Спосіб нанесення покриттів з порошків на внутрішню поверхню виробів
Формула / Реферат
Спосіб нанесення покриттів з порошків на внутрішню поверхню виробів, що включає заповнення порошком завантажувального жолоба на довжині, яка відповідає довжині поверхні, що покривається, введення жолоба в порожнину виробу, поворот жолоба навколо поздовжньої осі, а також обертання виробу з одночасним розплавленням порошку, який відрізняється тим, що перед заповненням порошком завантажувальний жолоб розділяють перегородками на окремі секції, а порошком заповнюють утворені секції.
Текст
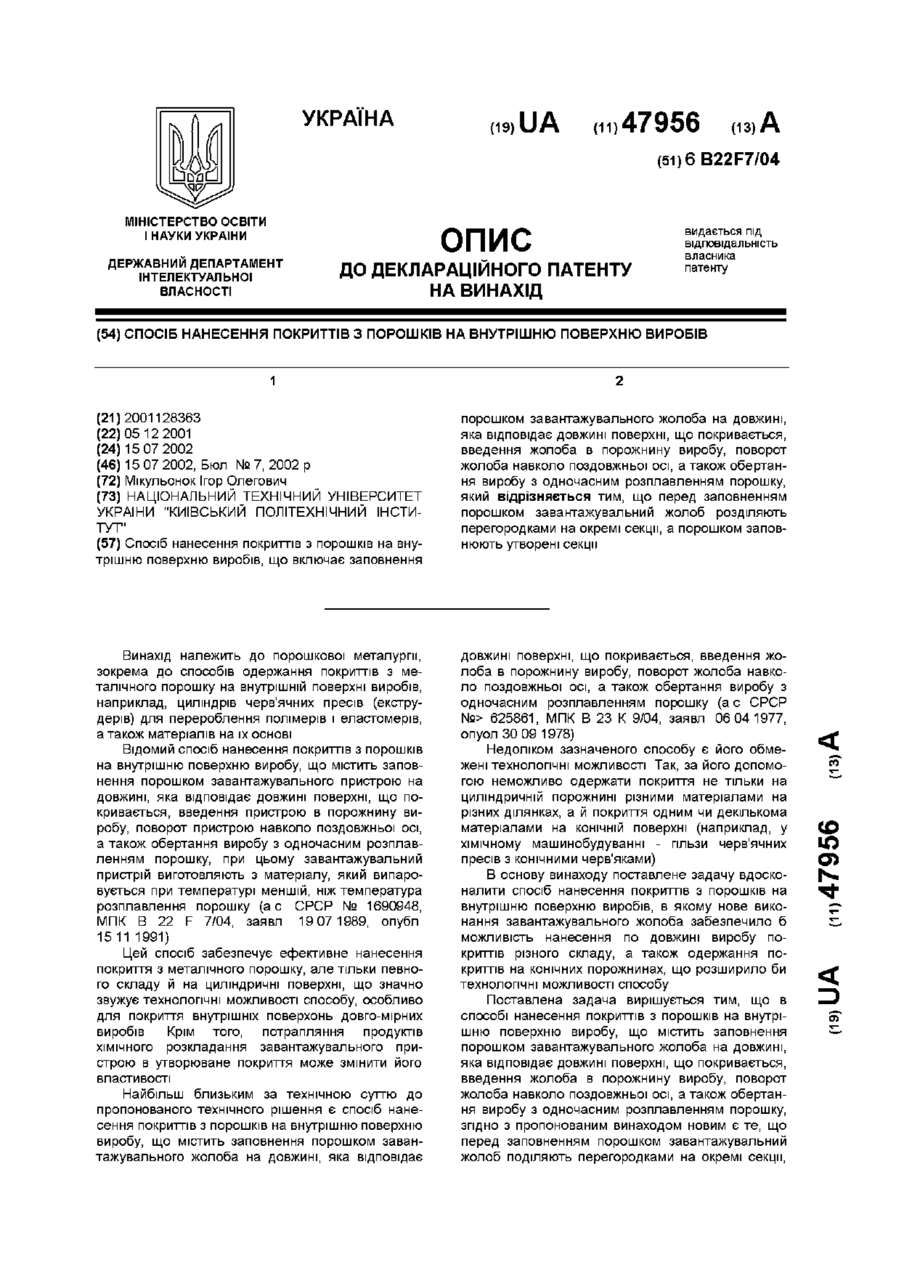
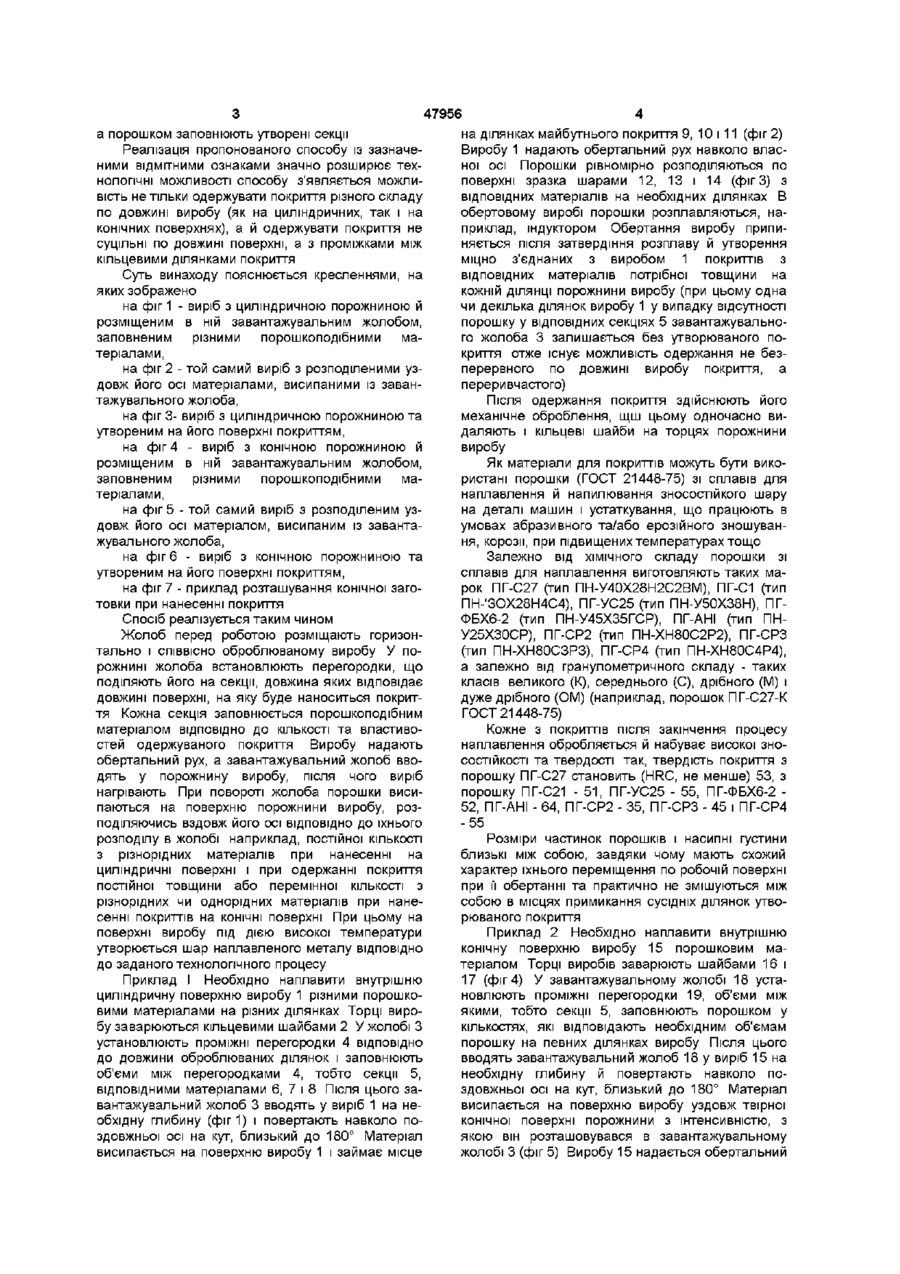
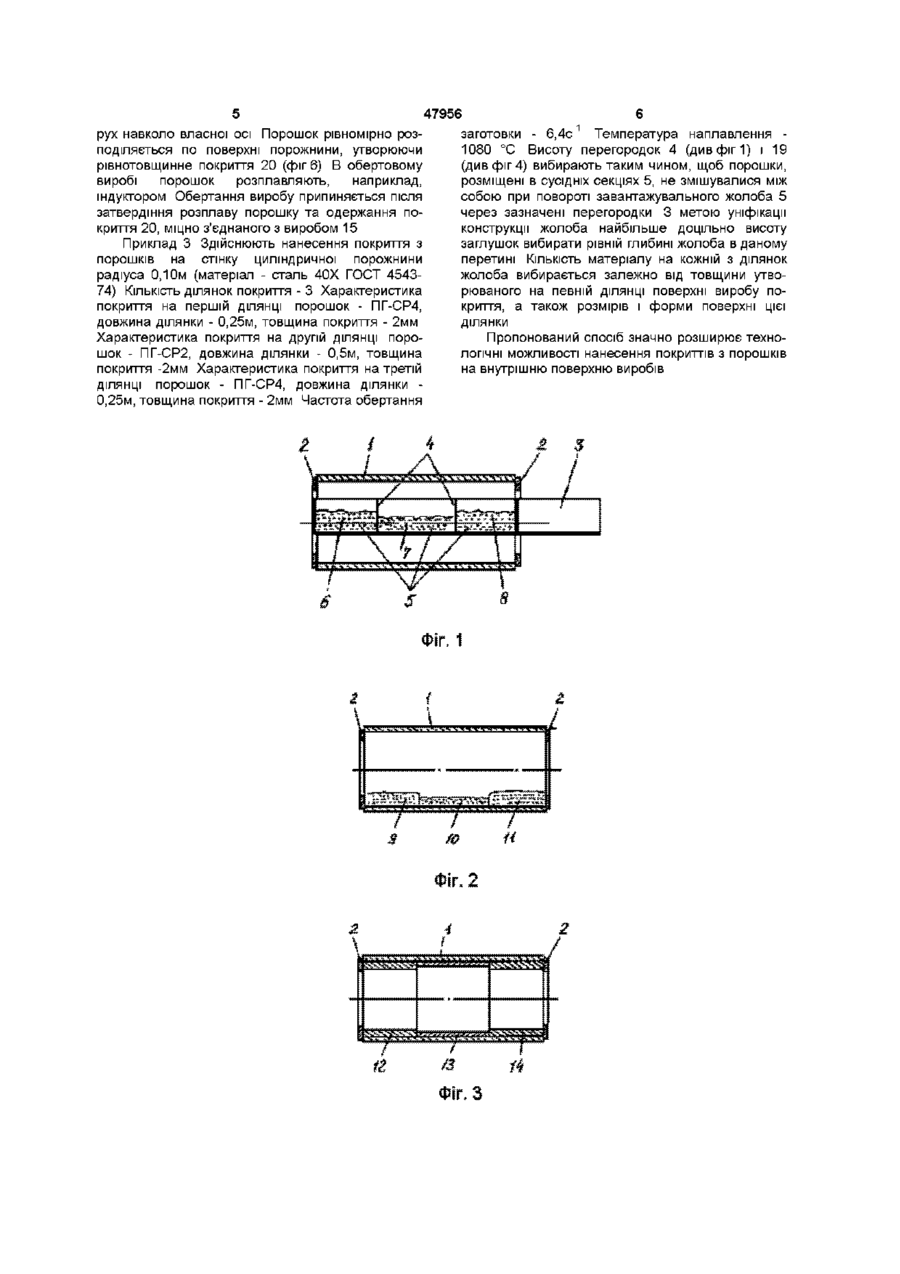
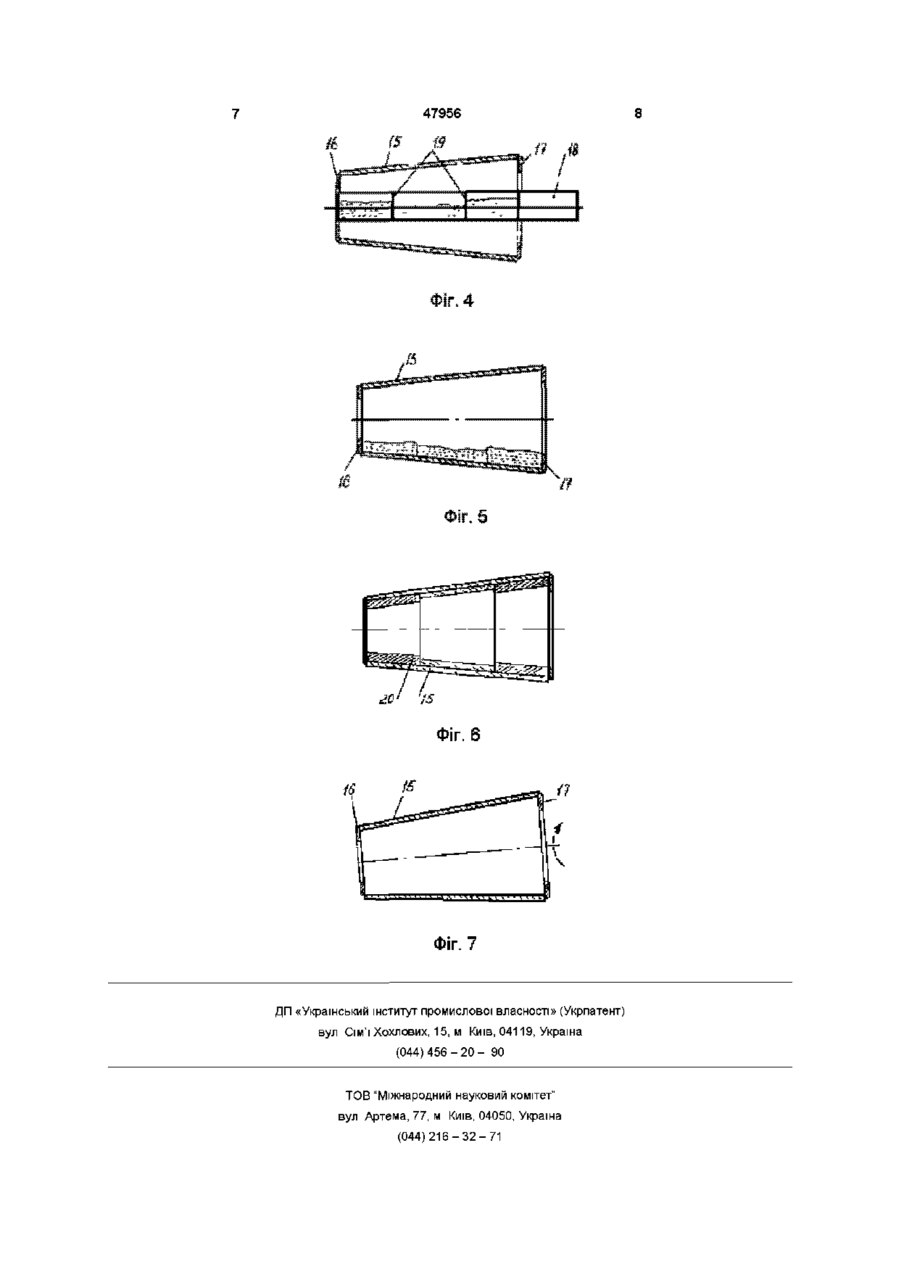
Спосіб нанесення покриттів з порошків на внутрішню поверхню виробів, що включає заповнення порошком завантажувального жолоба на довжині, яка відповідає довжині поверхні, що покривається, введення жолоба в порожнину виробу, поворот жолоба навколо поздовжньої осі, а також обертання виробу з одночасним розплавленням порошку, який відрізняється тим, що перед заповненням порошком завантажувальний жолоб розділяють перегородками на окремі секції, а порошком заповнюють утворені секції Винахід належить до порошкової металурги, зокрема до способів одержання покриттів з металічного порошку на внутрішній поверхні виробів, наприклад, циліндрів черв'ячних пресів (екструдерів) для перероблення полімерів і еластомерів, а також матеріалів на їх основі Відомий спосіб нанесення покриттів з порошків на внутрішню поверхню виробу, що містить заповнення порошком завантажувального пристрою на довжині, яка відповідає довжині поверхні, що покривається, введення пристрою в порожнину виробу, поворот пристрою навколо поздовжньої осі, а також обертання виробу з одночасним розплавленням порошку, при цьому завантажувальний пристрій виготовляють з матеріалу, який випаровується при температурі меншій, ніж температура розплавлення порошку (а с СРСР № 1690948, МПК В 22 F 7/04, заявл 19 07 1989, опубл 15 11 1991) довжині поверхні, що покривається, введення жолоба в порожнину виробу, поворот жолоба навколо поздовжньої осі, а також обертання виробу з одночасним розплавленням порошку (а с СРСР №> 625861, МПК В 23 К 9/04, заявл 06 04 1977, опуол 30 09 1978) Недоліком зазначеного способу є його обмежені технологічні можливості Так, за його допомогою неможливо одержати покриття не тільки на циліндричній порожнині різними матеріалами на різних ділянках, а й покриття одним чи декількома матеріалами на КОНІЧНІЙ поверхні (наприклад, у хімічному машинобудуванні - гільзи черв'ячних пресів з конічними черв'яками) В основу винаходу поставлене задачу вдосконалити спосіб нанесення покриттів з порошків на внутрішню поверхню виробів, в якому нове виконання завантажувального жолоба забезпечило б можливість нанесення по довжині виробу покриттів різного складу, а також одержання покриттів на конічних порожнинах, що розширило би технологічні можливості способу Поставлена задача вирішується тим, що в способі нанесення покриттів з порошків на внутрішню поверхню виробу, що містить заповнення порошком завантажувального жолоба на довжині, яка відповідає довжині поверхні, що покривається, введення жолоба в порожнину виробу, поворот жолоба навколо поздовжньої осі, а також обертання виробу з одночасним розплавленням порошку, згідно з пропонованим винаходом новим є те, що перед заповненням порошком завантажувальний жолоб поділяють перегородками на окремі секції, Цей спосіб забезпечує ефективне нанесення покриття з металічного порошку, але тільки певного складу й на циліндричні поверхні, що значно звужує технологічні можливості способу, особливо для покриття внутрішніх поверхонь довго-мірних виробів Крім того, потрапляння продуктів ХІМІЧНОГО розкладання завантажувального пристрою в утворюване покриття може змінити його властивості Найбільш близьким за технічною суттю до пропонованого технічного рішення є спосіб нанесення покриттів з порошків на внутрішню поверхню виробу, що містить заповнення порошком завантажувального жолоба на довжині, яка відповідає (О ю 47956 а порошком заповнюють утворені секції Реалізація пропонованого способу із зазначеними ВІДМІТНИМИ ознаками значно розширює технологічні можливості способу з'являється можливість не тільки одержувати покриття різного складу по довжині виробу (як на циліндричних, так і на конічних поверхнях), а й одержувати покриття не суцільні по довжині поверхні, а з проміжками між кільцевими ділянками покриття Суть винаходу пояснюється кресленнями, на яких зображено на фіг 1 - виріб з циліндричною порожниною й розміщеним в ній завантажувальним жолобом, заповненим різними порошкоподібними матеріалами, на фіг 2 - той самий виріб з розподіленими уздовж його осі матеріалами, висипаними із завантажувального жолоба, на фіг 3- виріб з циліндричною порожниною та утвореним на його поверхні покриттям, на фіг 4 - виріб з конічною порожниною й розміщеним в ній завантажувальним жолобом, заповненим різними порошкоподібними матеріалами, на фіг 5 - той самий виріб з розподіленим уздовж його осі матеріалом, висипаним із завантажувального жолоба, на фіг 6 - виріб з конічною порожниною та утвореним на його поверхніпокриттям, на фіг 7 - приклад розташування конічної заготовки при нанесенні покриття Спосіб реалізується таким чином Жолоб перед роботою розміщають горизонтально і СПІВВІСНО оброблюваному виробу У порожнині жолоба встановлюють перегородки, що поділяють його на секції, довжина яких відповідає довжині поверхні, на яку буде наноситься покриття Кожна секція заповнюється порошкоподібним на ділянках майбутнього покриття 9, 10 і 11 (фіг 2) Виробу 1 надають обертальний рух навколо власної осі Порошки рівномірно розподіляються по поверхні зразка шарами 12, 13 і 14 (фіг 3) з ВІДПОВІДНИХ матеріалів на необхідних ділянках В обертовому виробі порошки розплавляються, наприклад, індуктором Обертання виробу припиняється після затвердіння розплаву й утворення міцно з'єднаних з виробом 1 покриттів з ВІДПОВІДНИХ матеріалів потрібної товщини на кожній ДІЛЯНЦІ порожнини виробу (при цьому одна чи декілька ділянок виробу 1 у випадку відсутності порошку у ВІДПОВІДНИХ секціях 5 завантажувального жолоба 3 залишається без утворюваного покриття отже існує можливість одержання не безперервного по довжині виробу покриття, а переривчастого) матеріалом ВІДПОВІДНО ДО КІЛЬКОСТІ та властиво Кожне з покриттів після закінчення процесу наплавлення обробляється й набуває високої ЗНОСОСТІЙКОСТІ та твердості так, твердість покриття з порошку ПГ-С27 становить (HRC, не менше) 53, з порошку ПГ-С21 - 51, ПГ-УС25 - 55, ПГ-ФБХ6-2 52, ПГ-АНІ - 64, ПГ-СР2 - 35, ПГ-СРЗ - 45 і ПГ-СР4 -55 Розміри частинок порошків і насипні густини близькі між собою, завдяки чому мають схожий характер їхнього переміщення по робочій поверхні при її обертанні та практично не змішуються між собою в місцях примикання сусідніх ділянок утворюваного покриття Приклад 2 Необхідно наплавити внутрішню конічну поверхню виробу 15 порошковим матеріалом Торці виробів заварюють шайбами 16 і 17 (фіг 4) У завантажувальному жолобі 18 установлюють проміжні перегородки 19, об'єми між якими, тобто секції 5, заповнюють порошком у кількостях, які відповідають необхідним об'ємам порошку на певних ділянках виробу Після цього вводять завантажувальний жолоб 18 у виріб 15 на необхідну глибину й повертають навколо поздовжньої осі на кут, близький до 180° Матеріал висипається на поверхню виробу уздовж твірної конічної поверхні порожнини з інтенсивністю, з якою він розташовувався в завантажувальному жолобі 3 (фіг 5) Виробу 15 надається обертальний стей одержуваного покриття Виробу надають обертальний рух, а завантажувальний жолоб вводять у порожнину виробу, після чого виріб нагрівають При повороті жолоба порошки висипаються на поверхню порожнини виробу, розподіляючись ВЗДОВЖ Й Г ОСІ ВІДПОВІДНО ДО ЇХНЬОГО ОО розподілу в жолобі наприклад, постійної КІЛЬКОСТІ з різнорідних матеріалів при нанесенні на циліндричні поверхні і при одержанні покриття постійної товщини або перемінної КІЛЬКОСТІ З різнорідних чи однорідних матеріалів при нанесенні покриттів на КОНІЧНІ поверхні При цьому на поверхні виробу під дією високої температури утворюється шар наплавленого металу ВІДПОВІДНО до заданого технологічного процесу Приклад І Необхідно наплавити внутрішню циліндричну поверхню виробу 1 різними порошковими матеріалами на різних ділянках Торці виробу заварюються кільцевими шайбами 2 У жолобі З установлюють проміжні перегородки 4 ВІДПОВІДНО до довжини оброблюваних ділянок і заповнюють об'єми між перегородками 4, тобто секції 5, ВІДПОВІДНИМИ матеріалами 6, 7 і 8 Після цього завантажувальний жолоб 3 вводять у виріб 1 на необхідну глибину (фиг 1) і повертають навколо поздовжньої осі на кут, близький до 180° Матеріал висипається на поверхню виробу 1 і займає місце Після одержання покриття здійснюють його механічне оброблення, щш цьому одночасно видаляють і кільцеві шайби на торцях порожнини виробу Як матеріали для покриттів можуть бути використані порошки (ГОСТ 21448-75) зі сплавів для наплавлення й напилювання зносостійкого шару на деталі машин і устаткування, що працюють в умовах абразивного та/або ерозійного зношування, корозії, при підвищених температурах тощо Залежно від ХІМІЧНОГО складу порошки зі сплавів для наплавлення виготовляють таких марок ПГ-С27 (тип ПН-У40Х28Н2С2ВМ), ПГ-С1 (тип ПН-'ЗОХ28Н4С4), ПГ-УС25 (тип ПН-У50Х38Н), ПГФБХ6-2 (тип ПН-У45Х35ГСР), ПГ-АНІ (тип ПНУ25Х30СР), ПГ-СР2 (тип ПН-ХН80С2Р2), ПГ-СРЗ (тип ПН-ХН80СЗРЗ), ПГ-СР4 (тип ПН-ХН80С4Р4), а залежно від гранулометричного складу - таких класів великого (К), середнього (С), дрібного (М) і дуже дрібного (ОМ) (наприклад, порошок ПГ-С27-К ГОСТ 21448-75) 47956 рух навколо власної осі Порошок рівномірно розподіляється по поверхні порожнини, утворюючи рівнотовщинне покриття 20 (фіг 6) В обертовому виробі порошок розплавляють, наприклад, індуктором Обертання виробу припиняється після затвердіння розплаву порошку та одержання покриття 20, міцно з'єднаного з виробом 15 Приклад 3 Здійснюють нанесення покриття з порошків на стінку циліндричної порожнини радіуса 0,10м (матеріал - сталь 40Х ГОСТ 454374) КІЛЬКІСТЬ ДІЛЯНОК покриття - 3 Характеристика покриття на першій ДІЛЯНЦІ порошок - ПГ-СР4, довжина ділянки - 0,25м, товщина покриття - 2мм Характеристика покриття на другій ДІЛЯНЦІ порошок - ПГ-СР2, довжина ділянки - 0,5м, товщина покриття -2мм Характеристика покриття на третій ДІЛЯНЦІ порошок - ПГ-СР4, довжина ділянки 0,25м, товщина покриття - 2мм Частота обертання 6 1 заготовки - 6,4с Температура наплавлення 1080 °С Висоту перегородок 4 (див фіг 1) і 19 (див фіг 4) вибирають таким чином, щоб порошки, розміщені в сусідніх секціях 5, не змішувалися між собою при повороті завантажувального жолоба 5 через зазначені перегородки 3 метою уніфікації конструкції жолоба найбільше доцільно висоту заглушок вибирати рівній глибині жолоба в даному перетині КІЛЬКІСТЬ матеріалу на кожній з ділянок жолоба вибирається залежно від товщини утворюваного на певній ДІЛЯНЦІ поверхні виробу покриття, а також розмірів і форми поверхні цієї ділянки Пропонований спосіб значно розширює технологічні можливості нанесення покриттів з порошків на внутрішню поверхню виробів 47956 4 20 s 'fS ФІГ. 6 Фіг. 7 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for applying powder coatings to inner surfaces of articles
Автори англійськоюMikulionok Ihor Olehovych
Назва патенту російськоюСпособ нанесения покрытий из порошков на внутреннюю поверхность изделий
Автори російськоюМикуленок Игорь Олегович
МПК / Мітки
МПК: B22F 7/04
Мітки: виробів, спосіб, порошків, покриттів, нанесення, поверхню, внутрішню
Код посилання
<a href="https://ua.patents.su/4-47956-sposib-nanesennya-pokrittiv-z-poroshkiv-na-vnutrishnyu-poverkhnyu-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриттів з порошків на внутрішню поверхню виробів</a>
Спосіб нанесення карбідних покриттів на поверхню виробів з металів або їх сплавів
Номер патенту: 37353
Опубліковано: 15.05.2001
Автори: Барнич Володимир Юрійович, Ткаченко Микола Володимирович, Кравчук Володимир Ігнатович
МПК: C23C 12/00
Мітки: нанесення, карбідних, поверхню, спосіб, сплавів, виробів, покриттів, металів
Формула / Реферат:
1. Спосіб нанесення карбідних покриттів на поверхню виробів з металів або їх сплавів, що включає розміщення виробів в реакційній камері в активному середовищі, що містить принаймні карбідо-утворювальний елемент, нагрівання та видержку виробів при температуpi насичення, який відрізняється тим, що одночасно з нагріванням виробів на них впливають магнітним полем, яке змінюють як за величиною, так і за напрямком.2. Спосіб за п. 1, який...
Пристрій для нанесення покриття на внутрішню поверхню виробів
Номер патенту: 45026
Опубліковано: 15.03.2002
Автори: Мнухін Михайло Анатольович, Горошко Ігор Петрович, Мнухін Анатолій Григорович, Чередніченко Вікторія Вікторівна, Ємельяненко Володимир Іванович, Насонов Сергій Володимирович
МПК: B05B 7/16
Мітки: внутрішню, поверхню, покриття, пристрій, нанесення, виробів
Формула / Реферат:
Пристрій для нанесення покриття на внутрішню поверхню виробів, що містить два електроди, які приєднані до джерела постійного струму, напрямний елемент для подачі матеріалу покриття і канал для розпилення останнього, який відрізняється тим, що у торці коаксіально розташованих електродів, один з яких зовнішній, трубчастий і одночасно є напрямним елементом, виконана розрядна камера, а канали для розпилення розташовані в стінці розрядної камери і...
Пристрій для нанесення покриттів з іодідів металів на внутрішню поверхню труб
Номер патенту: 13656
Опубліковано: 25.04.1997
Автори: Руденький Сергій Георгійович, Криворучко Вадим Михайлович, Огієнко Дмитро Миколайович
МПК: C23C 14/14
Мітки: поверхню, внутрішню, металів, нанесення, іодідів, труб, пристрій, покриттів
Формула / Реферат:
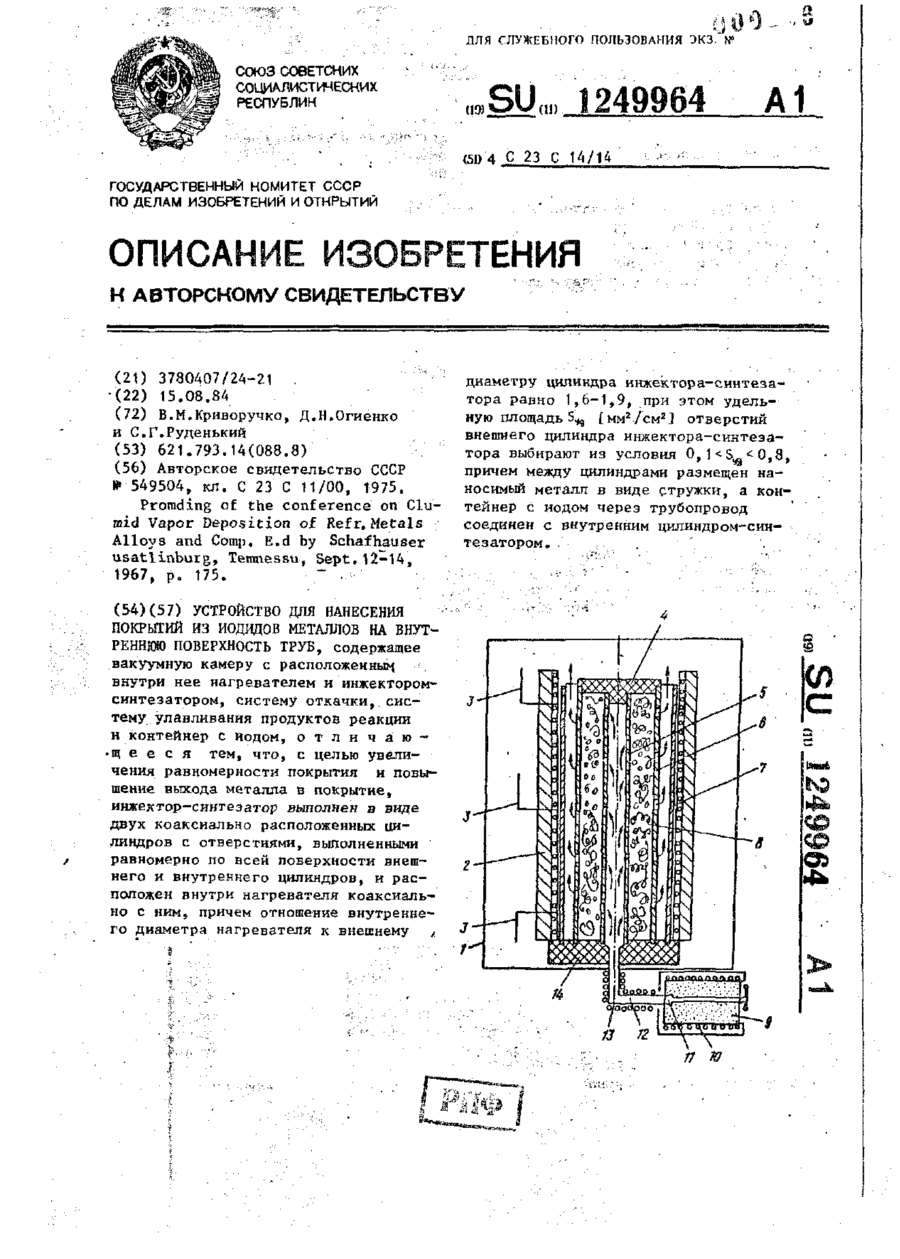
Устройство для нанесения покрытий из иодидов металлов на внутреннюю поверхность труб, содержащее вакуумную камеру с расположенным внутри нее нагревателем и инжектором-синтезатором, систему откачки, систему улавливания продуктов реакции и контейнер с иодом, отличающееся тем, что, с целью увеличения равномерности покрытия и повышение выхода металла в покрытие, инжектор-синтезатор выполнен в виде двух коаксиально расположенных цилиндров с...
Пристрій для детонаційного нанесення покриття на внутрішню поверхню виробів
Номер патенту: 5432
Опубліковано: 28.12.1994
Автори: Яковлев Валерій Анатольович, Вольвач Юрій Олександрович, Погорілий Анатолій Григорович
МПК: B05B 7/16
Мітки: поверхню, виробів, нанесення, пристрій, детонаційного, внутрішню, покриття
Формула / Реферат:
Устройство для детонационного нанесення покрытий на внутреннюю поверхность изделий, содержащее основной ствол с прямолинейным каналом разгона и разогрева частиц порошка, сообщающимся с выходной камерой изогнутой формы, открытый торец которой обращен в сторону внутренней поверхности изделий, а также систему подачи газовой смеси и узел инициирования взрыва, отличающееся тем, что устройство снабжено, по меньшей мере, одним вспомогательным...
Пристрій для нанесення антикорозійного покриття на внутрішню поверхню резервуара
Номер патенту: 584
Опубліковано: 16.10.2000
Автори: Радзієвський Василь Володимирович, Глоба Володимир Мойсеєвич
Мітки: нанесення, пристрій, антикорозійного, внутрішню, резервуара, покриття, поверхню
Формула / Реферат:
1. Пристрій для нанесення антикорозійного покриття на внутрішню поверхню резервуара, що складається з насоса, підставки у вигляді триноги з поворотним пристроєм і коромислом на ньому, який відрізняється тим, що поворотний пристрій виконано у вигляді телескопічної стріли, на вершині якої розміщено коромисло, оснащене форсунками на кінцях, причому телескопічна стріла встановлена з можливістю обертання навколо своєї осі та пов'язана з...
Попередній патент: Спосіб формування зносостійких покриттів
Наступний патент: Акселерометр
Випадковий патент: Спосіб отримання біоелектрики із контейнера з рослинами за допомогою системи електродів