Спосіб виготовлення брикетів
Формула / Реферат
1. Спосіб виготовлення брикетів шляхом приготування суміші, що включає операції змішування відходів у вигляді дрібної залізовмісної фракції з цементом і водою, формування одержаної суміші у вигляді брикетів з подальшим віброущільненням і тепловою обробкою брикетів до отримання товарного продукту, який відрізняється тим, що попередньо для одержаної суміші визначають і задають режими віброущільнення і теплової обробки сформованих брикетів, при цьому в суміш додатково вводять відходи середньої залізовмісної фракції, теплову обробку сформованих брикетів здійснюють шляхом поетапної витримки спочатку при температурі, що змінюється, потім при ізотермічній, охолоджування ведуть у замкнутому об'ємі з пониженням температури до досягнення температури навколишнього середовища, при цьому одержані товарні брикети розділяють по ступеню вмісту в них заліза за допомогою електромагнітного залізовіддільника, величину магнітного поля якого задають еквівалентно питомій вазі і масі брикету, а як відходи дрібної та середньої залізовмісних фракцій використовують відходи переробки сталеплавильного шлаку.
2. Спосіб виготовлення брикетів шляхом приготування суміші за п. 1, який відрізняється тим, що як відходи дрібної залізовмісної фракції використовують відходи металургійного виробництва у вигляді ламаної металевої стружки.
3. Спосіб виготовлення брикетів шляхом приготування суміші за пп. 1, 2, який відрізняється тим, що відходи дрібної і середньої залізовмісних фракцій узяті в співвідношенні (3,5 : 1).
4. Спосіб виготовлення брикетів шляхом приготування суміші за пп. 1, 2, 3, який відрізняється тим, що відходи переробки дрібної залізовмісної фракції і відходи металургійного виробництва у вигляді ламаної металевої стружки крупністю до 10 мм узяті в співвідношенні (1,8 : 1).
5. Спосіб виготовлення брикетів шляхом приготування суміші за пп. 1, 2, 3, 4, який відрізняється тим, що як зв'язуюче використовують портландцемент.
6. Спосіб виготовлення брикетів шляхом приготування суміші за пп. 1, 2, 3, 4, 5, який відрізняється тим, що віброущільнення здійснюють при питомому тиску (0,01-0,1) МПа з частотою коливань (40-60) Гц і амплітудою вертикальних коливань (0,3-0,6) мм.
7. Спосіб виготовлення брикетів шляхом приготування суміші за пп. 1, 2, 3, 4, 5, 6, який відрізняється тим, що температуру витримки на першому етапі змінюють від (35-45) °С до (65-75) °С з швидкістю (10-20) град./годину, а на другому етапі встановлюють ізотермічну (65-75) °С протягом (10-12) годин.
8. Спосіб виготовлення брикетів шляхом приготування суміші за пп. 1, 2, 3, 4, 5, 6, 7, який відрізняється тим, що охолоджування в замкнутому об'ємі до (35-45) °С ведуть з пониженням температури з швидкістю (10-20) град./годину і потім до температури навколишнього середовища.
Текст
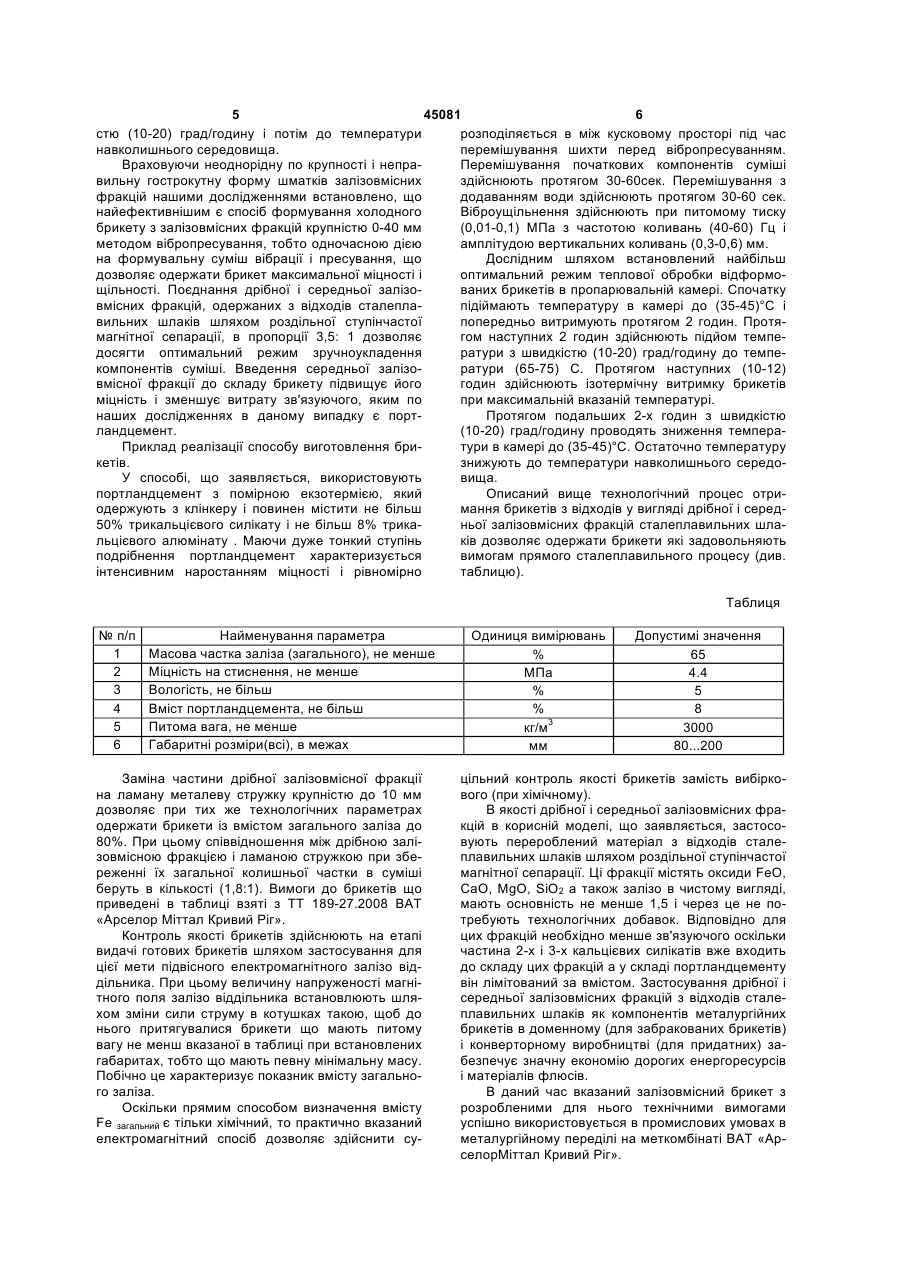
1. Спосіб виготовлення брикетів шляхом приготування суміші, що включає операції змішування відходів у вигляді дрібної залізовмісної фракції з цементом і водою, формування одержаної суміші у вигляді брикетів з подальшим віброущільненням і тепловою обробкою брикетів до отримання товарного продукту, який відрізняється тим, що попередньо для одержаної суміші визначають і задають режими віброущільнення і теплової обробки сформованих брикетів, при цьому в суміш додатково вводять відходи середньої залізовмісної фракції, теплову обробку сформованих брикетів здійснюють шляхом поетапної витримки спочатку при температурі, що змінюється, потім при ізотермічній, охолоджування ведуть у замкнутому об'ємі з пониженням температури до досягнення температури навколишнього середовища, при цьому одержані товарні брикети розділяють по ступеню вмісту в них заліза за допомогою електромагнітного залізовіддільника, величину магнітного поля якого задають еквівалентно питомій вазі і масі брикету, а як відходи дрібної та середньої залізовмісних фракцій використовують відходи переробки сталеплавильного шлаку. 2. Спосіб виготовлення брикетів шляхом приготування суміші за п. 1, який відрізняється тим, що як відходи дрібної залізовмісної фракції використовують відходи металургійного виробництва у вигляді ламаної металевої стружки. U 2 (11) 1 3 45081 4 технічної конференції.-Новокузнецьк, 1997-С.394чною добавкою у вигляді гідрооксиду натрію або 396]. калію. Вказані способи виготовлення брикетів вклюНе дивлячись на те, що в найближчому вказачають операції змішування відходів у вигляді дрібному способі забезпечуються високі міцні властиної залізовмісної фракції з цементом і водою, фовості брикетів, він має істотні недоліки, а саме: рмування одержаної суміші у вигляді брикетів з наявність технологічних добавок у вигляді гідроокподальшим віброущільненням і тепловою обробсиду натрію і калію є шкідливою для процесу викою брикетів до отримання товарного продукту. плавки сталі, а високий вміст двох- і трикальцієвих Недоліками відомих способів є: силікатів сприяють утворенню зайвих шлаків. - висока витрата марочного цементу (близько В основу корисної моделі поставлено завдан20%) і води (для текучості бетону дають близько ня, удосконалити спосіб виготовлення брикетів, 30% води), які підвищують вартість брикетів і погішляхом введення нових операцій і зміни умов виршують властивості суміші і брикетів для застосуконання операцій і початкової сировини, що довання в металургійному виробництві через підвизволило виключити наявність в брикетах шкідлищений вміст баласту: цементу і води; вих домішок, зменшити витрату зв'язуючого, - низький вміст в брикетах частки корисних наявність якого сприяє утворенню зайвих шлаків і, елементів, наприклад кремнію, через підвищений за рахунок цього, поліпшити якість брикетів, підвміст в суміші цементу і води; вищити їх міцні властивості і забезпечити заданий - низька активність корисного елементу в бривміст заліза необхідний для прямої виплавки сталі. кетах, наприклад кремнію, через підвищений вміст Завдання вирішене тим, що в способі виготовцементу, який блокує міцною малоактивною плівлення брикетів включаючому операції змішування кою частинки основного матеріалу на набагато відходів у вигляді дрібної залізовмісної фракції з більшій площі; цементом і водою, формування одержаної суміші у - тривала витримка брикетів у формоутворювигляді брикетів з подальшим віброущільненням і вальному оснащенні (від 48 годин) через підвищетепловою обробкою брикетів до отримання товарну вологість бетоноподібної суміші, що знижує ного продукту, згідно корисної моделі, заздалегідь продуктивність виготовлення брикетів, приводить для одержаної суміші визначають і задають режидо високої витрати води на приготування текучої ми віброущільнення і обробки сформованих брибетоноподібної суміші; кетів, при цьому в суміш додатково вводять відхо- недостатньо висока міцність брикетів після ди середньої залізовмісної фракції, при цьому витягання з оснащення, що вимагає додаткового теплову обробку сформованих брикетів здійснюзміцнення їх на повітрі поза оснащенням. ють шляхом поетапної витримки спочатку при теНайближчим аналогом щодо заявленої корисмпературі, що змінюється, потім при ізотермічній, ної моделі за сукупністю ознак і очікуваному техніохолоджування ведуть у замкнутому об'ємі з почному результату є спосіб виготовлення брикетів з ниженням температури до досягнення температупорошкоподібних матеріалів по патенту РФ ри навколишнього середовища, а одержані товарні №2268246, МПК С04В28/08(2006.01), брикети розділяють по ступеню вмісту в них заліза С22В1/243(2006.01) опублік. 2006.01.20, включаюза допомогою електромагнітного залізо віддільничий операції змішування відходів у вигляді дрібної ка, величину магнітного поля якого задають еквізалізовмісної фракції з цементом і водою, формувалентно питомій вазі й масі брикету, а як відходи вання одержаної суміші у вигляді брикетів з подадрібної та середньої залізовмісних фракцій викольшим віброущільненням і тепловою обробкою ристовують відходи переробки сталеплавильного брикетів до отримання товарного продукту. шлаку. На відміну від корисної моделі, що заявляєтьЗгідно корисної моделі, як відходи дрібної зася, воду перед змішуванням з компонентами залізовмісної фракції використовують відходи метаздалегідь підігрівають до температури (25-100)°С і лургійного виробництва у вигляді ламаної металевводять в неї технологічну добавку у вигляді каусвої стружки. тичної натрієвої NaOH або калієвої КОН соди. При Відходи дрібної і середньої залізовмісних фрацьому як зв'язуючий матеріал для брикетування кцій узяті в співвідношенні (3,5 : 1). порошкоподібних матеріалів застосовують двох Відходи переробки дрібної залізовмісної фракальцієвий силікат у вигляді ферохромового шлакції і відходи металургійного виробництва у вигляді ку, що саморозсипається, в поєднанні з технологіламаної металевої стружки крупністю до 10 мм чною добавкою у вигляді каустичної натрієвої або узяті в співвідношенні (1,8 : 1). калієвої соди і нагрітої води. Такий спосіб забезпеЯк зв'язуючий використовують портландцечує високі міцні властивості брикетам, оскільки при мент. застосуванні як зв'язуюче звичних цементів на Віброущільнення здійснюють при питомому основі 3-х кальцієвого силікату цей процес відбутиску (0,01 - 0,1) МПа з частотою коливань (40-60) вається інакше через надлишок СаО: зокрема Гц і амплітудою вертикальних коливань (0,3 - 0,6) утворюється мало колоїдної фази і багато отвермм. джувача у вигляді гідрооксиду кальцію і затвердінТемпературу витримки на першому етапі зміня суміші сповільнюється, оскільки основним нюють від (35-45)°С до (65-75)°С з швидкістю (10отверджувачем є колоїдний силікат. Тому тільки 20)град/годину, а на другому етапі встановлюють двохкальцієвий силікат забезпечує інтенсивний ізотермічну (65-75)°С в перебігу (10-12) годин. процес зміцнення брикетів з порошкоподібних маОхолоджування в замкнутому об'ємі до (35теріалів із застосуванням нагрітої води і технологі45)°С ведуть з пониженням температури з швидкі 5 45081 6 стю (10-20) град/годину і потім до температури розподіляється в між кусковому просторі під час навколишнього середовища. перемішування шихти перед вібропресуванням. Враховуючи неоднорідну по крупності і непраПеремішування початкових компонентів суміші вильну гострокутну форму шматків залізовмісних здійснюють протягом 30-60сек. Перемішування з фракцій нашими дослідженнями встановлено, що додаванням води здійснюють протягом 30-60 сек. найефективнішим є спосіб формування холодного Віброущільнення здійснюють при питомому тиску брикету з залізовмісних фракцій крупністю 0-40 мм (0,01-0,1) МПа з частотою коливань (40-60) Гц і методом вібропресування, тобто одночасною дією амплітудою вертикальних коливань (0,3-0,6) мм. на формувальну суміш вібрації і пресування, що Дослідним шляхом встановлений найбільш дозволяє одержати брикет максимальної міцності і оптимальний режим теплової обробки відформощільності. Поєднання дрібної і середньої залізованих брикетів в пропарювальній камері. Спочатку вмісних фракцій, одержаних з відходів сталеплапідіймають температуру в камері до (35-45)°С і вильних шлаків шляхом роздільної ступінчастої попередньо витримують протягом 2 годин. Протямагнітної сепарації, в пропорції 3,5: 1 дозволяє гом наступних 2 годин здійснюють підйом темпедосягти оптимальний режим зручноукладення ратури з швидкістю (10-20) град/годину до темпекомпонентів суміші. Введення середньої залізоратури (65-75) С. Протягом наступних (10-12) вмісної фракції до складу брикету підвищує його годин здійснюють ізотермічну витримку брикетів міцність і зменшує витрату зв'язуючого, яким по при максимальній вказаній температурі. наших дослідженнях в даному випадку є портПротягом подальших 2-х годин з швидкістю ландцемент. (10-20) град/годину проводять зниження темпераПриклад реалізації способу виготовлення бритури в камері до (35-45)°С. Остаточно температуру кетів. знижують до температури навколишнього середоУ способі, що заявляється, використовують вища. портландцемент з помірною екзотермією, який Описаний вище технологічний процес отриодержують з клінкеру і повинен містити не більш мання брикетів з відходів у вигляді дрібної і серед50% трикальцієвого силікату і не більш 8% триканьої залізовмісних фракцій сталеплавильних шлальцієвого алюмінату . Маючи дуже тонкий ступінь ків дозволяє одержати брикети які задовольняють подрібнення портландцемент характеризується вимогам прямого сталеплавильного процесу (див. інтенсивним наростанням міцності і рівномірно таблицю). Таблиця № п/п 1 2 3 4 5 6 Найменування параметра Масова частка заліза (загального), не менше Міцність на стиснення, не менше Вологість, не більш Вміст портландцемента, не більш Питома вага, не менше Габаритні розміри(всі), в межах Заміна частини дрібної залізовмісної фракції на ламану металеву стружку крупністю до 10 мм дозволяє при тих же технологічних параметрах одержати брикети із вмістом загального заліза до 80%. При цьому співвідношення між дрібною залізовмісною фракцією і ламаною стружкою при збереженні їх загальної колишньої частки в суміші беруть в кількості (1,8:1). Вимоги до брикетів що приведені в таблиці взяті з ТТ 189-27.2008 ВАТ «Арселор Міттал Кривий Ріг». Контроль якості брикетів здійснюють на етапі видачі готових брикетів шляхом застосування для цієї мети підвісного електромагнітного залізо віддільника. При цьому величину напруженості магнітного поля залізо віддільника встановлюють шляхом зміни сили струму в котушках такою, щоб до нього притягувалися брикети що мають питому вагу не менш вказаної в таблиці при встановлених габаритах, тобто що мають певну мінімальну масу. Побічно це характеризує показник вмісту загального заліза. Оскільки прямим способом визначення вмісту Fe загальний є тільки хімічний, то практично вказаний електромагнітний спосіб дозволяє здійснити су Одиниця вимірювань % МПа % % кг/м3 мм Допустимі значення 65 4.4 5 8 3000 80...200 цільний контроль якості брикетів замість вибіркового (при хімічному). В якості дрібної і середньої залізовмісних фракцій в корисній моделі, що заявляється, застосовують перероблений матеріал з відходів сталеплавильних шлаків шляхом роздільної ступінчастої магнітної сепарації. Ці фракції містять оксиди FeO, CaO, MgO, SiO2 а також залізо в чистому вигляді, мають основність не менше 1,5 і через це не потребують технологічних добавок. Відповідно для цих фракцій необхідно менше зв'язуючого оскільки частина 2-х і 3-х кальцієвих силікатів вже входить до складу цих фракцій а у складі портландцементу він лімітований за вмістом. Застосування дрібної і середньої залізовмісних фракцій з відходів сталеплавильних шлаків як компонентів металургійних брикетів в доменному (для забракованих брикетів) і конверторному виробництві (для придатних) забезпечує значну економію дорогих енергоресурсів і матеріалів флюсів. В даний час вказаний залізовмісний брикет з розробленими для нього технічними вимогами успішно використовується в промислових умовах в металургійному переділі на меткомбінаті ВАТ «АрселорМіттал Кривий Ріг». 7 Комп’ютерна верстка Г. Паяльніков 45081 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for the production of briquettes
Автори англійськоюPavlushyn Oleksandr Hryhorovych
Назва патенту російськоюСпособ изготовления брикетов
Автори російськоюПавлушин Александр Григорьевич
МПК / Мітки
МПК: C22B 1/243, C04B 28/08
Мітки: спосіб, брикетів, виготовлення
Код посилання
<a href="https://ua.patents.su/4-45081-sposib-vigotovlennya-briketiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення брикетів</a>
Спосіб виготовлення екологічно чистих паливних брикетів
Номер патенту: 25695
Опубліковано: 10.08.2007
Автори: Рогуцький Микола Богданович, Маковецький Богдан Пилипович, Глазюк Віталій Аполлонович
МПК: C10L 5/40
Мітки: брикетів, спосіб, виготовлення, паливних, чистих, екологічної
Формула / Реферат:
Спосіб виготовлення екологічно чистих паливних брикетів з органічної сировини, що включає сушіння сировини, подрібнення до фракцій щонайбільше 10 мкм, змішування компонентів та пресування при тиску 1000-1500 кг/см в циліндричні брикети, який відрізняється тим що, як органічну сировину використовують лушпиння соняшника, відходи біомаси цукрової промисловості та відходи від виробництва біодизеля.
Спосіб виготовлення брикетів
Номер патенту: 38785
Опубліковано: 26.01.2009
Автори: Чернова Світлана Геннадіївна, Ожогін Володимир Володимирович, Остроушко Анатолій Вікторович, Чічкарьов Костянтин Євгенович, Альошин Олександр Олександрович
МПК: C22B 1/24
Мітки: виготовлення, спосіб, брикетів
Формула / Реферат:
1. Спосіб виготовлення брикетів, що включає дозування компонентів шихти, змішування, пресування і сушіння, який відрізняється тим, що в брикетах знижують вміст великих часток шихти введенням до складу шихти тонкоздрібнених компонентів або доздрібненням великих фракцій шихти в кількості від 10 до 35 мас. %.2. Спосіб за п. 1, який відрізняється тим, що доздрібнення великих фракцій виконують до фракції менше 0,1 мм.
Зв’язуюче для виготовлення хроміто-алюмококсових брикетів
Номер патенту: 51870
Опубліковано: 16.12.2002
Автори: Ільїн Володимир Васильович, Бичков Вячеслав Юрійович, Мухіна Людмила Володимирівна
МПК: C22B 1/243
Мітки: хроміто-алюмококсових, брикетів, виготовлення, зв'язуюче
Формула / Реферат:
1. Зв'язуюче для виготовлення хроміто-алюмококсових брикетів, що включаює алюмінійвмісні відходи виробництва і неорганічну зміцнюючу добавку, яке відрізняється тим, що воно додатково містить воду, а як алюмінійвмісні відходи - концентрат алюмінієвого шлаку (КАШ) - продукт переробки шлаком металевої суміші алюмінієвих електролізерів при наступному співвідношенні інгредієнтів, мас. %: вода 3-8 ...
Спосіб виготовлення екологічно чистих паливних брикетів

Номер патенту: 60596
Опубліковано: 15.02.2006
Автори: Промкін Віктор Олексійович, Рогуцький Микола Богданович, Галазюк Тетяна Володимирівна, Ліпша Сергій Ростиславович
МПК: C10L 5/40
Мітки: виготовлення, чистих, екологічної, паливних, брикетів, спосіб
Формула / Реферат:
Канальний вентилятор містить корпус, кінематично зв'язане з двигуном робоче колесо, утворене основним і покривним дисками і розташованими між дисками загнутими назад лопатками, симетричний вхідний колектор (всмоктувальний патрубок), розташований на одному з торців корпусу, виконаний з криволінійним профілем в діаметральному перерізі з утворенням конфузорного зазору між поверхнями покривного диска і вхідного колектора (всмоктувального...
Спосіб виготовлення брикетів для металургійного виробництва
Номер патенту: 31278
Опубліковано: 25.03.2008
Автори: Ванюкова Наталія Дмитрівна, Ковальов Максим Дмитрович, Ковальов Дмитро Арсентійович, Ковальов Олександр Дмитрович
МПК: C22B 1/242
Мітки: брикетів, виготовлення, спосіб, металургійного, виробництва
Формула / Реферат:
1. Спосіб виготовлення брикетів для металургійного виробництва, який включає підготовку шихти дозуванням залізовмісного матеріалу і в'яжучого, змішування компонентів, зволоження водним розчином і ущільнення суміші вібропресуванням, який відрізняється тим, що підготовка шихти додатково включає сортування всієї шихти за гранулометричним складом і визначення вмісту кожної фракції в компонентах шихти, причому сумарна частка фракцій крупністю...
Попередній патент: Спосіб виконання повторної баріатричної операції після міграції бандажа в порожнину шлунка
Наступний патент: Спосіб поліпшення тонусу дванадцятипалої кишки при хронічній дуоденальній непрохідності
Випадковий патент: Електромагнітно-акустичний перетворювач для контролю трубчатих неферомагнітних металовиробів з перетином у вигляді кола