Пристрій для підпресовування сипких матеріалів перед їх завантаженням у спікальні агрегати
Номер патенту: 40836
Опубліковано: 27.04.2009
Автори: Григор'єва Вікторія Георгіївна, Учитель Олександр Давидович, Пополов Дмитро Володимирович
Формула / Реферат
Пристрій для підпресовування сипких матеріалів перед їх завантаженням у спікальні агрегати, що містить раму, пресуючий валок, амортизатори, який відрізняється тим, що пресуючий валок забезпечений віброзбудником, котрий забезпечує коливання останнього з амплітудою від 0,3-10-3 до 0,4-10-3 метрів при частоті 50 Гц, це дозволяє створити додатковий пресуючий тиск на матеріал, причому віброзбудник встановлений на рамі таким чином, що його центр розташований на лінії, що проходить через центри розвантажувального барабана конвеєра і пресуючого валка, а згадана лінія центрів утворює з горизонтом кут 45-60°, сторона рами, на якій кріпиться віброзбудник, перпендикулярна їй, пресуючий валок складається з порожнистого циліндра, обичайки, розділових кілець і профільного бандажа, конструкція пристрою дозволяє використовувати його як надбудову до будь-якого існуючого конвеєра.
Текст
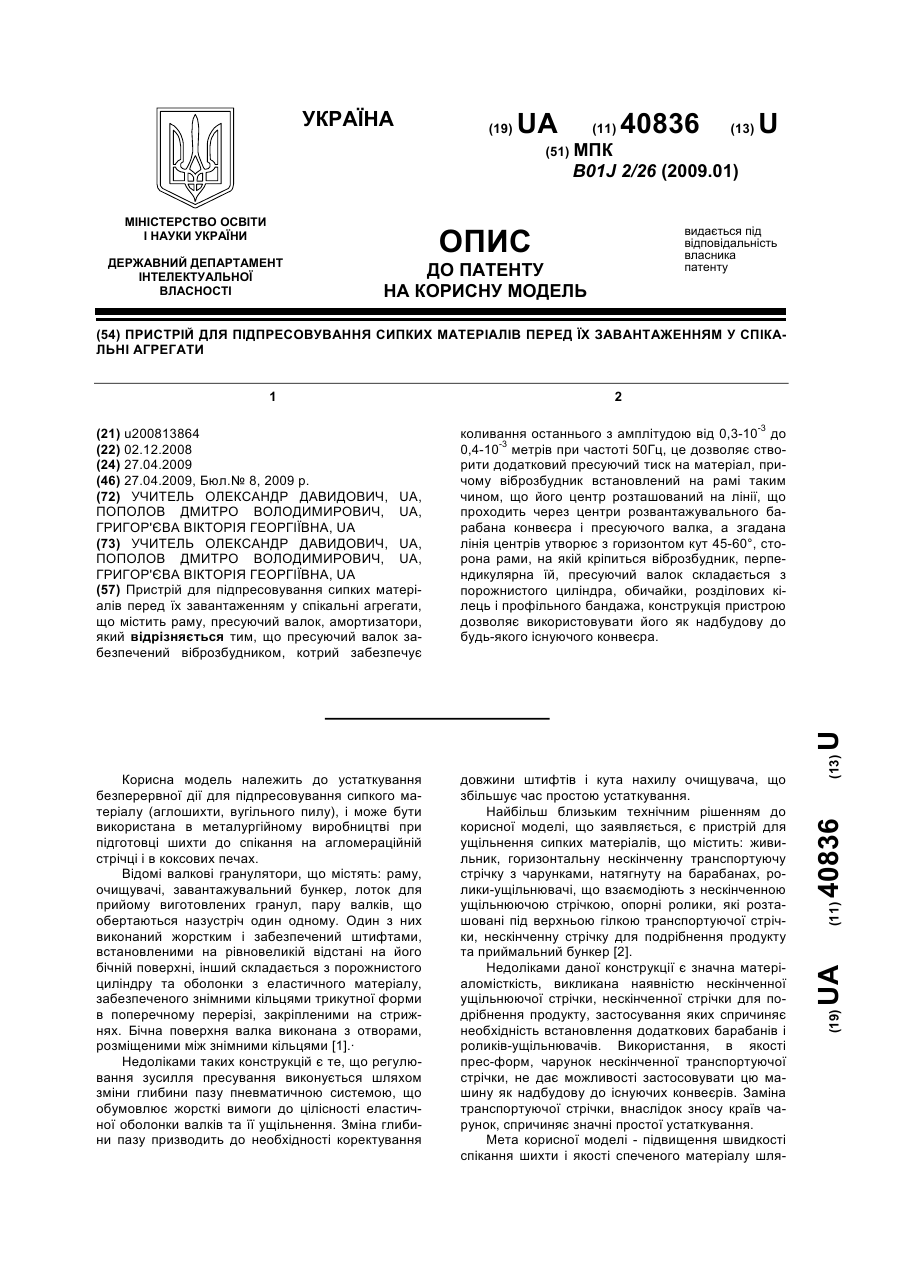
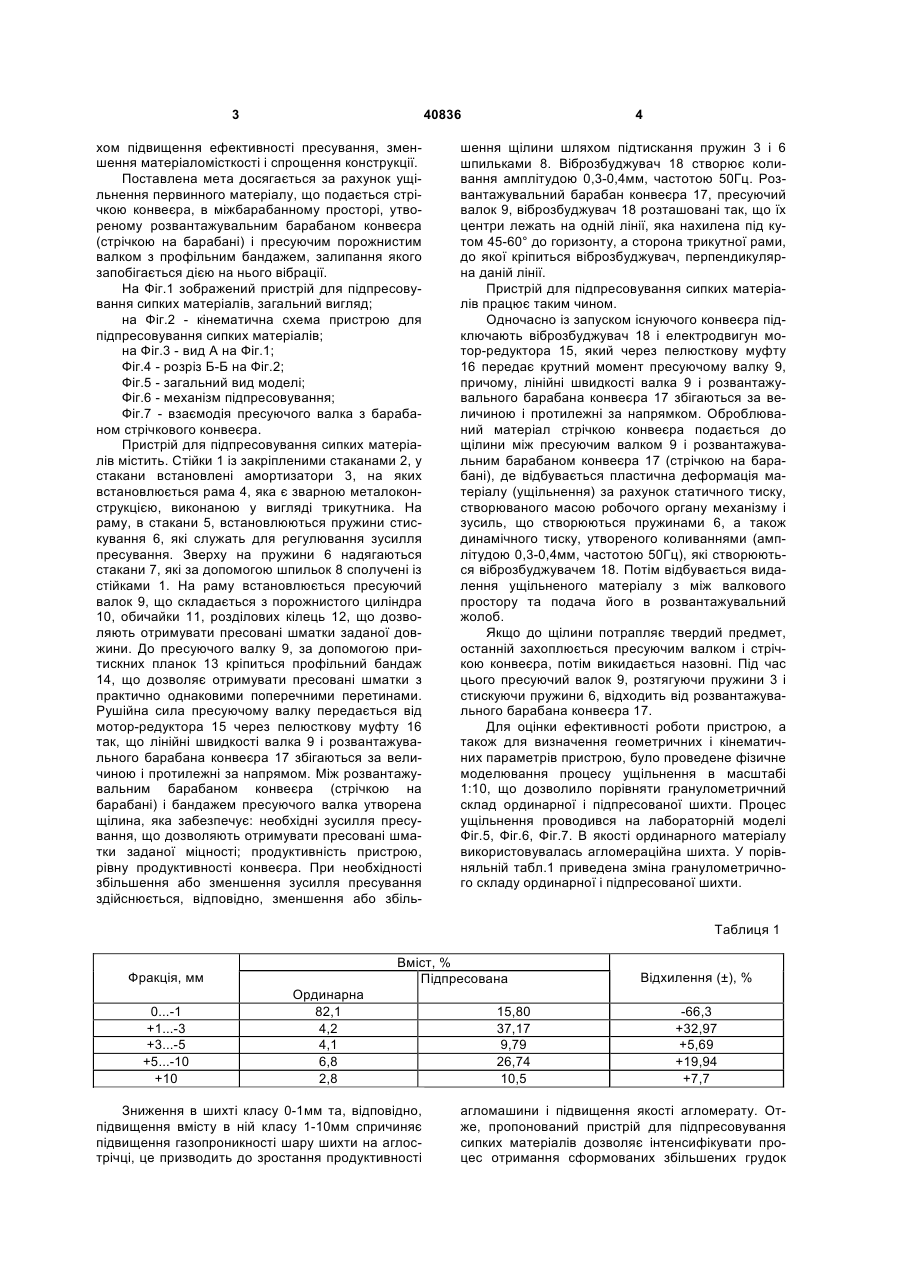
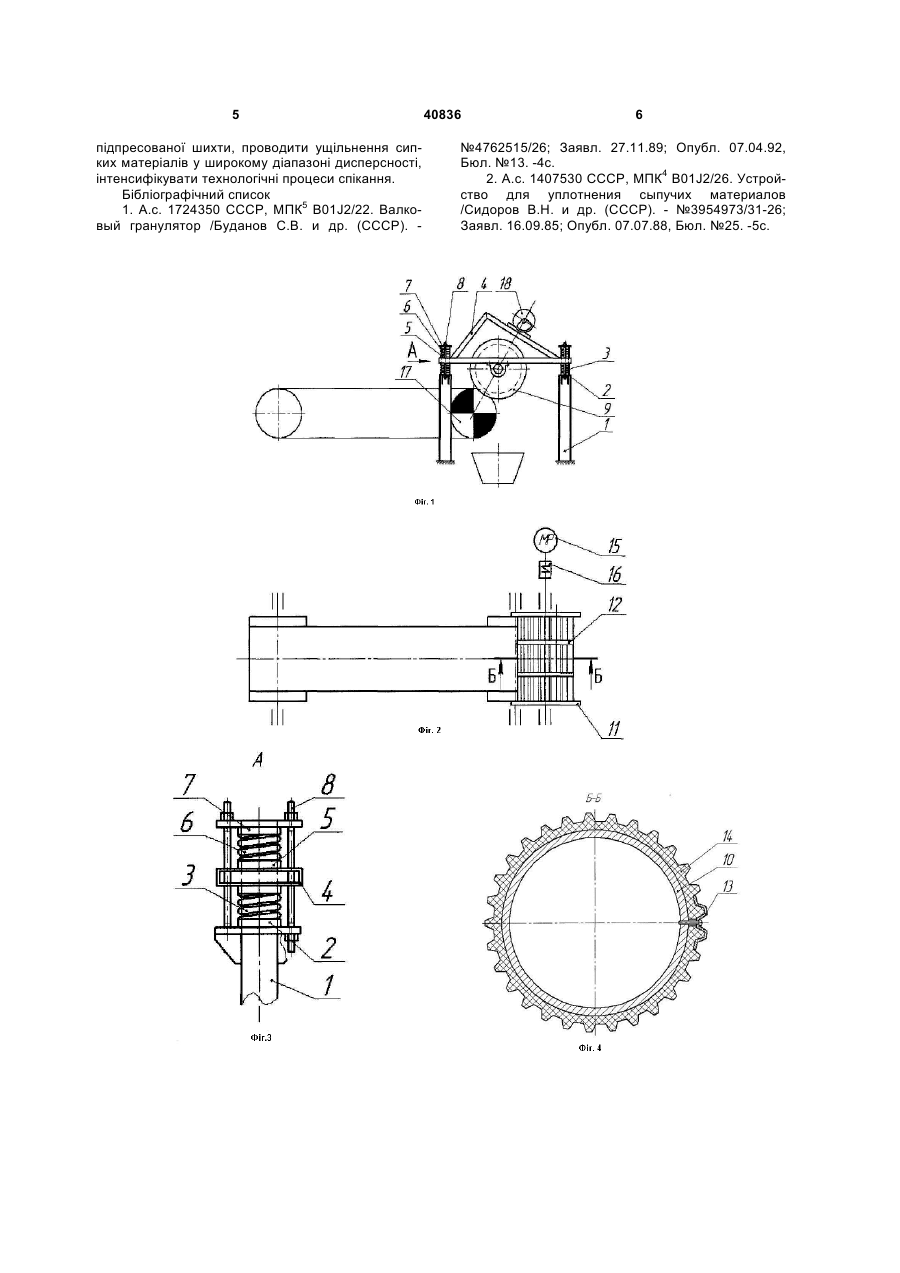
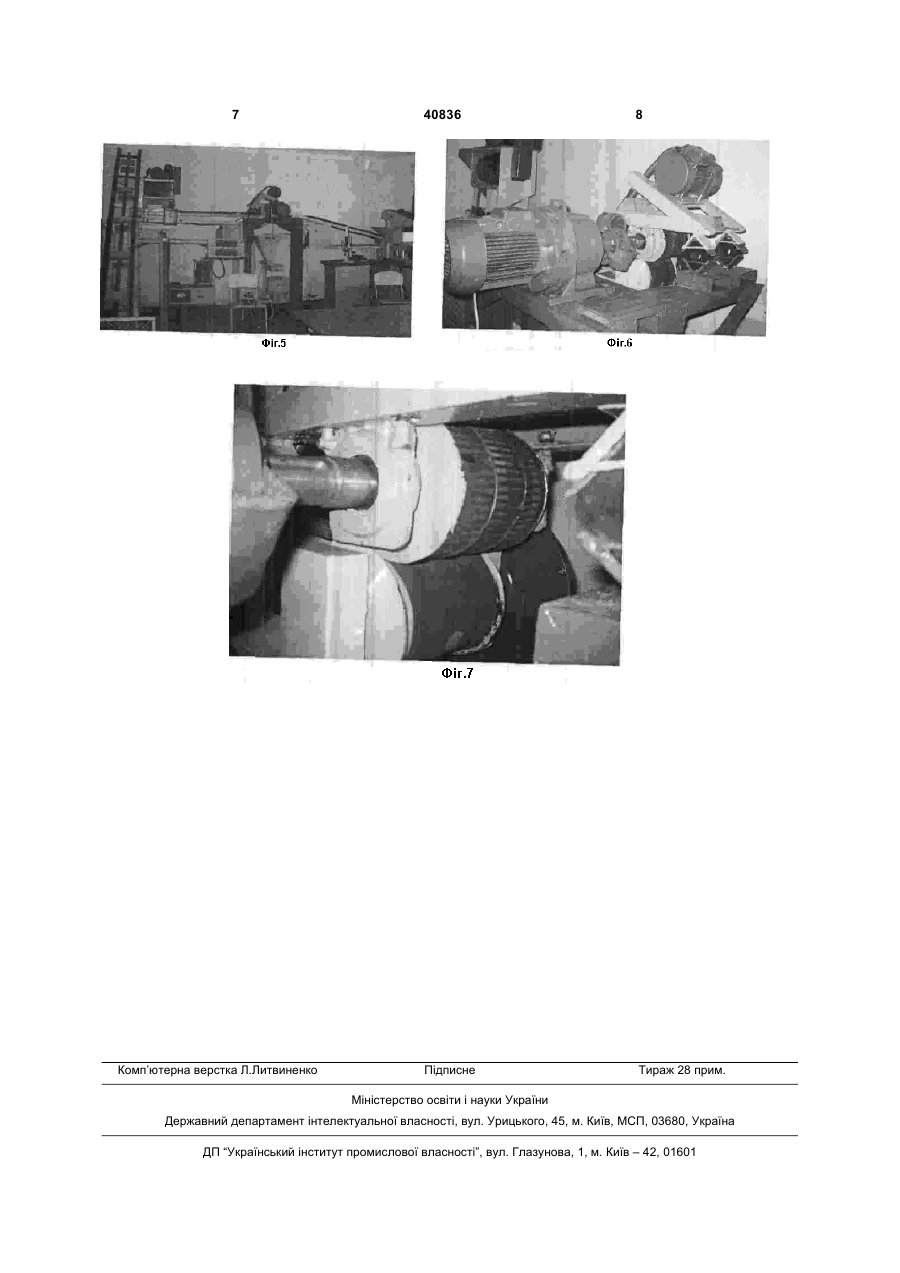
Пристрій для підпресовування сипких матеріалів перед їх завантаженням у спікальні агрегати, що містить раму, пресуючий валок, амортизатори, який відрізняється тим, що пресуючий валок забезпечений віброзбудником, котрий забезпечує 3 40836 хом підвищення ефективності пресування, зменшення матеріаломісткості і спрощення конструкції. Поставлена мета досягається за рахунок ущільнення первинного матеріалу, що подається стрічкою конвеєра, в міжбарабанному просторі, утвореному розвантажувальним барабаном конвеєра (стрічкою на барабані) і пресуючим порожнистим валком з профільним бандажем, залипання якого запобігається дією на нього вібрації. На Фіг.1 зображений пристрій для підпресовування сипких матеріалів, загальний вигляд; на Фіг.2 - кінематична схема пристрою для підпресовування сипких матеріалів; на Фіг.3 - вид А на Фіг.1; Фіг.4 - розріз Б-Б на Фіг.2; Фіг.5 - загальний вид моделі; Фіг.6 - механізм підпресовування; Фіг.7 - взаємодія пресуючого валка з барабаном стрічкового конвеєра. Пристрій для підпресовування сипких матеріалів містить. Стійки 1 із закріпленими стаканами 2, у стакани встановлені амортизатори 3, на яких встановлюється рама 4, яка є зварною металоконструкцією, виконаною у вигляді трикутника. На раму, в стакани 5, встановлюються пружини стискування 6, які служать для регулювання зусилля пресування. Зверху на пружини 6 надягаються стакани 7, які за допомогою шпильок 8 сполучені із стійками 1. На раму встановлюється пресуючий валок 9, що складається з порожнистого циліндра 10, обичайки 11, розділових кілець 12, що дозволяють отримувати пресовані шматки заданої довжини. До пресуючого валку 9, за допомогою притискних планок 13 кріпиться профільний бандаж 14, що дозволяє отримувати пресовані шматки з практично однаковими поперечними перетинами. Рушійна сила пресуючому валку передається від мотор-редуктора 15 через пелюсткову муфту 16 так, що лінійні швидкості валка 9 і розвантажувального барабана конвеєра 17 збігаються за величиною і протилежні за напрямом. Між розвантажувальним барабаном конвеєра (стрічкою на барабані) і бандажем пресуючого валка утворена щілина, яка забезпечує: необхідні зусилля пресування, що дозволяють отримувати пресовані шматки заданої міцності; продуктивність пристрою, рівну продуктивності конвеєра. При необхідності збільшення або зменшення зусилля пресування здійснюється, відповідно, зменшення або збіль 4 шення щілини шляхом підтискання пружин 3 і 6 шпильками 8. Віброзбуджувач 18 створює коливання амплітудою 0,3-0,4мм, частотою 50Гц. Розвантажувальний барабан конвеєра 17, пресуючий валок 9, віброзбуджувач 18 розташовані так, що їх центри лежать на одній лінії, яка нахилена під кутом 45-60° до горизонту, а сторона трикутної рами, до якої кріпиться віброзбуджувач, перпендикулярна даній лінії. Пристрій для підпресовування сипких матеріалів працює таким чином. Одночасно із запуском існуючого конвеєра підключають віброзбуджувач 18 і електродвигун мотор-редуктора 15, який через пелюсткову муфту 16 передає крутний момент пресуючому валку 9, причому, лінійні швидкості валка 9 і розвантажувального барабана конвеєра 17 збігаються за величиною і протилежні за напрямком. Оброблюваний матеріал стрічкою конвеєра подається до щілини між пресуючим валком 9 і розвантажувальним барабаном конвеєра 17 (стрічкою на барабані), де відбувається пластична деформація матеріалу (ущільнення) за рахунок статичного тиску, створюваного масою робочого органу механізму і зусиль, що створюються пружинами 6, а також динамічного тиску, утвореного коливаннями (амплітудою 0,3-0,4мм, частотою 50Гц), які створюються віброзбуджувачем 18. Потім відбувається видалення ущільненого матеріалу з між валкового простору та подача його в розвантажувальний жолоб. Якщо до щілини потрапляє твердий предмет, останній захоплюється пресуючим валком і стрічкою конвеєра, потім викидається назовні. Під час цього пресуючий валок 9, розтягуючи пружини 3 і стискуючи пружини 6, відходить від розвантажувального барабана конвеєра 17. Для оцінки ефективності роботи пристрою, а також для визначення геометричних і кінематичних параметрів пристрою, було проведене фізичне моделювання процесу ущільнення в масштабі 1:10, що дозволило порівняти гранулометричний склад ординарної і підпресованої шихти. Процес ущільнення проводився на лабораторній моделі Фіг.5, Фіг.6, Фіг.7. В якості ординарного матеріалу використовувалась агломераційна шихта. У порівняльній табл.1 приведена зміна гранулометричного складу ординарної і підпресованої шихти. Таблиця 1 Вміст, % Підпресована Фракція, мм 0...-1 +1...-3 +3...-5 +5...-10 +10 Ординарна 82,1 4,2 4,1 6,8 2,8 Зниження в шихті класу 0-1мм та, відповідно, підвищення вмісту в ній класу 1-10мм спричиняє підвищення газопроникності шару шихти на аглострічці, це призводить до зростання продуктивності 15,80 37,17 9,79 26,74 10,5 Відхилення (±), % -66,3 +32,97 +5,69 +19,94 +7,7 агломашини і підвищення якості агломерату. Отже, пропонований пристрій для підпресовування сипких матеріалів дозволяє інтенсифікувати процес отримання сформованих збільшених грудок 5 підпресованої шихти, проводити ущільнення сипких матеріалів у широкому діапазоні дисперсності, інтенсифікувати технологічні процеси спікання. Бібліографічний список 1. А.с. 1724350 СССР, МПК5 В01J2/22. Валковый гранулятор /Буданов С.В. и др. (СССР). 40836 6 №4762515/26; Заявл. 27.11.89; Опубл. 07.04.92, Бюл. №13. -4с. 2. А.с. 1407530 СССР, МПК4 В01J2/26. Устройство для уплотнения сыпучих материалов /Сидоров В.Н. и др. (СССР). - №3954973/31-26; Заявл. 16.09.85; Опубл. 07.07.88, Бюл. №25. -5с. 7 Комп’ютерна верстка Л.Литвиненко 40836 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for pre-pressing bulk materials before loading thereof into sintering installations
Автори англійськоюUchytel Oleksandr Davydovych, Popolov Dmytro Volodymyrovych, Hryhorieva Viktoria Heorhiivna
Назва патенту російськоюУстройство для подпрессовки сыпучих материалов перед их загрузкой в спекательные агрегаты
Автори російськоюУчитель Александр Давидович, Пополов Дмитрий Владимирович, Григорьева Виктория Георгиевна
МПК / Мітки
МПК: B01J 2/26
Мітки: пристрій, підпресовування, агрегаті, спікальні, матеріалів, сипких, завантаженням
Код посилання
<a href="https://ua.patents.su/4-40836-pristrijj-dlya-pidpresovuvannya-sipkikh-materialiv-pered-kh-zavantazhennyam-u-spikalni-agregati.html" target="_blank" rel="follow" title="База патентів України">Пристрій для підпресовування сипких матеріалів перед їх завантаженням у спікальні агрегати</a>
Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів
Номер патенту: 34335
Опубліковано: 11.08.2008
Автори: Хобін Віктор Андрійович, Андріященко Георгій Володимирвоич
МПК: B65G 17/00
Мітки: автоматичного, лінії, спосіб, керування, завантаженням, сипких, потоково-транспортної, матеріалів
Формула / Реферат:
Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів, що вимірює навантаження приводного електродвигуна норії, який відрізняється тим, що зміряне значення навантаження приводного електродвигуна норії порівнюють із заданим значенням навантаження, для конкретного виду сипкого матеріалу, і у разі їх невідповідності, продуктивність розвантажувального пристрою бункера змінюють для досягнення їх рівності.
Пристрій для класифікації сипких матеріалів

Номер патенту: 40720
Опубліковано: 27.04.2009
Автори: Рассамакін Єгор Іванович, Таіров Борис Хусаінович
МПК: B07B 1/18
Мітки: пристрій, класифікації, сипких, матеріалів
Формула / Реферат:
Пристрій для класифікації сипких матеріалів, що містить корпус з просіювальною поверхнею, ротор з лопатями, завантажувальну лійку та лійки для розвантажування дрібної та крупної фракцій, який відрізняється тим, що ротор виконано у вигляді шнека, а лопаті встановлені між витками шнека та підпружинені.
Пристрій для зберігання та подавання сипких матеріалів
Номер патенту: 201
Опубліковано: 31.08.1998
Автори: Петрунькін Григорій Валер'янович, Смокій Ігор Петрович
МПК: B28C 5/38
Мітки: пристрій, матеріалів, сипких, зберігання, подавання
Формула / Реферат:
Пристрій для зберігання та подавання сипких матеріалів, який включає раму, візок, дві поздовжньо розміщені циліндричні ємкості, призначені для роботи під тиском, компресор, дозатор і матеріальний трубопровід, який відрізняється тим, що циліндричні ємкості встановлені по діагоналі одна над одною таким чином, що поперечний габарит пристрою менше суми діаметрів цих ємкостей.
Пристрій для завантаження сипких матеріалів у клапанні мішки

Номер патенту: 25218
Опубліковано: 30.10.1998
Автори: Оришака Олег Володимирович, Оришака Володимир Олексійович, Кравцова Галина Володимирівна
Мітки: мішки, завантаження, пристрій, сипких, матеріалів, клапанні
Формула / Реферат:
1. Пристрій для завантаження сипких матеріалів у клапанні мішки, що містить у собі бункер, постачальне пристосування з патрубком, завантажувальне і ваговимірювальне пристосування, систему автоматики, який відрізняється тим, що постачальне пристосування з патрубком з'єднується з бункером з можливістю здійснювати коливання, при цьому постачальне пристосування взаємодіє з вібратором.2. Пристрій за п.1, який відрізняється тим, що патрубок...
Пристрій для подрібнення сипких матеріалів
Номер патенту: 34999
Опубліковано: 26.08.2008
Автори: Іваник Євген Григорович, Асташкін Володимир Ілліч, Гуменюк Руслан Васильович, Ванкевич Петро Іванович, Пасемко Василь Васильович
МПК: B02C 13/02
Мітки: матеріалів, подрібнення, сипких, пристрій
Формула / Реферат:
1. Пристрій для подрібнення сипких матеріалів, який містить корпус з зубцями у вигляді рифлень на внутрішній поверхні, вал та робочі органи у вигляді зігнутих пластин з рифленнями на зовнішній поверхні, розташованих рівномірно по колу з визначеним клиноподібним зазором по відношенню до внутрішньої поверхні корпуса, який відрізняється тим, що рифлення на внутрішній поверхні корпуса та зовнішній поверхні робочих органів розміщені під кутом...
Попередній патент: Контурна теплова труба
Наступний патент: Пристрій для завантаження матеріалу з великим вмістом пилоподібних фракцій
Випадковий патент: Система примусової вентиляції технологічного обладнання від парів легкозаймистих та горючих рідин