Спосіб виробництва прутків діаметром більше 270 мм
Номер патенту: 44428
Опубліковано: 12.10.2009
Автори: Кругляк Ірина Василівна, Коваленко Антон Кіндратович, Середа Борис Петрович, Тумко Олександр Миколаєвич
Формула / Реферат
1. Спосіб виробництва прутків діаметром більше 270 мм, що включає прокатку зливків на блюмінгу в ящиковому калібрі за декілька проходів, в овальному та круглому калібрах з кантуванням прямокутної смуги перед прокаткою в овальному калібрі та післядеформаційне охолодження до температури нижче 150 °С, який відрізняється тим, що прокатку в ящиковому калібрі проводять при відношенні опуклості дна калібру до глибини рівчака калібру 0,06...0,09, останній прохід в ящиковому калібрі виконують з обтисненням, відношення розміру якого до діаметра готового прокату дорівнює 0,28...0,38, та в овальному калібрі виконують обтиснення, що дорівнює (5f - 8f), де f - розмір опуклості дна калібру.
2. Спосіб за п. 1, який відрізняється тим, що післядеформаційне охолодження прутків до температури нижче 150 °С виконують з середньою швидкістю 3,5...4 °С/год.
Текст
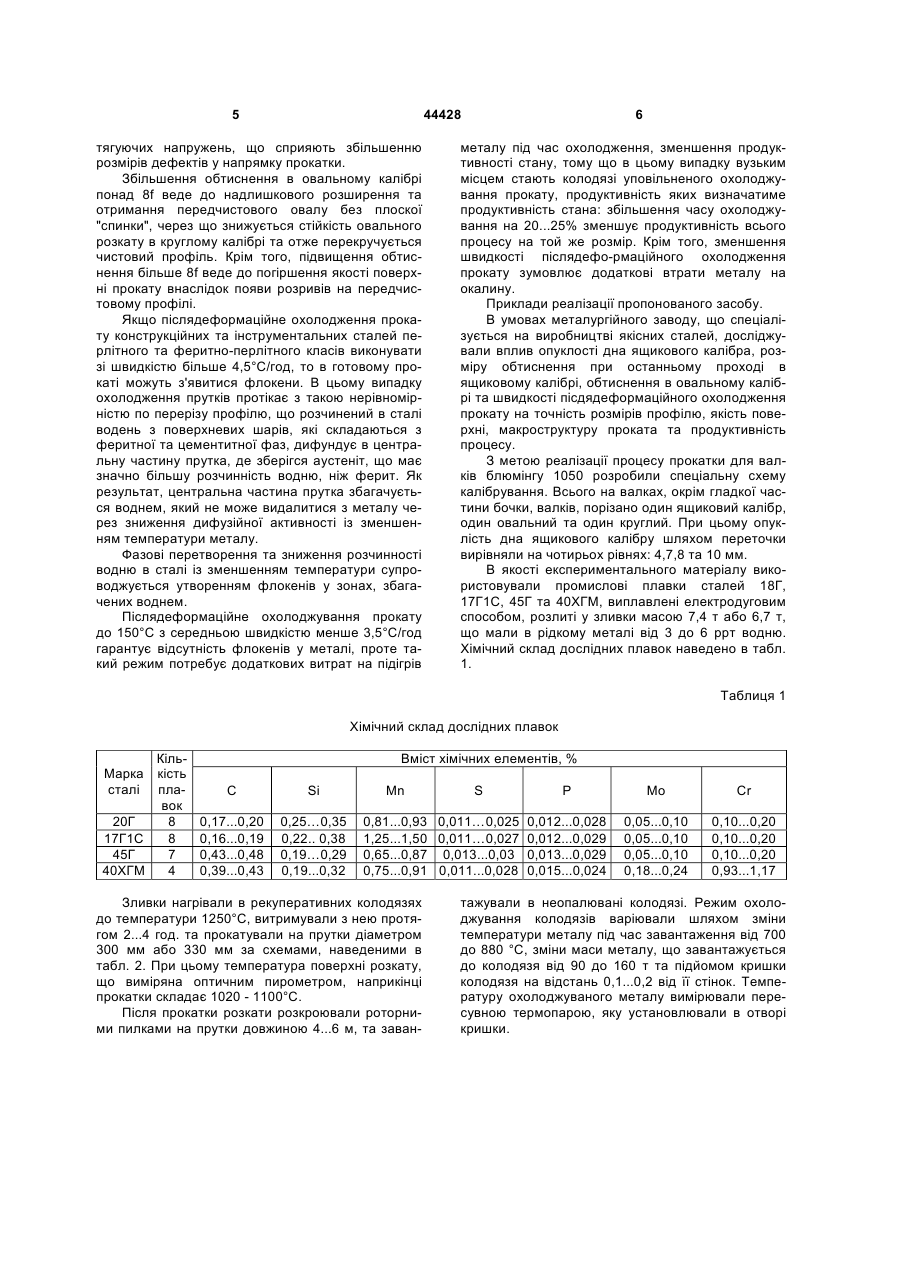
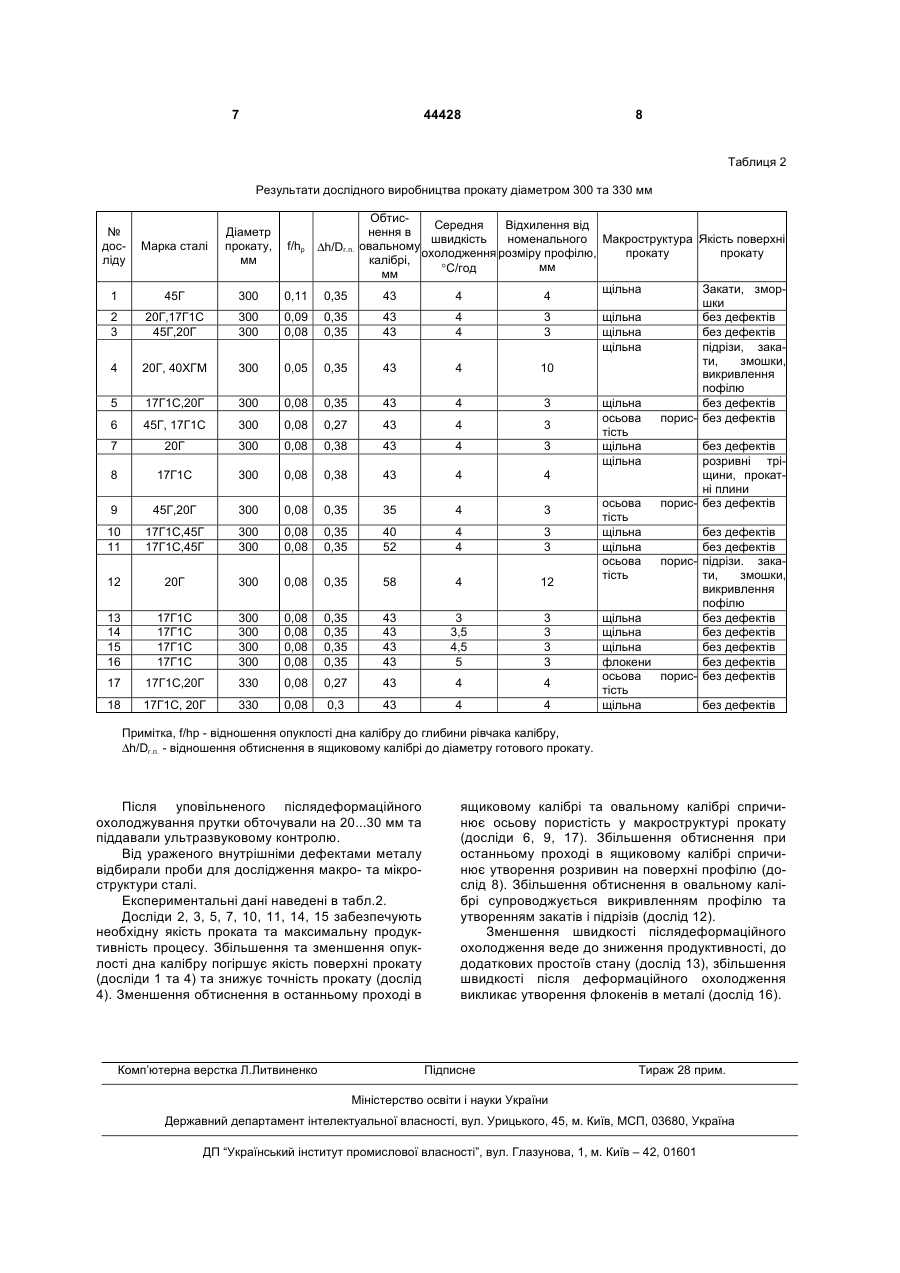
1. Спосіб виробництва прутків діаметром більше 270 мм, що включає прокатку зливків на блюмінгу в ящиковому калібрі за декілька проходів, в овальному та круглому калібрах з кантуванням прямокутної смуги перед прокаткою в оваль 3 розкату від 300 до 700 мм та діаметром валків від 950 до 1100 мм. Стискуючий тиск, що передається робочими валками з такими параметрами прокатки, не проходить у центральну частину профілю та створює в ній напруження, що розтягують та руйнують дірчасту серцевину зливка, який розкочується. Причиною утворення флокенів є висока концентрація водню в сталі, яка одержана електродуговим способом, зменшення його розчинності в твердому розчині та дифузійної здатності із зниженням температури, а також виникнення остаточної напруги під час процесу охолоджування через нерівномірність температури за перерізом прокату. Причиною порушення профілю та виникнення поверхневих дефектів у вигляді закатів, підрізів є нестабільна стійкість розкату під час прокатки овального профілю в круглому калібрі без використання привалкової арматури. Маніпуляційні лінійки блюмінгу, що призначені для передачі розкату з одного калібру в другий калібр, не можуть виконувати в повному обсязі функції пропусків і тому не забезпечують необхідного стійкого положення овального розкату під час прокатки в круглому калібрі. В основу корисної моделі поставлене завдання розробки способу виробництва прутків діаметром більше 270 мм, в якому завдяки новим технічним рішенням з прокатки зливків на блюмінгу та після деформаційного охолодження прокату забезпечується підвищення точності розмірів профілю, продуктивності процесу і зменшення внутрішніх та поверхневих дефектів. Для вирішення поставленого завдання в способі виробництва прутків діаметром більше 270 мм, що включає прокатку зливків на блюмінгу в ящиковому калібрі за декілька проходів, в овальному та круглому калібрах з кантуванням прямокутної смуги перед прокаткою в овальному калібрі та післядеформаційне охолоджування до температури нижче 150°С, згідно з корисною моделлю, прокатку в ящиковому калібрі проводять при відношенні опуклості дна калібру до глибини рівчака калібру 0,06...0,09, останній прохід в ящикового калібрі виконують з обтисненням, відношення розміру якого до діаметра готового прокату дорівнює 0,28...0,38, та в овальному калібрі виконують обтиснення, що дорівнює (5f - 8f), де f - розмір опуклості дна калібру. Післядеформаційне охолоджування прутків до температури нижче 150°С може виконуватися із середньою швидкістю 3,5...4,5°С/год. Спосіб здійснюють таким чином. Прокатка в ящиковому калібрі з відношенні опуклості дна калібру до глибини рівчака калібру 0,06...0,09 дозволяє отримати розкат, дві грані якого увігнуті на 5...8 мм. Після кантування такого розкату на 90° та прокатки в овальному калібрі бокова "спинка" овального розкату на 90° та прокатки в овальному калібрі бокова "спинка" овального розкату має близьку до плоскої грань, ширина якої дорівнює близько 0,33-0,45 діаметру готового прокату та більше 0,25 висоти передчистового овалу. 44428 4 Наявність рівної та широкої бокової "спинки" овальної смуги забезпечує хорошу стійкість під час транспортування вздовж рольганга та під час подавання розкату в круглий калібр. Крім того, наявність такої "спинки" дозволяє здійснити прокатку овальної смуги в круглому калібрі з відносною стійкістю без використання привалкової арматури, що дуже необхідно, тому що на блюмінгу застосувати будь-яку привалкову арматуру неможливо. Якщо відношення опуклості дна калібру до глибини рівчака калібру складає менше 0,06 та обтиснення в овальному калібрі більше 35 мм на передчистовому профілі не одержується плоска "спинка" внаслідок розширення та розкат різко втрачає сталість під час транспортування по рольгангу та прокатки в круглому калібрі. В цьому випадку овальний профіль може надходити в чистовий круглий калібр не в строго вертикальному стані, а в трохи нахиленому, метал краще притискається до одних ділянок калібру та гірше до інших, що викликає різницю у зовнішньому вигляді відповідних ділянок поверхні чистового профілю: там, де метал добре притискається до стінок калібру, поверхня набуває гладкого стану, а на ділянках, де метал притискається не дуже сильно, поверхня виявляється шорсткою та дрібнозморшкуватою. Крім того, похиле розміщення овалу в чистовому круглому калібрі веде до повороту розкату кругом повздовжньої вісі на 90° та подальшому проходженню крізь калібр в такому горизонтальному положенні. В результаті згортання смуги чистовий профіль сильно перекручується: в місцях, які співпадають з роз'ємом валків, виявляються вичавлені та широкі задирки, а по дну рівчака не виконується профіль тому, що висота заданого розкату менше висоти калібру. Додаткові зусилля лінійок для утримання розкату значно погіршують захоплення металу валками та процес прокатки стає неможливим. Збільшення відношення опуклості дна калібру до глибини рівчака калібру понад 0,09 веде до того, що під час прокатки прямокутного профілю з обтисненням до 60 мм отримується передчистовий профіль з увігнутими гранями, прокатка якого в круглому калібрі супроводжується виникненням закатів та глибоких зморшок. Під час прокатки в останньому проході ящикового калібру з обтисненням, відношення розміру якого до діаметра готового прокату менше 0,28, в осьовій зоні прутка залишається центральна дірчатість через непроробку центральної частини зливка під час деформації в ящиковому калібрі. Якщо відношення розміру обтиснення в останньому проході ящикового калібру до діаметра готового профілю більше 0,38, то через високу ступінь деформації на поверхні розкату, особливо по його ребрах, виникають розриви, які при подальшому прокатуванні в овальному та круглому калібрах розкочуються, трансформуючись у тріщини, прокатні пліни на поверхні прутка. Під час прокатки в овальному калібрі з обтисненням менше 5f, де f - розмір опуклості дна калібру, в осьовій частині готового прокату спостерігаються внутрішні дефекти через непроробку центральної частини зливка та розвитку в ній роз 5 44428 тягуючих напружень, що сприяють збільшенню розмірів дефектів у напрямку прокатки. Збільшення обтиснення в овальному калібрі понад 8f веде до надлишкового розширення та отримання передчистового овалу без плоскої "спинки", через що знижується стійкість овального розкату в круглому калібрі та отже перекручується чистовий профіль. Крім того, підвищення обтиснення більше 8f веде до погіршення якості поверхні прокату внаслідок появи розривів на передчистовому профілі. Якщо післядеформаційне охолодження прокату конструкційних та інструментальних сталей перлітного та феритно-перлітного класів виконувати зі швидкістю більше 4,5°С/год, то в готовому прокаті можуть з'явитися флокени. В цьому випадку охолодження прутків протікає з такою нерівномірністю по перерізу профілю, що розчинений в сталі водень з поверхневих шарів, які складаються з феритної та цементитної фаз, дифундує в центральну частину прутка, де зберігся аустеніт, що має значно більшу розчинність водню, ніж ферит. Як результат, центральна частина прутка збагачується воднем, який не може видалитися з металу через зниження дифузійної активності із зменшенням температури металу. Фазові перетворення та зниження розчинності водню в сталі із зменшенням температури супроводжується утворенням флокенів у зонах, збагачених воднем. Післядеформаційне охолоджування прокату до 150°С з середньою швидкістю менше 3,5°С/год гарантує відсутність флокенів у металі, проте такий режим потребує додаткових витрат на підігрів 6 металу під час охолодження, зменшення продуктивності стану, тому що в цьому випадку вузьким місцем стають колодязі уповільненого охолоджування прокату, продуктивність яких визначатиме продуктивність стана: збільшення часу охолоджування на 20...25% зменшує продуктивність всього процесу на той же розмір. Крім того, зменшення швидкості післядефо-рмаційного охолодження прокату зумовлює додаткові втрати металу на окалину. Приклади реалізації пропонованого засобу. В умовах металургійного заводу, що спеціалізується на виробництві якісних сталей, досліджували вплив опуклості дна ящикового калібра, розміру обтиснення при останньому проході в ящиковому калібрі, обтиснення в овальному калібрі та швидкості пісдядеформаційного охолодження прокату на точність розмірів профілю, якість поверхні, макроструктуру проката та продуктивність процесу. З метою реалізації процесу прокатки для валків блюмінгу 1050 розробили спеціальну схему калібрування. Всього на валках, окрім гладкої частини бочки, валків, порізано один ящиковий калібр, один овальний та один круглий. При цьому опуклість дна ящикового калібру шляхом переточки вирівняли на чотирьох рівнях: 4,7,8 та 10 мм. В якості експериментального матеріалу використовували промислові плавки сталей 18Г, 17Г1С, 45Г та 40ХГМ, виплавлені електродуговим способом, розлиті у зливки масою 7,4 т або 6,7 т, що мали в рідкому металі від 3 до 6 ррт водню. Хімічний склад дослідних плавок наведено в табл. 1. Таблиця 1 Хімічний склад дослідних плавок КільМарка кість сталі плавок 20Г 8 17Г1С 8 45Г 7 40ХГМ 4 Вміст хімічних елементів, % С Si 0,17...0,20 0,16...0,19 0,43...0,48 0,39...0,43 0,25…0,35 0,22.. 0,38 0,19…0,29 0,19...0,32 Mn S P 0,81...0,93 0,011…0,025 0,012...0,028 1,25...1,50 0,011…0,027 0,012...0,029 0,65...0,87 0,013...0,03 0,013...0,029 0,75...0,91 0,011...0,028 0,015...0,024 Зливки нагрівали в рекуперативних колодязях до температури 1250°С, витримували з нею протягом 2...4 год. та прокатували на прутки діаметром 300 мм або 330 мм за схемами, наведеними в табл. 2. При цьому температура поверхні розкату, що виміряна оптичним пирометром, наприкінці прокатки складає 1020 - 1100°С. Після прокатки розкати розкроювали роторними пилками на прутки довжиною 4...6 м, та заван Mo Cr 0,05...0,10 0,05...0,10 0,05...0,10 0,18...0,24 0,10...0,20 0,10...0,20 0,10...0,20 0,93...1,17 тажували в неопалювані колодязі. Режим охолоджування колодязів варіювали шляхом зміни температури металу під час завантаження від 700 до 880 °С, зміни маси металу, що завантажується до колодязя від 90 до 160 т та підйомом кришки колодязя на відстань 0,1...0,2 від її стінок. Температуру охолоджуваного металу вимірювали пересувною термопарою, яку установлювали в отворі кришки. 7 44428 8 Таблиця 2 Результати дослідного виробництва прокату діаметром 300 та 330 мм № досліду Марка сталі Діаметр прокату, мм f/hp 1 45Г 300 0,11 2 3 20Г,17Г1С 45Г,20Г 300 300 0,09 0,08 4 20Г, 40ХГМ 300 0,05 5 17Г1С,20Г 300 0,08 6 45Г, 17Г1С 300 0,08 7 20Г 300 0,08 8 17Г1С 300 0,08 9 45Г,20Г 300 0,08 10 11 17Г1С,45Г 17Г1С,45Г 300 300 0,08 0,08 12 20Г 300 0,08 13 14 15 16 17Г1С 17Г1С 17Г1С 17Г1С 300 300 300 300 0,08 0,08 0,08 0,08 17 17Г1С,20Г 330 0,08 18 17Г1С, 20Г 330 0,08 ОбтисСередня Відхилення від нення в швидкість номенального Макроструктура Якість поверхні ∆h/Dг.п. овальному охолодження розміру профілю, прокату прокату калібрі, мм °С/год мм щільна Закати, змор0,35 43 4 4 шки 0,35 43 4 3 щільна без дефектів 0,35 43 4 3 щільна без дефектів щільна підрізи, закати, змошки, 0,35 43 4 10 викривлення пофілю 0,35 43 4 3 щільна без дефектів осьова порис- без дефектів 0,27 43 4 3 тість 0,38 43 4 3 щільна без дефектів щільна розривні трі0,38 43 4 4 щини, прокатні плини осьова порис- без дефектів 0,35 35 4 3 тість 0,35 40 4 3 щільна без дефектів 0,35 52 4 3 щільна без дефектів осьова порис- підрізи. закатість ти, змошки, 0,35 58 4 12 викривлення пофілю 0,35 43 3 3 щільна без дефектів 0,35 43 3,5 3 щільна без дефектів 0,35 43 4,5 3 щільна без дефектів 0,35 43 5 3 флокени без дефектів осьова порис- без дефектів 0,27 43 4 4 тість 0,3 43 4 4 щільна без дефектів Примітка, f/hp - відношення опуклості дна калібру до глибини рівчака калібру, ∆h/Dг.п. - відношення обтиснення в ящиковому калібрі до діаметру готового прокату. Після уповільненого післядеформаційного охолоджування прутки обточували на 20...30 мм та піддавали ультразвуковому контролю. Від ураженого внутрішніми дефектами металу відбирали проби для дослідження макро- та мікроструктури сталі. Експериментальні дані наведені в табл.2. Досліди 2, 3, 5, 7, 10, 11, 14, 15 забезпечують необхідну якість проката та максимальну продуктивність процесу. Збільшення та зменшення опуклості дна калібру погіршує якість поверхні прокату (досліди 1 та 4) та знижує точність прокату (дослід 4). Зменшення обтиснення в останньому проході в Комп’ютерна верстка Л.Литвиненко ящиковому калібрі та овальному калібрі спричинює осьову пористість у макроструктурі прокату (досліди 6, 9, 17). Збільшення обтиснення при останньому проході в ящиковому калібрі спричинює утворення розривин на поверхні профілю (дослід 8). Збільшення обтиснення в овальному калібрі супроводжується викривленням профілю та утворенням закатів і підрізів (дослід 12). Зменшення швидкості післядеформаційного охолодження веде до зниження продуктивності, до додаткових простоїв стану (дослід 13), збільшення швидкості після деформаційного охолодження викликає утворення флокенів в металі (дослід 16). Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of bars with diameter more than 270 mm
Автори англійськоюSereda Borys Petrovych, Tumko Oleksandr Mykolaievych, Kovalenko Anton Kindratovych, Kruhliak Iryna Vasylivna
Назва патенту російськоюСпособ производства прутков диаметром больше 270 мм
Автори російськоюСереда Борис Петрович, Тумко Александр Николаевич, Коваленко Антон Кондратьевич, Кругляк Ирина Васильевна
МПК / Мітки
МПК: B21B 1/00
Мітки: більше, прутків, виробництва, спосіб, діаметром
Код посилання
<a href="https://ua.patents.su/4-44428-sposib-virobnictva-prutkiv-diametrom-bilshe-270-mm.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прутків діаметром більше 270 мм</a>
Спосіб виробництва прутків діаметров 200… 275 мм
Номер патенту: 34073
Опубліковано: 15.02.2001
Автори: Лобов Анатолій Іванович, Ревякін Станіслав Володимирович, Кренделєв Василь Миколайович, Казаков Сергій Сергійович, Кнохін Валерій Георгійович, Лейбензон Вадим Олександрович, Тумко Олександр Миколайович, Ядловський Іван Теодорович
МПК: B21B 1/00
Мітки: прутків, 200, виробництва, діаметров, спосіб
Текст:
...реалізації пропонованого способу. В умовах металургійного заводу, що спеціалізується на виробництві якісних сталей, досліджували вплив температури поверхні розкату при прокатці в останньому проході ящикового калібру, в овальному та круглому калібрах із сумарним коефіцієнтом витяжки 1,45-1,75 в ящиковому, овальному та круглому калібрах; режиму післядеформаційного охолодження на якість поверхні прокату, макроструктуру та продуктивність...
Спосіб виробництва сталевого прокату
Номер патенту: 3661
Опубліковано: 15.12.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: виробництва, спосіб, сталевого, прокату
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Д32 і товщини прокату за формулою:σв = 283 + 195С + 50Мn + 71Ni +...
Спосіб виробництва мастила для волочіння дроту і прутків
Номер патенту: 76993
Опубліковано: 16.10.2006
Автори: Тішкін Денис Вікторович, Тішкина Наталія Семенівна
МПК: B21C 9/00, C10M 101/00
Мітки: волочіння, дроту, спосіб, мастила, виробництва, прутків
Формула / Реферат:
Спосіб виробництва мастила для волочіння дроту і прутків, який передбачає застосування мила, який відрізняється тим, що мило отримують як продукт гідролізу тваринних жирів до жирних кислот, що омилюють каустичною содою, до якого додають гашене вапно та монофосфат цинку.
Спосіб виробництва сталевого прокату
Номер патенту: 66653
Опубліковано: 17.05.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: сталевого, прокату, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки тимчасовий опір сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі, товщини прокату і температури кінця прокатки за...
Спосіб виробництва сталевого прокату
Номер патенту: 66654
Опубліковано: 17.05.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: сталевого, спосіб, прокату, виробництва
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі, товщини прокату і температури кінця прокатки за...
Попередній патент: Пружинно-коливальний пристрій для доочистки бульбокоренеплодів
Наступний патент: Пневмо-вакуумна електрична станція перемінного струму
Випадковий патент: Катамаран