Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 42795
Опубліковано: 27.07.2009
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович, Ємельяненко Катерина Валеріївна
Формула / Реферат
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в одночасному або послідовному безперервному або з тимчасовою витримкою заливанні через дві самостійні (автономні) ливникові системи одного вихідного (базового) розплаву в ливарну форму з попередньо встановленою спеціальною перегородкою, яка перешкоджає змішуванню розплаву, що надходить в різні частини виливка, який відрізняється тим, що базовий рідкий метал, що заповнює одну частину виливка, надходить у ливарну форму через канали першої ливникової системи без будь-якої обробки (вихідний), у той час як інша частина порожнини форми заповнюється через канали другої самостійної, незалежної від першої (автономної) ливникової системи, де розплав проходить внутріформену обробку порошкоподібним, дрібнодисперсним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою, поміщеною в ливарній формі в каналах другої ливникової системи на шляху руху рідкого металу.
2. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що спеціальна перегородка розплавляється або підплавляється теплом залитого розплаву і виконана в вигляді тонкої пластини із листової сталі, чавуну або іншого металу.
3. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що спеціальна перегородка, яка розплавляється або підплавляється теплом залитого розплаву, виконана в вигляді пластини із листової сталі, чавуну або іншого металу і покрита спеціальною речовиною.
4. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що спеціальна перегородка виконана із матеріалу, який під дією тепла залитого розплаву газифікується або вигорає, наприклад пінополістиролу.
5. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що спеціальна перегородка виконана в вигляді пластини із вогнетривкого матеріалу і видаляється після заливки форми.
Текст
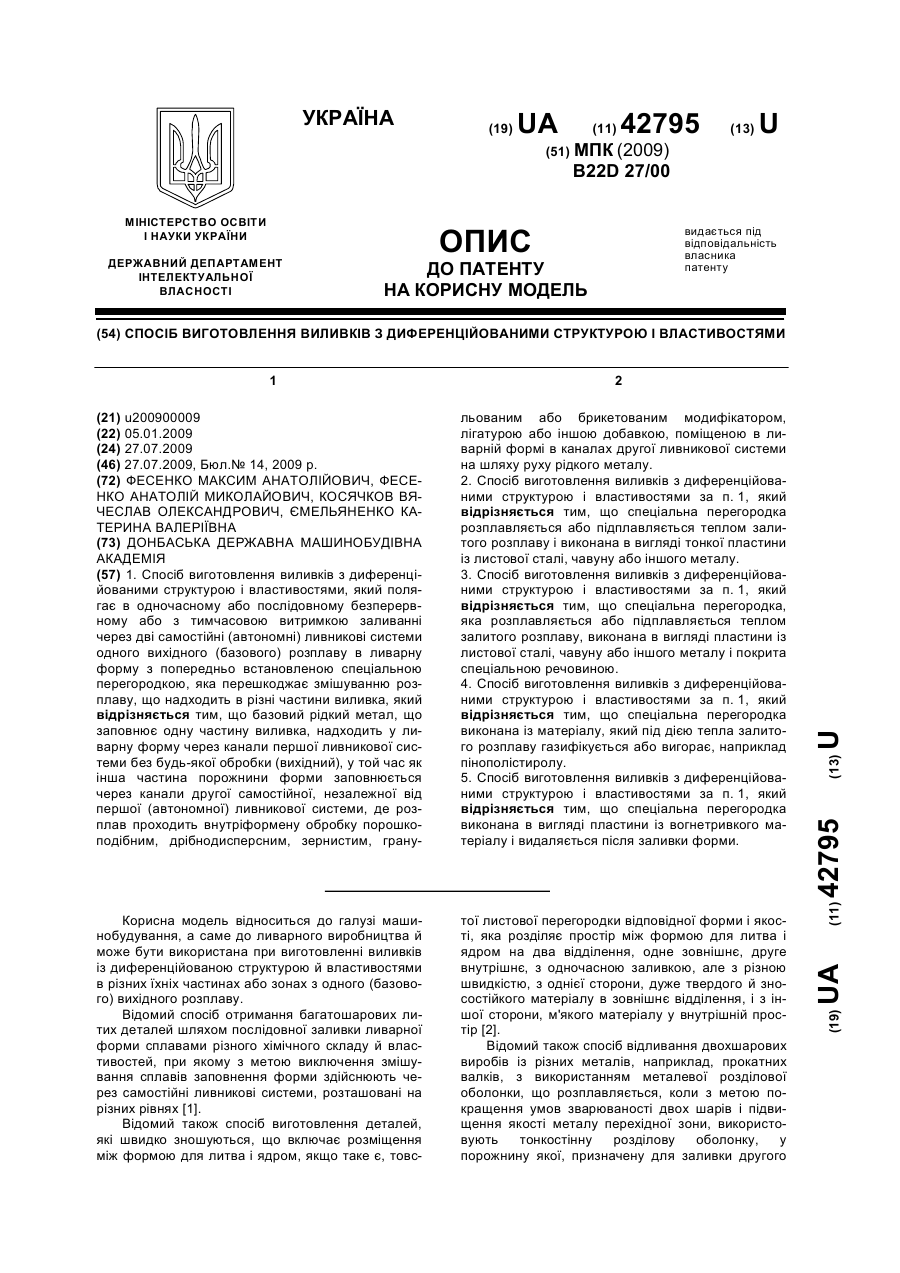
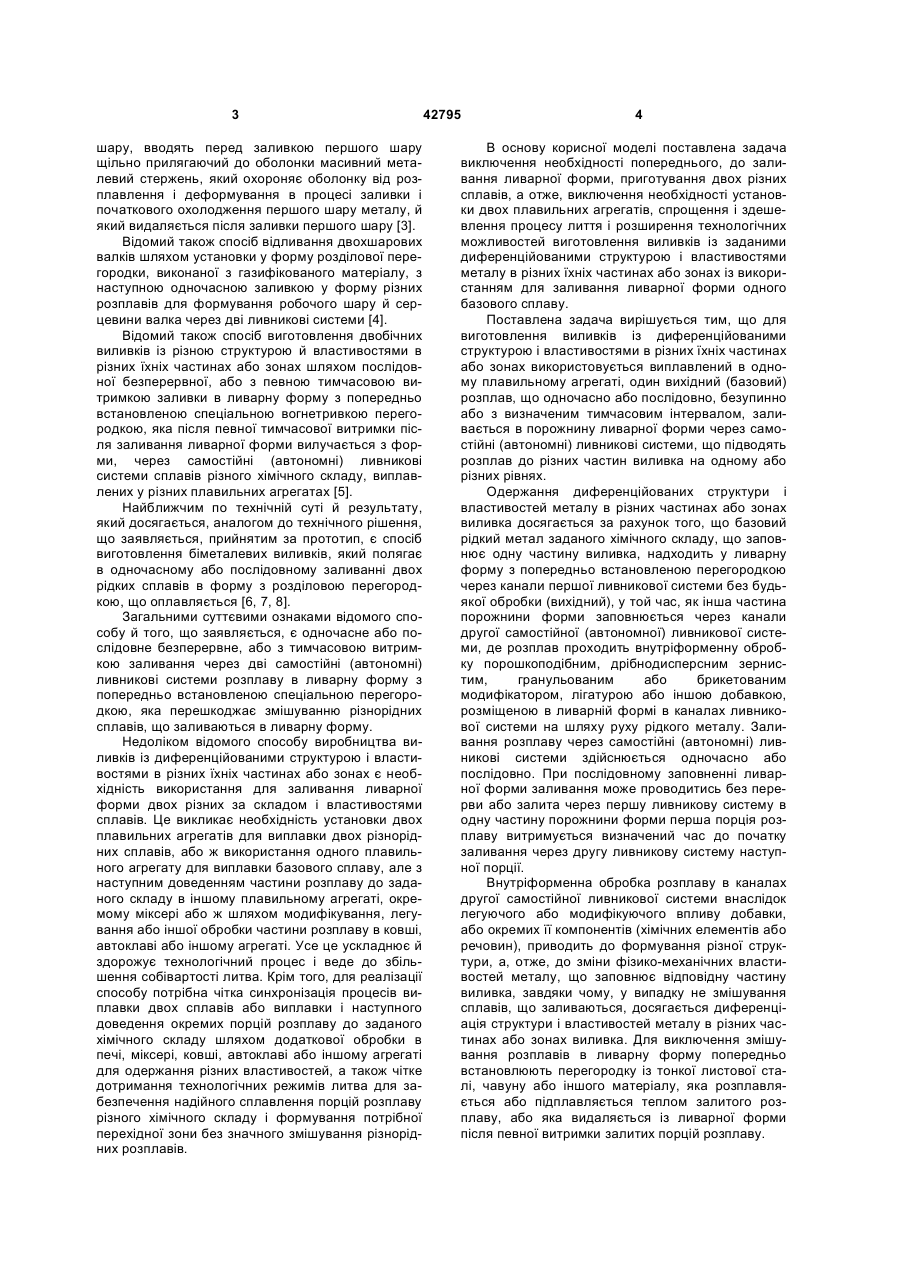
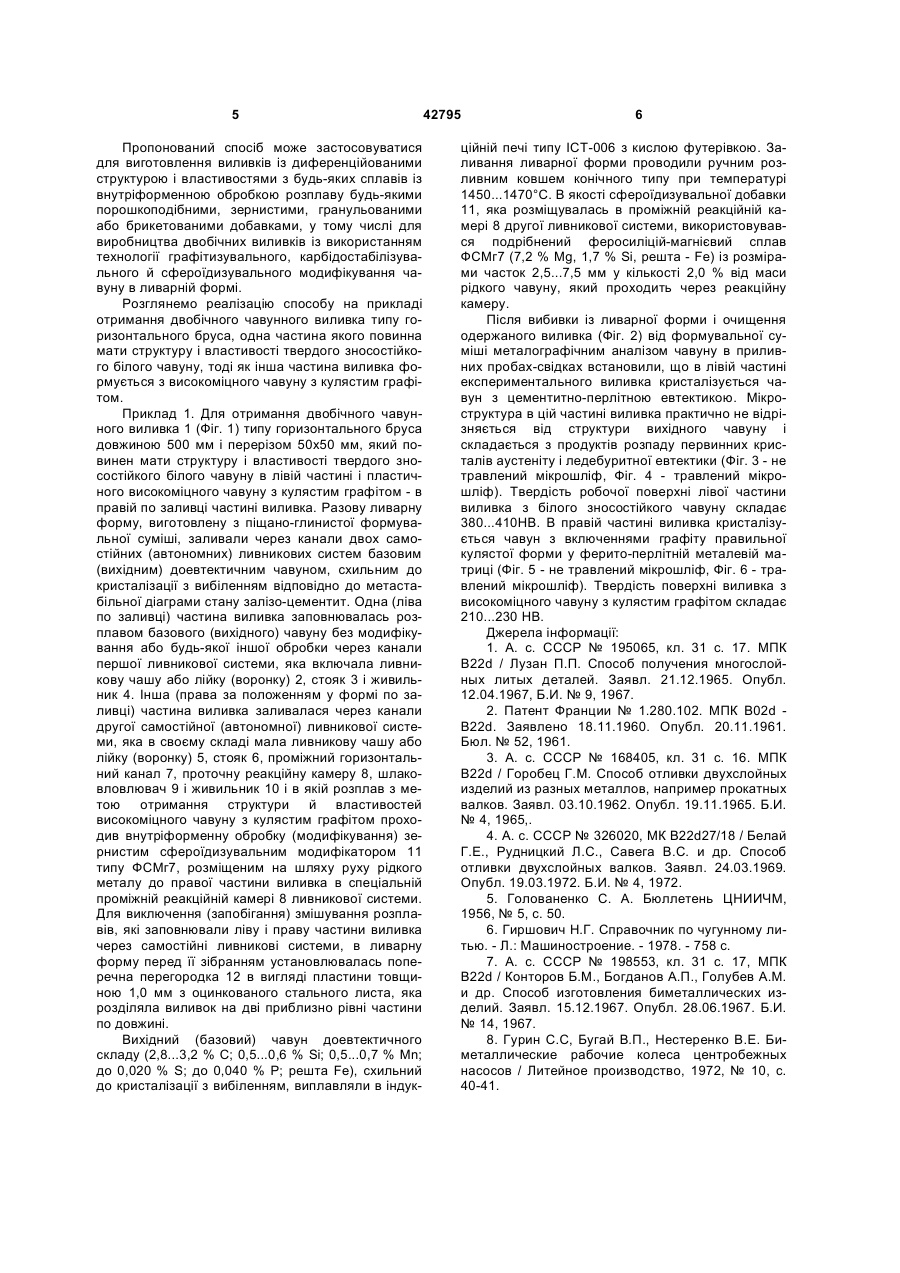
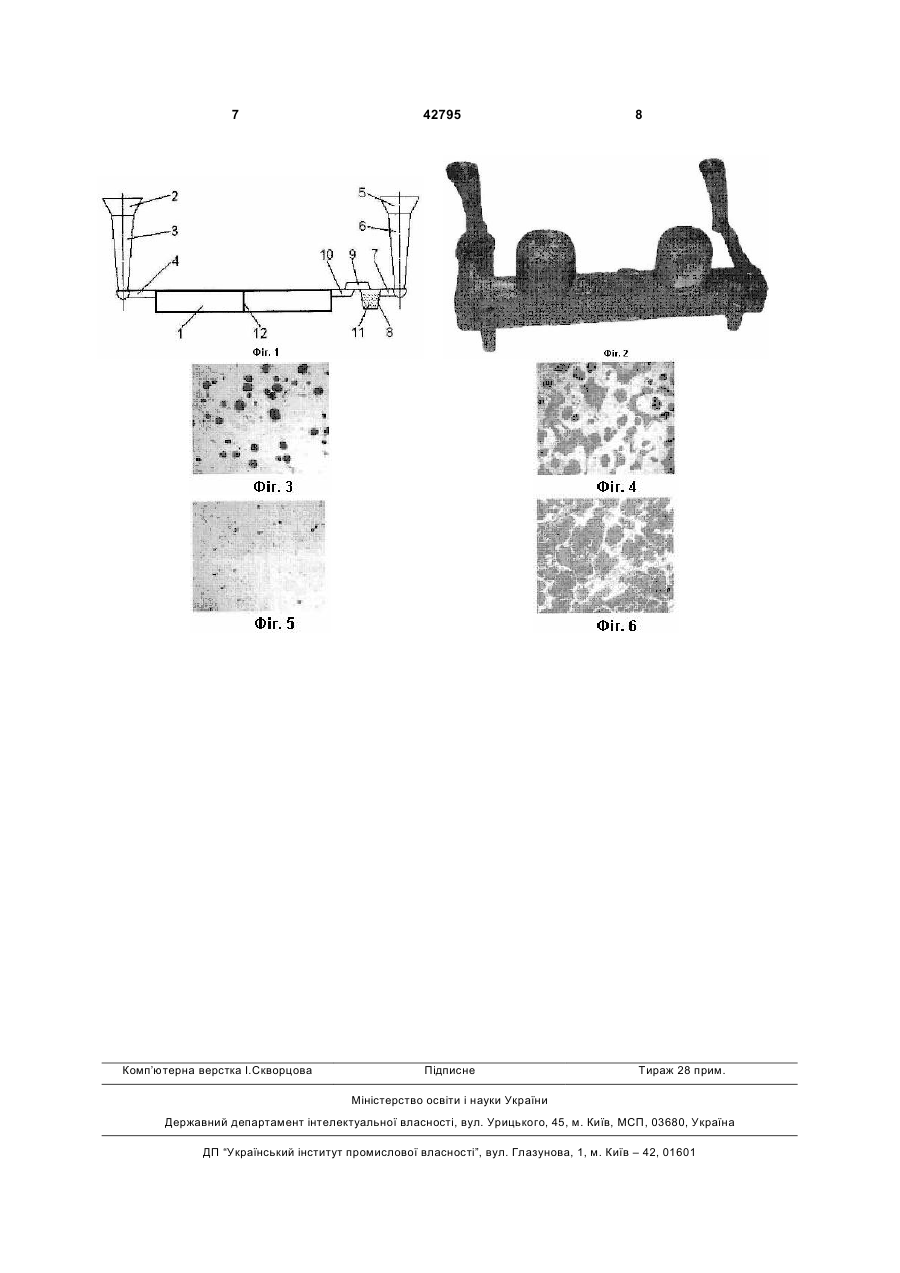
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в одночасному або послідовному безперервному або з тимчасовою витримкою заливанні через дві самостійні (автономні) ливникові системи одного вихідного (базового) розплаву в ливарну форму з попередньо встановленою спеціальною перегородкою, яка перешкоджає змішуванню розплаву, що надходить в різні частини виливка, який відрізняється тим, що базовий рідкий метал, що заповнює одну частину виливка, надходить у ливарну форму через канали першої ливникової системи без будь-якої обробки (вихідний), у той час як інша частина порожнини форми заповнюється через канали другої самостійної, незалежної від першої (автономної) ливникової системи, де розплав проходить внутріформену обробку порошкоподібним, дрібнодисперсним, зернистим, грану U 2 (19) 1 3 шару, вводять перед заливкою першого шару щільно прилягаючий до оболонки масивний металевий стержень, який охороняє оболонку від розплавлення і деформування в процесі заливки і початкового охолодження першого шару металу, й який видаляється після заливки першого шару [3]. Відомий також спосіб відливання двохшарових валків шляхом установки у форму розділової перегородки, виконаної з газифікованого матеріалу, з наступною одночасною заливкою у форму різних розплавів для формування робочого шару й серцевини валка через дві ливникові системи [4]. Відомий також спосіб виготовлення двобічних виливків із різною структурою й властивостями в різних їхніх частинах або зонах шляхом послідовної безперервної, або з певною тимчасовою витримкою заливки в ливарну форму з попередньо встановленою спеціальною вогнетривкою перегородкою, яка після певної тимчасової витримки після заливання ливарної форми вилучається з форми, через самостійні (автономні) ливникові системи сплавів різного хімічного складу, виплавлених у різних плавильних агрегатах [5]. Найближчим по технічній суті й результату, який досягається, аналогом до технічного рішення, що заявляється, прийнятим за прототип, є спосіб виготовлення біметалевих виливків, який полягає в одночасному або послідовному заливанні двох рідких сплавів в форму з розділовою перегородкою, що оплавляється [6, 7, 8]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є одночасне або послідовне безперервне, або з тимчасовою витримкою заливання через дві самостійні (автономні) ливникові системи розплаву в ливарну форму з попередньо встановленою спеціальною перегородкою, яка перешкоджає змішуванню різнорідних сплавів, що заливаються в ливарну форму. Недоліком відомого способу виробництва виливків із диференційованими структурою і властивостями в різних їхніх частинах або зонах є необхідність використання для заливання ливарної форми двох різних за складом і властивостями сплавів. Це викликає необхідність установки двох плавильних агрегатів для виплавки двох різнорідних сплавів, або ж використання одного плавильного агрегату для виплавки базового сплаву, але з наступним доведенням частини розплаву до заданого складу в іншому плавильному агрегаті, окремому міксері або ж шляхом модифікування, легування або іншої обробки частини розплаву в ковші, автоклаві або іншому агрегаті. Усе це ускладнює й здорожує технологічний процес і веде до збільшення собівартості литва. Крім того, для реалізації способу потрібна чітка синхронізація процесів виплавки двох сплавів або виплавки і наступного доведення окремих порцій розплаву до заданого хімічного складу шляхом додаткової обробки в печі, міксері, ковші, автоклаві або іншому агрегаті для одержання різних властивостей, а також чітке дотримання технологічних режимів литва для забезпечення надійного сплавлення порцій розплаву різного хімічного складу і формування потрібної перехідної зони без значного змішування різнорідних розплавів. 42795 4 В основу корисної моделі поставлена задача виключення необхідності попереднього, до заливання ливарної форми, приготування двох різних сплавів, а отже, виключення необхідності установки двох плавильних агрегатів, спрощення і здешевлення процесу лиття і розширення технологічних можливостей виготовлення виливків із заданими диференційованими структурою і властивостями металу в різних їхніх частинах або зонах із використанням для заливання ливарної форми одного базового сплаву. Поставлена задача вирішується тим, що для виготовлення виливків із диференційованими структурою і властивостями в різних їхніх частинах або зонах використовується виплавлений в одному плавильному агрегаті, один вихідний (базовий) розплав, що одночасно або послідовно, безупинно або з визначеним тимчасовим інтервалом, заливається в порожнину ливарної форми через самостійні (автономні) ливникові системи, що підводять розплав до різних частин виливка на одному або різних рівнях. Одержання диференційованих структури і властивостей металу в різних частинах або зонах виливка досягається за рахунок того, що базовий рідкий метал заданого хімічного складу, що заповнює одну частину виливка, надходить у ливарну форму з попередньо встановленою перегородкою через канали першої ливникової системи без будьякої обробки (вихідний), у той час, як інша частина порожнини форми заповнюється через канали другої самостійної (автономної) ливникової системи, де розплав проходить внутріформенну обробку порошкоподібним, дрібнодисперсним зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою, розміщеною в ливарній формі в каналах ливникової системи на шляху руху рідкого металу. Заливання розплаву через самостійні (автономні) ливникові системи здійснюється одночасно або послідовно. При послідовному заповненні ливарної форми заливання може проводитись без перерви або залита через першу ливникову систему в одну частину порожнини форми перша порція розплаву витримується визначений час до початку заливання через другу ливникову систему наступної порції. Внутріформенна обробка розплаву в каналах другої самостійної ливникової системи внаслідок легуючого або модифікуючого впливу добавки, або окремих її компонентів (хімічних елементів або речовин), приводить до формування різної структури, а, отже, до зміни фізико-механічних властивостей металу, що заповнює відповідну частину виливка, завдяки чому, у випадку не змішування сплавів, що заливаються, досягається диференціація структури і властивостей металу в різних частинах або зонах виливка. Для виключення змішування розплавів в ливарну форму попередньо встановлюють перегородку із тонкої листової сталі, чавуну або іншого матеріалу, яка розплавляється або підплавляється теплом залитого розплаву, або яка видаляється із ливарної форми після певної витримки залитих порцій розплаву. 5 Пропонований спосіб може застосовуватися для виготовлення виливків із диференційованими структурою і властивостями з будь-яких сплавів із внутріформенною обробкою розплаву будь-якими порошкоподібними, зернистими, гранульованими або брикетованими добавками, у тому числі для виробництва двобічних виливків із використанням технології графітизувального, карбідостабілізувального й сфероїдизувального модифікування чавуну в ливарній формі. Розглянемо реалізацію способу на прикладі отримання двобічного чавунного виливка типу горизонтального бруса, одна частина якого повинна мати структуру і властивості твердого зносостійкого білого чавуну, тоді як інша частина виливка формується з високоміцного чавуну з кулястим графітом. Приклад 1. Для отримання двобічного чавунного виливка 1 (Фіг. 1) типу горизонтального бруса довжиною 500 мм і перерізом 50х50 мм, який повинен мати структуру і властивості твердого зносостійкого білого чавуну в лівій частині і пластичного високоміцного чавуну з кулястим графітом - в правій по заливці частині виливка. Разову ливарну форму, виготовлену з піщано-глинистої формувальної суміші, заливали через канали двох самостійних (автономних) ливникових систем базовим (вихідним) доевтектичним чавуном, схильним до кристалізації з вибіленням відповідно до метастабільної діаграми стану залізо-цементит. Одна (ліва по заливці) частина виливка заповнювалась розплавом базового (вихідного) чавуну без модифікування або будь-якої іншої обробки через канали першої ливникової системи, яка включала ливникову чашу або лійку (воронку) 2, стояк 3 і живильник 4. Інша (права за положенням у формі по заливці) частина виливка заливалася через канали другої самостійної (автономної) ливникової системи, яка в своєму складі мала ливникову чашу або лійку (воронку) 5, стояк 6, проміжний горизонтальний канал 7, проточну реакційну камеру 8, шлаковловлювач 9 і живильник 10 і в якій розплав з метою отримання структури й властивостей високоміцного чавуну з кулястим графітом проходив внутріформенну обробку (модифікування) зернистим сфероїдизувальним модифікатором 11 типу ФСМг7, розміщеним на шляху руху рідкого металу до правої частини виливка в спеціальній проміжній реакційній камері 8 ливникової системи. Для виключення (запобігання) змішування розплавів, які заповнювали ліву і праву частини виливка через самостійні ливникові системи, в ливарну форму перед її зібранням установлювалась поперечна перегородка 12 в вигляді пластини товщиною 1,0 мм з оцинкованого стального листа, яка розділяла виливок на дві приблизно рівні частини по довжині. Вихідний (базовий) чавун доевтектичного складу (2,8...3,2 % С; 0,5...0,6 % Si; 0,5...0,7 % Мn; до 0,020 % S; до 0,040 % Р; решта Fe), схильний до кристалізації з вибіленням, виплавляли в індук 42795 6 ційній печі типу ІСТ-006 з кислою футерівкою. Заливання ливарної форми проводили ручним розливним ковшем конічного типу при температурі 1450...1470°С. В якості сфероїдизувальної добавки 11, яка розміщувалась в проміжній реакційній камері 8 другої ливникової системи, використовувався подрібнений феросиліцій-магнієвий сплав ФСМг7 (7,2 % Mg, 1,7 % Si, решта - Fe) із розмірами часток 2,5...7,5 мм у кількості 2,0 % від маси рідкого чавуну, який проходить через реакційну камеру. Після вибивки із ливарної форми і очищення одержаного виливка (Фіг. 2) від формувальної суміші металографічним аналізом чавуну в приливних пробах-свідках встановили, що в лівій частині експериментального виливка кристалізується чавун з цементитно-перлітною евтектикою. Мікроструктура в цій частині виливка практично не відрізняється від структури вихідного чавуну і складається з продуктів розпаду первинних кристалів аустеніту і ледебуритної евтектики (Фіг. 3 - не травлений мікрошліф, Фіг. 4 - травлений мікрошліф). Твердість робочої поверхні лівої частини виливка з білого зносостійкого чавуну складає 380...410НВ. В правій частині виливка кристалізується чавун з включеннями графіту правильної кулястої форми у ферито-перлітній металевій матриці (Фіг. 5 - не травлений мікрошліф, Фіг. 6 - травлений мікрошліф). Твердість поверхні виливка з високоміцного чавуну з кулястим графітом складає 210...230 НВ. Джерела інформації: 1. А. с. СССР № 195065, кл. 31 с. 17. МПК B22d / Лузан П.П. Способ получения многослойных литых деталей. Заявл. 21.12.1965. Опубл. 12.04.1967, Б.И. № 9, 1967. 2. Патент Франции № 1.280.102. МПК В02d В22d. Заявлено 18.11.1960. Опубл. 20.11.1961. Бюл. № 52, 1961. 3. А. с. СССР № 168405, кл. 31 с. 16. МПК В22d / Горобец Г.М. Способ отливки двухслойных изделий из разных металлов, например прокатных валков. Заявл. 03.10.1962. Опубл. 19.11.1965. Б.И. № 4, 1965,. 4. А. с. СССР № 326020, МК B22d27/18 / Белай Г.Е., Рудницкий Л.С., Савега B.C. и др. Способ отливки двухслойных валков. Заявл. 24.03.1969. Опубл. 19.03.1972. Б.И. № 4, 1972. 5. Голованенко С. А. Бюллетень ЦНИИЧМ, 1956, № 5, с. 50. 6. Гиршович Н.Г. Справочник по чугунному литью. - Л.: Машиностроение. - 1978. - 758 с. 7. А. с. СССР № 198553, кл. 31 с. 17, МПК В22d / Конторов Б.М., Богданов А.П., Голубев А.М. и др. Способ изготовления биметаллических изделий. Заявл. 15.12.1967. Опубл. 28.06.1967. Б.И. № 14, 1967. 8. Гурин С.С, Бугай В.П., Нестеренко В.Е. Биметаллические рабочие колеса центробежных насосов / Литейное производство, 1972, № 10, с. 40-41. 7 Комп’ютерна верстка І.Скворцова 42795 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing castings with differentiated structure and properties
Автори англійськоюFesenko Maksym Anatoliiovych, Fesenko Anatolii Mykolaiovych, Kosiachkov Viacheslav Oleksandrovych, Yemelianenko Kateryna Valeriivna
Назва патенту російськоюСпособ изготовления отливок с дифференцированными структурой и свойствами
Автори російськоюФесенко Максим Анатольевич, Фесенко Анатолий Николаевич, Косячков Вячеслав Александрович, Емельяненко Екатерина Валерьевна
МПК / Мітки
МПК: B22D 27/00
Мітки: структурою, виливків, властивостями, диференційованими, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-42795-sposib-vigotovlennya-vilivkiv-z-diferencijjovanimi-strukturoyu-i-vlastivostyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливків з диференційованими структурою і властивостями</a>
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 33518
Опубліковано: 25.06.2008
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: базового, структурою, розплаву, властивостями, виготовлення, виливків, одного, диференційованими, спосіб
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи, де...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 37319
Опубліковано: 25.11.2008
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Ємельяненко Катерина Валеріївна, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: виготовлення, структурою, властивостями, спосіб, виливків, диференційованими
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями, що включає заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, коли одна частина виливка заливається вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи, у той час, як інша частина виливка, яка залишилась не заповненою, заливається...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 41383
Опубліковано: 25.05.2009
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович, Ємельяненко Катерина Валеріївна
МПК: B22D 27/00
Мітки: диференційованими, виготовлення, структурою, спосіб, властивостями, виливків
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через першу ливникову систему, в якій розплав, що заливається, проходить внутрішньоформову обробку (модифікування, легування і т. і.) дрібнодисперсним, дробленим, зернистим, гранульованим...
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 32713
Опубліковано: 26.05.2008
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: структурою, спосіб, диференційованими, властивостями, базового, виготовлення, одного, розплаву, виливків
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи без...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 42477
Опубліковано: 10.07.2009
Автори: Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Ємельяненко Катерина Валеріївна
МПК: B22D 27/00
Мітки: диференційованими, спосіб, виливків, властивостями, виготовлення, структурою
Формула / Реферат:
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в одночасному або послідовному безперервному або з тимчасовою витримкою заливанні через дві незалежні (автономні) ливникові системи одного вихідного (базового) розплаву в ливарну форму з попередньо встановленою спеціальною перегородкою, яка перешкоджає змішуванню різнорідних сплавів, що заливаються в ливарну форму, який відрізняється тим, що базовий...
Попередній патент: Спосіб моделювання невротичного розладу
Наступний патент: Багатолезовий розточувальний інструмент
Випадковий патент: Спосіб вимірювання об'ємної активності радону в ґрунтовому повітрі