Спосіб виробництва прутків діаметров 200… 275 мм
Номер патенту: 34073
Опубліковано: 15.02.2001
Автори: Кнохін Валерій Георгійович, Казаков Сергій Сергійович, Ревякін Станіслав Володимирович, Лейбензон Вадим Олександрович, Ядловський Іван Теодорович, Кренделєв Василь Миколайович, Тумко Олександр Миколайович, Лобов Анатолій Іванович

Текст
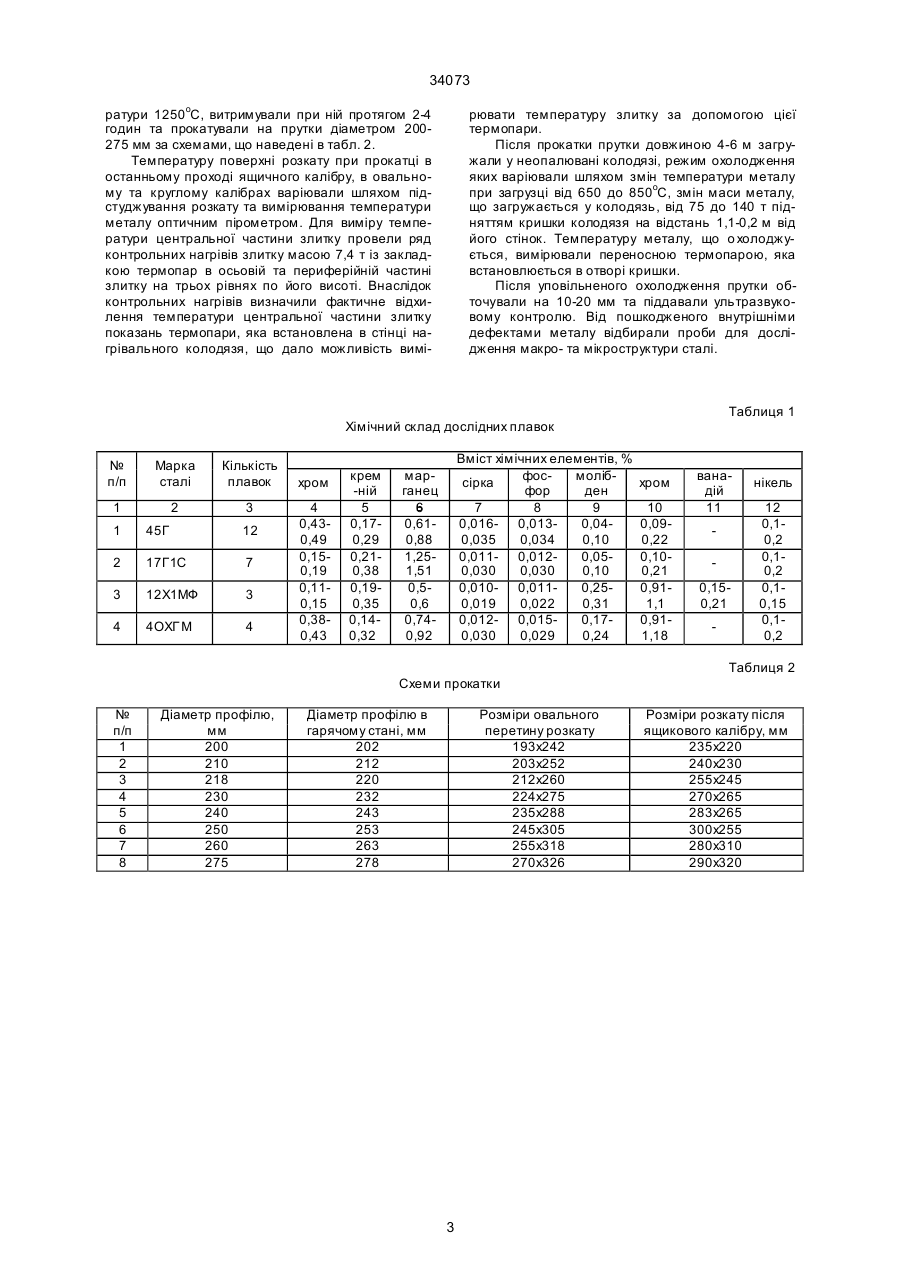
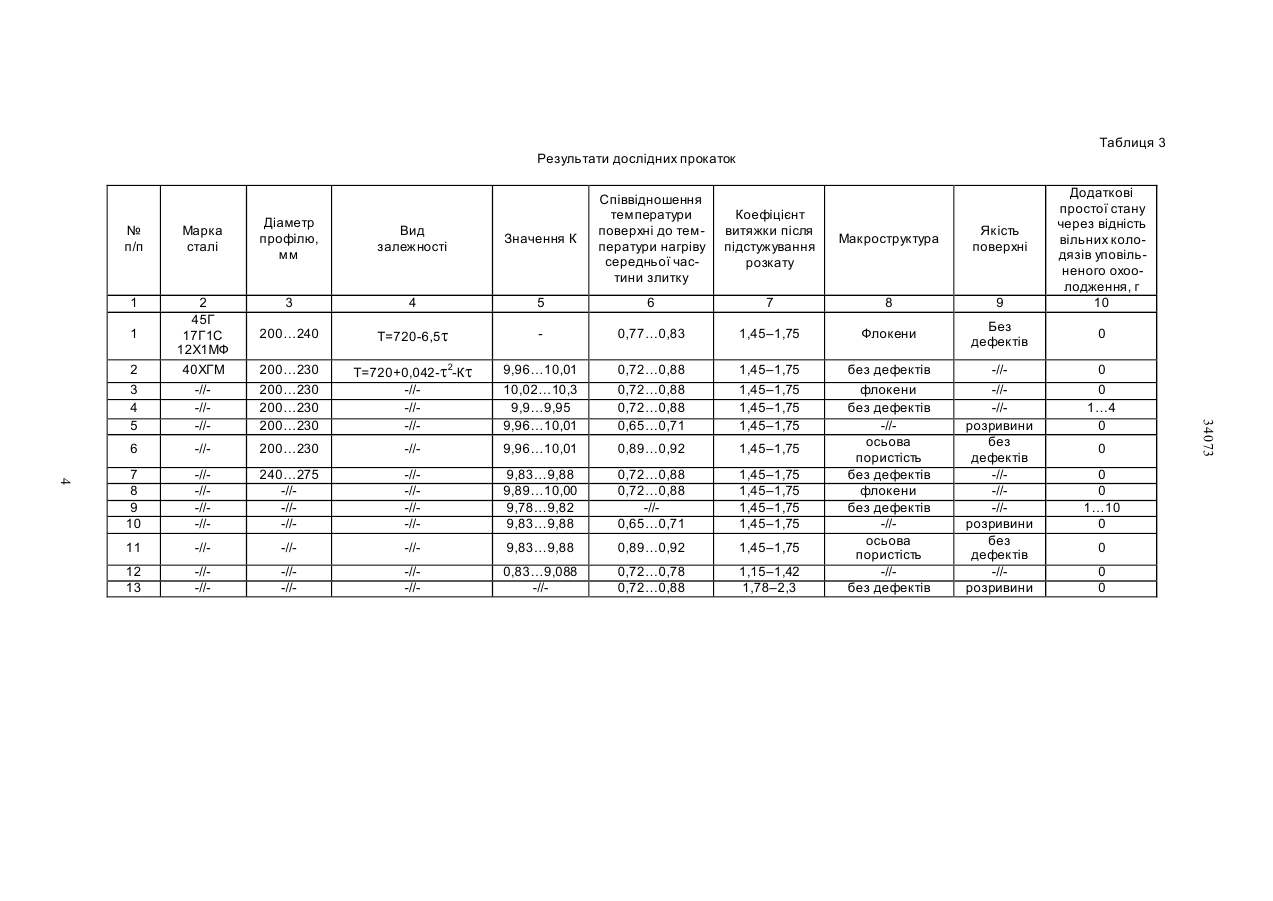
Спосіб виробництва прутків діаметром 200275 мм, що вміщує електродугову виплавку, розливку сталі в злитки, нагрів злитків та прокатку у ящикових, овальному та круглому калібрах із наступною протифлокеновою обробкою прутків шляхом уповільненого охолодження до температури нижче 150оС, який відрізняється тим, що прокатку в останньому проході ящикового калібру, а також в овальному та круглому калібрах, сумарний коефіцієнт витяжки в яких складає 1,45-1,75, проводять при співвідношенні температури поверхні розкату до температури нагріву середньої частини злитку від 0,72 до 0,88 та уповільнене охолодження розкату до температури нижче 150оС проводять за режимом: Винахід відноситься до обробки металів тиском і може бути використаний при прокатці прутків діаметром 200-275 мм з конструкційних вутлецевистих та низьколегованих сталей. Метою винаходу є поліпшення якості прокату, підвищення продуктивності процесу та зменшення енерговитрат. Аналогом є спосіб виробництва прутків діаметром 200-275 мм, що вміщує електродугову виплавку, розливку сталі в злитки, нагрів злитків, ковку та протифлокенову обробку з ізотермічною витримкою при 600-800оС та сповільненим охолодженням протягом 72-120 год. (див. Чижиков Ю.М. Процеси обробки тиском легованих сталей та сплавів. - М.: Ме талургія, 1965. - С. 69-70). Цей спосіб вмішує низькопродуктивні енергомісткі операції кування та протифлокеновоі обробки в термічній печі. Для його реалізації потрібна велика кількість термічних печей. Найбільш близьким до винаходу є спосіб виробництва прутків, що вміщує електродугову виплавку, розливку сталі в злитки, нагрів злитків, прокатку в ящикових, овальному та круглому калібрах із наступною протифлокеновою обробкою прокату шля хом уповільненого охолодження у неопалюваних колодязях до температури нижче 150оС (див. Чижиков Ю.М. Процеси обробки тиском легованих сталей та сплавів. - М.: Металургія, 1965. - С. 76-78). Однак цей спосіб, що вибраний за прототип, не забезпечує необхідної якості прутків, діаметр котрих більше 190 мм. Готові прутки діаметром 200-275 мм вутлецевистих та легованих конструкційних сталей мають внутрішні дефекти у вигляді центральної пористості, дірчатості та флокенів. Останній вид внутрішніх дефектів особливо часто спостерігається в плавках, що мають вміст водню більше 5 ppm. При цьому сталь, що виплавлена електродуговим способом, більш насичена воднем, ніж сталі, що виплавлені конвертерним чи мартенівським способом, отже, більше схильна до утворення флокенів. Причиною центральної пористості та дірчатості є непропрацювання центральних частин розкату при деформації в ящикових калібрах з коефіцієнтом витяжки 1,10-1,2 при висоті смуги від 300 до 700 мм та діаметрі валків від 900 до 1100 мм. Тиск, що стискається, який передасться робочими валками, при таких параметрах прокатки не проникає в центральну частину профілю та створює в ній напруги, що розтягують та руйнують дірчасту серцевину злитку, який розкочується. Причиною утворення флокенів є висока концентрація водню в сталі, яка одержана електродуговим способом, зменшення його розчинності в твердому розчині та дифузійній здатності із зни (19) UA (11) 34073 (13) A t=720+0,042t2-Kt де t - температура металу наприкінці уповільненого охолодження, оС; t - час уповільненого охолодження, годин; К - емпіричний коефіцієнт, що дорівнює 9,83-9,88 для прутків діаметром більше 230 мм та дорівнює 9,96-10,01 для прутків діаметром 200-230 мм. 34073 женням температури, а також висока швидкість післядеформаційного охолодження при великому діаметрі профілю. Метою цього винаходу є збільшення продуктивності процесу виробництва прутків діаметром 200-275 мм та поліпшення їх якості. Для досягнення указаної мети у відомому способі виробництва прутків діаметром 200-275 мм, який вміщує електродугову виплавку, розливку сталі в злитки, нагрів злитків, прокатку в ящикових, овальному та круглому калібрах із наступною протифлокеновою обробкою прокату шля хом уповільненого охолодження в колодязях до температури нижче 150оС, прокатку в останньому проході ящикового калібру, а також в овальному та круглому калібрах, сумарний коефіцієнт витяжки в яких становить 1,45-1,75, виробляють при співвідношенні температури поверхні розкату (Тп) до температури нагріву середньої частини злитку (Тс) від 0,72 до 0,88 та уповільнене охолодження прокату до температури нижче 150оС виробляють за режимом дить до значної втрати пластичності металу в поверхневому шарі та такої нерівномірності деформації по перетину профілю, за якої розтягуючі напруження, як і виникають на поверхні розкату, перевищують межу міцності та викликають утворення розривин. Охолодження поверхні розкату до температури, при якій співвідношення Тп/Тс більше 0,88, не дозволяє під час прокатки прутків діаметру 200275 мм у кліті з валками діаметру 900-1100 мм та сумарним коефіцієнтом витяжки після підстуджування 1,45-1,75 (із коефіцієнтом витяжки за прохід не більше 1,2) створити необхідні для заварювання дефектів стискуючі напруження з середньої частини розкату. В цьому випадку серцевина прокату вражена внутрішніми дефектами: порами, дірчастістю. Уповільнене післядеформаційне охолодження прокату до температури нижче 150оС за режимом (1) із емпіричним коефіцієнтом (К), що перевищує 9,88 для прутків діаметром більше 230 мм та 10,01 для прутків діаметром 200-230 мм не гарантує відсутності флокенів в металі. В цьому випадку охолодження прутків протікає з такою нерівномірністю по перетину профілю, що розчинений в сталі водень із поверхневих шарів, які складаються з феритної та цементитної фаз, дифундує у центральну частину пр утка, де зберігся аустеніт, який має значно більшу розчинність водню, ніж ферит. В результаті, центральна частина прутка збагачується воднем, який не може вивестися з металу внаслідок недостатнього перебування прутків при температурі 650-300оС, коли він дифузно активний. Уповільнене післядеформаційне охолодження прокату до температури нижче 150оС за режимом (1) з емпіричним коефіцієнтом (К) менше 9,83 для прутків діаметром більше 230 мм та менше 9,96 для прутків діаметром 200-230 мм гарантує відсутність флокенів в металі, однак такий режим потребує додаткових витрат на підігрів металу під час охолодження, зменшення продуктивності стану, бо в цьому випадку вузьким місцем стають колодязі уповільненого охолодження, продуктивність яких буде визначати продуктивність стану: збільшення часу охолодження на 10-15% зменшує продуктивність стану теж на 10-15% і, таким чином, зменшує продуктивність процесу на ту ж величину. Крім цього, збільшення часу охолодження прокату викликає додаткові втрати металу в окалину. Приклади реалізації пропонованого способу. В умовах металургійного заводу, що спеціалізується на виробництві якісних сталей, досліджували вплив температури поверхні розкату при прокатці в останньому проході ящикового калібру, в овальному та круглому калібрах із сумарним коефіцієнтом витяжки 1,45-1,75 в ящиковому, овальному та круглому калібрах; режиму післядеформаційного охолодження на якість поверхні прокату, макроструктуру та продуктивність процесу. В ролі експериментального матеріалу використовували промислові плавки сталей 17Г1С, 45Г, 12Х1МФ та 40ХГМ, які виплавлені електродуговим способом, розлиті в злитки масою 7,4 т та що мали в рідкому металі вміст водню від 4 до 6 ppm. Хімічний склад дослідних плавок наведений в табл. 1. Злитки нагрівали з гарячого посаду до темпе t=720+0,042 t2-Kt ..................... (1) де t - температура металу наприкінці уповільненого охолодження, оС ; t - час уповільненого охолодження, годин; К - емпіричний коефіцієнт, що дорівнює 9,83...9,88 для прутків діаметром більше 230 мм та дорівнює 9,96-10,01 для прутків діаметром 200-230 мм. Прокатка злитків вуглецевисти х та легованих конструкційних сталей в останньому проході ящикового калібру, а також в овальному та круглому калібрах, сумарний коефіцієнт витяжки в яких дорівнює 1,45-1,75, при співвідношенні температури поверхні розкату до температури нагріву середньої частини злитку від 0,72 до 0,88 дозволяє більшою мірою продеформувати середню частину злитку за рахунок того, що вона буде мати опір деформації на 20-80 МПа (1,2-2,5 рази) менше, ніж поверхневі шари металу. При температурі нагріву 1250оС температура центральної частини злитку буде в межах 1230-1250оС і після прокатки на рівній частині бочки валка та в ящикових калібрах протягом 60-90 с нижче 1200оС не зменшується, в той час як на поверхні температуру металу можна зменшити за рахунок природного охолодження та за рахунок спеціального підстуджування металу перед останнім проходом в ящиковому калібрі. Підстуджування розкату на більш ранній стадії призводить до збільшення до неприпустимих значень зусиль прокатки, через що потрібно зменшувати обтиск (ступінь деформації) і, таким чином, зменшувати пропрацювання середньої частини перерізу розкату. Крім того, підстуджування злитку або розкату перед наступною прокаткою із сумарним коефіцієнтом витяжки більше 1,75 призводить до втрати пластичності металу під час де формації, створенню значних розтягуючих напружень на поверхні розкату, які перевищують межу міцності сталі та викликають появу розривин. Підстуджування розкату перед прокаткою із сумарним коефіцієнтом витяжки менше 1,45 не забезпечує заварювання дефектів в зруйнованій серцевині розкату через малу ступінь деформації. Охолодження поверхні розкату до температури, при якій відношення Тп/Тс менше 0,72, призво 2 34073 ратури 1250оС, витримували при ній протягом 2-4 годин та прокатували на прутки діаметром 200275 мм за схемами, що наведені в табл. 2. Температуру поверхні розкату при прокатці в останньому проході ящичного калібру, в овальному та круглому калібрах варіювали шляхом підстуджування розкату та вимірювання температури металу оптичним пірометром. Для виміру температури центральної частини злитку провели ряд контрольних нагрівів злитку масою 7,4 т із закладкою термопар в осьовій та периферійній частині злитку на трьох рівнях по його висоті. Внаслідок контрольних нагрівів визначили фактичне відхилення температури центральної частини злитку показань термопари, яка встановлена в стінці нагрівального колодязя, що дало можливість вимі рювати температуру злитку за допомогою цієї термопари. Після прокатки прутки довжиною 4-6 м загружали у неопалювані колодязі, режим охолодження яких варіювали шляхом змін температури металу при загрузці від 650 до 850оС, змін маси металу, що загружається у колодязь, від 75 до 140 т підняттям кришки колодязя на відстань 1,1-0,2 м від його стінок. Температуру металу, що о холоджується, вимірювали переносною термопарою, яка встановлюється в отворі кришки. Після уповільненого охолодження прутки обточували на 10-20 мм та піддавали ультразвуковому контролю. Від пошкодженого внутрішніми дефектами металу відбирали проби для дослідження макро- та мікроструктури сталі. Таблиця 1 Хімічний склад дослідних плавок № п/п Марка сталі Кількість плавок 1 2 3 1 45Г 12 2 17Г1С 7 3 12Х1МФ 3 4 4ОХГ М 4 хром 4 0,430,49 0,150,19 0,110,15 0,380,43 крем -ній 5 0,170,29 0,210,38 0,190,35 0,140,32 Вміст хімічних елементів, % фосмолібсірка фор ден 7 8 9 0,016- 0,0130,040,035 0,034 0,10 0,011- 0,0120,050,030 0,030 0,10 0,010- 0,0110,250,019 0,022 0,31 0,012- 0,0150,170,030 0,029 0,24 марганец ь 6 0,610,88 1,251,51 0,50,6 0,740,92 хром 10 0,090,22 0,100,21 0,911,1 0,911,18 ванадій 11 0,150,21 нікель 12 0,10,2 0,10,2 0,10,15 0,10,2 Таблиця 2 Схеми прокатки № п/п 1 2 3 4 5 6 7 8 Діаметр профілю, мм 200 210 218 230 240 250 260 275 Діаметр профілю в гарячому стані, мм 202 212 220 232 243 253 263 278 Розміри овального перетину розкату 193х242 203х252 212х260 224х275 235х288 245х305 255х318 270х326 3 Розміри розкату після ящикового калібру, мм 235х220 240х230 255х245 270х265 283х265 300х255 280х310 290х320 Таблиця 3 Результати дослідних прокаток Вид залежності Значення К 3 4 5 6 7 8 9 200…240 Т=720-6,5t 0,77…0,83 1,45–1,75 Флокени Без дефектів 200…230 200…230 200…230 200…230 Т=720+0,042-t2-Кt -//-//-// 9,96…10,01 10,02…10,3 9,9…9,95 9,96…10,01 0,72…0,88 0,72…0,88 0,72…0,88 0,65…0,71 1,45–1,75 1,45–1,75 1,45–1,75 1,45–1,75 -// 200…230 -// 9,96…10,01 0,89…0,92 1,45–1,75 7 8 9 10 -//-//-//-// 240…275 -//-//-// -//-//-//-// 9,83…9,88 9,89…10,00 9,78…9,82 9,83…9,88 0,72…0,88 0,72…0,88 -//0,65…0,71 1,45–1,75 1,45–1,75 1,45–1,75 1,45–1,75 11 -// -// -// 9,83…9,88 0,89…0,92 1,45–1,75 12 13 -//-// -//-// -//-// 0,83…9,088 -// 0,72…0,78 0,72…0,88 1,15–1,42 1,78–2,3 без дефектів флокени без дефектів -//осьова пористість без дефектів флокени без дефектів -//осьова пористість -//без дефектів -//-//-//розривини без дефектів -//-//-//розривини без дефектів -//розривини № п/п Марка сталі 1 2 3 4 5 2 45Г 17Г1С 12Х1МФ 40ХГМ -//-//-// 6 1 Коефіцієнт витяжки після підстужування розкату Макроструктура Якість поверхні Додаткові простої стану через відність вільних колодязів уповільненого охоолодження, г 10 0 0 0 1…4 0 0 4 0 0 1…10 0 0 0 0 34073 Діаметр профілю, мм Співвідношення температури поверхні до температури нагріву середньої частини злитку 34073 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing bars with diameter of 200-275 mm
Автори англійськоюTumko Oleksandr Mykolaiovych, Leibenzon Vadym Oleksandrovych, Krendeliev Vasyl Mykolaiovych, Kazakov Serhii Serhiiovych, Lobov Anatolii Ivanovych, Knokhin Valerii Heorhiiovych, Yadlovskyi Ivan Teodorovych
Назва патенту російськоюСпособ производства прутков диаметром 200... 275 мм
Автори російськоюТумко Александр Николаевич, Лейбензон Вадим Александрович, Кренделев Василий Николаевич, Казаков Сергей Сергеевич, Лобов Анатолий Иванович, Кнохин Валерий Георгиевич, Ядловский Иван Теодорович
МПК / Мітки
МПК: B21B 1/00
Мітки: прутків, спосіб, виробництва, 200, діаметров
Код посилання
<a href="https://ua.patents.su/5-34073-sposib-virobnictva-prutkiv-diametrov-200-275-mm.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прутків діаметров 200… 275 мм</a>
Спосіб виготовлення присадочних прутків для зносостійкої наплавки
Номер патенту: 9131
Опубліковано: 30.09.1996
Автори: Гладченко Олександр Миколайович, Степанов Олександр Мстиславович, Кардаш Володимир Анатолійович, Левін Віктор Володимирович
МПК: B23K 35/40
Мітки: виготовлення, присадочних, зносостійкої, наплавки, прутків, спосіб
Формула / Реферат:
1. Способ изготовления присадочных прутков для износостойкой наплавки из металлического порошка, при котором металлический порошок размещают в кварцевые трубки, концы которых закрывают, и трубки с порошком подвергают нагрспу, отличающийся тем, что, с целью повышения качества присадочных прутков, производительности и расширения номенклатуры изготавливаемых прутков, концы кварцевых трубок закрывают огнеупорными пробками, трубки...
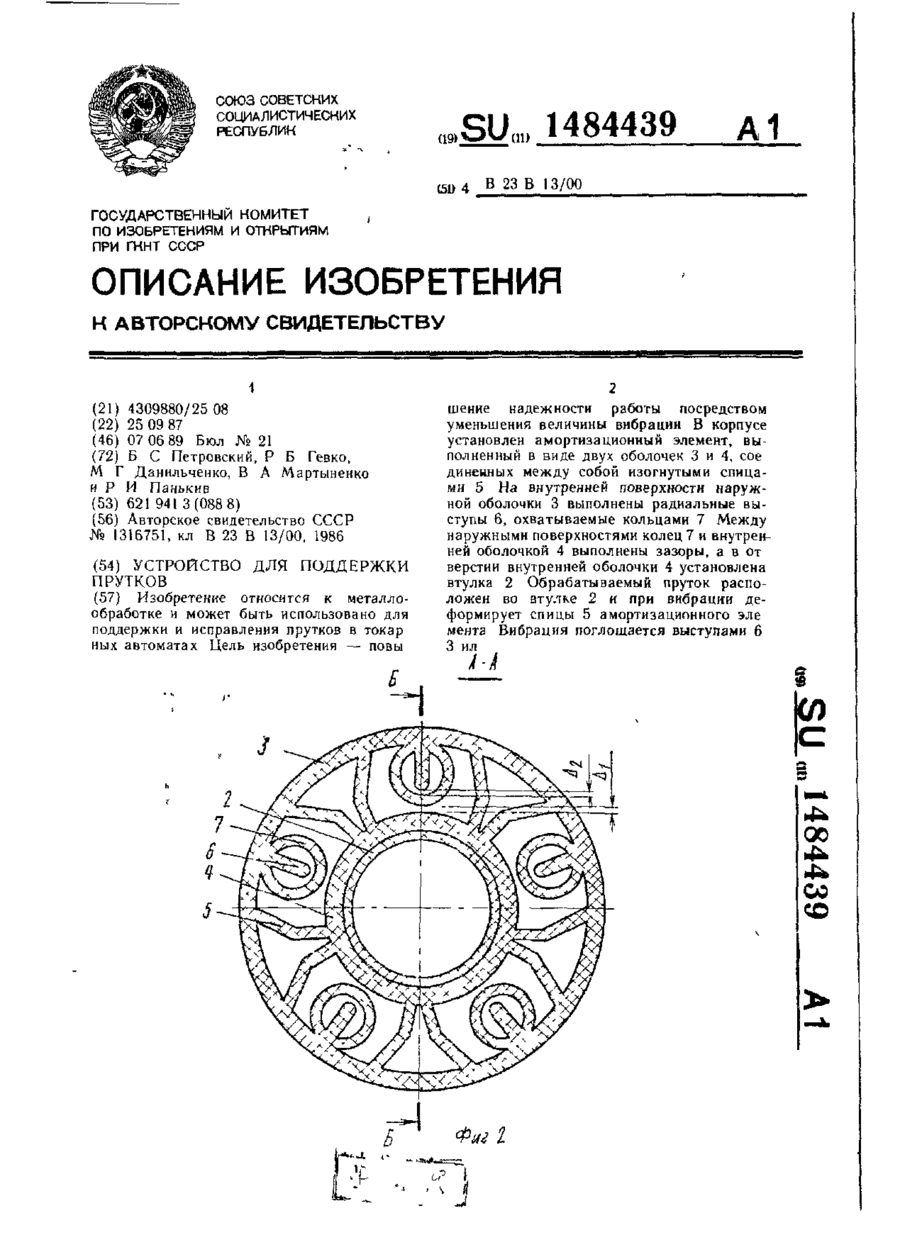
Пристрій для підтримки прутків
Номер патенту: 770
Опубліковано: 15.12.1993
Автори: Данильченко Михайло Григорович, Гевко Роман Богданович, Мартиненко Володимир Якимович, Петровський Богдан Степанович, Паньків Роман Іванович
МПК: B23B 13/00
Мітки: підтримки, пристрій, прутків
Формула / Реферат:
Устройство для поддержки прутков, в цилиндрическом корпусе которого установлен амортизационный элемент с расположенной в его внутреннем отверстии втулкой, отличающееся тем, что, с целью повышения надежности работы, амортизационный элемент выполнен в виде соединенных между собой попарно расположенными изогнутыми спицами наружной и внутренней оболочек, размещенных соосно одна в другой, и выполненных на внутренней поверхности наружной оболочки...
Косовалкова машина для правки труб і прутків
Номер патенту: 16145
Опубліковано: 29.08.1997
Автори: Резниченко Анатолій Михайлович, Сонін Анатолій Леонідович, Саприко Павлина Михайловна, Слоним Олександр Зосімович, Лєбєдєв Вячеслав Іванович, Вінніков Володимир Іванович, Коровицький Євген Леонович
МПК: B21D 3/00
Мітки: косовалкова, прутків, правки, машина, труб
Формула / Реферат:
Косовалковая машина для правки труб и прутков по авт.св. № 848118, отличающаяся тем, что, с целью расширения технологических возможностей и повышения качества правки изделий, она снабжена дополнительной обоймой с гиперболоидными валками, установленной за последней из основной обойм, и механизмами перемещения этих валков в направлении, перпендикулярном к направлению перемещения труб.
Спосіб виробництва кисломолочного продукту
Номер патенту: 31441
Опубліковано: 15.12.2000
Автор: Мудрик Олег Олександрович
МПК: A23C 9/12
Мітки: кисломолочного, спосіб, продукту, виробництва
Формула / Реферат:
1. Спосіб виробництва кисломолочного продукту, що передбачає теплове опрацювання молока, його охолодження до температури заквашування, внесення закваски з бактеріального препарату Lactobacillus acidophilus, заквашування, охолодження продукту і розлив, який відрізняється тим, що заквашування здійснюють до досягнення кислотності 50-55°Т.2. Спосіб по п. 1, який відрізняється тим, що закваску, з утриманням не менше 1•107 бактерій...
Купаж для виробництва кріпленого марочного вина “чорний полковник” та спосіб його виробництва
Номер патенту: 27632
Опубліковано: 15.09.2000
Автори: Коваленко Валерій Миколайович, Карзов Владіслав Пилипович
МПК: C12G 1/02
Мітки: кріпленого, спосіб, чорний, купаж, вина, полковник, виробництва, марочного
Текст:
..."Сонячна долина" Судакського району Криму. 3. Спосіб виробництва кріпленого марочного вина, який передбачає подрібнення винограду з гребневідділенням, сульфітування мезги, Гі настоювання і зброджування із зануреною "шапкою", відділення, зброджування і спиртування сусла, причому на спир тування направляють сусло, яке зброджують з ураху ванням втрати спирту при витримці, зняття освітле них виноматеріалів з дріжджових осадів і...
Попередній патент: Напівпровідниковий пристрій для виміру тиску
Наступний патент: Полімерцементна суміш
Випадковий патент: Агрегат для видалення шпалерних стовпів на виноградниках