обробляється методом тиснення при накладенні один на одного набору шарів відтиснень, кожний з яких виконується відповідним друкувальним циліндричним барабаном 16. Кожний друкувальний циліндричний барабан підготовляється за допомогою спеціального пристрою 15, показаного на фіг. 3. Основною технічною задачею, що потребує вирішення при здійсненні двоспрямованого друкувального тиснення, тобто тиснення, яке забезпечує формування як малюнка, що простягається поздовжньо, так і малюнка, розташованого поперечно, є забезпечення відмінності між параметрами фіксації кольору, необхідними при тисненні у поздовжньому напрямку, і параметрами фіксації кольору, необхідними при тисненні у поперечному напрямку. Дійсно, переміщення поздовжнього приведення друкувальної машини можуть викликати збільшення висоти поздовжнього офсетного друку між різними шарами тиснення і, отже, призводити до розмитості у малюнку поперечно розташованих волокон деревини, що в кінцевому результаті знижує якість тиснення і робить його неприйнятним для використання у виробі. Для усунення вказаного недоліку малюнок кожного шару тиснення задається так, щоб виключити обов'язкову точку стикання або взаємного перетину шарів, причому даний ефект досягається завдяки використанню різних фільтрів для усунення нечіткості контурів. На фіг. 4 показано пристрій, позначений позицією 17, у якому проходять випробування різні види друкувального паперу і здійснюється фіксація кольору для визначення коректного тиснення. За результатами досліджень одержують певні дані, які використовують для гравіювання друкувальних циліндричних барабанів із застосуванням пристрою 15 (фіг. 3). Після тиснення папір просочується меламіновими полімерами за одним з традиційних способів, що надає паперу закінченого вигляду дерев'яної дверної фільонки. Просочений папір надходить у вигляді жорстких листів заданого формату, наприклад, 2440 мм х 1830 мм, які у даному прикладі здійснення повинні бути акуратно вирівняні відповідно до дерев'яної основи або основи з деревної маси для формування фільонок, призначених для фанерування дверей. Для того, щоб переконатися 5 35709 щодо точності вирівнювання просоченого паперу відповідно до дерев'яної основи або основи з деревної маси, дуже яскрава опорна лінія (темного кольору на світлому дереві і світлого кольору на темному дереві) наноситься на тиснений папір під комплект лазерних пристроїв приладу вирівнювання, які призначені для регулювання положення листа паперу на дерев'яній основі. Прилад вирівнювання розташований на вході в прес, у якому вузол, складений з дерев'яної основи і просоченого паперу, піддається дії заданого тиску при заданій температурі з метою створення умов для хімічної реакції, у процесі якої меламіновий полімер паперу проникає на поверхню дерев'яної основи для одержання фільонки з імітацією поверхні з натуральної деревини. Одержана таким чином фільонка накладається на полотно дверей з використанням способу, звичайно застосовуваного для виготовлення фанерованих дверей. 6 Цілком очевидно, що для дверей, обладнаних вікнами, необхідно формувати отвори відповідного розміру і заданої форми. З наведеного вище опису випливає, що основна перевага даної корисної моделі полягає у тому, що забезпечення можливості одночасного тиснення імітації як вертикально, так і горизонтально розташованих волокон деревини дозволяє для одного дверного полотна виготовляти одну єдину фільонку, внаслідок чого відпадає необхідність у виконанні різних, операцій з прирізки та склеювання елементів, що подовжують у часі те хнологічний процес і підвищують вірогідність виготовлення бракованих виробів. При збереженні суті винаходу приклади його здійснення і конструкції виробів можуть відрізнятися від описаних і показаних на малюнках, які стосуються наведеного у тексті опису, але не обмежувального прикладу здійснення винаходу, у тому випадку, якщо вони не виходять за рамки обсягу захисту, окресленого набором суттєвих ознак, викладених у формулі винаходу, що додається. 7 Комп’ютерна в ерстка І.Скворцов а 35709 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing veneered door
Автори англійськоюBotto Claudio Cesare
Назва патенту російськоюСпособ изготовления фанерованных дверей
Автори російськоюБотто Клаудио Чезаре
МПК / Мітки
МПК: B27N 7/00, B44F 9/00, E06B 3/70
Мітки: спосіб, фанерованих, дверей, виготовлення
Код посилання
<a href="https://ua.patents.su/4-35709-sposib-vigotovlennya-fanerovanikh-dverejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення фанерованих дверей</a>
Спосіб виготовлення наличників та плінтусів
Номер патенту: 17443
Опубліковано: 15.09.2006
Автор: Сенчишин Іван Григорович
МПК: B32B 21/00
Мітки: плінтусів, виготовлення, спосіб, наличників
Формула / Реферат:
Спосіб виготовлення наличників та плінтусів, який включає виготовлення профільної основи і наступне нанесення на її поверхню декоративного покриття, який відрізняється тим, що як основу використовують заготовку з малоцінної деревини або попередньо з'єднані заготовки з відходів деревини, на які методом термічного пресування наносять полімерне покриття, наприклад меламін.
Механізм відкривання і закривання дверей критого вагона
Номер патенту: 34062
Опубліковано: 25.07.2008
Автори: Калініченко Володимир Анатолійович, Марінюк В'ячеслав Степанович, Павлюченко Микола Петрович, Гуржі Ілля Володимирович
МПК: E05B 65/12, B61D 19/00
Мітки: критого, відкривання, механізм, закривання, вагона, дверей
Формула / Реферат:
1. Механізм відкривання і закривання дверей критого вагона, що складається із запірного пристрою, який включає запірний важіль з різьбовим шпинделем і шарнірно зв'язані з ними по сторонах дверей горизонтальні тяги з регулювальними гвинтовими стяжками і вертикальними притискними валами, до яких жорстко закріплені кулачки, що взаємодіють зі скобами дверного прорізу, і відвідного пристрою, що включає два обертових вали з відкидними важелями і...
Спосіб виготовлення художньо-декоративного виробу
Номер патенту: 34234
Опубліковано: 11.08.2008
Автори: Кобцева Лідія Анатоліївна, Воронцова Галина Вікторівна
МПК: B44C 5/00
Мітки: художньо-декоративного, виготовлення, спосіб, виробу
Формула / Реферат:
1. Спосіб виготовлення художньо-декоративного виробу, зокрема покриття поверхні меблів, який включає розробку ескізу виробу, перенос його на поверхню меблів, остаточне оздоблення, який відрізняється тим, що ескіз виробу розробляють на площині, площа якої не менше ніж на 10 % перевищує площу поверхні меблів, що покривають, ескіз виробу розділяють на фрагменти, основну частину яких переносять на поверхню меблів, а принаймні один фрагмент...
Система дверей
Номер патенту: 2364
Опубліковано: 15.03.2004
Автор: Яріш Тетяна Володимирівна
МПК: E06B 3/32
Формула / Реферат:
Система дверей, яка містить щонайменше одне дверне полотно, напрямні елементи, ролики, виконані у вигляді двох коліс, які встановлені на вертикально розташованих осях прикріплених до нижньої та верхньої частин дверного полотна, яка відрізняється тим, що дверне полотно складається з верхньої, середньої та нижньої стулок які з’єднані між собою з одної сторони віссю, що закріплена з можливістю обертання навколо неї середньої стулки, з іншої...
Спосіб футерування дверей коксових печей
Номер патенту: 16671
Опубліковано: 15.08.2006
Автори: Власов Генадій Олександрович, Морозов Олександр Федорович, Оберемченко Максим Георгійович
МПК: C10B 25/00
Мітки: коксових, дверей, спосіб, футерування, печей
Формула / Реферат:
Спосіб футерування дверей коксових печей, що включає поєднання між собою вогнетривких виробів, який відрізняється тим, що як вогнетривкі вироби використовують блоки з вогнетривкого бетону, які монтують на дверях коксової печі за допомогою роз'ємного кріплення.
Попередній патент: Спосіб безперервної протиточної фільтрації та піщаний фільтр з рухомим шаром для його здійснення
Наступний патент: Магнітоелектричний індуктор запалювання
Випадковий патент: Футеровочна плита корпусу барабанного млина