Пристрій для електродугового металізування
Формула / Реферат
1. Пристрій керування положенням виймальної машини, який містить з'єднані між собою гідродомкрат пересування, зв'язаний із секцією кріплення, штовхач, що за допомогою горизонтальної осі шарнірно з'єднаний з поставом виймальної машини, і гідродомкрат керування, циліндр і шток якого постачені сферичними головками, шарнірно встановленими в гніздах, відповідно, кронштейна поставу виймальної машини і штовхача, який відрізняється тим, що, принаймні, в одному з гнізд виконано циліндричне розточення, у якому між сферичною головкою і торцем циліндра встановлена втулка, зафіксована від зсуву вздовж осі розточення та постачена, принаймні, одним обмежником, розміщеним з можливістю контакту з поверхнею сферичної головки гідродомкрата при його складанні, внутрішня поверхня втулки розташована з зазором навколо шийки головки, а відстань між ближніми торцями циліндра і втулки більше довжини посадочної поверхні втулки в гнізді.
2. Пристрій за п. 1, який відрізняється тим, що у втулці, з боку, що є сусіднім із сферичною головкою, виконане розточення, обмежене буртом, внутрішній діаметр якого більше діаметра сферичної головки, у розточенні втулки встановлені, принаймні, два обмежники, виконані у вигляді сухарів, внутрішній діаметр яких менше діаметра сферичної головки, а зовнішній діаметр відповідає діаметру розточення втулки, причому обмежники встановлені з можливістю вийняття їх з розточення втулки після відведення її від сферичної головки.
3. Пристрій за п. 1 або 2, який відрізняється тим, що на зовнішній поверхні втулки зроблена канавка, а в гнізді виконані два наскрізних отвори, перпендикулярні осі циліндричного розточення гнізда, у яких розміщені два валики з можливістю контакту зі стінками канавки втулки.
Текст
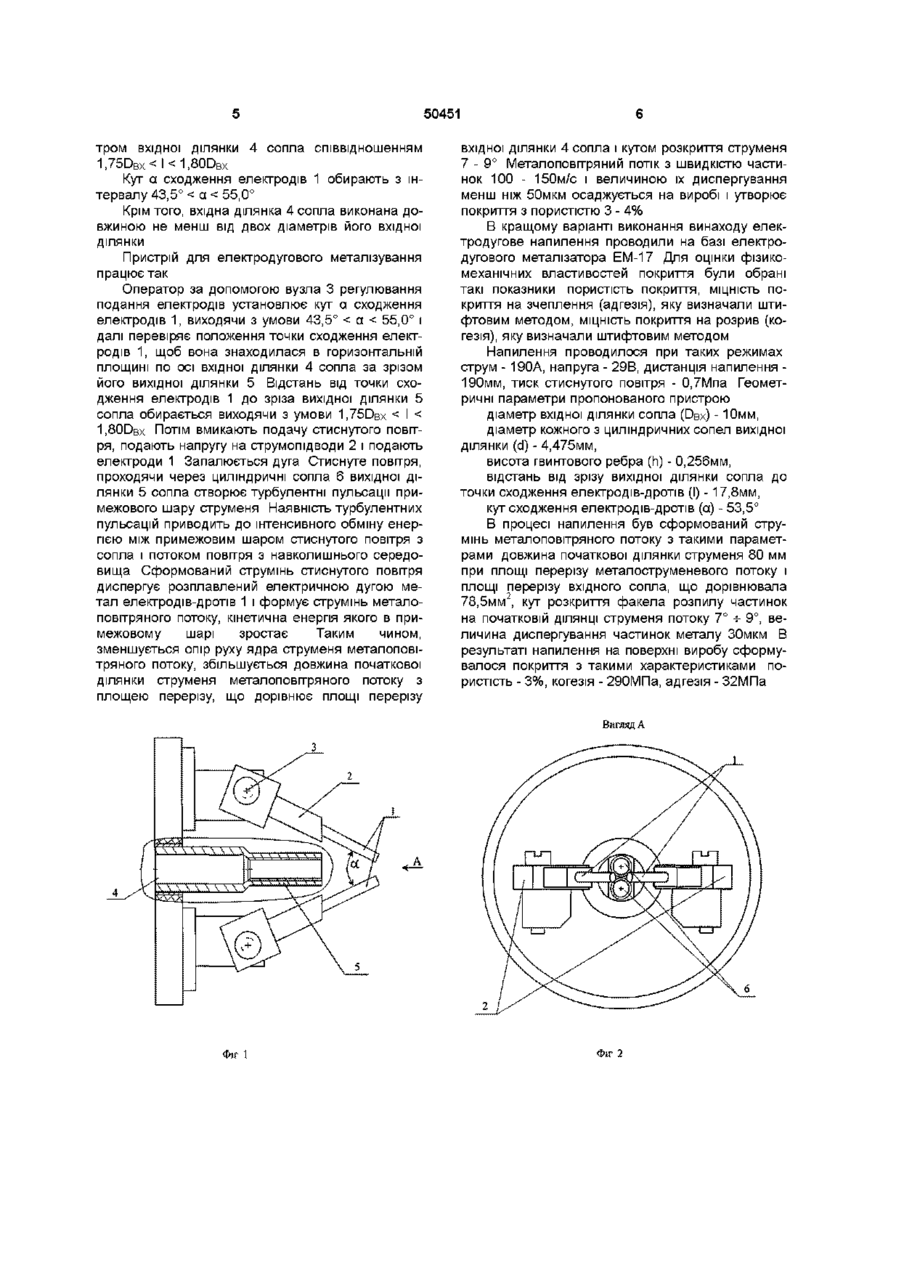
1 Пристрій для електродугового металізування, який містить сопло, що має вхідну циліндричну ділянку і вихідну ділянку, яка складається з двох циліндричних сопел рівного діаметра, осі яких паралельні осі сопла, два електроди у вигляді дротів, які направлені під кутом до точки їх сходження, розташованої на осі сопла за зрізом його вихідної ділянки, і струмопідводи, який відрізняється тим, що на внутрішній поверхні кожного з циліндричних сопел виконані гвинтові ребра, висота яких визначена з співвідношення h де h - висота гвинтового ребра, - Діаметр вхідної ділянки сопла, Винахід належить до газотермічного напилення, зокрема до устаткування електродугової металізації і може бути використаним для нанесення відновлювальних і захисних покриттів у машинобудуванні, ХІМІЧНІЙ промисловості та енергетиці Відомий електродуговий розпилювач, який містить блок з каналами для подавання електродівдротів, струмознімні напрямні елементи, розділене сопло, виконане в вигляді циліндричної трубки з осьовим розсікачем усередині, який утворює створи у вигляді сегментів, хорди яких паралельні між собою і розташовані одна від другої на відстані, що дорівнює подвійному діаметру дротів [див а с СРСР 1565537, кл В05В7/22, 1988 р ] Розплавлений метал, що частково захоплюється краями повітряних струменів, які витікають із створів сопла, а значною мірою завдяки інжекції атмосферного повітря, додатково подрібнюється в зоні формування основного струменя і переноситься на виріб Проте інжекція атмосферного повітря в зону діаметр кожного з циліндричних сопел, визначений з співвідношення 0,447DBX ^ d ^ 0,500DBX. де d - діаметр кожного з циліндричних сопел, Dgx - Діаметр вхідної ділянки сопла, осі циліндричних сопел розташовані одна відносно одної на відстані 1/2 діаметра вхідної ділянки сопла, причому точка сходження електродів розташована на відстані, що визначена з співвідношення 1,75DBX < 1 < 1,80DBX. де 1 - відстань від зрізу вихідної ділянки сопла до точки сходження електродів, Dgx • Діаметр вхідної ділянки сопла, а кут а сходження електродів обраний з інтервалу 43,5° < а < 55,0° 2 Пристрій для електродугового металізування за п 1, який відрізняється тим, що вхідна ділянка сопла виконана довжиною, не меншою від двох діаметрів його вхідної ділянки плавлення не забезпечує високої швидкості напилюваних металоповітряних частинок через втрати початкової швидкості їх основного потоку Внаслідок цього кут розпилу розплавлених частинок та їх розміри збільшуються, пористість покриття також збільшується, а, отже, погіршуються його фізикомеханічні властивості Найбільш близьким за технічною суттю і результатом, що досягається, до пропонованого технічного рішення є пристрій для електродугового металізування, який містить сопло, що має вхідну циліндричну ділянку і вихідну ділянку і два електроди у вигляді дротів, які направляються токопідводами під кутом до точки їх сходження, розташованої на осі сопла за зрізом його вихідної ділянки Вихідна ділянка сопла має два циліндричні сопла однакового діаметра для подання транспортувального газу, осі яких паралельні осі сопла, і додаткове центральне сопло, вісь якого збігається з ЛІНІЄЮ перетину вертикальної площини, що ю ^о ю 50451 проходить через центр електричної дуги і площини, яка проходить через осі електродів, а переріз центрального сопла в 4 - 60 разів менше за сумарний переріз симетричних сопел [див пат Російської Федерації № 2119389, кл В05В7/22, 1997 р ] Конструкція відомого пристрою дозволяє примусово подрібнювати розплавлений метал центральним струменем і виносити його струменем з зони горіння дуги в симетричні газові струмені Зазначені вище позитивні якості конструкції дозволяють збільшити початкову швидкість зформованого металоповітряного струменя, зменшити його кут розкриття, зменшити розмір розпилюваних частинок Недолік даного пристрою полягає у виникненні коливань КІНЦІВ електродів-дротів під час роботи (відхилення від початкового положення на відстань до 1/3 діаметра дроту) Торці електродів утворюють у повітряному потоці додаткового центрального сопла збурення, що веде до втрати напрямленості транспортування розплавлених частинок и розширення металоповітряного потоку в площині, що проходить через осі електродів, тобто в горизонтальній площині Таким чином, конструкція сопла за патентом № 2119389 зберігає малий кут розкриття металоповітряного струменя в вертикальній площині, але не усуває пульсуючого дорозширення струменя в горизонтальній площині Внаслідок цього зменшується швидкість металоповітряного струменя, зменшується довжина його початкової ділянки з площиною перерізу, що дорівнює площі перерізу вхідного сопла, збільшується розмір розпилюваних частинок, а, отже, зростає пористість покриття і погіршуються його фізико-механічні властивості В основу винаходу поставлено задачу удосконалення пристрою для електродугового металізування шляхом установлення визначених співвідношень між геометричними параметрами пристрою, що дозволяє збільшити довжину початкової ділянки струменя металоповітряного потоку з площею перерізу, що дорівнює площі перерізу вхідної ділянки сопла, чим забезпечується покращання фізико-механічних властивостей покриття Для вирішення поставленої задачі у відомому пристрої для електродугового металізування, який містить сопло, що має вхідну циліндричну ділянку і вихідну ділянку, яка складається з двох циліндричних сопел однакового діаметра, у яких осі паралельні осі сопла, два електроди у вигляді дротів, направлених під кутом до точки їх сходження, розташованої на осі сопла за зрізом його вихідної ділянки, і струмопідводи, згідно з винаходом, на внутрішній поверхні циліндричних сопел виконані гвинтові ребра, у яких висота визначена з співвідношення h s 0,0264DBX, де h - висота гвинтового ребра, DBX - діаметр вхідної ділянки сопла, діаметр циліндричних сопел визначений з співвідношення 0,447DBX s d s 0,500DBX, де d - діаметр циліндрич них сопел, DBX - діаметр вхідної ділянки сопла, осі циліндричних сопел розташовані одне відносно другого на відстані 1/2 діаметра вхідної ділянки сопла, причому точка сходження електродів розташована на відстані, визначеній з співвідношення 1 ,75DBX ^ 1 ^ 1 ,80DBX, де І - відстань від зрізу вихід ної ділянки сопла до точки сходження електродів, DBX - діаметр вхідної ділянки сопла, а кут а сходження електродів обраний з інтервалу 43,5° < а 0,0264DBX, 0,447D BX > d > 0,500DBX, 1 , 7 5 D B X > I > 1,80DBX, 43,5° > a" > 55,0°, то це може призвести до збільшення опору струменя металоповітряного потоку повітрю з навколишнього середовища ВІДПОВІДНО зменшиться швидкість розпилюваних частинок, збільшиться кут розкриття струменя потоку і зменшиться довжина початкової ділянки струменя металоповітряного потоку з площею перерізу, що дорівнює площі перерізу вхідної ділянки сопла При цьому збільшується розмір розпилюваних частинок, а, отже, і пористість покриття, тобто погіршуються фізико-механічні властивості покриття На фіг 1 креслення схематично зображений пропонований пристрій, вигляд зверху, на фіг 2 те саме, вигляд А на фіг 1 Пристрій для електродугового металізування містить два електроди 1 в вигляді дротів, що направляються струмопідводами 2 до точки їх сходження за допомогою вузла 3 регулювання подання електродів 1, установленого на струмопідводах 2 В центрі пристрою вздовж його осі установлене сопло, що має ВІДПОВІДНО вхідну і вихідну ділянки 4 і 5 Вихідна ділянка 5 сопла складається з двох циліндричних сопел 6 однакового діаметра Осі циліндричних сопел 6 паралельні осі вхідної ділянки 4 сопла і розташовані одне відносно другого на відстані 1/2 діаметра вхідної ділянки 4 сопла На внутрішній поверхні кожного з циліндричних сопел 6 виконані гвинтові ребра 7, у яких висота визначена з співвідношення h s 0,0264DBX, діаметр кожного з циліндричних сопел 6 визначений з співвідношення 0,447DBx < d < 0,500DBX, де DBx діаметр вхідної ділянки 4 сопла Точка сходження електродів 1 розташована в горизонтальній площині по осі вхідної ділянки 4 сопла за зрізом його вихідної ділянки 5 на відстані, що зв'язана з діаме 50451 тром 1 , 7 5 вхідної D B X < І < ділянки 1 , 8 0 D B 4 сопла співвідношенням X Кут а сходження електродів 1 обирають з інтервалу 43,5° < а < 55,0° Крім того, вхідна ділянка 4 сопла виконана довжиною не менш від двох діаметрів його вхідної ділянки Пристрій для електродугового металізування працює так Оператор за допомогою вузла 3 регулювання подання електродів установлює кут а сходження електродів 1, виходячи з умови 43,5° < а < 55,0° і далі перевіряє положення точки сходження електродів 1, щоб вона знаходилася в горизонтальній площині по осі вхідної ділянки 4 сопла за зрізом його вихідної ділянки 5 Відстань від точки сходження електродів 1 до зріза вихідної ділянки 5 сопла обирається виходячи з умови 1,75DBX < І < 1,80DBX ПОТІМ вмикають подачу стиснутого повіт ря, подають напругу на струмопідводи 2 і подають електроди 1 Запалюється дуга Стиснуте повітря, проходячи через циліндричні сопла 6 вихідної ділянки 5 сопла створює турбулентні пульсації примежового шару струменя Наявність турбулентних пульсацій приводить до інтенсивного обміну енергією між примежовим шаром стиснутого повітря з сопла і потоком повітря з навколишнього середовища Сформований струмінь стиснутого повітря диспергує розплавлений електричною дугою метал електродів-дротів 1 і формує струмінь металоповітряного потоку, кінетична енергія якого в примежовому шарі зростає Таким чином, зменшується опір руху ядра струменя металоповітряного потоку, збільшується довжина початкової ділянки струменя металоповітряного потоку з площею перерізу, що дорівнює площі перерізу вхідної ділянки 4 сопла і кутом розкриття струменя 7 - 9° Металоповітряний потік з швидкістю частинок 100 - 150м/с і величиною їх диспергування менш ніж 50мкм осаджується на виробі і утворює покриття з пористістю 3 - 4% В кращому варіанті виконання винаходу електродугове напилення проводили на базі електродугового металізатора ЕМ-17 Для оцінки фізикомеханічних властивостей покриття були обрані такі показники пористість покриття, МІЦНІСТЬ покриття на зчеплення (адгезія), яку визначали штифтовим методом, МІЦНІСТЬ покриття на розрив (когезія), яку визначали штифтовим методом Напилення проводилося при таких режимах струм - 190А, напруга - 29В, дистанція напилення 190мм, тиск стиснутого повітря - 0,7Мпа Геометричні параметри пропонованого пристрою діаметр вхідної ділянки сопла (DBX) - 10мм, діаметр кожного з циліндричних сопел вихідної ділянки (d) - 4,475мм, висота гвинтового ребра (h) - 0,256мм, відстань від зрізу вихідної ділянки сопла до точки сходження електродів-дротів (І) - 17,8мм, кут сходження електродів-дротів (а) - 53,5° В процесі напилення був сформований струмінь металоповітряного потоку з такими параметрами довжина початкової ділянки струменя 80 мм при площі перерізу металоструменевого потоку і площі перерізу вхідного сопла, що дорівнювала 78,5мм2, кут розкриття факела розпилу частинок на початковій ДІЛЯНЦІ струменя потоку 7° - 9°, веь личина диспергування частинок металу ЗОмкм В результаті напилення на поверхні виробу сформувалося покриття з такими характеристиками пористість - 3%, когезія - 290МПа, адгезія - 32МПа Вигляд А Фіг 1 Фіг 2 50451 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюArc metal spraying device
Назва патенту російськоюУстройство для электродуговой металлизации
МПК / Мітки
МПК: B05B 7/16
Мітки: електродугового, пристрій, металізування
Код посилання
<a href="https://ua.patents.su/4-50451-pristrijj-dlya-elektrodugovogo-metalizuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електродугового металізування</a>
Спосіб стабілізації електродугового розряду в плазмотроні
Номер патенту: 28694
Опубліковано: 16.10.2000
Автори: Підгорна Наталія Олександрівна, Сергієнко Сергій Миколайович, Корсунов Костянтин Анатолійович, Дзюба В'ячеслав Леонідович
МПК: H05B 7/22
Мітки: розряду, спосіб, електродугового, плазмотроні, стабілізації
Формула / Реферат:
Спосіб стабілізації електродугового розряду в плазмотроні, який включає вплив на розряд вихровим потоком газу, який відрізняється тим, що вплив вихровим потоком газу на розряд здійснюють шляхом регулювання ступеня крутіння потоку газу, причому ступінь крутіння потоку газу визначають якК де M - момент імпульсу потоку газу відносно осі плазмотрона;Rc -...
Спосіб і пристрій для електроживлення електродугового плавильного агрегату
Номер патенту: 59489
Опубліковано: 15.09.2003
Автори: Еспенділлер Бернхард, Шмале Клаус, Брекер Дірк, Грунд Гуідо
МПК: H02M 7/162, H05B 7/144, H02J 3/18, H05B 7/11
Мітки: електродугового, плавильного, електроживлення, пристрій, агрегату, спосіб
Формула / Реферат:
1. Спосіб електроживлення електродугового плавильного агрегату для плавки і нагрівання металу, зокрема сталі, що експлуатується щонайменше з двома електродами, який відрізняється тим, що:а) електричний струм, який відбирають джерелом трифазного струму з мережі, розподіляють щонайменше по двох паралельних модулях електроживлення,б) подають струм у кожному модулі електроживлення через некерований міст трифазного струму у вигляді...
Стержень електрода для електродугового зварювання
Номер патенту: 52515
Опубліковано: 16.12.2002
Автор: Колотий Валентин Петрович
МПК: B23K 35/02
Мітки: зварювання, стержень, електрода, електродугового
Формула / Реферат:
Стрижень електрода для електродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані відповідні елементи механічного замка, що забезпечують послідовне з'єднання стрижнів між собою.
Пристрій для збільшення переносу тепла до холодоагенту на внутрішній стороні стінки сопел ракетних двигунів з розширювальним циклом
Номер патенту: 70364
Опубліковано: 15.10.2004
Автори: Лундгрен Ян, Боман Арне, Олофссон Матс
МПК: F02K 9/97
Мітки: двигунів, збільшення, переносу, холодоагенту, стороні, стінки, циклом, внутрішній, пристрій, розширювальним, ракетних, сопел, тепла
Формула / Реферат:
1. Пристрій для збільшення переносу тепла до холодоагенту на внутрішній стороні стінки сопел ракетних двигунів з розширювальним циклом, в якій виконані канали для холодоагенту, який відрізняється тим, що внутрішня сторона стінки сопла, яка звернена до полум'я, має поверхневу шорсткість такої величини, що вона виступає у в'язкий підшар примежового шару на стінці сопла.2. Пристрій за п. 1, який відрізняється тим, що шорсткість...
Катод для розпилення або електродугового випаровування (варіанти) і пристрій для покривання або іонної імплантації підкладок
Номер патенту: 44850
Опубліковано: 15.03.2002
Автор: Велті Ричард П.
МПК: C23C 14/35
Мітки: іонної, розпилення, катод, випаровування, підкладок, електродугового, варіанти, пристрій, імплантації, покривання
Формула / Реферат:
1.Катод для розпилення або електродугового випаровування, що має форму стрижня прямокутного поперечного перерізу, який відрізняється тим, що довжина стрижня більша будь-якого розміру прямокутного поперечного перерізу, зовнішня поверхня катода має чотири сторони і два торця, чотири сторони містять першу пару паралельних сторін і другу пару паралельних сторін, а також поверхню, що випаровується, що містить щонайменше один матеріал, що підлягає...
Попередній патент: Композиція для одержання діоксиду хлору та спосіб його одержання (варіанти)
Наступний патент: Ніж для подрібнення цукрових буряків зі скошеною різальною кромкою
Випадковий патент: Спосіб лікування псоріазу