Пристрій для рівноканального кутового пресування прутків з протитиском
Номер патенту: 46169
Опубліковано: 10.12.2009
Автори: Варюхін Віктор Миколайович, Спусканюк Віктор Захарович, Давиденко Олександр Анатолійович, Гангало Олександр Миколайович
Формула / Реферат
1. Пристрій для рівноканального кутового пресування прутків з протитиском, що містить контейнер високого тиску з виконаними в ньому вертикальним та горизонтальним каналами квадратної форми, що перетинаються під кутом 90° в одній площині й мають однакові розміри поперечного перерізу, пуансони, які розміщені в каналах контейнера з можливістю поступально-зворотного переміщення і створення тиску чи протитиску пресування за допомогою допоміжних силових пристроїв, причому гідроциліндр високого тиску допоміжного пристрою для створення протитиску жорстко з'єднаний з контейнером таким чином, що його вісь співпадає з віссю горизонтального каналу контейнера, а керування пересуванням пуансонів забезпечується за допомогою комп'ютера, який відрізняється тим, що вертикальний канал виконано в контейнері тільки до перехрещення з горизонтальним каналом, в гідроциліндрі пристрою протитиску виконано ступінчастий канал таким чином, що його форма та розмір поперечного перерізу пристикованої до контейнера частини каналу гідроциліндра однакові з формою та розміром поперечного перерізу каналу контейнера, друга частина ступінчастого каналу гідроциліндра має циліндричну форму, більшу площу поперечного перерізу і розміщений в ній плунжер з ущільненням рідини високого тиску, при цьому пуансон протитиску, частково розміщений в каналі гідроциліндра, контактує з плунжером гідроциліндра з можливістю переміщуватися під дією плунжера тільки до рівня ближньої стінки вертикального каналу, крім того, для запобігання переміщенню пуансона, призначеного для попередження витікання металу під час пресування в протилежний сегмент горизонтального каналу, встановлено засув з можливістю його переміщення відносно отвору горизонтального каналу, а співвідношення повздовжніх розмірів пуансонів і каналів контейнера і гідроциліндра такі, що забезпечують вихід частини деформованої заготовки за межі контейнера після її виштовхування за допомогою пуансона протитиску під дією плунжера гідроциліндра.
2. Пристрій за п. 1, який відрізняється тим, що канали контейнера високого тиску і пуансони мають в поперечному перерізі прямокутну форму.
Текст
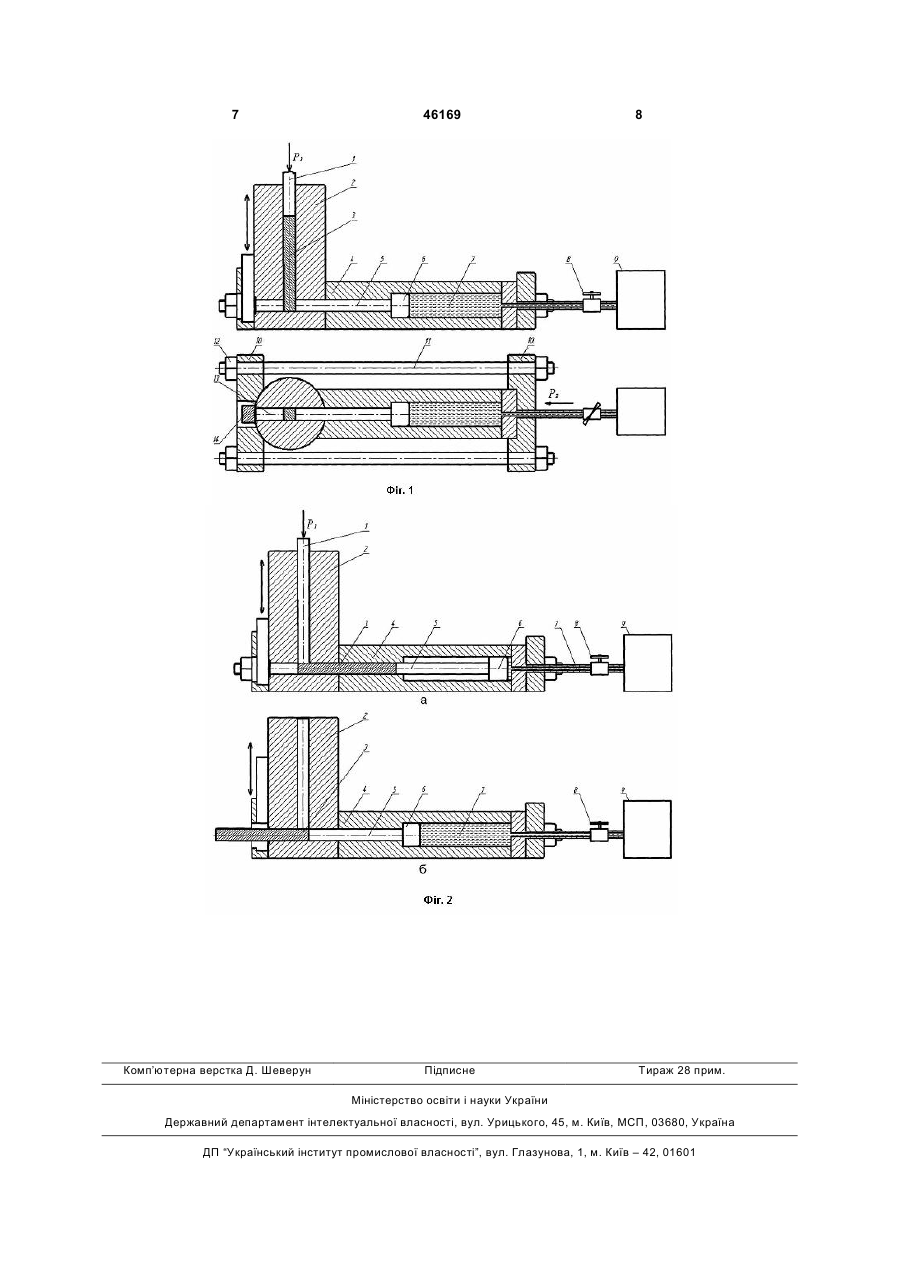
1. Пристрій для рівноканального кутового пресування прутків з протитиском, що містить контейнер високого тиску з виконаними в ньому вертикальним та горизонтальним каналами квадратної форми, що перетинаються під кутом 90° в одній площині й мають однакові розміри поперечного перерізу, пуансони, які розміщені в каналах контейнера з можливістю поступально-зворотного переміщення і створення тиску чи протитиску пресування за допомогою допоміжних силових пристроїв, причому гідроциліндр високого тиску допоміжного пристрою для створення протитиску жорстко з'єднаний з контейнером таким чином, що його вісь співпадає з віссю горизонтального каналу контейнера, а керування пересуванням пуансонів забезпечується за допомогою комп'ютера, який відрізняється тим, що вертикальний канал виконано в контейнері тільки до перехрещення з гори U 2 (19) 1 3 вого пресування (РККП) створюється шляхом видавлювання допоміжної заготовки, яка розташована між основною заготовкою з оброблюваного матеріалу й матрицею. Однак цьому рішенню властиві недоліки: - робочу оснастку необхідно розбирати для виймання обробленої заготовки, а потім збирати для повторного циклу пресування, що призводить до вкрай низької продуктивності обладнання; - допоміжна заготовка деформується й для наступного циклу обробки непридатна, а виготовлення нових допоміжних заготовок призводить до нераціональних витрат матеріальних і трудових ресурсів. Як найближчий аналог до корисної моделі обрано пристрій для кутового пресування, який названо пристроєм для бокового пресування (Azushima A. Mechanical properties of ultrafine grained steel produced by repetitive cold side extrusion [Текст] / A. Azushima, K. Aoki. // CIRP Annals Manufacturing Technology Volume 51, Issue 1, 2002, Pages 227-230). Основний зміст цієї розробки описано також в (Валиев, Р.З. Объемные наноструктурные металлические материалы: получение, структура и свойства [Текст] / Р.З. Валиев, И.В. Александров - М.: ИКЦ «Академкнига», 2007. - 398 с). В контейнері цього пристрою виконано два канали, які мають однакові профілі, розміри поперечного перерізу та перетинаються на вісі контейнера під кутом 90°. В кожній половині цих каналів розміщені пуансони, до яких за відповідною програмою з використанням компьютера прикладаються почергово необхідні зусилля від чотирьох допоміжних автоматизованих пристроїв. Заготовка попередньо закладається в один з чотирьох сегментів каналів і під дією зусилля відповідного пуансона видавлюється в боковий сегмент каналу контейнера. Під час видавлювання заготовки в цьому боковому сегменті забезпечується протитиск відповідної величини, а витіканню матеріалу в два інші сегменти каналів перешкоджають відповідні пуансони цих сегментів. Таким же чином заготовка може видавлюватися з протитиском в черговий боковий канал без виймання з контейнера до закінчення багатоциклової обробки. Основні недоліки цього пристрою полягають в наступному: - можливо оброблювати відносно короткі заготовки; - для видалення обробленої заготовки необхідно розбирати пристрій; - складність пристрою, в якому необхідні чотири автоматизовані силові пристрої, здатні забезпечувати зусилля, почергово різні за величиною, а саме одного рівня для видавлювання заготовки, менше - для створення протитиску, більше - для перешкоджання витікання матеріалу не в ті, що необхідно, сегменти каналу. Загальними ознаками найближчого аналога з корисною моделлю є: контейнер високого тиску з виконаними в ньому вертикальним та горизонтальним каналами квадратної форми, що перетинаються під кутом 90 в одній площині й мають однакові розміри поперечного перерізу, пуансони, які розміщені в каналах контейнера з можливістю по 46169 4 ступально-зворотного переміщення і створення тиску чи протитиску пресування за допомогою допоміжних силових пристроїв, причому гідроциліндр високого тиску допоміжного пристрою для створення протитиску жорстко з'єднаний з контейнером таким чином, що його вісь співпадає з віссю горизонтального каналу контейнера, а керування пересуванням пуансонів забезпечується за допомогою комп'ютера. В основу корисної моделі поставлена задача удосконалення пристрою кутового пресування, у якому за рахунок конструктивних особливостей виконання конструкції в цілому і окремих деталей вирішуються недоліки стосовно можливості пресування довгомірних прутків, видавлювання їх з контейнера після деформування та спрощення конструкції в цілому. Поставлена задача вирішується тим, що пристрій для бокового пресування, який включає контейнер високого тиску з виконаними в ньому вертикальним та горизонтальним каналами квадратної форми, що перетинаються під кутом 90° в одній площині й мають однакові розміри поперечного перерізу, пуансони, які розміщені в каналах контейнера з можливістю поступальнозворотного переміщення і створення тиску чи протитиску пресування за допомогою допоміжних силових пристроїв, причому гідроциліндр високого тиску допоміжного пристрою для створення протитиску жорстко з'єднаний з контейнером таким чином, що його вісь співпадає з віссю горизонтального каналу контейнера, а керування пересуванням пуансонів забезпечується за допомогою комп'ютера, і відповідно до корисної моделі відрізняється тим, що вертикальний канал виконано в контейнері тільки до перехрещення з горизонтальним каналом, в гідроциліндрі пристрою протитиску виконано ступінчастий канал таким чином, що його форма та розмір поперечного перерізу при стикованої до контейнера частини каналу гідроциліндра однакові з формою та розміром поперечного перерізу каналу контейнера, друга частина ступінчастого каналу гідроциліндра має циліндричну форму, більшу площу поперечного перерізу і розміщений в ній плунжер з ущільненням рідини високого тиску, при цьому пуансон протитиску, частково розміщений в каналі гідроциліндра, контактує з плунжером гідроциліндра з можливістю переміщуватися під дією плунжера тільки до рівня ближньої стінки вертикального каналу, крім того для запобігання переміщенню пуансона, призначеного для попередження витікання металу під час пресування в протилежний сегмент горизонтального каналу, встановлено засув з можливістю його переміщення відносно отвору горизонтального каналу, а співвідношення повздовжніх розмірів пуансонів і каналів контейнера і гідроциліндра такі, що забезпечують вихід частини деформованої заготовки за межі контейнера після її виштовхування за допомогою пуансона протитиску під дією плунжера гідроциліндра. 2. Пристрій за п.1, який відрізняється тим, що канали контейнера високого тиску і пуансони мають в поперечному перерізі прямокутну форму. 5 Причинно-наслідковий зв'язок між розпізнавальними ознаками й технічним результатом, що досягається, полягає в наступному. 1. Конструктивні особливості виконання пристрою це наявність вертикального каналу, виконаного в контейнері тільки до перехрещення з горизонтальним каналом, в гідроциліндрі пристрою протитиску виконано ступінчастий канал таким чином, що його форма та розмір поперечного перерізу пристикованої до контейнера частини каналу гідроциліндра однакові з формою та розміром поперечного перерізу каналу контейнера, друга частина ступінчастого каналу гідроциліндра має циліндричну форму, більшу площу поперечного перерізу і розміщений в ній плунжер з ущільненням рідини високого тиску, при цьому пуансон протитиску, частково розміщений в каналі гідроциліндра, контактує з плунжером гідроциліндра з можливістю переміщуватися під дією плунжера тільки до рівня ближньої стінки вертикального каналу, крім того для запобігання переміщенню пуансона, призначеного для попередження витікання металу під час пресування в протилежний сегмент горизонтального каналу, встановлено засув з можливістю його переміщення відносно отвору горизонтального каналу, а співвідношення повздовжніх розмірів пуансонів і каналів контейнера і гідроциліндра такі, що забезпечують вихід частини деформованої заготовки за межі контейнера після її виштовхування за допомогою пуансона протитиску під дією плунжера гідроциліндра. 2. Канали контейнера високого тиску і пуансони мають в поперечному перерізі прямокутну форму. На фіг. 1 схематично зображений пристрій для РККП з протитиском (схематичні розрізи у вертикальній та горизонтальній площинах), де 1 - пуансон, 2 - контейнер високого тиску, 3 - пруток, 4 гідроциліндр, 5 - пуансон протитиску, 6 - плунжер, 7 -рідина високого тиску, 8 - клапан, 9 - джерело рідини високого тиску, 10 - ригель, 11 -колона, 12 гайка, 13 - пуансон, 14 - засув автоматичного затвора. На фіг. 2а схематично зображено знаходження деталей пристрою після видавлювання прутка з вертикального каналу, а на фіг. 2б - після частко 46169 6 вого виштовхування деформованого прутка з контейнера (номери деталей пристрою такі самі, як на фіг. 1). Контейнер високого тиску 2 виконано (фіг. 1) з двома каналами: вертикальним робочим, де пересувається пуансон 1, і горизонтальним, де пересуваються пуансон протитиску 5 та пуансон 13. Канали мають однакові форму і площу поперечного перерізу. В робочий канал загружається оброблюваний пруток 3. Витіканню деформованого металу вліво заважає пуансон 13, пересуванню якого запобігає засув 14 автоматичного затвора, який розташований у ригелі 10 зліва. З іншого боку заготовка підперта пуансоном протитиску 5, який може пересуватися в зворотно-поступальному напрямку. Цей пуансон 5 в свою чергу підпертий плунжером 6, розташованим в гідроциліндрі 4, причому гідроциліндр жорстко з'єднаний з контейнером високого тиску 2 за допомогою ригелів 10, колон 11 та гайок 12. В напрямку до прутка пуансон протитиску 5 рухається під дією плунжера 6 з ущільненням та рідини високого тиску 7, що знаходяться у гідроциліндрі. Ця рідина подається в гідроциліндр від джерела 9 через клапан 8 і служить для утворення необхідного рівня протитиску. З урахуванням площ поперечного перерізу пуансона 5 й плунжера 6, достатньо легко визначити тиск рідини, необхідний для створення протитиску пресування. Процес РККП починається, коли необхідне зусилля Р[ прикладається до пуансона 1 для видавлювання металу з вертикального каналу. Пруток З штовхає пуансон протитиску 5, який в свою чергу діє на плунжер 6, а той виштовхує рідину 7 з гідроциліндру (фіг 2а). Протягом процесу РККП тиск рідини підтримується на необхідному рівні завдяки джерелу 9 відомими методами. Після закінчення процесу пресування пуансон 1 підіймається догори, переміщується засув 14 автоматичного затвора і тим самим відкривається можливість переміщення пуансона 13. Під дією тиску рідини 7 плунжер 6 починає переміщуватися в напрямку контейнеру, переміщувати пуансон 5 і виштовхувати пруток доки не прийме крайнє ліве положення. Далі пруток виймають з контейнеру. Потім пуансон 13 і засув 14 ставляться на місце, цикл може повторитися. 7 Комп’ютерна верстка Д. Шеверун 46169 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for equally-channel angular pressing of bars with back pressure
Автори англійськоюVariukhin Viktor Mykolaiovych, Spuskaniuk Viktor Zakharovych, Hanhalo Oleksandr Mykolaiovych, Davydenko Oleksandr Anatoliiovych
Назва патенту російськоюУстройство для равноканального углового прессования прутков с противодавлением
Автори російськоюВарюхин Виктор Николаевич, Спусканюк Виктор Захарович, Гангало Александр Николаевич, Давыденко Александр Анатольевич
МПК / Мітки
МПК: B21C 37/00, B21C 37/15
Мітки: кутового, пресування, пристрій, прутків, протитиском, рівноканального
Код посилання
<a href="https://ua.patents.su/4-46169-pristrijj-dlya-rivnokanalnogo-kutovogo-presuvannya-prutkiv-z-protitiskom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для рівноканального кутового пресування прутків з протитиском</a>
Пристрій для рівноканального кутового пресування
Номер патенту: 38567
Опубліковано: 12.01.2009
Автори: Голоденко Микола Микитович, Періг Олександр Вікторович, Кутовий Леонід Володимирович, Подлєсний Сергій Володимирович, Єрфорт Юрій Олександрович
МПК: B21J 5/00
Мітки: пресування, рівноканального, кутового, пристрій
Формула / Реферат:
Пристрій для рівноканального кутового пресування, який містить корпус з матрицею і магнетострикційними перетворювачами, що поєднані з джерелом ультразвукових коливань, який відрізняється тим, що осердям магнетострикційного перетворювача є сама матриця.
Спосіб рівноканального кутового пресування
Номер патенту: 45694
Опубліковано: 25.11.2009
Автори: Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович, Періг Олександр Вікторович
МПК: B21J 5/00, B21K 21/00
Мітки: спосіб, пресування, кутового, рівноканального
Формула / Реферат:
Спосіб рівноканального пресування заготівок, який полягає в деформуванні заготівки простим зсувом з накопиченням пластичної деформації шляхом багаторазового повторення циклів продавлювання заготівки зі збереженням її первісних форми і розмірів за однокутовою схемою деформування через пару суміжних каналів, які знаходяться в одній площині, перетинаються і мають рівні між собою поперечні перерізи, що відповідають перерізу заготівки, який...
Пристрій для гідростатичного пресування з протитиском
Номер патенту: 34502
Опубліковано: 11.08.2008
Автори: Борщаговська Олена Олександрівна, Калюжний Олександр Володимирович, Куценко Віталій Миколайович, Калюжний Володимир Леонідович
МПК: B21C 25/00
Мітки: гідростатичного, пристрій, пресування, протитиском
Формула / Реферат:
Пристрій для гідростатичного пресування з протитиском, що включає камеру високого тиску з рідиною робочого середовища, пуансон, матрицю та опору, який відрізняється тим, що роль плунжера виконує камера високого тиску, яка зміщується при пресуванні відносно опори, встановленої в більшому отворі камери високого тиску.
Прес-форма для рівноканального кутового пресування
Номер патенту: 41134
Опубліковано: 12.05.2009
Автори: Подлєсний Сергій Володимирович, Севастьянов Борис Володимирович, Кутовий Леонід Володимирович, Литвинов Максим Геннадійович, Періг Олександр Вікторович, Лаптєв Олександр Михайлович
МПК: B21J 5/00
Мітки: пресування, кутового, прес-форма, рівноканального
Формула / Реферат:
Прес-форма для рівноканального кутового пресування, яка містить роз'ємний корпус із парою суміжних каналів однакового поперечного перерізу з додатковим елементом зі зносостійкого матеріалу, яка відрізняється тим, що додатковий елемент зі зносостійкого матеріалу виконаний у вигляді змінної зовнішньої стінки вхідного каналу, яка розташована вздовж вхідного каналу до місця переходу суміжних каналів і виконана з можливістю заміни з боку вхідного...
Прес-форма для рівноканального кутового пресування
Номер патенту: 37720
Опубліковано: 10.12.2008
Автори: Подлєсний Сергій Володимирович, Кутовий Леонід Володимирович, Стадник Олександр Михайлович, Періг Олександр Вікторович
МПК: B21J 5/00
Мітки: прес-форма, рівноканального, пресування, кутового
Формула / Реферат:
Прес-форма для рівноканального кутового пресування, що містить корпус з парою суміжних каналів однакового поперечного перерізу, одна із стінок прес-форми виконана у вигляді замкненої угнутої ланцюгової передачі з можливістю переміщення, яка відрізняється тим, що корпус має нерухому та рухому частини, внутрішня стінка нерухомої частини прес-форми виконана у вигляді рухомого привідного циліндричного валка з можливістю керування процесом тертя...
Попередній патент: Генератор трифазного змінного струму
Наступний патент: Склад електродного покриття
Випадковий патент: Спосіб одержання вуглецевих нанотрубок