Ливарна форма
Номер патенту: 4214
Опубліковано: 27.12.1994
Автори: Масленніков Сергій Миколайович, Грицай Сергій Васильович, Шинський Олег Йосипович, Горушкіна Любов Петрівна
Формула / Реферат
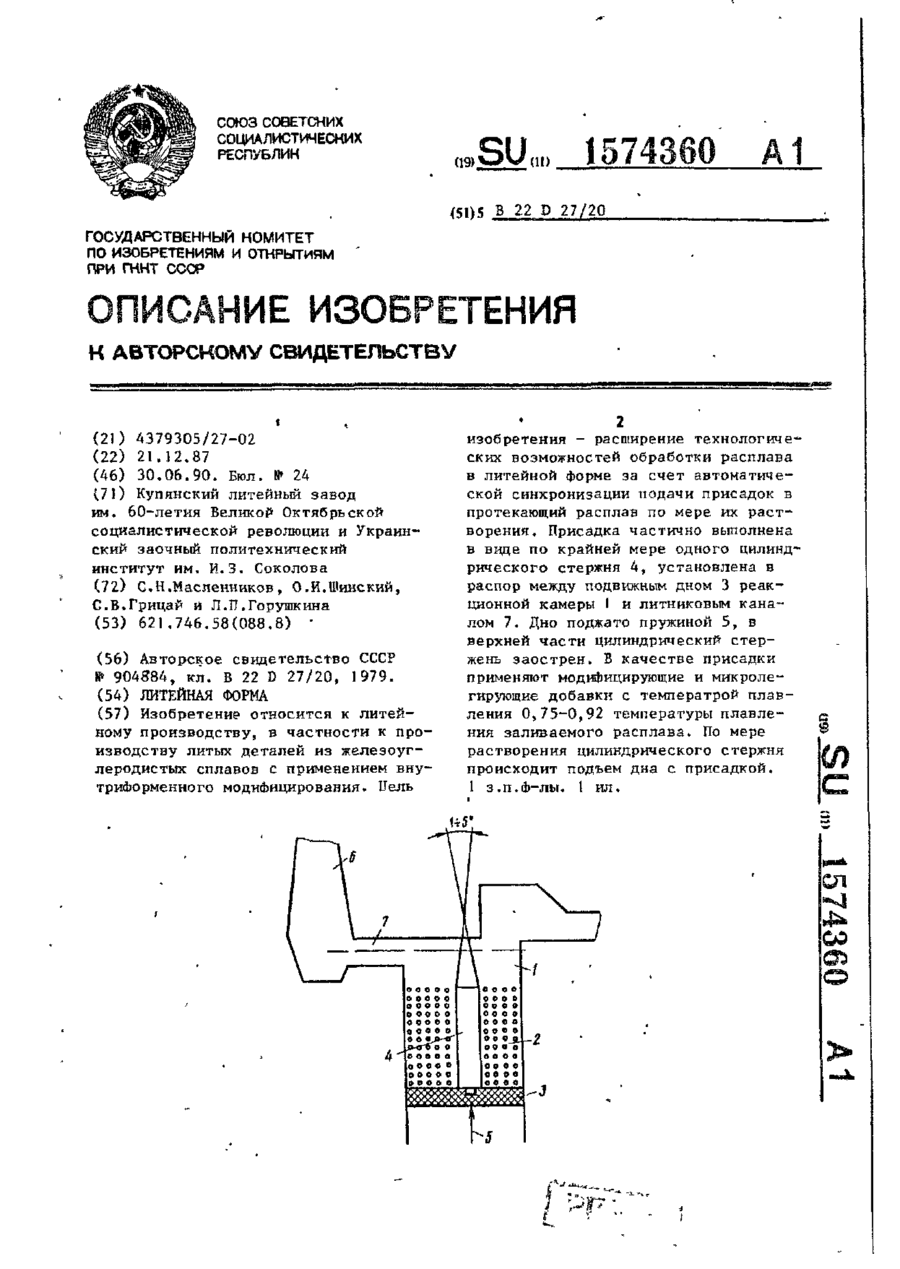
1. Литейная форма, содержащая литниковую систему с литниковым каналом и реакционной камерой с подвижным дном, ось которого перпендикулярна оси литникового канала, и присадку в реакционной камере, отличающаяся тем, что, с целью расширения технологических возможностей обработки расплава в литейной форме за счет автоматической синхронизации подачи присадок в протекающий расплавпо мере их растворения, часть присадки выполнена в виде по крайней мере одного цилиндрического стержня, установленного в распор между верхней поверхностью литникового канала и подвижным дном реакционной камеры, установленным подпружиненно, причем верхняя часть цилиндрического стержня заострена под углом 1-5° до диаметра верхнего торца, равного 0,5-0,8 диаметра цилиндрического стержня.
2. Литейная форма по п. 1, отличающаяся тем, что, в реакционной камере размещены модифицирующие и/или микролегирующие присадки с температурой плавления 0,75-0,92 температуры плавления заливаемого сплава.
Текст
Изобретение о т н о с и т с я к л и т е й ному п р о и з в о д с т в у , в ч а с т н о с т и к прои з в о д с т в у литых д е т а л е й из ж е л е з о у г леродистых сплавов с применением внутриформенного модифицирования. Іїель и з о б р е т е н и я - расширение технологиче ских возможностей обработки расплава в литейной форме за с ч е т а в т о м а т и ч е ской синхронизации подачи присадок в протекающий расплав по мере их р а с т в о р е н и я . Присадка частично выполнена в виде по крайней мере одного цилинд рического стержня 4, установлена в распор между подвижным дном 3 р е а к ционной камеры 1 и литниковым к а н а лом 7. Дно поджато пружиной 5, в верхней ч а с т и Цилиндрический с т е р жень з а о с т р е н . В к а ч е с т в е присадки применяют модифицирующие и микролегирующие добавки с температрой п л а в ления 0 , 7 5 - 0 , 9 2 температуры п л а в л е ния заливаемого р а с п л а в а . По мере растворения цилиндрического стержня происходит подъем дна с присадкой. 1 з.п.ф-лы. 1 ил. 574360 Изобретение относите я к литейному производству, касается конструкции литерных Форм, предназначенных для обработки различных расплавов модифицирующими реагентами, и может быть применено при модифицировании чугуна магниисодержащими присадками. Цель изобретения - расширение технологических возможностей обработки расплава в ли генной Форме за счет автоматической синхронизации подачи присадок в протекающий расплав по мере их растворения. На чертеже ехмагически изображена литейная йюрма, разрез. В реакционную камеру 1 помещен измельченный модификатор 2. Донная часть выполнена в виде подвижного элемента 3. Между ним и верхней ч а стью реакционной камеры установлен стержень А. Донная ч а е г ь соединена с приводом 5. Камера 1 сообщена со стояком 6 каналом 7. Устройство работает следующим образом . Перед сборкой и заливкой Формы к донной части 3, находящейся в нижнем положении, прикрепляется перпендикулярно оси литникового канала и по оси реакционной камеры 1 стержень 4 и з а сыпается модификатор 2. Накрывается верхняя полуформа. Металл поступает в реакционную камеру I через стояк 6 и литниковый канал 7. По мере заливки стержень растворяется в жидком металле и, соединившись с ним, синхронно поступает в рабочую полость Формы. 10 15 20 25 30 35 Реакционную камеру и литниковую систему выполняют в паре стержней. 40 Боковые стенки реакционной камеры облицовывают графитовой вставкой. На дно полости устанавливают пружину сжатия. Затем графитовую плиту с з а крепленными на ней стержнем из иедно- 45 никелевого сплава. Сжимается пружина и временно Фиксируется скобой, засыпается модифицирующая смесь Ферросилиция марки ФС 75 и гранулированного магния карки МГП-2 зернистостью 0 , 6 3 - 50 2,8 мм в весовом соотношении 1 0 : 1 , в количестве 0,7% от массы проходящего через реакционную камеру металла. Накрывают верхней полуформой и снимают скобу. 55 Жидкий чугун, содержащий,%: С 3 , 3 3 , 5 ; Si 1,8-2,4; МпО 0 , 3 - 0 , 5 ; S 0,0100,015; Сг 0 , 0 5 - 0 , 0 7 , выплавляют в индукционной тигельной печи ИСТ-0,06. Температура заливаемого чугуна 1400+ + 1 0 ° С Средняя скорость протекания чугуна через реакционную камеру 3 кг/с Скорость растворения модифицирующей смеси по высоте камеры 2,0 мм/с, площадь реакционной камеры 50 см . Жидкий чугун, прошедший реакционную к а меру, последовательно заливают в специальные пробы для механических испытаний и металлографического анализа. Высота свободного пространства над модифицирующей смесью в начальный момент, а также высота конусной части стержня 30 мм. Общая высота стержня 70 мм. Время заливки 2О+2°С. Использование медно-никелевого стержня приводит 1с увеличению содержания перлита Б структуре отливок с 1-3 до 7-15%. Для оценки правильности выбранных пределов заявляемых признаков изготовлено I8 стержней. П р и м е р 1. Испытывали с т е р жень 1, изготовленный из медно-никелевого сплава, с температурой плавления 0,92 температуры заливаемого расплава (129О°С), диаметром верхнего основания усеченного конуса 0,5 диаметра стержня (4 мм). В результате применения данного стержня п о высилась равномерность модифицирования в течение всего периода заливки по сравнению с прототипом, более высокими оказались механические свойства ( 6 В р 'і
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold
Автори англійськоюMaslennikov Serhii Mykolaiovych, Shynskyi Oleh Yosypovych, Hrytsai Serhii Vasyliovych, Horushkina Liubov Petrivna
Назва патенту російськоюЛитейная форма
Автори російськоюМасленников Сергей Николаевич, Шинский Олег Иосифович, Грицай Сергей Васильевич, Горушкина Любовь Петровна
МПК / Мітки
МПК: B22D 27/20
Код посилання
<a href="https://ua.patents.su/4-4214-livarna-forma.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма</a>
Ливарна прес-форма для виготовлення еластичних оболонок

Номер патенту: 1631
Опубліковано: 25.10.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29C 35/02, B29C 35/04
Мітки: виготовлення, еластичних, ливарна, прес-форма, оболонок
Формула / Реферат:
Литьевая пресс-форма для изготовления эластичных оболочек, содержащая нижнюю полуформу с расположенной в зоне экваториальной плоскости оболочки загрузочной камерой, верхнюю полуформу с плунжером и разъемный дорн, состоящий из верхней-и нижней частей, смонтированных с возможностью относительного аксиального перемещения, отличающаяся тем, что, с целью повышения качества эластичной оболочки за счет обеспечения равноценности ее свойств...
Відцентрова вертикальна ливарна машина

Номер патенту: 716
Опубліковано: 15.12.1993
Автори: Команов Геннадій Володимирович, Розенблюм Ілья Ірмович, Колеватов Сергій Гелійович, Сокіл Олександр Олександрович, Чорний Віктор Миколаєвич
МПК: B22D 13/04
Мітки: машина, вертикальна, ливарна, відцентрова
Формула / Реферат:
Центробежная вертикальная литейная машина, содержащая раму с закрепленной на ней посредством гибкой подвески опорной плитой, захват, установленный над опорной плитой в подшипниковом узле, привод вращения и заливочное устройство, при этом гибкая подвеска выполнена из двух соосных втулок, размещенных одна над другой и имеющих цапфы, шарнирно связанные с рамой и опорной плитой, и упругие элементы, отличающаяся тем, что упругие элементы гибкой...
Відцентрова ливарна машина

Номер патенту: 4284
Опубліковано: 27.12.1994
Автор: Жеребний Михайло Олександрович
МПК: B22D 13/10
Мітки: відцентрова, ливарна, машина
Формула / Реферат:
1. Центробежная литейная машина, содержащая вращающийся стол с установленной на нем разъемной формой, литниковую чашу, привод вращения формы, устройство для ее раскрывания и кожух, отличающаяся тем, что, с целью повышения надежности машины и улучшения условий труда, кожух выполнен в виде двух противоположно направленных конусов, установленных с зазором друг вдругесоосно форме, причем в продольном сечении края конусов имеют вид спирали....
Ливарна сталь

Номер патенту: 1462
Опубліковано: 25.07.1994
Автори: Кондратенко Вячеслав Григорович, Носатов Валерій Олександрович, Градов Віктор Васільєвіч, Хазан Юхим Володимирович, Варшавський Юрій Борисович, Грібанов Ніколай Ніколаєвіч, Ященко Володимир Миколайович, Мироненко Микола Євгенович, Федоров Вадим Якович, Чернявський Анатолій Іванович, Косяк Анатолій Терентійович
МПК: C22C 38/46
Формула / Реферат:
Литейная сталь, содержащая углерод, кремний, марганец, хром и железо, отличающаяся тем, что она дополнительно содержит алюминий, ванадий, никель, кальций и редкоземельные металлы, при следующем соотношении компонентов, мас.%: углерод 0,28-0,40 кремний 0,20-0,45 марганец 1,20-1,60 ванадий 0,05-0,20 ...
Ливарна сталь

Номер патенту: 284
Опубліковано: 30.04.1993
Автори: Кондратенко Вячеслав Григорович, Чернявський Анатолій Іванович, Примеров Сергій Миколайович, Горбач Борис Михайлович, Вихляєв Володимир Борисович, Калашніков Сергій Леонідович, Ященко Володимир Миколайович, Капшик Іван Йосипович, Косяк Анатолій Терентійович, Варшавський Юрій Борисович, Плешивенко Геннадій Дмитрович, Данилін Анатолій Олександрович, Романець Лариса Дорофейовна
МПК: C22C 38/46
Формула / Реферат:
Формула изобретенияЛитейная сталь, содержащая углерод, кремний, марганец, хром, никель, молибден, алюминий, кальций, редкоземельные металлы, барий и железо, отличающая-с я тем, что, с целью снижения склонности к межкристаллитной коррозии, повышения прочностных свойств при температурах испытаний до 570°C, сопротивления термической усталости и эксплуатационных свойств в условиях циклически изменяющихся температур в интервале 400-1100°C,...