Кожух самоспікного електрода
Номер патенту: 46687
Опубліковано: 15.08.2005
Автори: Куцін Володимир Семенович, Кашкуль Володимир Вікторович, Гасик Михайло Іванович, Ольшанський Володимир Ілліч, Овчарук Анатолій Миколайович

Формула / Реферат
Клапанна тарілка для масообмінних апаратів містить горизонтальне полотно з газовими патрубками, виконаними в шаховому порядку, які мають зубчастий край. Над патрубками встановлені клапани з обмежниками підйому, а газові патрубки та клапани виконані сферичними. Обмежники підйому розташовані під клапаном, причому кут між ними дорівнює 120°.
Текст
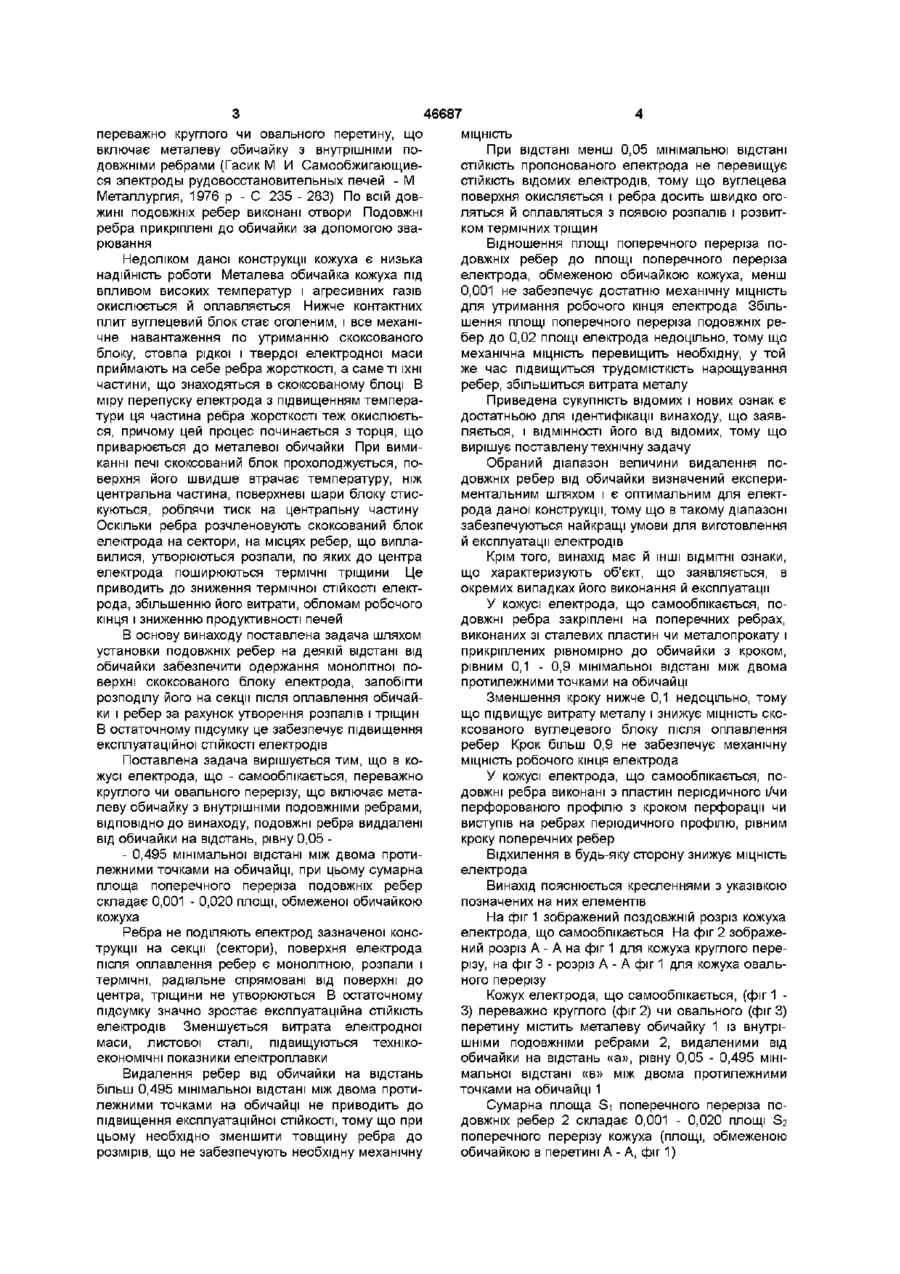
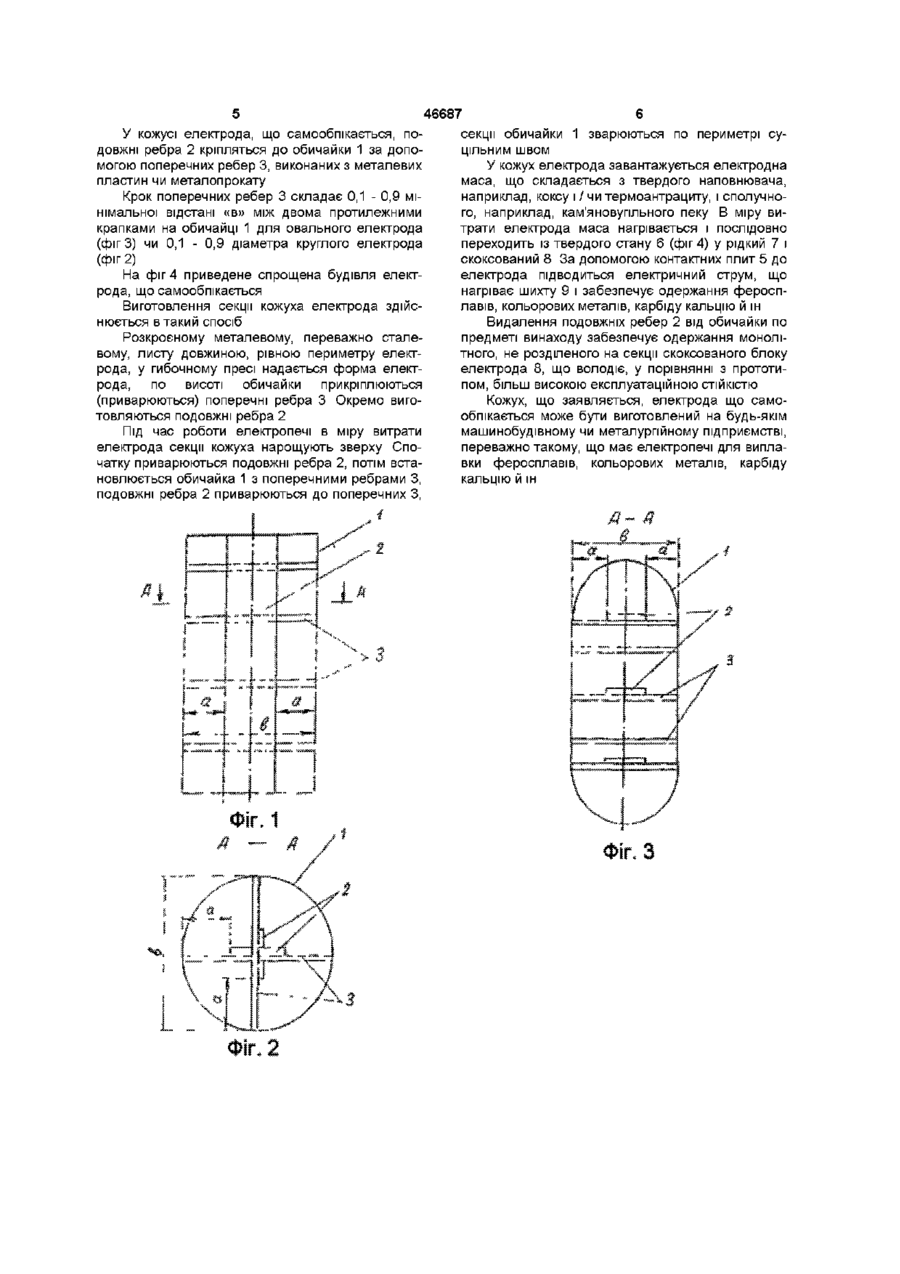
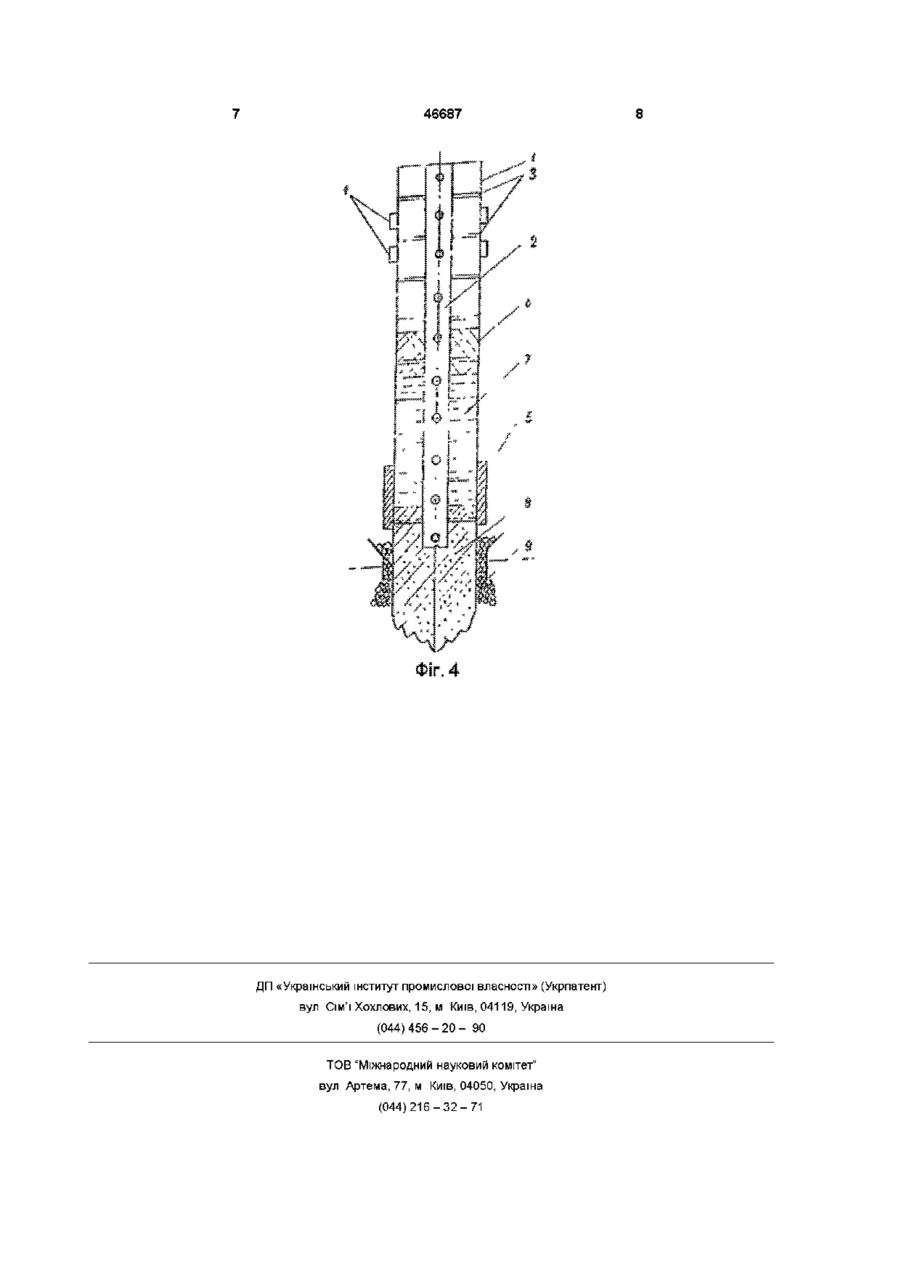
1 Кожух самоспікного електрода, переважно круглого чи овального перерізу, що включає металеву обичайку з внутрішніми подовжніми ребрами, який відрізняється тим, що подовжні ребра віддалені від обичайки на відстань, рівну 0,05 0,495 мінімальної відстані між двома протилежними точками на обичайці, при цьому сумарна площа поперечного перерізу подовжніх ребер складає 0,001 - 0,020 площі поперечного перерізу електрода 2 Кожух по п 1, який відрізняється тим, що подовжні ребра закріплені на поперечних ребрах, виконаних зі сталевих пластин чи металопрокату і прикріплених рівномірно до обичайки з кроком, рівним 0,1 - 0,9 мінімальної відстані між двома протилежними точками на обичайці 3 Кожух по пп 1, 2, який відрізняється тим, що подовжні ребра виконані з пластин періодичного і/чи перфорованого профілю з кроком перфорацій чи виступів, рівним кроку поперечних ребер Винахід відноситься до електротермії і може бути використаний при виготовленні й експлуатації електродів, що самообпікаються Безперервні електроди, що самообпікаються, є одним з основних елементів конструкції рудовідновлювальних електропечей, від надійної роботи яких у значній мірі залежить продуктивність печі, питома витрата електроенергії, витяг ведучого елемента й ІНШІ техніко-економічні показники Експлуатаційна СТІЙКІСТЬ електродів, що самообпікаються, у свою чергу, залежить від конструкції кожуха, складу вуглецевої електродної маси, режиму експлуатації, впливу пічної атмосфери і т і Основним недоліком відомих електродів, що самообпікаються, є їх відносно низька експлуатаційна СТІЙКІСТЬ, обумовлена тріщиноутворенням у скоксованому блоці після окислювання обичайки і ребер кожуха електрода Відомий кожух електрода, що самооб пі кається, вміщуючий металеву обичайку і приварені до неї подовжні ребра, установлені похило до дотичної, проведеної в точці зварювання Кут нахилу 20 - 80° (Авторське посвідчення № 431651, М кл Н05В7/06, 1974р) Недоліком його є низька надійність роботи У даному випадку похиле розташування ребер запобігає поширенню тріщин всередину електрода, однак підвищує імовірність сколювання сегментів скоксованого блоку електрода При цьому переріз електрода зменшується, ЩІЛЬНІСТЬ струму в ньому збільшується, що приводить до обриву електрода Розташування ребер близько до поверхні електрода приводить до їхнього швидкого нагрівання й окислювання, що також знижує експлуатаційну СТІЙКІСТЬ Відомий також кожух електрода, що самообпікається, (Авт свид СРСР № 843318, М кп Н05В7/09, 1979 р ), у якому прикріплені до обичайки радіальне спрямовані ребра виконані у виді пластин шириною, рівною 0,03 - 0,08 діаметра кожуха і вигнутих по всій довжині у виді періодичної кривої, амплітуда якої дорівнює 0,01 - 0,03 діаметра кожуха, а відношення амплітуди до періоду складає 0,9 -1,1 Пластина може бути вигнутою у виді синусоїди, сполучених ПІВКІЛ, кривої з Л- образним чи Побразним профілем Зазначений кожух також має приведений вище недолік - ребра поділяють скоксованний вуглецевий блок електрода на секції, на місцях оплавлених ребер утворюються розпали, по яких до центра електрода поширюються термічні тріщини, що приводить до обломів окремих секцій чи скоксованого блоку в цілому Найбільш близьким по технічній сутності до винаходу є кожух електрода, що самообпікається, 1 00 (О (О 46687 переважно круглого чи овального перетину, що включає металеву обичайку з внутрішніми подовжніми ребрами (Гасик М И Самообжигающиеся электроды рудовосстановительных печей - М Металлургия, 1976 р - С 235 - 283) По всій довжині подовжніх ребер виконані отвори Подовжні ребра прикріплені до обичайки за допомогою зварювання Недоліком даної конструкції кожуха є низька надійність роботи Металева обичайка кожуха під впливом високих температур і агресивних газів окислюється й оплавляється Нижче контактних плит вуглецевий блок стає оголеним, і все механічне навантаження по утриманню скоксованого блоку, стовпа рідкої і твердої електродної маси приймають на себе ребра жорсткості, а саме ті їхні частини, що знаходяться в скоксованому блоці В міру перепуску електрода з підвищенням температури ця частина ребра жорсткості теж окислюється, причому цей процес починається з торця, що приварюється до металевої обичайки При вимиканні печі скоксований блок прохолоджується, поверхня його швидше втрачає температуру, ніж центральна частина, поверхневі шари блоку стискуються, роблячи тиск на центральну частину Оскільки ребра розчленовують скоксований блок електрода на сектори, на місцях ребер, що виплавилися, утворюються розпали, по яких до центра електрода поширюються термічні тріщини Це приводить до зниження термічної СТІЙКОСТІ електрода, збільшенню його витрати, обломам робочого кінця і зниженню продуктивності печей В основу винаходу поставлена задача шляхом установки подовжніх ребер на деякій відстані від обичайки забезпечити одержання монолітної поверхні скоксованого блоку електрода, запобігти розподілу його на секції після оплавлення обичайки і ребер за рахунок утворення розпалів і тріщин В остаточному підсумку це забезпечує підвищення експлуатаційної СТІЙКОСТІ електродів Поставлена задача вирішується тим, що в кожусі електрода, що - самообпікається, переважно круглого чи овального перерізу, що включає металеву обичайку з внутрішніми подовжніми ребрами, ВІДПОВІДНО до винаходу, подовжні ребра виддалені від обичайки на відстань, рівну 0,05 - 0,495 мінімальної відстані між двома протилежними точками на обичайці, при цьому сумарна площа поперечного переріза подовжніх ребер складає 0,001 - 0,020 площі, обмеженої обичайкою кожуха Ребра не поділяють електрод зазначеної конструкції на секції (сектори), поверхня електрода після оплавлення ребер є монолітною, розпали і термічні, радіальне спрямовані від поверхні до центра, тріщини не утворюються В остаточному підсумку значно зростає експлуатаційна СТІЙКІСТЬ електродів Зменшується витрата електродної маси, листової сталі, підвищуються технікоекономічні показники електроплавки Видалення ребер від обичайки на відстань більш 0,495 мінімальної відстані між двома протилежними точками на обичайці не приводить до підвищення експлуатаційної СТІЙКОСТІ, тому що при цьому необхідно зменшити товщину ребра до розмірів, що не забезпечують необхідну механічну МІЦНІСТЬ При відстані менш 0,05 мінімальної відстані СТІЙКІСТЬ пропонованого електрода не перевищує СТІЙКІСТЬ відомих електродів, тому що вуглецева поверхня окисляється і ребра досить швидко оголяться й оплавляться з появою розпалів і розвитком термічних тріщин Відношення площі поперечного переріза подовжніх ребер до площі поперечного переріза електрода, обмеженою обичайкою кожуха, менш 0,001 не забезпечує достатню механічну МІЦНІСТЬ для утримання робочого кінця електрода Збільшення площі поперечного переріза подовжніх ребер до 0,02 площі електрода недоцільно, тому що механічна МІЦНІСТЬ перевищить необхідну, у той же час підвищиться трудомісткість нарощування ребер, збільшиться витрата металу Приведена сукупність відомих і нових ознак є достатньою для ідентифікації винаходу, що заявляється, і ВІДМІННОСТІ його від відомих, тому що вирішує поставлену технічну задачу Обраний діапазон величини видалення подовжніх ребер від обичайки визначений експериментальним шляхом і є оптимальним для електрода даної конструкції, тому що в такому діапазоні забезпечуються найкращі умови для виготовлення й експлуатації електродів Крім того, винахід має й ІНШІ ВІДМІТНІ ознаки, що характеризують об'єкт, що заявляється, в окремих випадках його виконання й експлуатації У кожусі електрода, що самообпікається, подовжні ребра закріплені на поперечних ребрах, виконаних зі сталевих пластин чи металопрокату і прикріплених рівномірно до обичайки з кроком, рівним 0,1 - 0,9 мінімальної відстані між двома протилежними точками на обичайці Зменшення кроку нижче 0,1 недоцільно, тому що підвищує витрату металу і знижує МІЦНІСТЬ скоксованого вуглецевого блоку після оплавлення ребер Крок більш 0,9 не забезпечує механічну МІЦНІСТЬ робочого кінця електрода У кожусі електрода, що самообпікається, подовжні ребра виконані з пластин періодичного і/чи перфорованого профілю з кроком перфорації чи виступів на ребрах періодичного профілю, рівним кроку поперечних ребер Відхилення в будь-яку сторону знижує МІЦНІСТЬ електрода Винахід пояснюється кресленнями з указівкою позначених на них елементів На фіг 1 зображений поздовжній розріз кожуха електрода, що самообпікається На фіг 2 зображений розріз А - А на фіг 1 для кожуха круглого перерізу, на фіг 3 - розріз А - А фіг 1 для кожуха овального перерізу Кожух електрода, що самообпікається, (фіг 1 3) переважно круглого (фіг 2) чи овального (фіг 3) перетину містить металеву обичайку 1 із внутрішніми подовжніми ребрами 2, видаленими від обичайки на відстань «а», рівну 0,05 - 0,495 мінімальної відстані «в» між двома протилежними точками на обичайці 1 Сумарна площа Si поперечного переріза подовжніх ребер 2 складає 0,001 - 0,020 площі S2 поперечного перерізу кожуха (площі, обмеженою обичайкою в перетині А - А, фіг 1) У кожусі електрода, що самообпікається, подовжні ребра 2 кріпляться до обичайки 1 за допомогою поперечних ребер 3, виконаних з металевих пластин чи металопрокату Крок поперечних ребер 3 складає 0,1 - 0,9 мінімальної відстані «в» між двома протилежними крапками на обичайці 1 для овального електрода (фіг 3) чи 0,1 - 0,9 діаметра круглого електрода (фіг 2) На фіг 4 приведене спрощена будівля електрода, що самообпікається Виготовлення секції кожуха електрода здійснюється в такий спосіб Розкроєному металевому, переважно сталевому, листу довжиною, рівною периметру електрода, у гибочному пресі надається форма електрода, по висоті обичайки прикріплюються (приварюються) поперечні ребра 3 Окремо виготовляються подовжні ребра 2 Під час роботи електропечі в міру витрати електрода секції кожуха нарощують зверху Спочатку приварюються подовжні ребра 2, потім встановлюється обичайка 1 з поперечними ребрами З, подовжні ребра 2 приварюються до поперечних З, 46687 секції обичайки 1 зварюються по периметрі суцільним швом У кожух електрода завантажується електродна маса, що складається з твердого наповнювача, наприклад, коксу і / чи термоантрациту, і сполучного, наприклад, кам'яновугільного пеку В міру витрати електрода маса нагрівається і послідовно переходить із твердого стану 6 (фіг 4) у рідкий 7 і скоксований 8 За допомогою контактних плит 5 до електрода підводиться електричний струм, що нагріває шихту 9 і забезпечує одержання феросплавів, кольорових металів, карбіду кальцію й ш Видалення подовжніх ребер 2 від обичайки по предметі винаходу забезпечує одержання монолітного, не розділеного на секції скоксованого блоку електрода 8, що володіє, у порівнянні з прототипом, більш високою експлуатаційною СТІЙКІСТЮ Кожух, що заявляється, електрода що самообпікається може бути виготовлений на будь-якім машинобудівному чи металургійному підприємстві, переважно такому, що має електропечі для виплавки феросплавів, кольорових металів, карбіду кальцію й ш 46687 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюA case of the self-caking electrode
Автори англійськоюHasyk Mykhailo Ivanovych, Kashkul Volodymyr Viktorovych, Kutsin Volodymyr Semenovych, Ovacharuk Anatolii Mykolaiovych, Olshanskyi Volodymyr Illich
Назва патенту російськоюКожух самоспекающегося электрода
Автори російськоюГасик Михаил Иванович, Кашкуль Владимир Викторович, Куцин Владимир Семенович, Овчарук Анатолий Николаевич, Ольшанский Владимир Ильич
МПК / Мітки
МПК: C01B 31/02, H05B 7/09
Мітки: самоспікного, електрода, кожух
Код посилання
<a href="https://ua.patents.su/4-46687-kozhukh-samospiknogo-elektroda.html" target="_blank" rel="follow" title="База патентів України">Кожух самоспікного електрода</a>
Стартова секція кожуха самоспікного електрода
Номер патенту: 2853
Опубліковано: 16.08.2004
Автори: Кашкуль Володимир Вікторович, Гасик Михайло Іванович, Овчарук Анатолій Миколайович, Новіков Нікіта Варфоломєєвіч, Запорожець Борис Олександрович, Капран Іван Іванович, Щедровіцкій Владімір Яковлєвіч, Целік Володимир Михайлович
МПК: H05B 7/09, H05B 7/06, H05B 7/085, C01B 31/02
Мітки: самоспікного, кожуха, стартова, секція, електрода
Формула / Реферат:
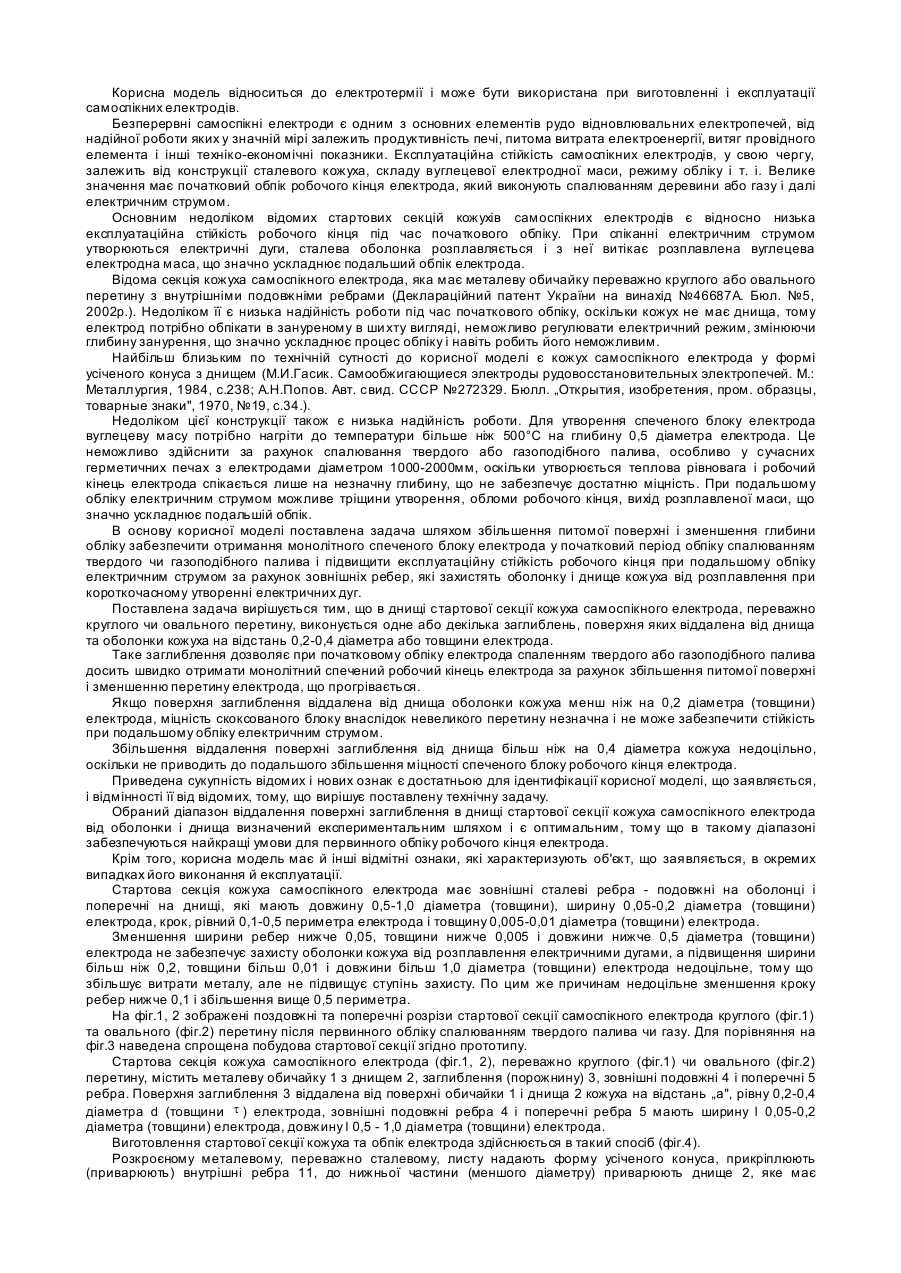
1. Стартова секція кожуха самоспікного електрода, переважно круглого або овального перерізу, що містить металеву обичайку у вигляді циліндра, зрізаного конуса або іншої форми з внутрішніми подовжніми ребрами і днищем, яка відрізняється тим, що днище має заглиблення (порожнину), поверхня якого віддалена від обичайки і днища на відстань, рівну 0,2 - 0,4 діаметра (товщини) електрода.2. Стартова секція за п. 1, яка відрізняється тим, що на...
Стартова секція самоспікного електрода
Номер патенту: 2852
Опубліковано: 16.08.2004
Автори: Щедровицький Володимир Якович, Кашкуль Володимир Вікторович, Гасик Михайло Іванович, Соколов Костянтин Дмитрович, Запорожець Борис Олександрович, Капран Іван Іванович, Овчарук Анатолій Миколайович, Новиков Микита Варфоломійович
МПК: C21B 11/10, C01B 31/02, H05B 7/09
Мітки: електрода, стартова, секція, самоспікного
Формула / Реферат:
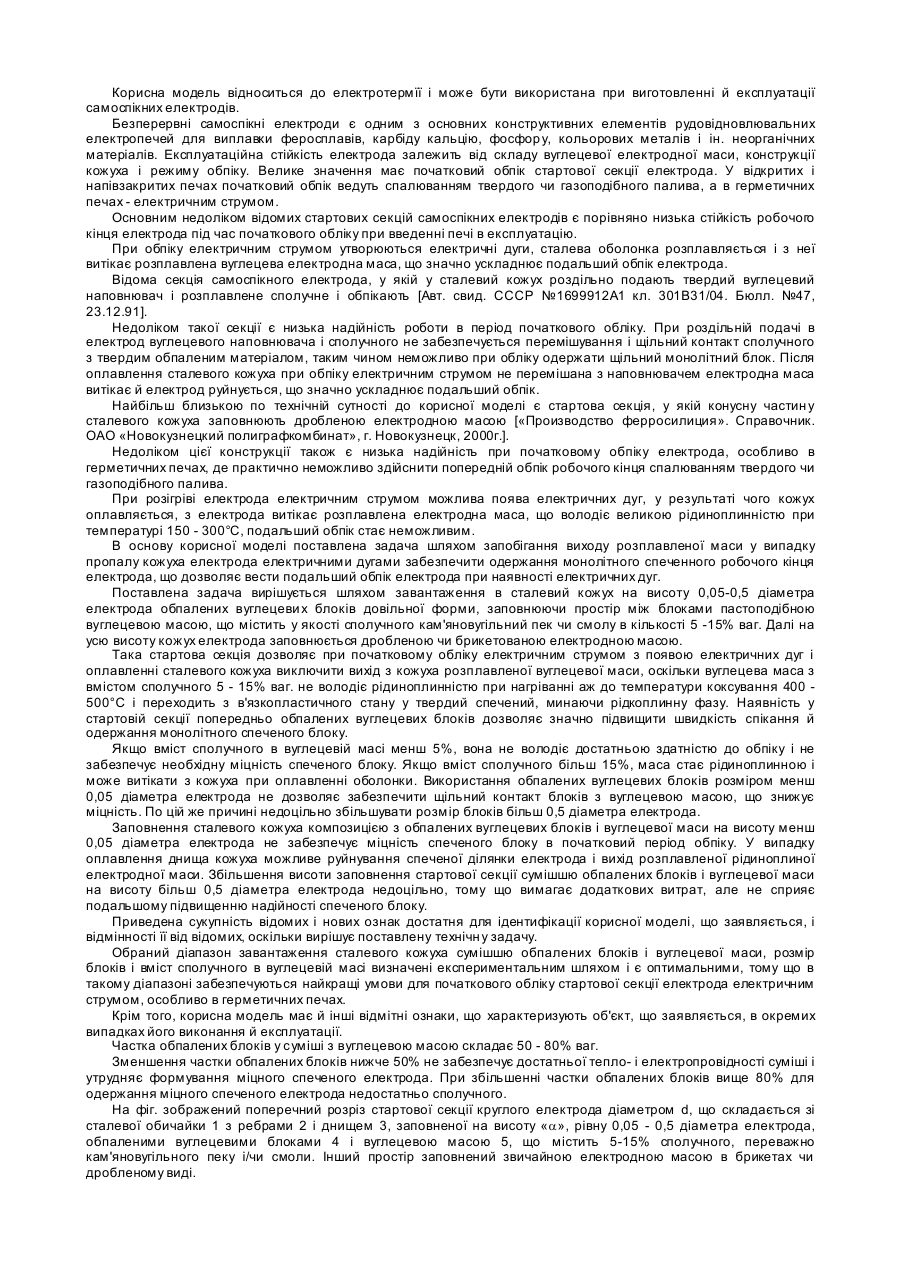
1. Стартова секція самоспікного електрода, що включає сталевий кожух з ребрами, заповнений вуглецевою масою, яка відрізняється тим, що на висоту 0,05 - 0,5 діаметра електрода кожух заповнений обпаленими вуглецевими блоками довільної форми розміром 0,05 - 0,5 діаметра електрода, а простір між блоками заповнено вуглецевою масою із вмістом сполучного, переважно кам'яновугільного пеку і/чи смоли 5-15 %.2. Спосіб за п. 1, який відрізняється...
Спосіб початкового спікання самоспікного електрода
Номер патенту: 2854
Опубліковано: 16.08.2004
Автори: Капран Іван Іванович, Гасик Михайло Іванович, Щедровіцкій Владімір Яковлєвіч, Новіков Нікіта Варфоломєєвіч, Целік Володимир Михайлович, Овчарук Анатолій Миколайович, Кашкуль Володимир Вікторович, Соколов Костянтин Дмитрович
МПК: C01B 31/02, H05B 7/09
Мітки: спосіб, самоспікного, спікання, початкового, електрода
Формула / Реферат:
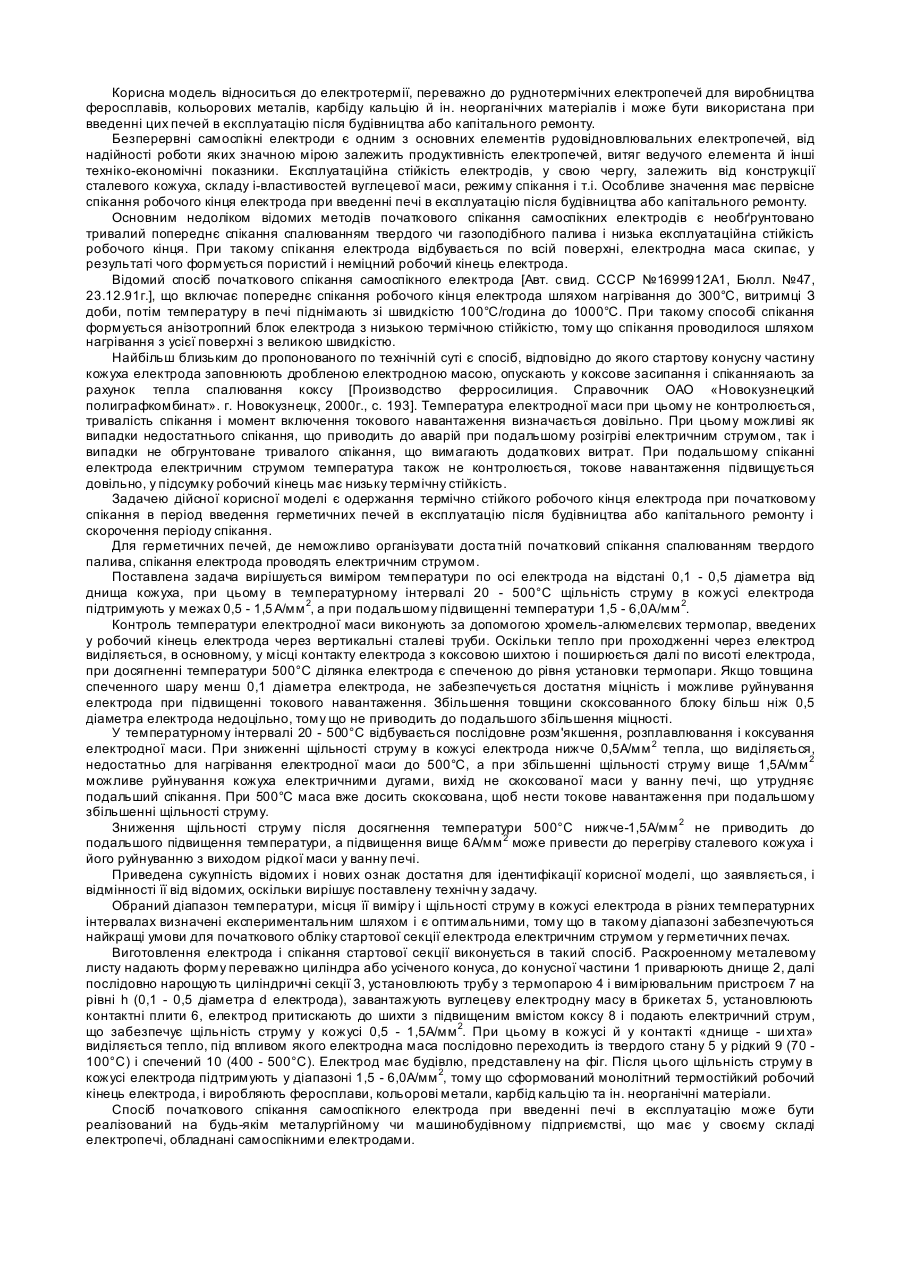
Спосіб початкового спікання самоспікного електрода, що включає завантаження вуглецевої електродної маси в сталевий кожух з ребрами і днищем і її спікання шляхом нагрівання електричним струмом, який відрізняється тим, що в процесі спікання вимірюють температуру по осі електрода на відстані 0,1-0,5 діаметра від днища, при цьому в температурному інтервалі 20-500°С підтримують щільність струму в кожусі електрода в межах 0,5-1,5 А/мм2, а при більш...
Вуглецевмісна маса для самоспікного електрода
Номер патенту: 46686
Опубліковано: 15.08.2005
Автори: Гасик Михайло Іванович, Кашкуль Володимир Вікторович, Ольшанський Володимир Ілліч, Овчарук Анатолій Миколайович, Куцін Володимир Семенович
МПК: C01B 31/02, C25B 11/00
Мітки: самоспікного, вуглецевмісна, електрода, маса
Формула / Реферат:
Корисна модель відноситься до області електротехніки і може бути використаною для вимірювання комутаційного ресурсу високовольтних вимикачів.Відомий пристрій для контролю ресурсу комутаційних апаратів [А.С. СРСР №1446637, М. кл. G07С3/10 бюл. №47, 1988], що містить датчик початку комутації, вихід якого підключений до першого входу першого елементу І і через диференціюючий елемент з'єднаний з першим входом другого елементу І, другий...
Вуглецевмісна маса для самоспікного електрода
Номер патенту: 58409
Опубліковано: 15.08.2005
Автори: Борисов Анатолій Трохимович, Куцін Володимир Семенович, Гасик Михайло Іванович, Тихонов Володимир Миколайович, Овчарук Анатолій Миколайович, Ольшанський Володимир Ілліч, Кашкуль Володимир Вікторович
МПК: C01B 31/00, C01B 31/02, H05B 7/09, C25B 11/00
Мітки: маса, електрода, вуглецевмісна, самоспікного
Формула / Реферат:
Спосіб лікування бронхообструктивного синдрому, який включає використання глюкокортикостероїдів, що вводять інгаляційно, який відрізняється тим, що додатково використовують глюкокортикостероїди, що вводять внтурішньовенно і перорально.
Попередній патент: Вуглецевмісна маса для самоспікного електрода
Наступний патент: Похідні тіазоло[4,5-d]піримідину, спосіб їх одержання (варіанти), проміжні сполуки, фармацевтична композиція на їх основі та спосіб виготовлення такої композиції
Випадковий патент: Спосіб виготовлення матів із очерету