Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 33518
Опубліковано: 25.06.2008
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
Формула / Реферат
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи, де розплав проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою, поміщеною в ливарній формі в каналах ливникової системи на шляху руху рідкого металу, в той час, як іншу частину виливка, яка залишилася не заповненою на попередній стадії, заливають через загальний стояк і канали другого (верхнього) ярусу (поверху) ливникової системи тим же вихідним (базовим) розплавом без будь-якої обробки.
Текст
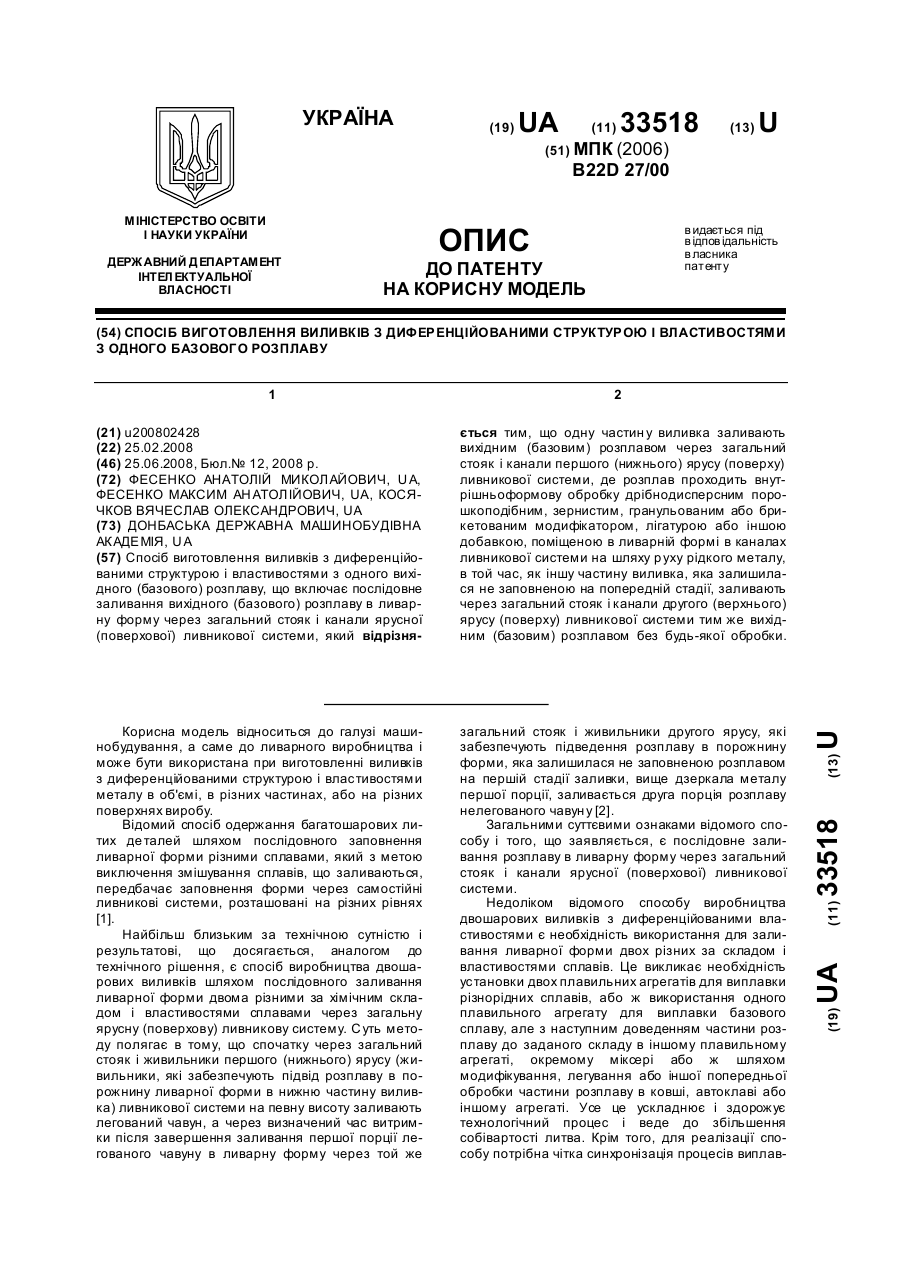
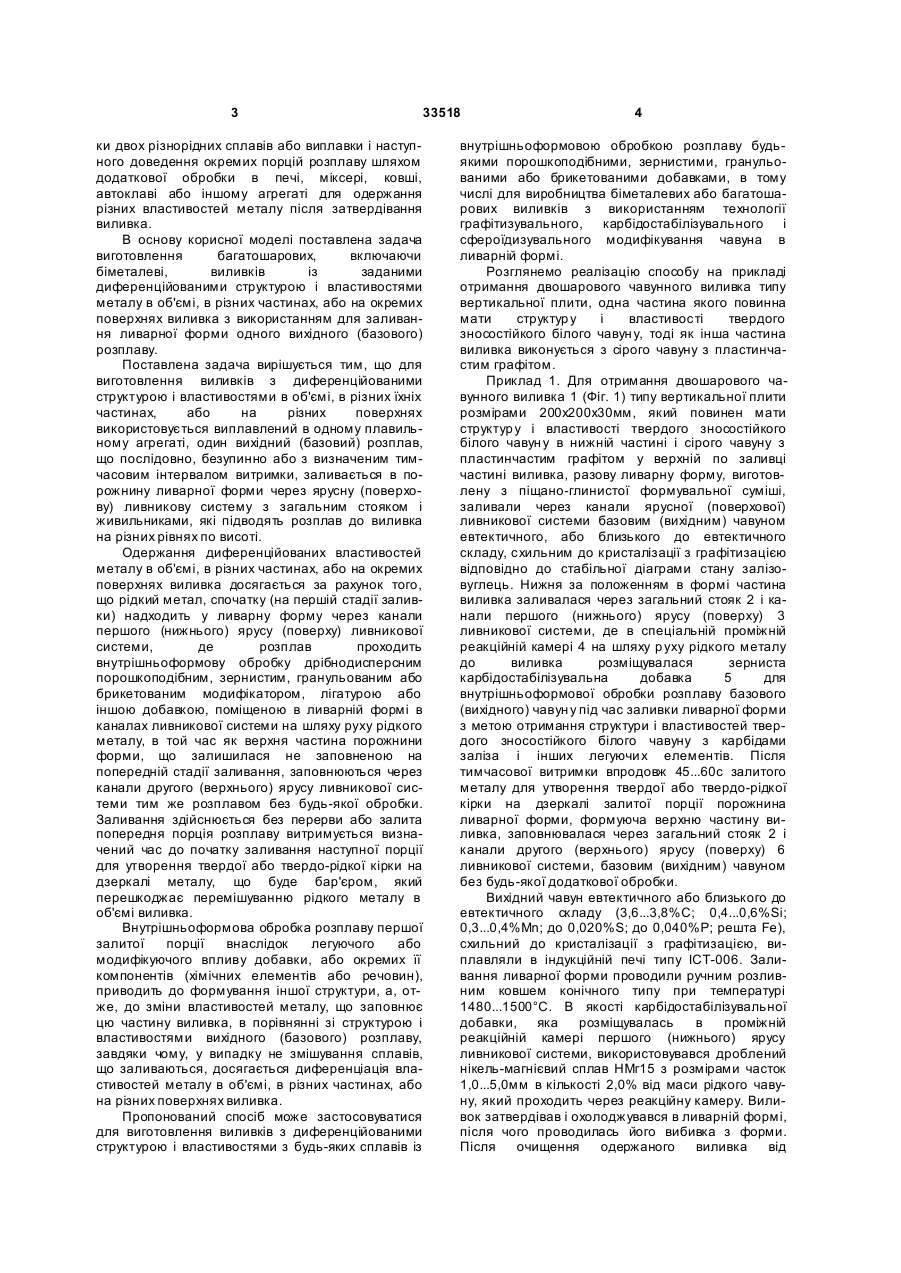
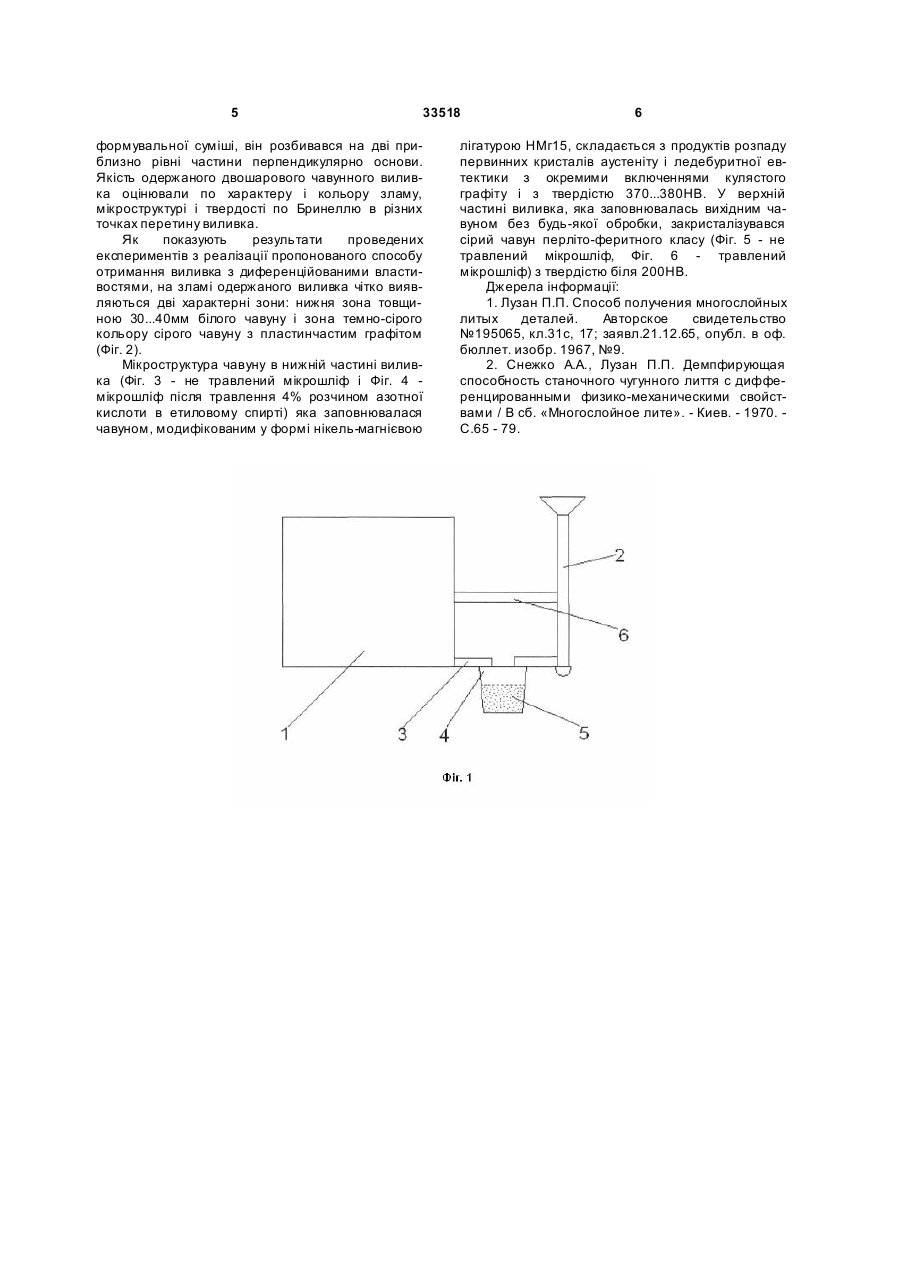
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізня 3 33518 ки двох різнорідних сплавів або виплавки і наступного доведення окремих порцій розплаву шляхом додаткової обробки в печі, міксері, ковші, автоклаві або іншому агрегаті для одержання різних властивостей металу після затвердівання виливка. В основу корисної моделі поставлена задача виготовлення багатошарових, включаючи біметалеві, виливків із заданими диференційованими структурою і властивостями металу в об'ємі, в різних частинах, або на окремих поверхнях виливка з використанням для заливання ливарної форми одного вихідного (базового) розплаву. Поставлена задача вирішується тим, що для виготовлення виливків з диференційованими структурою і властивостями в об'ємі, в різних їхніх частинах, або на різних поверхнях використовується виплавлений в одному плавильному агрегаті, один вихідний (базовий) розплав, що послідовно, безупинно або з визначеним тимчасовим інтервалом витримки, заливається в порожнину ливарної форми через ярусну (поверхову) ливникову систему з загальним стояком і живильниками, які підводять розплав до виливка на різних рівнях по висоті. Одержання диференційованих властивостей металу в об'ємі, в різних частинах, або на окремих поверхнях виливка досягається за рахунок того, що рідкий метал, спочатку (на першій стадії заливки) надходить у ливарну форму через канали першого (нижнього) ярусу (поверху) ливникової системи, де розплав проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою, поміщеною в ливарній формі в каналах ливникової системи на шляху руху рідкого металу, в той час як верхня частина порожнини форми, що залишилася не заповненою на попередній стадії заливання, заповнюються через канали другого (верхнього) ярусу ливникової системи тим же розплавом без будь-якої обробки. Заливання здійснюється без перерви або залита попередня порція розплаву витримується визначений час до початку заливання наступної порції для утворення твердої або твердо-рідкої кірки на дзеркалі металу, що буде бар'єром, який перешкоджає перемішуванню рідкого металу в об'ємі виливка. Внутрішньоформова обробка розплаву першої залитої порції внаслідок легуючого або модифікуючого впливу добавки, або окремих її компонентів (хімічних елементів або речовин), приводить до формування іншої структури, а, отже, до зміни властивостей металу, що заповнює цю частину виливка, в порівнянні зі структурою і властивостями вихідного (базового) розплаву, завдяки чому, у випадку не змішування сплавів, що заливаються, досягається диференціація властивостей металу в об'ємі, в різних частинах, або на різних поверхнях виливка. Пропонований спосіб може застосовуватися для виготовлення виливків з диференційованими структурою і властивостями з будь-яких сплавів із 4 внутрішньоформовою обробкою розплаву будьякими порошкоподібними, зернистими, гранульованими або брикетованими добавками, в тому числі для виробництва біметалевих або багатошарових виливків з використанням технології графітизувального, карбідостабілізувального і сфероїдизувального модифікування чавуна в ливарній формі. Розглянемо реалізацію способу на прикладі отримання двошарового чавунного виливка типу вертикальної плити, одна частина якого повинна мати структур у і властивості твердого зносостійкого білого чавун у, тоді як інша частина виливка виконується з сірого чавуну з пластинчастим графітом. Приклад 1. Для отримання двошарового чавунного виливка 1 (Фіг. 1) типу вертикальної плити розмірами 200х200х30мм, який повинен мати структур у і властивості твердого зносостійкого білого чавун у в нижній частині і сірого чавуну з пластинчастим графітом у верхній по заливці частині виливка, разову ливарну форму, виготовлену з піщано-глинистої формувальної суміші, заливали через канали ярусної (поверхової) ливникової системи базовим (вихідним) чавуном евтектичного, або близького до евтектичного складу, схильним до кристалізації з графітизацією відповідно до стабільної діаграми стану залізовуглець. Нижня за положенням в формі частина виливка заливалася через загальний стояк 2 і канали першого (нижнього) ярусу (поверху) 3 ливникової системи, де в спеціальній проміжній реакційній камері 4 на шляху р уху рідкого металу до виливка розміщувалася зерниста карбідостабілізувальна добавка 5 для внутрішньоформової обробки розплаву базового (вихідного) чавун у під час заливки ливарної форми з метою отримання структури і властивостей твердого зносостійкого білого чавуну з карбідами заліза і інших легуючи х елементів. Після тимчасової витримки впродовж 45...60с залитого металу для утворення твердої або твердо-рідкої кірки на дзеркалі залитої порції порожнина ливарної форми, формуюча верхню частину виливка, заповнювалася через загальний стояк 2 і канали другого (верхнього) ярусу (поверху) 6 ливникової системи, базовим (вихідним) чавуном без будь-якої додаткової обробки. Вихідний чавун евтектичного або близького до евтектичного складу (3,6...3,8%С; 0,4...0,6%Si; 0,3...0,4%Мn; до 0,020%S; до 0,040%Р; решта Fe), схильний до кристалізації з графітизацією, виплавляли в індукційній печі типу ІСТ-006. Заливання ливарної форми проводили ручним розливним ковшем конічного типу при температурі 1480...1500°С. В якості карбідостабілізувальної добавки, яка розміщувалась в проміжній реакційній камері першого (нижнього) ярусу ливникової системи, використовувався дроблений нікель-магнієвий сплав НМг15 з розмірами часток 1,0...5,0мм в кількості 2,0% від маси рідкого чавуну, який проходить через реакційну камеру. Виливок затвердівав і охолоджувався в ливарній формі, після чого проводилась його вибивка з форми. Після очищення одержаного виливка від 5 33518 формувальної суміші, він розбивався на дві приблизно рівні частини перпендикулярно основи. Якість одержаного двошарового чавунного виливка оцінювали по характеру і кольору зламу, мікроструктурі і твердості по Бринеллю в різних точках перетину виливка. Як показують результати проведених експериментів з реалізації пропонованого способу отримання виливка з диференційованими властивостями, на зламі одержаного виливка чітко виявляються дві характерні зони: нижня зона товщиною 30...40мм білого чавуну і зона темно-сірого кольору сірого чавуну з пластинчастим графітом (Фіг. 2). Мікроструктура чавуну в нижній частині виливка (Фіг. 3 - не травлений мікрошліф і Фіг. 4 мікрошліф після травлення 4% розчином азотної кислоти в етиловому спирті) яка заповнювалася чавуном, модифікованим у формі нікель-магнієвою 6 лігатурою НМг15, складається з продуктів розпаду первинних кристалів аустеніту і ледебуритної евтектики з окремими включеннями кулястого графіту і з твердістю 370...380НВ. У верхній частині виливка, яка заповнювалась вихідним чавуном без будь-якої обробки, закристалізувався сірий чавун перліто-феритного класу (Фіг. 5 - не травлений мікрошліф, Фіг. 6 - травлений мікрошліф) з твердістю біля 200НВ. Джерела інформації: 1. Лузан П.П. Способ получения многослойных литых деталей. Авторское свидетельство №195065, кл.31с, 17; заявл.21.12.65, опубл. в оф. бюллет. изобр. 1967, №9. 2. Снежко А.А., Лузан П.П. Демпфирующая способность станочного чугунного лиття с дифференцированными физико-механическими свойствами / В сб. «Многослойное лите». - Киев. - 1970. С.65 - 79. 7 Комп’ютерна в ерстка Д. Шев ерун 33518 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing castings with differentiated structure and properties from one basic fusion
Автори англійськоюFesenko Anatolii Mykolaiovych, Fesenko Maksym Anatoliiovych, Kosiachkov Viacheslav Oleksandrovych
Назва патенту російськоюСпособ изготовления отливок с дифференцированными структурой и свойствами из одного базового расплава
Автори російськоюФесенко Анатолий Николаевич, Фесенко Максим Анатольевич, Косячков Вячеслав Александрович
МПК / Мітки
МПК: B22D 27/00
Мітки: диференційованими, розплаву, спосіб, виготовлення, одного, структурою, базового, властивостями, виливків
Код посилання
<a href="https://ua.patents.su/4-33518-sposib-vigotovlennya-vilivkiv-z-diferencijjovanimi-strukturoyu-i-vlastivostyami-z-odnogo-bazovogo-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву</a>
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 32713
Опубліковано: 26.05.2008
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: властивостями, виготовлення, одного, спосіб, виливків, структурою, базового, диференційованими, розплаву
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи без...
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву
Номер патенту: 27682
Опубліковано: 12.11.2007
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: форми, структурою, виливків, ливарний, різними, одного, виготовлення, розплаву, загальній, базового, властивостями, спосіб
Формула / Реферат:
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву, що включає заливання в загальну ливарну форму базового розплаву, затвердіння залитого рідкого металу, охолоджування виливків з наступним їх вибиванням з ливарної форми, який відрізняється тим, що залитий розплав, що проходить шлях до порожнини виливків через розгалужену ливникову систему, де в спеціальних порожнинах...
Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі
Номер патенту: 29197
Опубліковано: 10.01.2008
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: загальній, структурою, виливків, різними, одного, система, ливникова, ливарний, розплаву, виготовлення, базового, форми, властивостями
Формула / Реферат:
1. Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі, що містить ливникову чашу або лійку (воронку), стояк, зумпф, розподільний канал, яка відрізняється тим, що наявні автономні відгалуження, в складі яких на шляху руху базового розплаву до виливка передбачені сполучні канали, шлаковловлювачі та живильники, а також реакційні камери з розміщеними в них різними...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 32662
Опубліковано: 26.05.2008
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: спосіб, властивостями, структурою, виливків, диференційованими, виготовлення
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву, що включає послідовне заливання базового розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, коли одну частину виливка заливають через першу ливникову систему вихідним (базовим) розплавом, а іншу частину виливка, яка залишилася незаповненою, заливають тим же базовим розплавом через другу незалежну від першої...
Спосіб виготовлення виливків з диференційованими властивостями
Номер патенту: 27681
Опубліковано: 12.11.2007
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович
МПК: B22D 27/00
Мітки: диференційованими, спосіб, виготовлення, виливків, властивостями
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, який відрізняється тим, що одну частину виливка заливають через першу ливникову систему вихідним (базовим) розплавом без будь-якої попередньої (додаткової) обробки, у той час як іншу частину виливка, яка залишилася не заповненою, заливають тим же розплавом через другу...
Попередній патент: Корпус-колектор для плівкових мембранних фільтрів очищення рідин і газів
Наступний патент: Прес шнековий
Випадковий патент: Параметричний ехолот для вимірювання рівня рідини в нафтових свердловинах