Спосіб обробки шлакових ковшів
Номер патенту: 3986
Опубліковано: 27.12.1994
Автори: Коваль Петро Павлович, Горб Володимир Іванович, Хлопков Леонід Піменович, Сальніков Ігор Михайлович, Гончар Віктор Якович, Ковальов Володимир Васильович
Формула / Реферат
Способ обработки шлаковых ковшей перед наливом расплава, включающий нанесение защитного покрытия на горячую внутреннюю поверхность ковша, отличающийся тем, что в качестве защитного покрытия на внутреннюю поверхность ковша с температурой 410-500°С наносят отходы титано-магниевого производства в виде геля с удельной плотностью 1,1-1,2 г/см3.
Текст
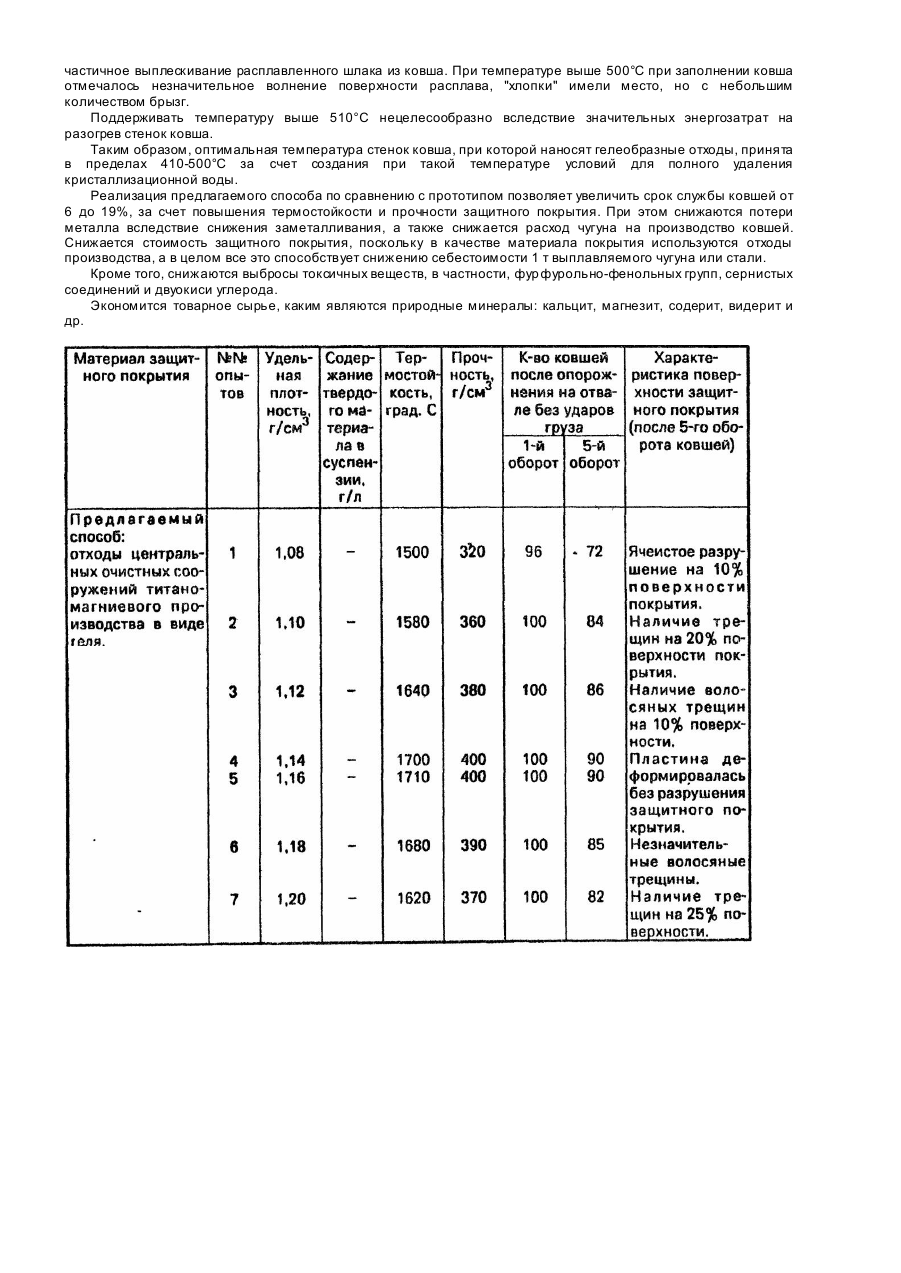
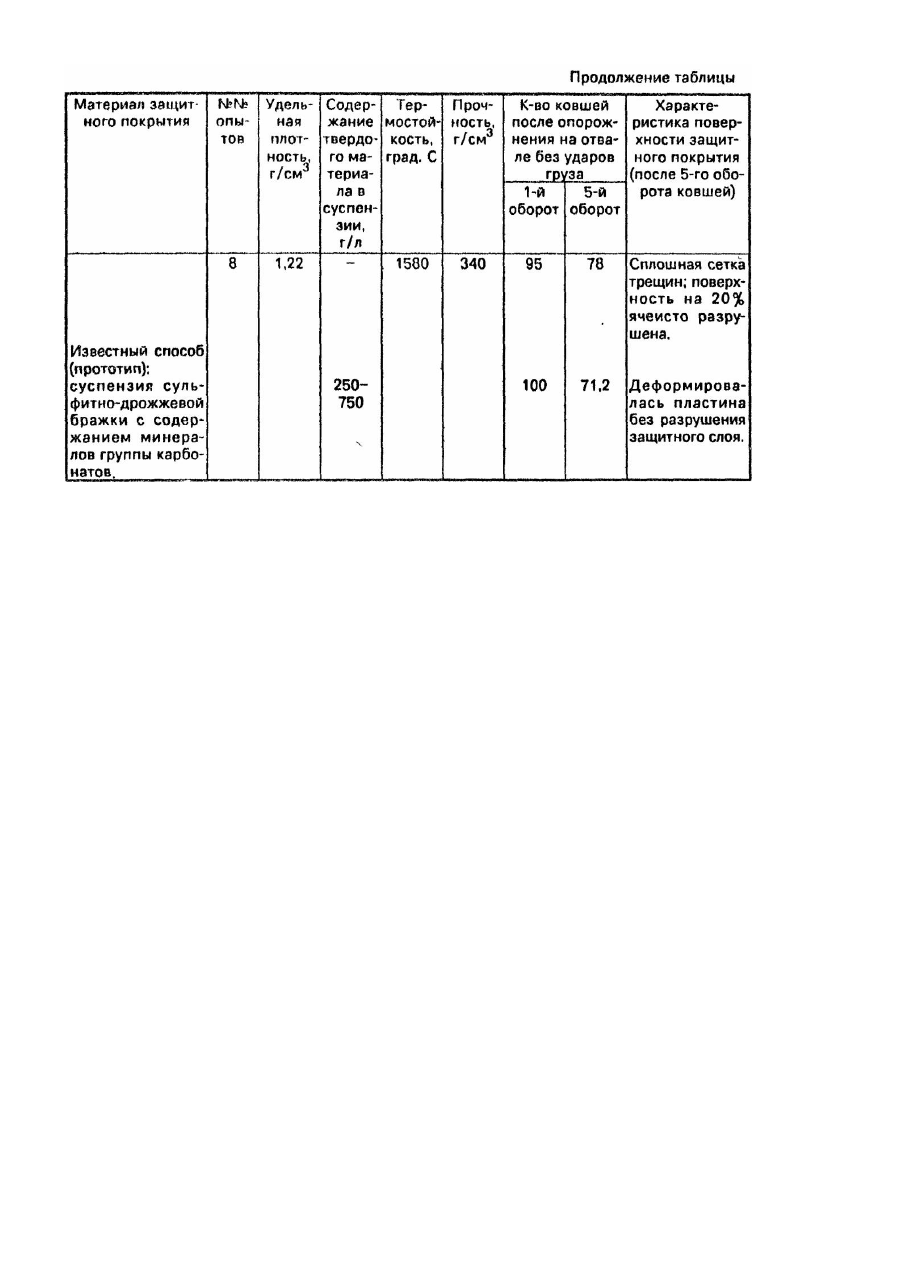
Предлагаемое техническое решение относится к области металлургии, а именно, к способам обработки шлаковых ковшей и может быть использовано для защиты ковшей от заметалливания при разливке и транспортировке шлакового расплава при производстве стали и чугуна, Известен способ обработки шлаковых ковшей перед наливом расплава [1], включающий нанесение защитного покрытия на внутреннюю поверхность ковша. В качестве защитного покрытия наносят суспензию, содержащую, мас.%: известковое молоко - 85, пыль мартеновских печей -10, смолу 101-5. Известное покрытие имеет низкую прочность и низкую термостойкость. Это обусловлено тем, что при высыхании нанесенной суспензии вода испаряется и оставшаяся окись кальция (известь) осыпается от толчков при транспортировке ковшей к месту заливки шлака. Таким образом нарушается однородностьзащитного покрытия и на незамещенных участках поверхности ковша происходит приваривание расплава к ковшу. В результате этого происходит частичная потеря металла, а, кроме этого, приваренные участки приходится очищать механическим способом, что приводит к дополнительным повреждениям ковшей и снижению срока их службы. Наиболее близким по технической сущности и достигаемому результату является способ обработки шлаковых ковшей перед наливом расплава [2], включающий нанесение защитного покрытия на внутреннюю поверхность ковша. В качестве защитного покрытия наносят суспензию сульфитно-дрожжевой бражки, содержащей 250-750 г/л минерала из группы карбонатов, при температуре стенки ковша 50-400°С. Однако защитное покрытие, нанесенное указанным способом, обладает недостаточными термостойкостью и прочностью. Объясняется это двумя причинами. Во-первых, поскольку основу суспензии сульфитно-дрожжевой бражки составляют органические соединения фурфурольных и фенольных групп, при нагреве они разлагаются, вызывая вспучивание материала защитного покрытия, что приводит к нарушению монолитности покрытия и, как следствие, снижению его термостойкости и прочности. Кроме этого, в составе сульфитно-дрожжевой бражки содержатся комплексные углеродо-водородосернистые соединения, которые при температуре расплава (около 600°С) превращаются в серный, сернистый ангидрид и сероводород, Указанные соединения, проникая в поры и трещины защитного покрытия и соприкасаясь с материалом ковша, вызывают его коррозию и разрушение, вследствие чего также снижается прочность защитного покрытия, и соответственно снижается срок службы ковшей. При этом выделяемые из суспензии сульфитно-дрожжевой бражки токсичные Органические и сернистые соединения вызывают разрушение оборудования цеха, вследствие его коррозии, а также загрязняют среду на рабочих площадках и воздушный бассейн металлургического региона. Во-вторых, в состав суспензии входят наполнители - минералы из группы карбонатов (кальцит, магнезит, содерит, видерит и др.), при декарбонизации которых происходит потеря материала защитного покрытия, вследствие образования углекислоты, которая, улетучиваясь, образует микропоры и трещины, через которые расплав проникает к стенкам чаши и приваривается к ним. В процессе декарбонизации карбонатных пород выделяется от 44 до 60% двуокиси углерода, которая загрязняет окружающую а тмосферу. Входящие в состав суспензии сульфитно-дрожжевой бражки минералы из группы карбонатов (СаСО3, MgСО3, FеСО3 , ВаСО3) являются товарным сырьем и их применение приводит к удорожанию покрытия и в целом 1 τ выплавляемого металла. В основу изобретения поставлена задача усовершенствовать способ обработки шлаковых ковшей перед наливом расплава так, чтобы обеспечить надежное сцепление защитного покрытия с материалом ковша, путем замены материала защитного покрытия и нанесения покрытия при определенных режимах, что обеспечит повышение срока службы ковшей за счет повышения термостойкости и прочности защитного покрытия, а также сокращение вредных выбросов. Поставленная цель достигается тем, что в способе обработки шлаковых ковшей перед наливом расплава, включающем нанесение защитного покрытия на горячую внутреннюю поверхность ковша, согласно изобретению, в качестве защитного покрытия на внутреннюю поверхность ковша с температурой 410-500°С наносят отходы титано-магниевого производства в виде геля с удельной плотностью 1,1-1,2 г/см 3. Заявляемый способ обработки шлаковых ковшей перед наливом расплава включает; нанесение защитного покрытия на горячую вн утреннюю поверхность ковша с температурой 410-500°С; использование в качестве защитного покрытия отходов титано-магниевого производства в виде геля с удельной плотностью 1,1-1,2 г/см 3, Это обеспечивает надежное сцепление защитного покрытия с материалом ковша за счет использования в качестве покрытия высокоактивных отходов титано-магниевого производства, имеющих заявляемую удельную плотность и нанесенных при заявляемой температуре. Используемые отходы имеют низкую стоимость, что позволяет снизить затраты на обработку шлаковых ковшей, Отходы титано-магниевого производства (ТУ-48-0513-49-85) представляют собой кеки (осадки) центральных очистных сооружений (ЦОС), которые распульповывают водой до получения гелеобразной структуры с удельной плотностью 1,1-1,2 г/см . Кеки ЦОС представляют собой глинистый вязкий, негазящий материал, нетоксичный, пожаровзрывобезопасный. Показатели качества осадков ЦОС должны соответствовать следующим показателем в мас.%: Нанесение на стенки ковша гелеобразных отходов с удельной плотностью менее 1,1 г/см не обеспечивает достаточного сцепления с материалом ковша и образования прочного термостойкого защитного покрытия, вследствие чего образуются трещины, через которые расплав проникает к стенкам ковша, приваривается к ним, что приводит к необходимости применения механических воздействий на ковши при их опорожнении, в результате чего деформируется защитное покрытие и частично сами ковши, И снижается срок службы ковшей. При плотности боле 1,2 г/см 3 нарушается гелеобразная структура отходов, вследствие чего они не образуют прочной однородной пленки на внутренней поверхности ковша, возникают трещины и другие дефекты защитного покрытия, снижающие срок службы ковшей. Температурный интервал поверхности ковшей, при котором гелеобразные отходы наносят на внутреннюю поверхность 410-500°С, является оптимальным для создания условий, обеспечивающих полное удаление кристаллизационной воды и. тем самым, исключает возникновение "хлопков" (взрывов), которые отрицательно влияют на качество защитного покрытия. Способ обработки шлаковых ковшей перед наливом расплава осуществляют следующим образом: гелеобразные Отходы центральных очистных сооружений титано-магниевого производства с удельной плотностью 1.1-1,2 г/см 3 из накопительной емкости по трубопроводам подают на распылительные установки, с помощью которых их распыляют на горячую (с температурой 410-500°С) внутреннюю поверхность ковшей. Для получения гелеобразных отходов используют осадки центральных очистных сооружений (кеки ЦОС) с влажностью до 40%, которые поставляют из ЦОС титано-магниевого производства в цех обработки ковшей, загружают в растворомешалку, добавляют воду и распульповывают до получения гелеобразной структуры с удельной плотностью 1,1-1,2 г/см 3. Примеры. С целью установления оптимальных значений удельной плотности гелеобразных отходов проведен ряд опытов. После нанесения материала защитного покрытия и его естественного высыхания определяли термомеханические характеристики (по известной методике). Результаты испытаний представлены в таблице. Из данных таблицы следует, что во все х опытах после 5-го оборота количество ковшей после опорожнения на отвале без ударов груза на 6-19% больше, по сравнению с суспензией сульфитно-дрожжевой бражки. Характер разрушения покрытия при различной удельной плотности гелеобразных отходов различен: от незначительных волосяных трещин (при удельной плотности 1,14; 1,16; 1,18 г/см 3) до наличия трещин на 20-25% поверхности покрытия без разрушения (при удельной плотности 1,1-1,2 г/см 3) и до осыпания защитного покрытия и далее до ячеистого разрушения в пределах 10-20% площади покрытия (при удельной плотности 1,08; 1,22 г/см 3). Оптимальными значениями удельной плотности гелеобразных отходов приняты 1,1-1,2 г/см 3, при которых достигнуты наилучшие термомеханические характеристики покрытия после высыхания. При указанных значениях удельной плотности отходы титано-магниевого производства имеют гелеобразную структур у и именно такая структура придает отходам свойство высокой укрывистости, т.е. способности создавать на рабочей поверхности ковша тонкую, однородную пленку. Образовавшаяся пленка обладает высокой термостойкостью и прочностью и защищает стенки ковша от приваривания к ним расплавленного шлака, исключая необходимость механической обработки ковшей для очистки от "козлов". Это, в свою очередь, снижает деформацию покрытия и ковшей и позволяет продлить срок их службы. При использовании гелеобразных отходов в материале защитного покрытия Отсутствуют органические соединения фур фурольных и фенольных групп, благодаря чему не происходит вспучивание защитного покрытия, что способствует дополнительному упрочнению его. При этом сокращаются вредные выбросы в атмосферу, в частности фенольно-фурфурольных соединений. Поскольку телеобразные отходы не содержат углеродно-водородно-сернистых соединений, то при транспортировке расплавленного шлака из защитного покрытия не выделяются сернистые соединения, благодаря чему не корродирует оборудование цеха, а также снижается уровень вредных выбросов в атмосферу, в частности, серного, сернистого ангидрида и сероводорода. Сокращение вредных выбросов происходит также за счет уменьшения объема двуокиси углерода (на 4460%), выделяемой в результате декарбонизации карбонатных пород, входящих в состав суспензии сульфитнодрожжевой бражки с добавлением карбонатных пород (прототип) и которые отсутствуют в заявляемом техническом решении. В составе гелеобразных отходов содержится 28,6% кристаллизационной воды, которая, взаимодействуя с расплавленным металлом (а он всегда имеется в шлаке), вызывает "хлопки" (взрывы). Гелеобразные отходы наносили на стенки ковша при различной температуре их вн утренней поверхности: от 350 до 550°С, при этом визуальное наблюдение за поведением расплавленного шлака в ковше в момент заполнения и транспортировки показало, что при температуре ниже 410°С имели место "хлопки" (взрывы) и частичное выплескивание расплавленного шлака из ковша. При температуре выше 500°С при заполнении ковша отмечалось незначительное волнение поверхности расплава, "хлопки" имели место, но с небольшим количеством брызг. Поддерживать температуру выше 510°С нецелесообразно вследствие значительных энергозатрат на разогрев стенок ковша. Таким образом, оптимальная температура стенок ковша, при которой наносят гелеобразные отходы, принята в пределах 410-500°С за счет создания при такой температуре условий для полного удаления кристаллизационной воды. Реализация предлагаемого способа по сравнению с прототипом позволяет увеличить срок службы ковшей от 6 до 19%, за счет повышения термостойкости и прочности защитного покрытия. При этом снижаются потери металла вследствие снижения заметалливания, а также снижается расход чугуна на производство ковшей. Снижается стоимость защитного покрытия, поскольку в качестве материала покрытия используются отходы производства, а в целом все это способствует снижению себестоимости 1 т выплавляемого чугуна или стали. Кроме того, снижаются выбросы токсичных веществ, в частности, фур фурольно-фенольных групп, сернистых соединений и двуокиси углерода. Экономится товарное сырье, каким являются природные минералы: кальцит, магнезит, содерит, видерит и др.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of slag ladles
Автори англійськоюSalnikov Ihor Mykhailovych, Horb Volodymyr Ivanovych, Koval Petro Pavlovych, Honchar Viktor Yakovych, Khlopkov Leonid Pimenovych, Kovaliov Volodymyr Vasyliovych
Назва патенту російськоюСпособ обработки шлаковых ковшей
Автори російськоюСальников Игорь Михайлович, Горб Владимир Иванович, Коваль Петр Павлович, Гончар Виктор Яковлевич, Хлопков Леонид Пименович, Ковалев Владимир Васильевич
МПК / Мітки
МПК: C21B 3/10
Мітки: шлакових, спосіб, обробки, ковшів
Код посилання
<a href="https://ua.patents.su/4-3986-sposib-obrobki-shlakovikh-kovshiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки шлакових ковшів</a>
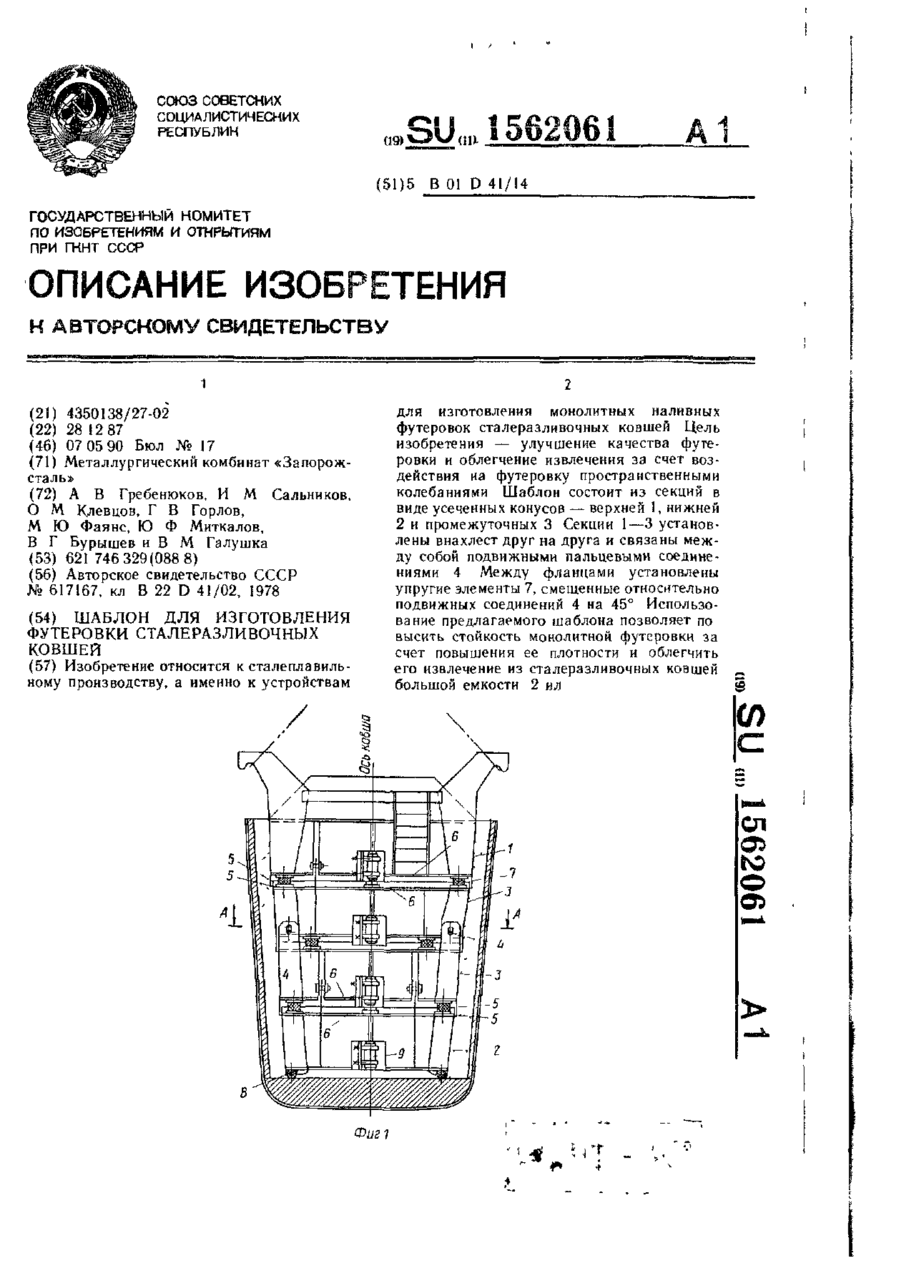
Шаблон для виготовлення футеровки сталерозливних ковшів
Номер патенту: 2173
Опубліковано: 26.12.1994
Автори: Фаянс Михайло Юрійович, Міткалов Юрій Федорович, Буришев Володимир Григорович, Сальніков Ігор Михайлович, Гребенюков Анатолій Васильович, Горлов Геннадій Васильович, Клевцов Олег Михайлович, Галушка Віктор Митрофанович
МПК: B22D 41/02
Мітки: футеровки, сталерозливних, виготовлення, ковшів, шаблон
Формула / Реферат:
Шаблон для изготовления футеровки сталеразливочных ковшей, содержащий секции в виде усеченных конусов, установленные с возможностью перемещения относительно друг друга, упругие элементы и вибраторы, отличающийся тем, что, с целью улучшения качества футеровки и облегчения извлечения за счет воздействия на футеровку пространственными колебаниями, секции шаблона установлены внахлест и связаны одна с другой посредством подвижных пальцевых...
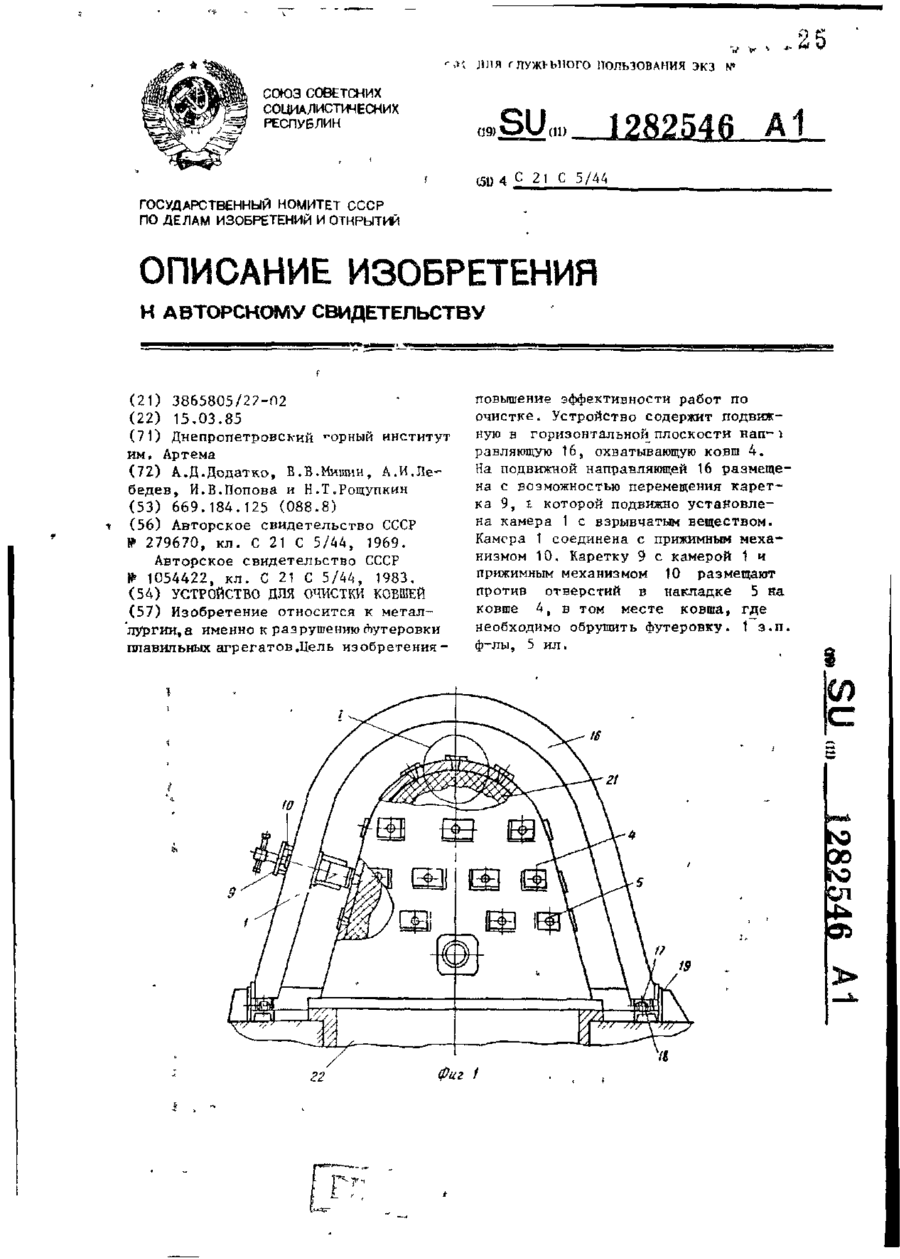
Пристрій для очистки ковшів
Номер патенту: 4404
Опубліковано: 27.12.1994
Автори: Лебедев Олександр Іванович, Мішин Володимир Васильович, Рошупкін Миколай Тихоновіч, Попова Ірина Всеволодівна, Додатко Олександр Дмитрович
МПК: C21C 5/44
Мітки: пристрій, ковшів, очистки
Формула / Реферат:
1. Устройство для очистки ковшей, содержащее камеру с размещенным в ней зарядом взрывчатого вещества, отличающееся тем, что, с целью обеспечения удобства обслуживания, оно снабжено подвижной в горизонтальной плоскости направляющей, охватывающей ковш, размещенной на направляющей с возможностью перемещения кареткой и прижимным механизмом камеры, при этом камера установлена подвижно в каретке и связана с прижимным механизмом. 2....
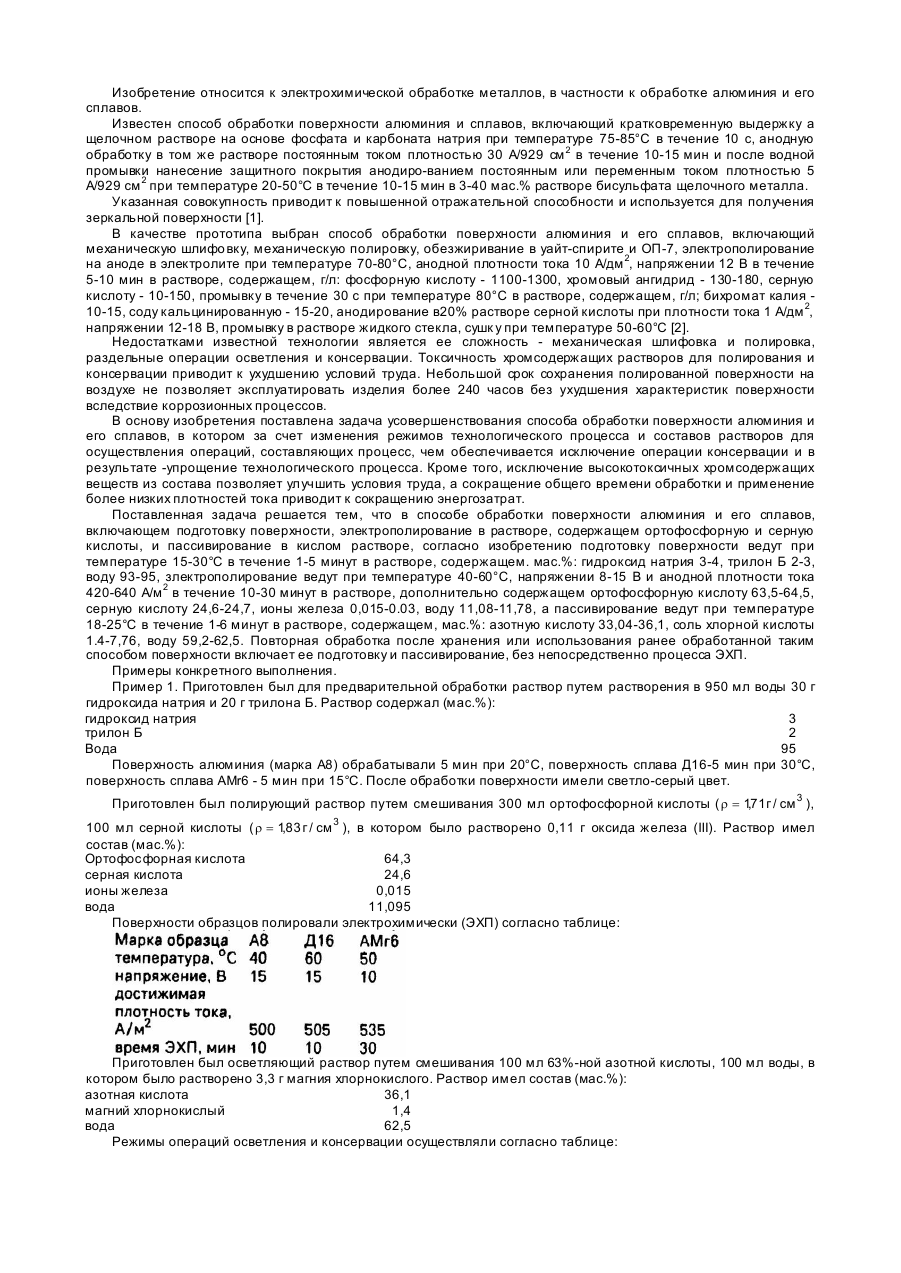
Спосіб обробки поверхні алюмінію та його сплавів
Номер патенту: 2906
Опубліковано: 26.12.1994
Автори: Сандулов Дмитро Борисович, Устименко Валерій Миколайович
МПК: C25F 3/00
Мітки: поверхні, обробки, сплавів, алюмінію, спосіб
Формула / Реферат:
1. Способ обработки поверхности алюминия и его сплавов, включающий подготовку поверхности, электрополирование в растворе, содержащем ортофосфорную и серную кислоты, и пассивирование в кислом растворе, отличающийся тем, что подготовку поверхности ведут при температуре 15-30°С в течение 1-5 минут в растворе. содержащем, мас.%: гидроксид натрия 3-4, трилон Б 2-3, воду 93-95, электрополирование ведут при температуре 40-60°С, напряжении 8-15 В и...
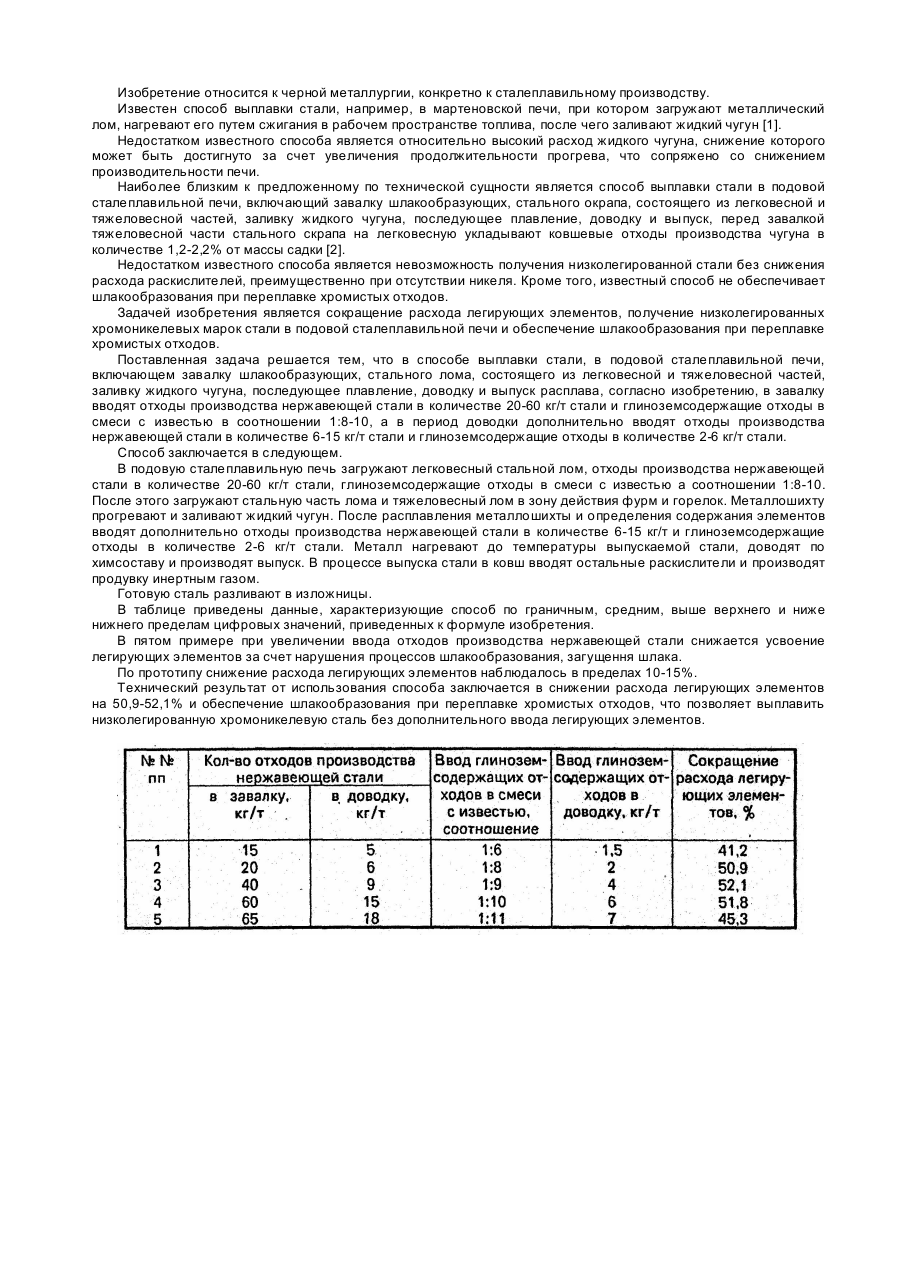
Спосіб виплавки низьколегованої сталі у подовій сталеплавильній печі
Номер патенту: 1464
Опубліковано: 25.07.1994
Автори: Бондаренко Микола Андрійович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович, Жердєв Олександр Сергійович, Тарасов Віктор Іванович, Локтіонов Петро Якович
МПК: C21C 5/04
Мітки: печі, сталі, спосіб, сталеплавильний, подовий, низьколегованої, виплавки
Формула / Реферат:
Способ выплавки низколегированной стали в подовой сталеплавильной печи, включающий закрузку в ванну шлакообразующих материалов, легковесного и тяжеловесного стального лома, заливку жидкого чугуна, последующее плавление, доводку и выпуск расплава, отличающийся тем, что в завалку загружают отходы производства нержавеющей стали в количестве 20-60 кг/т стали и глиноземсодержащие отходы в смеси с известью в соотношении 1:8-10, а в период доводки...
Спосіб обробки шкір
Номер патенту: 584
Опубліковано: 15.12.1993
Автори: Горбачов Анатолій Андрійович, Ноженко Людмила Олександрівна, Кожанова Любов Миколаївна, Барановська Лариса Львівна
МПК: C14C 11/00
Формула / Реферат:
Способ отделки кож, включающий нанесение покрывной краски и закрепителя, отличающийся тем, что в покрывную краску и в закрепитель или только в закрепитель вводят структурирующие агенты - уротропин и пероксид в количестве соответственно 0,1-0,25% и 1,0-2,5%.
Попередній патент: Спосіб охолодження порошків
Наступний патент: Високоміцний корозійностійкий аморфний сплав на основі заліза
Випадковий патент: Спосіб лікування безпліддя у пацієнток з синдромом слабкої відповіді яєчників