Спосіб одержання захисної плівки на поверхні стального прокату
Номер патенту: 37204
Опубліковано: 25.11.2008
Автори: Лясов Володимир Григорович, Макаренко Олександр Анатолійович, Теряєв Олександр Митрофанович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Корінь Андрій Олександрович
Формула / Реферат
1. Спосіб одержання захисної плівки на поверхні стального прокату, що включає попереднє нагрівання оброблюваної поверхні до температури 100-1050 °С, нанесення на оброблювану поверхню рідкого інгібітору корозії, одержання захисної плівки й охолодження на повітрі виробленого сталевого прокату, який відрізняється тим, що перед нанесенням рідкого інгібітору корозії оброблювану поверхню піддають термозміцненню, нанесення на оброблювану поверхню інгібітору корозії здійснюють у краплинно-рідкому стані, а непрореаговані компоненти рідкого інгібітору корозії видаляють із зони одержання захисної плівки на поверхні сталевого прокату.
2. Спосіб за п. 1, який відрізняється тим, що термозміцнення виконують охолодженням водою з утворенням на оброблюваній поверхні оксидної плівки.
3. Спосіб за п. 1, який відрізняється тим, що у краплинно-рідкий стан рідкий інгібітор корозії переводять шляхом формування краплинно-рідких факелів.
4. Спосіб за п. 1, який відрізняється тим, що формування краплинно-рідких факелів виконують турбулізацією потоку рідкого інгібітору корозії потоком стисненого газу.
5. Спосіб за п. 4, який відрізняється тим, що як стиснений газ використовують стиснене повітря й/або стиснений азот, і/або стиснений аргон, і/або стиснений вуглекислий газ, і/або стиснений кисень.
6. Спосіб за п. 1, який відрізняється тим, що видалення непрореагованих компонентів рідкого інгібітору корозії виконують шляхом створення розрідження в зоні одержання захисної плівки на поверхні стального прокату.
7. Спосіб за п. 1, який відрізняється тим, що вилучені непрореаговані компоненти рідкого інгібітору корозії вловлюють методом їхнього поглинання вихідним рідким інгібітором корозії.
Текст
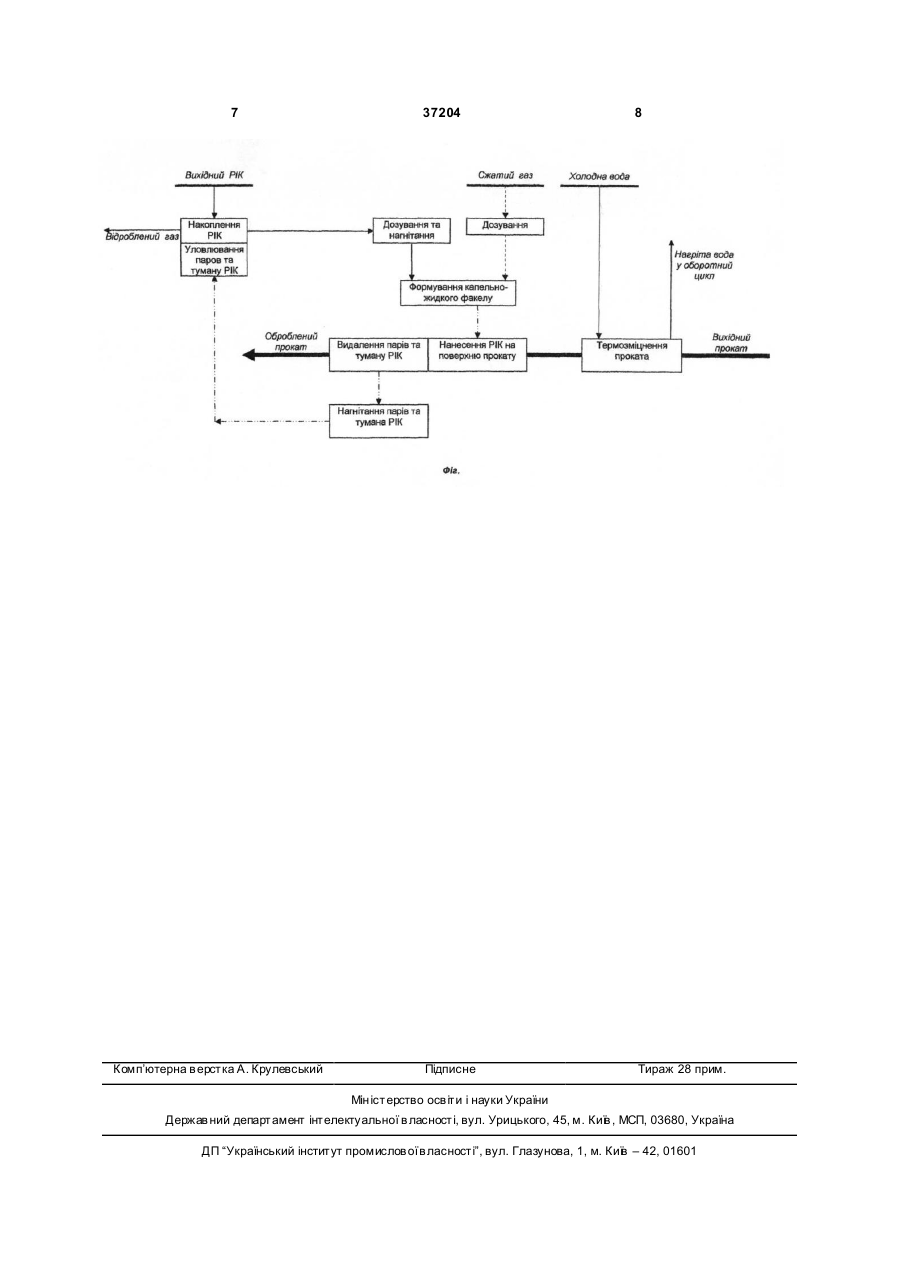
1. Спосіб одержання захисної плівки на поверхні стального прокату, що включає попереднє нагрівання оброблюваної поверхні до температури 100-1050 °С, нанесення на оброблювану поверхню рідкого інгібітору корозії, одержання захисної плівки й охолодження на повітрі виробленого сталевого прокату, який відрізняє ться тим, що перед нанесенням рідкого інгібітору корозії оброблювану поверхню піддають термозміцненню, нанесення на оброблювану поверхню інгібітору корозії здійснюють у краплинно-рідкому стані, а непрореаговані компоненти рідкого інгібітору корозії видаляють із U 2 (19) 1 3 37204 ної плівки на поверхні стального прокату, що заявляється, є спосіб одержання фосфатного покриття на стальній поверхні [див., наприклад, патент РФ №2296183, МПК С23С 22/07. Заявка №2004 і 17375/02 от 07.06.2004 і. Опубл. 27.03.2007г. Заявители; Виниченко Роман Петрович (RU), Кобяков Владимир Евгеньевич (RU) і Ююкин Константин Алексеевич (RU). Автори; Виниченко Р.П. (RU), Кобяков В.Е. (RU) и Ююкин К.А. (RU).. Патентообладатели: Виниченко Роман Петрович (RU), Кобяков Владимир Евгеньевич (RU) і Ююкин Константин Алексеевич (RU)]. Даний спосіб включає нанесення методом розпилення або облива на оброблювану поверхню, попередньо нагріту до температури 100-1050°С, водного фосфацируючого розчину для одержання неорганічного покриття й охолодження на повітрі зробленого стального прокату. Даний спосіб одержання фосфатного покриття на стальній поверхні по технічній сутності й по ефекту, що досягається, є найбільш близьким до заявляємого способу одержання захисної плівки на поверхні стального прокату. Недоліком даного способу одержання фосфатного покриття на стальній поверхні є його низька ефективність, обумовлена більшою питомою витратою фосфацируючого агента й погіршенням санітарно-гігієнічних умов праці. Велика питома витрата фосфацируючого агента й погіршення санітарно-гігієнічних умов праці відбуваються через високу ймовірність влучення компонентів водного фосфацируючего розчину в навколишнє середовище. Сукупними ознаками найближчого аналога (прототипу) є: попереднє нагрівання оброблюваної поверхні до температури 100-1050°С; нанесення на оброблювану поверхню рідкого інгібітору корозії; одержання захисної плівки; охолодження на повітрі виробленого стального прокату. В основу корисної моделі поставлено задачу вдосконалення способу одержання захисної плівки на поверхні стального прокату шля хом поліпшення санітарно-гігієнічних умов праці за рахунок зниження ймовірності влучення компонентів рідкого інгібітору корозії в навколишнє середовище й зменшення питомої витрати рідкого інгібітору корозії, що дозволить підвищити ефективність процесу одержання захисної плівки на поверхні стального прокату. Очікуваним технічним результатом є підвищення ефективності способу одержання захисної плівки на поверхні стального прокату шляхом зниження ймовірності влучення компонентів рідкого інгібітору корозії в навколишнє середовище й, як наслідок, зменшення питомої витрати рідкого інгібітору корозії. Зазначений технічний результат досягається тим, що в способі одержання захисної плівки на поверхні стального прокату, що включає попереднє нагрівання оброблюваної поверхні до температури 100-1050°С, нанесення на оброблювану поверхню рідкого інгібітору корозії, одержання за 4 хисної плівки й охолодження на повітрі виробленого стального прокату, згідно заявляємої корисної моделі перед нанесенням рідкого інгібітору корозії оброблювану поверхню піддають термозміцненню; термозміцнення виконують охолодженням водою з утворенням на оброблюваній поверхні оксидної плівки; нанесення на оброблювану поверхню інгібітору корозії здійснюють у краплиннорідкому стані; у краплиннорідкий стан рідкий інгібітор корозії переводять шляхом формування краплиннорідких факелів; формування краплиннорідких факелів виконують турбулізацією потоку рідкого інгібітору корозії потоком стисненого газу; як стиснутий газ використовують стиснене повітря й/або стиснутий азот і/або стиснутий аргон і/або стиснутий вуглекислий газ і/або стиснутий кисень; непрореаговані компоненти рідкого інгібітору корозії видаляють із зони одержання захисної плівки на поверхні стального прокату; видалення непрореагованих компонентів рідкого інгібітору корозії виконують шляхом створення розрідження в зоні одержання захисної плівки на поверхні стального прокату; вилучені непрореаговані компоненти рідкого інгібітору корозії вловлюють методом їхнього поглинання вихідним рідким інгібітором корозії. Сутність способу одержання захисної плівки на поверхні стального прокату, що заявляється, полягає в тім, що: при термозміцненні охолодженням водою перед нанесенням рідкого інгібітору корозії на оброблюваній поверхні утворюється оксидна плівка, яка має високу пористість й, відповідно, високорозвинену поверхню. При наступному нанесенні рідкого інгібітору корозії останній попадає в пори оксидної плівки й, закупорюючи їх шляхом взаємодії з оксидами заліза й/або змінюючи свій хімічний склад, утворює захисн у плівку на поверхні стального прокату при меншій питомій витраті рідкого інгібітору корозії внаслідок зниження влучення рідкого інгібітору корозії в навколишнє середовище. Це веде до підвищення ефективності способу одержання захисної плівки на поверхні сталевого прокату, тобто до досягнення зазначеного у винаході те хнічного результату; при нанесенні на оброблювану поверхню інгібітору корозії краплинно-рідким факелом, при формуванні краплинно-рідкого факела турбулізацією потоку рідкого інгібітору корозії потоком стисненого газу й при використанні як стиснутий газ стисненого повітря й/або кисню й/або азоту й/або вуглекислого газу й/або аргону відбувається більше інтенсивна взаємодія рідкого інгібітору корозії з оброблюваною поверхнею внаслідок значного збільшення поверхні розділу фаз у рідкого інгібітору корозії. При краплинно-рідкому нанесенні інгібітору корозії останній утворить захисну плівку на поверхні стального прокату при меншій питомій витраті внаслідок зниження влучення його в навколишнє середовище. Це веде до підвищення ефективності способу одержання захисної плівки на поверхні стального прокату, тобто до досягнення зазначеного у винаході те хнічного результату; при видаленні непрореагованих компонентів рідкого інгібітору корозії із зони одержання захисної плівки на поверхні стального прокату шляхом 5 37204 створення розрідження в зоні одержання захисної плівки на поверхні стального прокату й при вловлюванні вилучених непрореагованих компонентів рідкого інгібітору корозії методом їхнього поглинання вихідним рідким інгібітором корозії відбувається запобігання влученню непрореагованих компонентів рідкого інгібітору корозії в навколишнє середовище. Результатом цього є зниження ймовірності влучення рідкого інгібітору корозії в навколишнє середовище, що веде до підвищення ефективності способу одержання захисної плівки на поверхні стального прокату, тобто до досягнення зазначеного у винаході технічного результату. Таким чином, сукупність істотних ознак способу одержання захисної плівки на поверхні стального прокату, що заявляється, (термозміцнення оброблюваної поверхні перед нанесенням рідкого інгібітору корозії, здійснення термозміцнення охолодженням водою з утворенням на оброблюваній поверхні оксидної плівки, нанесення на оброблювану поверхню інгібітору корозії в краплиннорідкому стані, перевід у краплиннорідкий стан рідкого інгібітору корозії шляхом формування краплиннорідких факелів шляхом турбулізації потоку рідкого інгібітору корозії потоком стисненого газу, у якості якого використовують стиснене повітря й/або стиснутий азот і/або стиснутий аргон і/або стиснутий вуглекислий газ і/або стиснутий кисень; видалення непрореагованих компонентів рідкого інгібітору корозії із зони одержання захисної плівки на поверхні сталевого прокату шля хом створення розрідження в зоні одержання захисної плівки на поверхні стального прокату з наступним уловлюванням вилучених непрореагованих компонентів рідкого інгібітору корозії (РПС) методом їхнього поглинання вихідним рідким інгібітором корозії) дозволяє поліпшити санітарно-гігієнічні умови праці за рахунок зниження ймовірності влучення компонентів рідкого інгібітору корозії в навколишнє середовище й зменшення питомої витрати рідкого інгібітору корозії, тобто підвищити ефективність процесу одержання захисної плівки на поверхні стального прокату, що веде до підвищення ефективності процесу одержання захисної плівки на поверхні сталевого прокату, тобто до досягнення зазначеного у винаході технічного результату. Сутність способу одержання захисної плівки на поверхні сталевого прокату, що заявляється, ілюструється також наведеною на Фіг. принциповою технологічною схемою одержання захисної плівки на поверхні стального прокату. Використання способу одержання захисної плівки на поверхні стального прокату, що заявляється, ілюструється наступним прикладом конкретногоздійснення. 6 Приклад Перед нанесенням рідкого інгібітору корозії оброблювану поверхню ви хідні зі швидкістю 10м/с із чистової групи клітей арматурного прокату з температурою 1100°С піддають термозміцненню. Термозміцнення арматурного прокату виконують шляхом охолодження його холодною водою з температурою 20°С. Використану в процесі термозміцнення нагріту до температури 35°С воду скидають в оборотний цикл водопостачання. У результаті термозміцнення на поверхні підданого термозміцненню прокату утвориться оксидна плівка. При цьому температура зовнішнього шару арматурного прокату й утвореної оксидної плівки падає до 980°С. Нанесення на поверхню термообробленого арматурного прокату фосфатуючого розчину, як інгібітор корозії, здійснюють у краплинно-рідкому стані. У краплинно-рідкий стан фосфатуючий розчин як рідкий інгібітор корозії переводять шляхом формування трьох краплинно-рідких факелів, осі яких розташовані під кутом 120° в площині, перпендикулярній осі переміщуваного прокату. Висота сформованих краплинно-рідких факелів становить 2,6 діаметра оброблюваного арматурного прокату, а діаметр у місці перетинання з арматурним прокатом - 1,12 діаметра оброблюваного арматурного прокату. Формування трьох краплиннорідких факелів виконують турбулізацією потоку фосфатуючого розчину потоком стисненого повітря. Початкова температура фосфатуючого розчину становить 25°С. При формуванні трьох краплиннорідких факелів фосфатуючого розчину використовують стиснене повітря під тиском 4,2атм із вихідною температурою 25°С. Масове співвідношення потоку фосфатуючого розчину до потоку стисненого повітря при формуванні трьох краплиннорідких факелів становить 145:1. Час перебування арматурного прокату в зоні одержання захисної плівки на його поверхні становить 0,6сек. Не прореаговані компоненти фосфатуючого розчину (водяна пара й туман), що мають температур у 90°С, видаляють із зони одержання захисної плівки на поверхні сталевого прокату шляхом створення розрідження в цій зоні. Розрідження на вихідному кінці зони одержання захисної плівки становить 85мм в. ст., а на вхідному - 42мм в. ст. Вилучені не прореаговані компоненти фосфатуючого розчину (водяна пара й туман) уловлюють методом їхнього поглинання вихідним фосфатующим розчином. Поглинання вихідним розчином виконують шляхом барботування відпрацьованої парогазової суміші через одну сітчасту тарілку переливного типу. Очищене відпрацьоване повітря скидають у навколишню атмосферу. 7 Комп’ютерна в ерстка А. Крулевський 37204 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining of protective film on surface of steel rolled stock
Автори англійськоюSheremet Volodymyr Oleksandrovych, Kekukh Anatolii Volodymyrovych, Liasov Volodymyr Hryhorovych, Makarenko Oleksandr Anatoliovych, Korin Andrii Oleksandrovych, Teriaiev Oleksandr Mytrofanovych
Назва патенту російськоюСпособ получения защитной пленки на поверхности стального проката
Автори російськоюШеремет Владимир Александрович, Кекух Анатолий Владимирович, Лясов Владимир Григорьевич, Макаренко Александр Анатольевич, Корень Андрей Александрович, Теряев Александр Митрофанович
МПК / Мітки
МПК: C23C 22/00, B05D 1/02
Мітки: стального, спосіб, плівки, захисної, одержання, прокату, поверхні
Код посилання
<a href="https://ua.patents.su/4-37204-sposib-oderzhannya-zakhisno-plivki-na-poverkhni-stalnogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання захисної плівки на поверхні стального прокату</a>
Спосіб одержання плівки розплаву грануляту на поверхні
Номер патенту: 17410
Опубліковано: 01.01.1993
Автори: Романов Віталій Миколайович, Шелудяков Анатолій Олексійович
МПК: B05D 1/40, B29D 7/00, B29B 7/54
Мітки: поверхні, грануляту, спосіб, розплаву, одержання, плівки
Формула / Реферат:
Способ получения пленки расплава гранулята на поверхности, температура которой не менее температуры плавления гранулята, движущейся относительно поверхности, температура которой ниже температуры плавления гранулята, путем подачи гранулята между этими поверхностями, отличающийся тем, что гранулят удерживают в зоне контакта с обеими поверхностями, исключая при этом его перемешивание, до полного расплавления.
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: B21B 45/02, C23F 15/00
Мітки: стального, обробки, спосіб, прокату
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб одержання захисної голограми
Номер патенту: 42637
Опубліковано: 15.11.2004
Автори: Твердохліб Ігор Вікторович, Тимошенко Андрій Миколайович, Сидоренко Юрій Григорович, Івановський Андрій Альбертович, Бейлін Георгій Володимирович
МПК: G06K 19/00, G02B 5/32, G03H 1/00
Мітки: одержання, голограми, захисної, спосіб
Формула / Реферат:
Спосіб створення захисної голограми, що включає операції створення потрібного зображення, запису голограми з потрібного зображення, створення металевої матриці з голограми потрібного зображення, наступного тиражування захисної голограми по поверхні полімерної плівки шляхом тиснення на неї матрицею, який відрізняється тим, що, попередньо, до виготовлення матриці для тиражування голографічних зображень потрібного зображення, яке...
Спосіб одержaння плівки розплаву гранулята на поверхні
Номер патенту: 17410
Опубліковано: 15.05.2001
Автори: Шелудяков Анатолій Олексійович, Романов Віталій Миколайович
МПК: B29D 7/00, B29B 7/54, B05D 1/40
Мітки: одержання, поверхні, гранулята, розплаву, спосіб, плівки
Формула / Реферат:
Способ получения пленки расплава гранулята на поверхности, температура которой не менее температуры плавления гранулята, движущейся относительно поверхности, температура которой ниже температуры плавления гранулята, путем подачи гранулята между этими поверхностями, отличающийся тем, что гранулят удерживают в зоне контакта с обеими поверхностями, исключая при этом его перемешивание, до полного расплавления.
Спосіб визначення орієнтації поверхні плівки
Номер патенту: 78819
Опубліковано: 25.04.2007
Автори: Плаксій Юрій Степанович, Кравченко Вілен Йосипович, Галкін Олександр Олексійович
МПК: G01B 11/26
Мітки: поверхні, спосіб, плівки, орієнтації, визначення
Формула / Реферат:
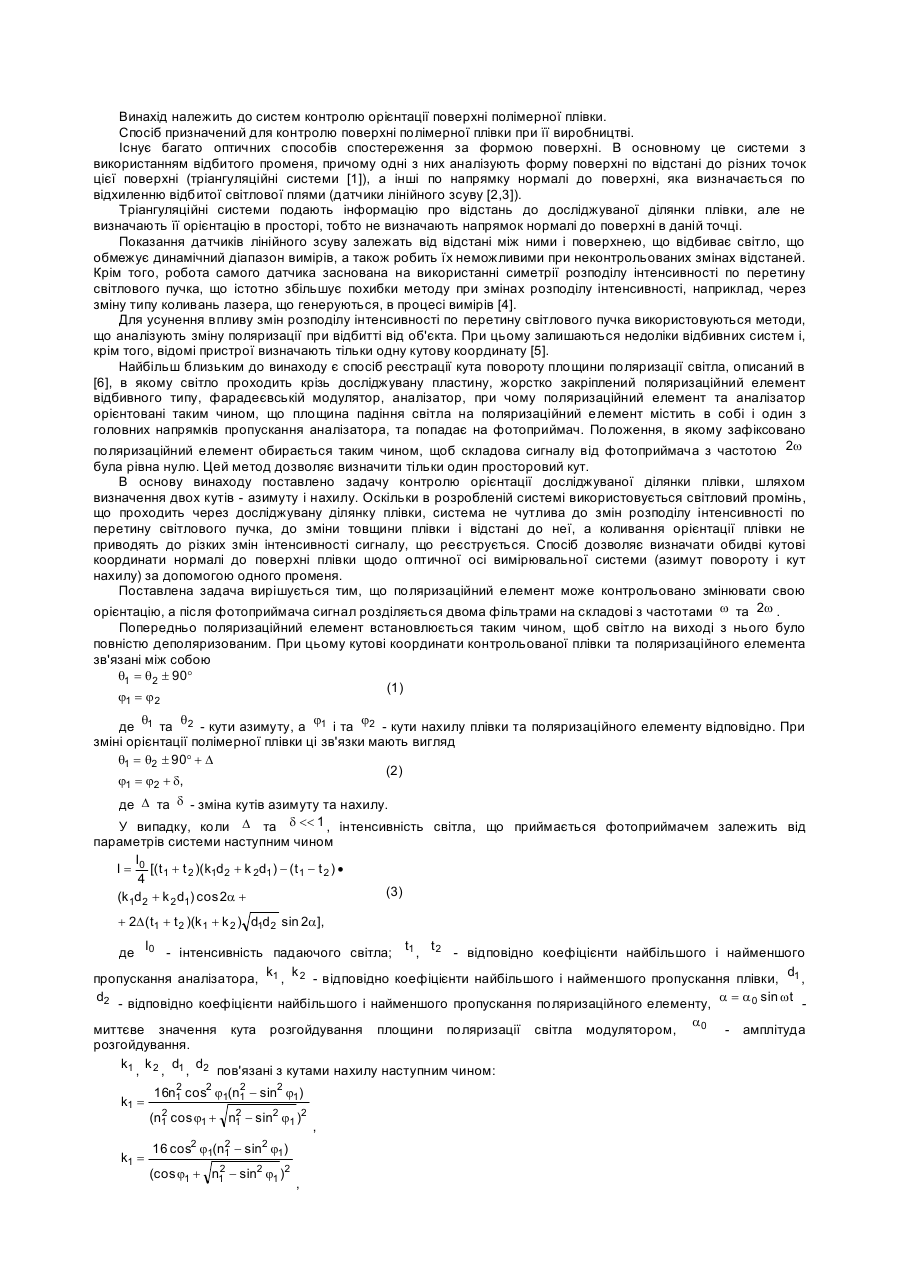
Спосіб визначення орієнтації поверхні плівки, який полягає в тому, що неполяризоване світло спрямовують послідовно на плівку, поляризаційний елемент, модулятор з частотою ω, аналізатор і реєструють його інтенсивність фотоприймачем, який відрізняється тим, що сигнал від фотоприймача розділяють двома фільтрами на складові з частотами ω та 2ω, причому орієнтацію поляризаційного елемента встановлюють такою, щоб складова сигналу з...
Попередній патент: Електропневматичний модулятор тиску
Наступний патент: Спосіб демонстрації псевдооб’ємних та/або варіативних зображень
Випадковий патент: Спосіб калібрування та видалення паразитних відбиттів при неруйнівному контролі верхнього шару асфальтобетону за допомогою георадара