Спосіб одержання композиційних паливних брикетів
Номер патенту: 46286
Опубліковано: 10.12.2009
Автори: Погрібний Дмитро Пилипович, Петруняк Марина Валентинівна, Бідношея Валентин Якович, Вертелецька Алла Силівна, Пархоменко Максим Валерійович
Формула / Реферат
1. Спосіб одержання композиційних паливних брикетів, що включає основні етапи переробки технологічних відходів деревної сировини, які супроводжуються їх грубим і тонким подрібненням, сушінням, перемішуванням та шнековим пресуванням, який відрізняється тим, що підготовка кожного із складових компонентів композиційних паливних брикетів - природних відходів хвойного лісу - голок, дрібних гілок, шишок, природних покладів - слабкорозкладеного торфа-сфагнума, промислових відходів вуглевидобування - полідисперсного вугільного дрібняка - здійснюють по індивідуальній технології з дозуванням кожного для складання рецептурної суміші; перемішуванням суміші з одночасним її підігрівом до температури 160-180 °С; пресуванням підігрітої суміші шляхом ступеневого шнекового пресування; упаковкою спресованої суміші в горючу ізоляційну оболонку; розрізанням її на окремі штучні брикети потрібної величини.
2. Спосіб за п. 1, який відрізняється тим, що по всій боковій поверхні кожуха перших двох ступенів шнекового преса виконують наскрізні отвори діаметром до 3 мм.
Текст
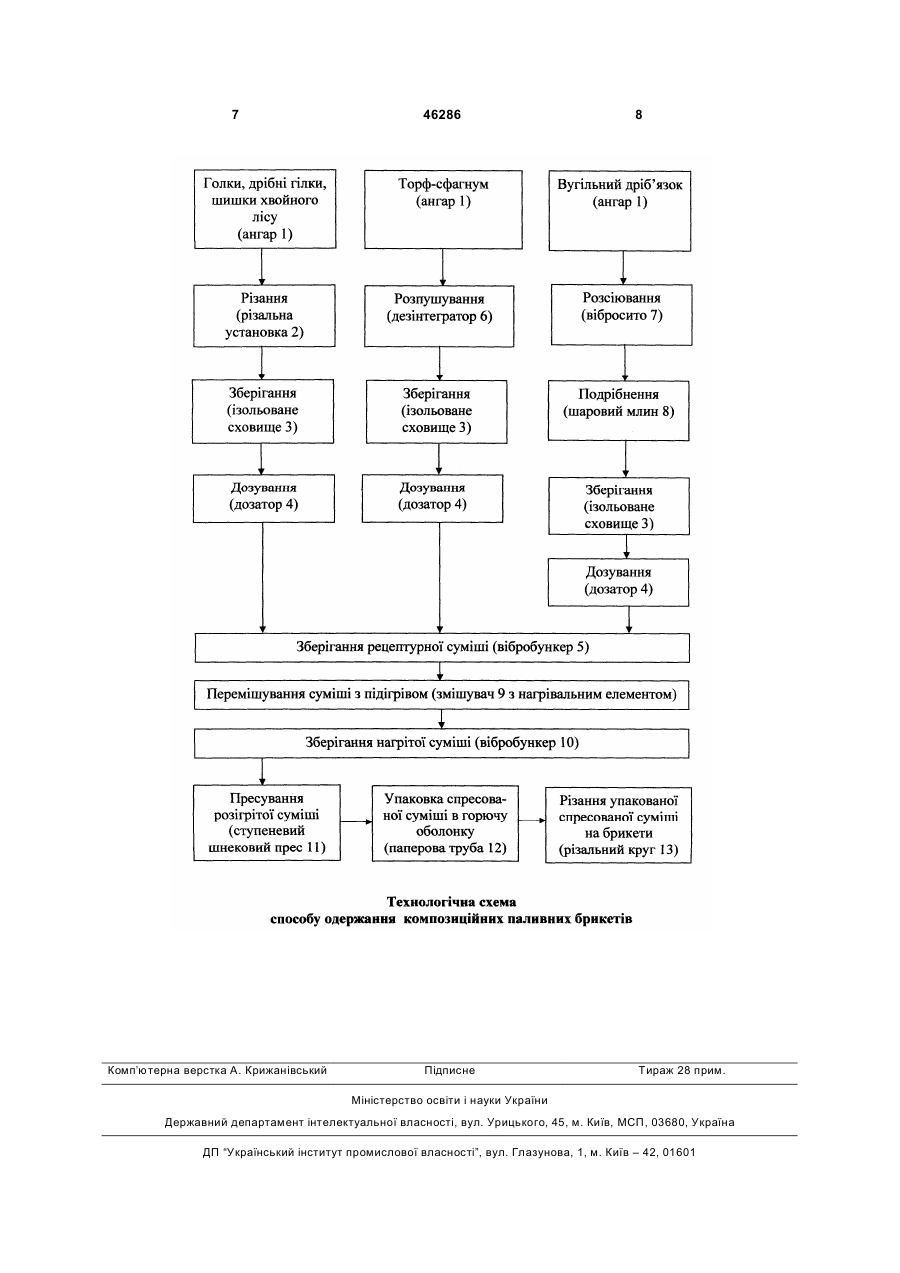
1. Спосіб одержання композиційних паливних брикетів, що включає основні етапи переробки технологічних відходів деревної сировини, які супроводжуються їх грубим і тонким подрібненням, сушінням, перемішуванням та шнековим пресуванням, який відрізняється тим, що підготовка 3 приймає участь у вантажно-розвантажувальних і транспортних роботах і, як наслідок, потребує спеціальної упаковки кожного брикету. Крім того, використання таких вуглеводних матеріалів як нафтошлам, мазут для виготовлення паливних брикетів, при їх спалюванні супроводжується помітним збільшенням концентрації СО2 та інших шкідливих хімічних сполук, ініціюючих забруднення довкілля. В Західній Європі, відповідно з інформацією Internet http:brik.sitcedit.ru/briket паливні деревні брикети одержують способом шнекового пресування і не включають в себе ніяких шкідливих речовин, в тому числі клеїв та інших зв'язуючих добавок. Міцність паливних деревних брикетів забезпечується клеючою речовиною легніном, що міститься в деревині. Технологічна лінія для виготовлення деревних паливних брикетів по західноєвропейській технології включає спеціальну підготовку технологічних відходів переробки деревної сировини, яка супроводжується їх грубим і тонким подрібненням, сушкою, перемішуванням та шнековим пресуванням. Більш детальної інформації по способу шнекового пресування деревних паливних брикетів та їх складу заявниками в Internetі не виявлено. Немає відомостей про можливості одночасного використання більш широкого асортименту існуючих паливних відходів для одержання композиційних паливних брикетів способом шнекового пресування. Тому, враховуючи порівняльну інформацію із опису аналога російського патенту та інформацію матеріалів Internet по Західній Європі, нами прийнятий за прототип спосіб шнекового пресування не композиційних паливних брикетів, як найбільш ефективний спосіб. В зв'язку з кінцевою метою - одержання композиційних паливних брикетів - авторами в основу корисної моделі поставлене завдання по вдосконаленню способу їх виготовлення. Поставлене завдання досягається тим, що підготовка кожного із складових компонентів композиційних паливних брикетів - природних відходів хвойного лісу - голок, дрібних гілок, шишок, природних покладів - слабкорозкладеного торфасфагнума, промислових відходів вуглевидобування - полідисперсного вугільного дріб'язку здійснюється по індивідуальній технології з дозуванням кожного для складання рецептурної суміші; перемішуванням суміші з одночасним її підігрівом до температури 160-180°С; пресуванням підігрітої суміші шляхом ступеневого шнекового пресування; упаковкою спресованої суміші в горючу ізоляційну оболонку; розрізанням її на окремі штучні брикети потрібної величини. По всій боковій поверхні кожуха перших двох ступенів шнекового преса виконують наскрізні отвори діаметром до 3мм. Спосіб одержання композиційних паливних брикетів пояснюється технологічною схемою. Складові компоненти композиційних паливних брикетів знаходяться в загальному приймальному ангарі 1. Звідки один із них - природні відходи хвойного лісу - голки, дрібні гілки і шишки конвеєром подають в приймальну воронку різальної 46286 4 установки 2. Подрібнена сировина поступає конвеєром або пневмотранспортом на зберігання в ізольоване сховище 3 загального ангара 1, з якого дозатором 4 відбирають в кількості 30% від загальної рецептурної суми складових і направляють у вібробункер 5. Другий компонент - природні поклади слабко розкладеного торфа-сфагнума поступає в загальний приймальний ангар 1, де на відведеній ділянці піддають повітряній сушці до вологості 40-50%. Потім сировину подають для розпушування в дезінтегратор 6, звідки торф'яна маса конвеєром поступає на зберігання в ізольоване сховище 3 загального ангара 1 з установленим температурним режимом, а далі - в дозатор 4 на дозування. Підготовлену дозу торфа-сфагнума в кількості 50% від складу рецептурної суміші спрямовують у вібробункер 5. Третій компонент - промислові відходи вуглевидобування - полідисперсний вугільний дріб'язок поступає в загальний приймальний ангар 1, де його на ділянці складують, а потім стрічковим конвеєром подають на вібросито 7 для розсіювання. Дріб'язок більших розмірів направляють в шаровий млин 8, а далі - подрібнений до 0,63¸1мм - на зберігання в ізольоване сховище 3 загального ангара 1. Звідти конвеєром через дозатор 4 подають у вібробункер 5 у кількості 20% від рецептурної суміші майбутнього паливного брикету. З вібробункера 5 складену рецептурну суміш транспортують конвеєром або пневматичним способом у змішувач 9 з нагрівальним елементом для перемішування суміші з одночасним підігрівом до температури 160-180°С. Підігріту суміш спрямовують у вібробункер 10, а далі - в приймальну воронку трьохступеневого шнекового преса 11, що має наскрізні отвори діаметром до 3мм по боковій поверхні кожуха двох перших ступенів. Перша ступінь шнекового преса здійснює пресування підігрітої суміші тиском до 10МПа, друга ступінь - до 15МПа, а третя - до 20МПа. Вихідний патрубок отвору третьої ступені шнекового преса 11 з'єднують із кінцем мундштука, а на інший, протилежний кінець, закріплюють опресовану товстостінну паперову трубу 12, внутрішній діаметр якої відповідає зовнішньому діаметру спресованої паливної суміші. Остання, виходячи під тиском із патрубка третьої ступені шнекового преса, входить через мундштук в отвір паперової труби, заповнюючи її простір по всій довжині. Потім горючу циліндричну оболонку із спресованою паливною сумішшю ріжуть різальним кругом 13 на циліндричні штучні паливні брикети потрібної величини. Доцільність в складі рецептурної суміші композиційного паливного брикету сумісної присутності голок, дрібних гілок, шишок і торфа-сфагнума обумовлена ефективною синергетичною дією в них зв’язуючих і клеючих властивостей легніна і смолистих речовин, що проявляється при нагріванні до температури 160-180°С та її пресуванні. Крім того, використання голок, дрібних гілок і шишок хвойних дерев в складі композиції для одержання паливних брикетів обумовлено широкою економічною доступністю цієї природної сировини, 5 що знаходиться в хвойних лісах, а також одним із шляхів скорочення її накопичування на лісових хвойних площах, як заходу для запобігання від масштабних лісових пожеж, що часто трапляються в гарячу та суху літню пору по причині самозагорання або підпалу цих легкогорючих природних паливних матеріалів. Введення в рецептуру суміші промислових відходів вуглевидобування - полідисперсного вугільного дріб'язку пов'язане з економічною доцільністю його використання, а також покращення енергетичних і фізико-механічних характеристик брикетів. Доцільність використання в рецептурній суміші композиційних паливних брикетів приведених інгредієнтів обумовлена і тим, що температура спалахування голок, дрібних гілок, шишок і торфасфагнума знаходиться в одних межах - 228-264°С (голки), 250-300°С (гілки і шишки) та 225-250°С (торф), яка при горінні в паливному просторі досягає високої початкової температури, що забезпечує спалахування і горіння в брикеті вугільного порошку, який має температуру спалахування для бурого вугілля 250-450°С, кам'яного вугілля 400500°С, антрациту 650-700°С. Використання трьохступеневого шнекового пресування із наскрізними отворами в боковій поверхні кожуха перших двох ступенів пояснюється наступним чином: при перемішуванні суміш збагачується повітрям і вологою, яка переважно знаходиться в торфі-сфагнумі. Повітря, адсорбоване на поверхні складових, перешкоджає рівномірному ущільненню маси, ініціює підвищення пружних деформацій при формуванні брикету, створюючи розшарування, а також мікротріщини в тілі брикету, що виявляється в процесі його пресування. Заповнюючи пори, повітря роз'єднує частини суміші та знижує її формувальні властивості. Ущільнення суміші при пресуванні поєднано із подоланням внутрішнього тертя між частинками і необхідністю видалення повітря, яке перешкоджає ущільненню і зв'язуванню частинок при відносно малій вологості маси. Ущільнення суміші на першій ступені шнекового пресування починається з переміщення частинок подрібнених голок, гілок, шишок, торфасфагнума, вугільного порошку в різних напрямках, руйнування пор значних розмірів і «містків», утворених із частинок суміші в момент заповнення і розрівнювання їх шнеком в кожусі першої ступені, частковим видаленням повітря через наскрізні отвори в кожусі. На другій ступені шнекового пресування відбувається подальше ущільнення частинок суміші з суттєвою їх деформацією (пластичною, пружною, 46286 6 крихкою). Легнін і смолисті речовини, що знаходяться у в'язкому підігрітому стані в торфісфагнумі та природних відходах хвойного лісу витискуються на контактну поверхню частинок, цементуючи (зв'язуючи) їх. В місцях контакту частинок відбувається незворотня деформація. При цьому частина повітря, що залишилась, продовжує витискуватись із суміші через наскрізні отвори кожуха другої ступені, а інша, що не встигла вийти, защемляється між частинками конгломерату і стискується. На третій ступені ущільнення суміші, переміщення частинок відбувається по збільшеним контактним поверхням складових суміші, що мають тонкі зв'язуючі (клеючі) плівки. Пружне стискування повітря зростає, наступає пружна деформація частинок. На цій ступені пресування брикет одержує найбільше ущільнення, внаслідок подальшого розвитку контактних поверхонь. Використання запропонованого способу одержання композиційних паливних брикетів шляхом ступеневого шнекового пресування з використанням ефекту синергетичної зв'язуючої дії на формування підігрітої до 160-180°С рецептурної суміші з природних відходів хвойного лісу - голок, дрібних гілок, шишок та слабкорозкладеного торфасфагнума, що вміщують зв'язуючу речовину легнін і смолисті речовини, а також вугільного дріб'язку, забезпечує підвищені фізико-механічні та енергетичні характеристики спресованого матеріалу. Досягненням цього способу є можливість використання сировинних паливних матеріалів із специфічними властивостями для одержання композиційних паливних брикетів. Враховуючи зростаючу актуальність перспективи широкого використання паливних брикетів в Україні і за кордоном, пов'язаних з наростаючими енергетичними і економічними паливними проблемами європейського масштабу, особливо взимку, доцільність впровадження у виробництво запропонованого способу одержання композиційних паливних брикетів не викликає сумніву. Забезпечення надійною ізоляційною паперовою оболонкою паливного брикету придає йому естетичний вигляд і гарантує можливість гігієнічного використання брикетів в будівлях з індивідуальним пічним опаленням та в комунальних котельнях. Вказані технічні ознаки дають можливість використання запропонованого технічного рішення в паливній галузі, зокрема для комунальнопобутових потреб, і забезпечує йому відповідність критерію «промислова придатність». 7 Комп’ютерна верстка А. Крижанівський 46286 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for preparation of composite fuel briquettes
Автори англійськоюBidnosheya Valentyn Yakovych, Pohribnyi Dmytro Pylypovych, Petruniak Maryna Valentynivna, Parkhomenko Maksym Valeriiovych, Verteletska Alla Sklivna
Назва патенту російськоюСпособ получения композиционных топливных брикетов
Автори російськоюБидношея Валентин Яковлевич, Погрибный Дмитрий Филиппович, Петруняк Марина Валентиновна, Пархоменко Максим Валерьевич, Вертелецкая Алла Силивна
МПК / Мітки
Мітки: брикетів, паливних, спосіб, одержання, композиційних
Код посилання
<a href="https://ua.patents.su/4-46286-sposib-oderzhannya-kompozicijjnikh-palivnikh-briketiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання композиційних паливних брикетів</a>
Спосіб отримання паливних брикетів з деревини
Номер патенту: 45069
Опубліковано: 26.10.2009
Автори: Гевко Роман Богданович, Розум Руслан Іванович
МПК: B65B 13/00, B27N 3/08, A01G 23/00
Мітки: отримання, брикетів, паливних, деревини, спосіб
Формула / Реферат:
Спосіб отримання паливних брикетів з деревини, що включає збирання відходів деревини, пакетування, ущільнювання, формування і в'язання, який відрізняється тим, що після збирання відходи деревини направляють в подрібнюючий пристрій, в якому проходить процес подрібнення деревини, а далі подрібнену деревинну масу направляють в пресуючий пристрій, в якому проходить процес пресування та формування паливних брикетів, після чого паливні брикети з...
Спосіб одержання паливних брикетів з олійної сировини
Номер патенту: 87579
Опубліковано: 27.07.2009
Автори: Гриценко Віктор Трохимович, Сітченко Євген Іванович, Чехов Анатолій Васильович
МПК: C10L 5/40
Мітки: сировини, спосіб, брикетів, одержання, паливних, олійної
Формула / Реферат:
Спосіб одержання паливних брикетів з олійної сировини, який включає очищення насіння, калібрування його на фракції, шеретування кожної фракції і розділення рушанки на лушпиння і мучіль, які використовують відповідно як органічний наповнювач та в'яжучу добавку, змішування їх у співвідношенні 2-4 мас. ч. лушпиння до 1 мас. ч. мучілі, та пресування суміші під тиском 230-250 кг/см2 при температурі, яка не перевищує 150 °С.
Спосіб одержання паливних брикетів з олієвмісної сировини
Номер патенту: 87604
Опубліковано: 27.07.2009
Автори: Чехов Анатолій Васильович, Гриценко Віктор Трохимович
МПК: C10L 5/40
Мітки: брикетів, одержання, олієвмісної, сировини, паливних, спосіб
Формула / Реферат:
Спосіб одержання паливних брикетів з олієвмісної сировини, який включає сухомиття насіння, віджимання олії, подрібнення макухи, сепарацію її з одержанням лушпинної фракції, яка містить 6-10 мас. % олії, та білкової фракції, які використовують як складові паливних брикетів відповідно як органічний наповнювач та в'яжучу добавку, причому білкову фракцію беруть у кількості приблизно 6 мас. % від суміші, і виготовлення з суміші паливних брикетів...
Спосіб одержання паливних брикетів
Номер патенту: 35930
Опубліковано: 10.10.2008
Автори: Ожогін Володимир Володимирович, Ковалевський Олексій Ігоревич, Чернова Світлана Геннадіївна, Носарів Олександр Андрійович, Бочек Анатолій Павлович, Фентісов Ігор Миколайович, Климанчук Владислав Владиславович, Кирильченко Петро Миколайович, Савков Анатолій Олексійович
МПК: C22B 1/00
Мітки: спосіб, одержання, паливних, брикетів
Формула / Реферат:
Спосіб одержання паливних брикетів, що включає підготовку компонентів, змішування їх із в'яжучим, нагрів суміші і пресування, який відрізняється тим, що в брикетовану суміш уводять кам'яновугільний пек у кількості 2-5 % від маси сировини, нагрівають суміш до температури 310-320 °С, а пресування ведуть під тиском 50-90 МПа.
Спосіб утилізації відходів коксохімічного виробництва для одержання паливних брикетів
Номер патенту: 64668
Опубліковано: 16.02.2004
Автори: Тупак Михайло Глебович, Голощапов Сергій Миколайович, Колесников Ігор Володимирович, Бакулін Василь Вікторович
МПК: C10L 5/00
Мітки: відходів, утилізації, паливних, брикетів, одержання, спосіб, виробництва, коксохімічного
Формула / Реферат:
Спосіб утилізації відходів коксохімічного виробництва для одержання паливних брикетів, що включає сушіння сировини, який містить вуглець, змішування зі зв'язуючим і подальше пресування, який відрізняється тим, що пресування здійснюють під тиском 100 МПа, при цьому використовують зв'язуюче з температурою 70-80 °С в кількості не більше 5-7% від маси сировини, яке брикетується, що включає кам'яновугільні фуси, кислу смолку і полімери бензольного...
Попередній патент: Комплекс для експлуатації газліфтної свердловини
Наступний патент: Спосіб оцінки електромагнітного поля біологічного об’єкта
Випадковий патент: Спосіб лікування гострого розлитого перитоніту