Спосіб нанесення карбідних покриттів на поверхню виробів з металів або їх сплавів
Номер патенту: 37353
Опубліковано: 15.05.2001
Автори: Ткаченко Микола Володимирович, Кравчук Володимир Ігнатович, Барнич Володимир Юрійович

Формула / Реферат
1. Спосіб нанесення карбідних покриттів на поверхню виробів з металів або їх сплавів, що включає розміщення виробів в реакційній камері в активному середовищі, що містить принаймні карбідо-утворювальний елемент, нагрівання та видержку виробів при температуpi насичення, який відрізняється тим, що одночасно з нагріванням виробів на них впливають магнітним полем, яке змінюють як за величиною, так і за напрямком.
2. Спосіб за п. 1, який відрізняється тим, що в активне середовище додатково вводять частки речовин з магнітними властивостями.
Текст
37353 Винахід стосується металургії, а саме хіміко-термічної обробки, що спрямована на утворення на поверхні виробів з металів або їх сплавів дифузійних карбідних покриттів і може бути використаний у машинобудівній та інших галузях промисловості, для зміцнення інструмента і деталей машин, що працюють в умовах великих контактних навантажень, тертя та зносу. Відомий найбільш близький за технічною суттю до технічного piшення, спосіб нанесення карбідних покриттів на поверхню виробів з металів або їх сплавів (див. "Диффузионные карбидные покрытия", В.Ф. Лоскутов, В.Г. Хижняк, Ю.А. Куницкий, М.В. Кивдрачук. - К.: Техника, 1991. - С. 6-13), що включає розміщення виробів в реакційній камері в активному середовищі, що містить принаймні карбідоутворюючий елемент, нагрівання та ви-держку виробів при температурі насичення. Активне середовище, у якому здійснюється цей процес, може бути у вигляді твердої, парової рідкої або газової фаз. Насичення з твердої фази відбувається при температурі 1273-1673 0К, з парової фази — при температурі 1273-1723 0К, а з рідкої фази - при 1173 1373 0К Швидкість утворення і якість покриттів, у значній мірі залежать від площі контакту часток матеріалу, що дифундує, з поверхнею матеріалу виробу, що насичується. При рівних температурах процесу термодинамічна вірогідність утворення карбідних фаз на поверхні виробів з металів або їх сплавів збільшується у ряду ZrC®TiC®NbC®NB2C®VC®V2C®Cr7C3®Cr23C6. В процесі нанесення карбідних покриттів здійснюється масообмін між поверхнею виробу, на яку вони наносяться і активним газовим середовищем, що утворюється в реакційному просторі. Це обумовлено тим, що у єдиній системі, що об’єднує активне газове середовище і поверхню виробу, при веденні процесу відбуваються певні хімічні реакції, що проходять одночасно чи послідовно не тільки в активному середовищі, але й на межі його розділу, а також усередині поверхні виробу, що оброблюється. В цьому випадку одним з найважливіших факторів є “ефект перемішування” усіх елементів, що взаємодіють і призводять до кінцевого етапу — нанесення покриттів. У зв’язку з тим, що у відомому процесі прийнятому нами за прототип, здійснюються лише термохімічні взаємодії "ефект перемішування" має недостатню швидкість та ефективність, тому мікротвердість покриттів, що отримуються, недостатня. В основу винаходу поставлено задачу такого вдосконалення способу нанесення карбідних пок-риттів на поверхню виробів з металів або їх сплавів, при якому за рахунок введення в реакційну зо-ну магнітного поля, що змінюється як за величиною, так і за напрямком, збільшується "ефект перемішування" елементів, що взаємодіють між собою і, як наслідок, підвищується мікротвердість покриттів, які отримуються на кінцевому етапі. Поставлена задача вирішується тим, що у спо-собі нанесення карбідних покриттів на поверхню виробів з металів або їх сплавів, що включає розміщення виробів в реакційній камері в активному середовищі, що містить, принаймні карбідоутворюючий елемент, нагрівання та видержку виробів при температурі насичення, згідно винаходу одночасно з нагріванням виробів на них виливають магнітним полем, яке змінюють як за величиною, так і за напрямком. Для підсилення дії магнітного поля в активне середовище можна додатково вводити частки речовин з магнітними властивостями, але які не взаємодіють з іншими складовими середовища і поверхні матеріалу. Причинно-наслідковий зв’язок між сукупністю ознак, та технічними результатами, що досягаються при її реалізації, полягає у наступному. Внаслідок термохімічних реакцій, якими супро-воджується будь який процес нанесення карбідних покриттів, на поверхні виробів з металів або їх сплавів у активному середовищі виникають феромагнітні речовини та їх сполуки. Магнітне поле, що виникає у цих сполуках, суттєво відрізняється від магнітного поля, що накладається на активне середовище, тому внаслідок взаємодії згаданих магнітних полей збільшується швидкість руху та змінюється напрямленість цих часток, що, як очевидно, призведе до прискорення та підвищення ”ефекту перемішування”. Як наслідок, частки карбідоутворюючих елементів будуть з більшою ефективністю насичувати поверхню виробів, що ще в більшій мірі буде мати місце при введенні в зону взаємодії часток матеріалу з магнітними властивостями, які будуть стикатися з частками матеріалів взаємодії і підвищувати їх кінетичну енергію. Зрозуміло, що всі ці явища призведуть до підвищення мікротвердості покриттів, які наносяться при практично незмінній, не ускладненій технологічності процесу, який можна здійснювати на відомому обладнанні. Спосіб конкретної реалізації об’єкту, проілюстровано на прикладі ванадування сплавів заліза у рідині, при цьому вибір середовища, або матеріалу карбідізації суттєво не впливає на можливість досягнення вищезгаданих технічних результатів. Виріб із сталі розміщують на підвісці або в корзині з проволоки ніхрому і занурюють у заздалегідь підготовлене розміщене в реакційній камері активне середовище, що складається з порошку бури і як карбідоутворюючий елемент - порошку Fe\/ і попередньо підігріте до температури насичення 1373 0К. Нагрівання виробів, розміщених у реакційній камері, здійснювалось у шахтній електропечі (СШОЛ 1.1.6/12) протягом 10,8 103с. Тривалість видержки виробів при нагріванні залежить від режимів шахтної електропечі і величині покриття, яке необхідно отримати і розраховується відомим чином. Вимірювання і автоматичне регулювання температури в процесі нагріву і ізотермічної видержки здійснювалося терморегулятором. Датчиком температури є платино- платинородієва термопара марки ПП-І, гарячий спай якої втикався безпосередньо у стінку реакційної камери. Протягом нагрівання на виріб накладалось магнітне полу шляхом розміщення коаксіальне реакційній камері індуктивної котушки. Напруженість магнітного поля H при цьому визначалася по наступній залежності: n × 1, 41U × Sin / 2pnt / lR , n - число витків індуктивної котушки; U = 220 в змінного струму; l -довжина індуктивної котушки; n -частота змінного струму, (50 Гц); t-час протікання процесу (с.); R -опір котушки (15 Ом). Як показали експерименти, мікротвердість покриттів, що отримуються, може бути підвищена орієнтовно в 1,3- 1,5 рази. H = 37353 При додатковому введенні в активне середовище часток з магнітними властивостями, наприклад, заліза, швидкість протікання процесу дещо підвищується, внаслідок чого можна регулювати і підвищувати продуктивність процесу як такого.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of carbide coatings on the surface of articles of metals or alloys thereof
Автори англійськоюBarnych Volodymyr Yuriiovych, Kravchuk Volodymyr Ihnatovych, Tkachenko Mykola Volodymyrovych
Назва патенту російськоюСпособ нанесения карбидных покрытий на поверхность изделий из металлов или их сплавов
Автори російськоюБарныч Владимир Юриевич, Кравчук Владимир Игнатович, Ткаченко Николай Владимирович
МПК / Мітки
МПК: C23C 12/00
Мітки: поверхню, металів, нанесення, сплавів, карбідних, виробів, спосіб, покриттів
Код посилання
<a href="https://ua.patents.su/2-37353-sposib-nanesennya-karbidnikh-pokrittiv-na-poverkhnyu-virobiv-z-metaliv-abo-kh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення карбідних покриттів на поверхню виробів з металів або їх сплавів</a>
Пристрій для нанесення покриттів з іодідів металів на внутрішню поверхню труб
Номер патенту: 13656
Опубліковано: 25.04.1997
Автори: Криворучко Вадим Михайлович, Огієнко Дмитро Миколайович, Руденький Сергій Георгійович
МПК: C23C 14/14
Мітки: покриттів, поверхню, труб, нанесення, внутрішню, пристрій, металів, іодідів
Формула / Реферат:
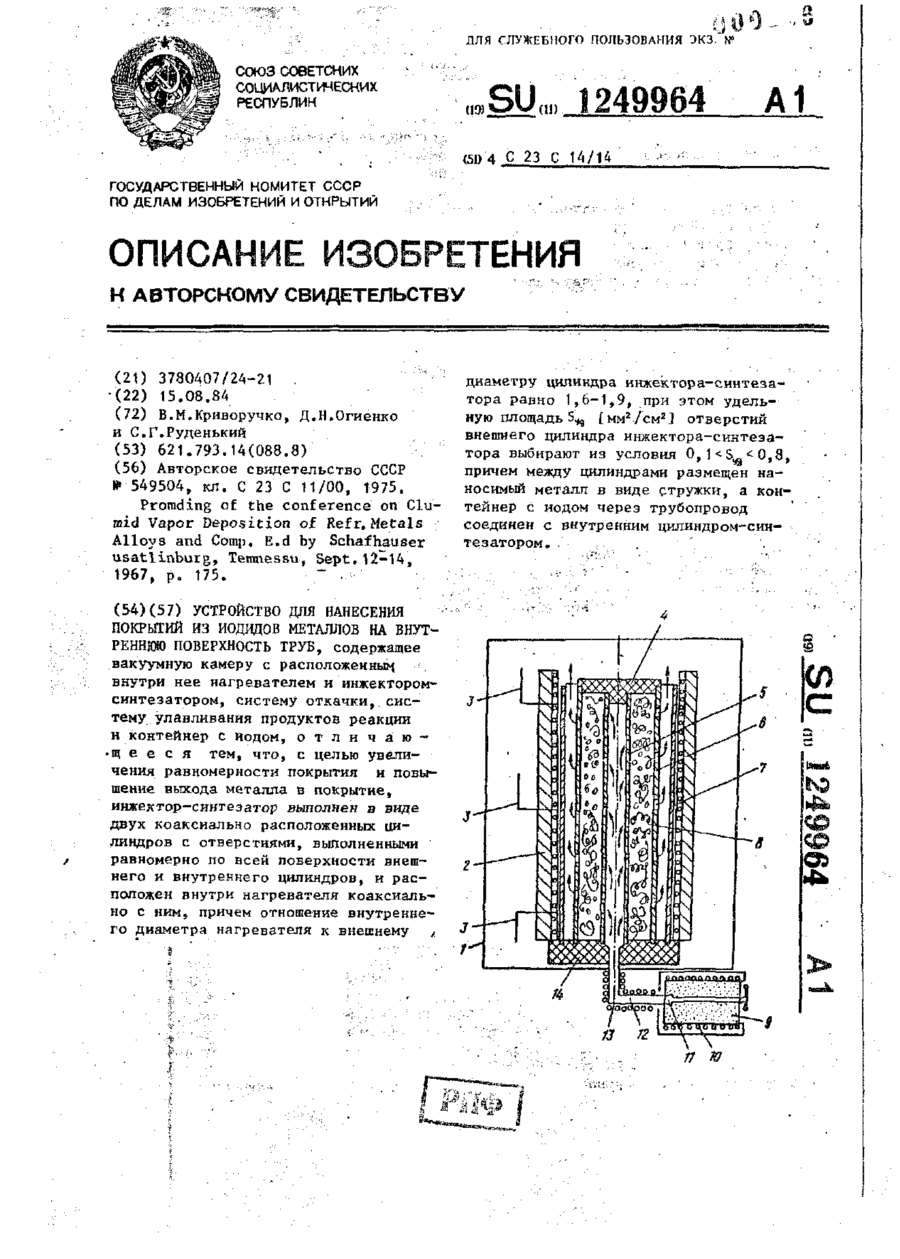
Устройство для нанесения покрытий из иодидов металлов на внутреннюю поверхность труб, содержащее вакуумную камеру с расположенным внутри нее нагревателем и инжектором-синтезатором, систему откачки, систему улавливания продуктов реакции и контейнер с иодом, отличающееся тем, что, с целью увеличения равномерности покрытия и повышение выхода металла в покрытие, инжектор-синтезатор выполнен в виде двух коаксиально расположенных цилиндров с...
Агрегат для нанесення покриття із цинку, алюмінію та їх сплавів на зовнішню поверхню довгомірних циліндричних виробів
Номер патенту: 18953
Опубліковано: 25.12.1997
Автори: Артьомов Володимир Васильович, Пархоменко Віктор Валентинович, Хаустов Георгій Йосипович, Сергєєв Віктор Володимирович, Дем'янова Людміла Іванівна, Проскуркін Євгеній Васильович, Ткач Валер'ян Іванович, Щербак Олександр Семенович, Коровайний Сергій Федорович, Руліков Віктор Володимирович
МПК: C23C 2/04, C23C 2/06, C23C 2/36
Мітки: циліндричних, зовнішню, довгомірних, нанесення, виробів, агрегат, поверхню, алюмінію, сплавів, цинку, покриття
Формула / Реферат:
Агрегат для нанесення покрытий из цинка, алюминия и их сплавов на наружную поверхность длинномерных цилиндрических изделий, включающий последовательно установленные механизм размотки бунта, камеры нагрева и охлаждения в восстановительной защитной среде, установку для нанесения покрытия, устройство водяного охлаждения, а также механизм намотки длинномерных цилиндрических изделий в бунт, отличающийся тем, что агрегат дополнительно снабжен...
Склад для силіціювання виробів з металів та сплавів
Номер патенту: 21314
Опубліковано: 15.02.2001
Автор: Юхімчук Станіслав Олексійович
МПК: C23C 10/46
Мітки: склад, металів, силіціювання, виробів, сплавів
Формула / Реферат:
Склад для силіціювання виробів з металів та сплавів, який містить кремній, хлористий амоній і наповнювач, який відрізняється тим, що склад додатково містить натрій фтористий, а як наповнювач - аморфний двоокис кремнію при такому співвідношенні компонентів, мас.%: Кремній 50,0 - 60,0 Хлористий амоній 4,0 - 5,0 Фтористий натрій 15,0 - 20,0 ...
Спосіб одержання литих виробів необмеженої довжини з металів та сплавів
Номер патенту: 20250
Опубліковано: 15.07.1997
Автори: Опанасенко Олександр Миколайович, Опанасенко Віктор Миколайович
МПК: B22D 11/00, C22B 9/18
Мітки: спосіб, сплавів, виробів, одержання, довжини, необмеженої, металів, литих
Формула / Реферат:
Спосіб одержання литих виробів необмеженої довжини з металів та сплавів, що включає приготування і рафінування розплаву, формоутворення, кристалізацію і витягування готового виробу, який відрізняється тим, що приготування і рафінування розплаву здійснюють в тиглі установки для електрошлакової тигельної плавки, до якого приєднують кристалізатор машини безперервного лиття, що сполучається з розплавом.
Спосіб нанесення цинкоалюмінієвих покриттів на зовнішню поверхню труб
Номер патенту: 9795
Опубліковано: 30.09.1996
Автори: Пархоменко Віктор Валентинович, Таранець Микола Федорович, Мітніков Ілля Юхимович, Норвилло Надія Юріївна, Сергєєв Віктор Володимирович, Тичінін Анатолій Івановіч, Кокоріна Олена Клавдіївна, Проскуркін Євгеній Васильович, Ткач Валер'ян Іванович
Мітки: зовнішню, спосіб, поверхню, покриттів, цинкоалюмінієвих, труб, нанесення
Формула / Реферат:
(57) Способ нанесения цинкалюминиевых покрытий на наружную поверхность труб, включающий подготовку поверхности, нагрев, контактирование с расплавом металлопокрытия в среде защитного газа и охлаждение, отличающийся тем, что расплав подают сплошными струями на наружную поверхность вращающейся трубы, при этом отношение температуры трубы к числу ее оборотов составляет 0,7 - 2,3.
Попередній патент: Двопотічний відцентровий насос
Наступний патент: Спосіб водень-катіонування води
Випадковий патент: Спосіб хірургічної корекції аномалій рефракції