Спосіб ремонту футерівки конвертера
Номер патенту: 50942
Опубліковано: 25.06.2010
Автори: Чубін Костянтин Іванович, Дігтяр Олена Юріївна, Чубіна Олена Анатоліївна, Сігарьов Євген Миколайович, Чернятевич Анатолій Григорович
Формула / Реферат
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни азотними струменями і подачі порошкоподібної торкрет-маси в повітряних струменях при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, який відрізняється тим, що роздування шлакової ванни здійснюють повітряними струменями, які несуть порошкоподібну торкрет-масу у вигляді сирого доломіту, в кільцевій оболонці азоту.
2. Спосіб за п. 1, який відрізняється тим, що порошкоподібну торкрет-масу у вигляді сирого доломіту подають в інтервалі 10-90 % часу роздування шлаку з інтенсивністю через одне сопло 0,5-1,2 кг/хв. на тонну рідкої сталі, при витраті повітря і азоту через одне сопло відповідно 0,21-0,27 м3/хв. та 1,3-1,4 м3/хв. на тонну рідкої сталі.
Текст
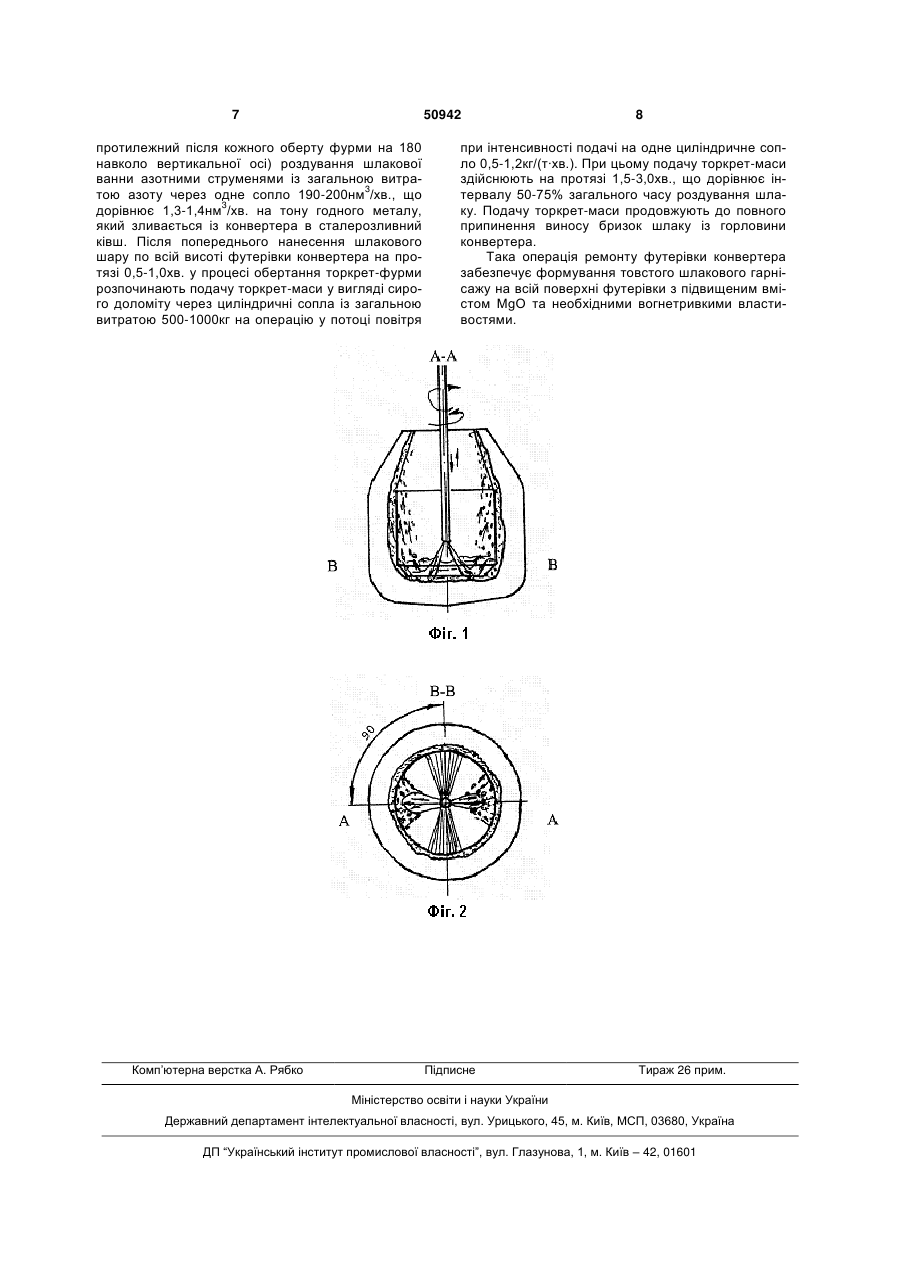
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкретфурми з соплами шляхом роздування шлакової ванни азотними струменями і подачі порошкоподі 3 нього засвоєння шлаковою ванною, роздування останньої нейтральними газовими струменями, що призводить до прискорення переводу шлаку у малорухомий стан, знижує якість, стійкість шлакового гарнісажу та продуктивність агрегату. Відомий також спосіб нанесення шлакового гарнісажу на вогнетривку футерівку конвертера (А.с. №1592343, МКИ С21С5/44, 1990), що включає залишення шлаку попередньої плавки, введення добавок на основі вапна та доломіту, що загущують шлак, подачу газу для розбризкування шлаку по футерівці і його охолодження. Недоліком даного способу є низька вогнетривкість шлакового гарнісажу через високу окисленість залишеного шлаку попередньої плавки. Крім того, шлаковий гарнісаж має гетерогенну структуру, вміщує вкраплення вогнетривів, які легко вимиваються в процесі плавки, що зменшує стійкість гарнисажного покриття. Відомий також спосіб (Патент України №31950, С21С5/44, 2000) відновлення футерівки конвертера, згідно з яким на частину шлаку від попередньої плавки додають вуглецьвмісний і кальцій- і/або магнієвмісний матеріали з витратою 212кг/т сталі, продувають його нейтральним або малоокислювальним газом, при цьому частинки порошків вуглецю і/або вогнетривкого матеріалу мають розмір 0,05-0,2мм з витратою 2-12кг/т сталі. До недоліків вказаного способу слід віднести: зупинення робочого ходу конвертора з виплавки сталі, необхідність додаткових операцій введення шихтової маси, що містить, необхідну або збиткову кількість брухту футерівки конвертора, або спеціально підготовлених складових вогнетривів (С, MgO, СаСО3, CaO, CaMg[CO3]2), дотримання спеціальних режимів продування конвертора киснем або інертним газом, або спеціальною їхньою сумішшю з обов'язковим спеціальним режимом витримки і/або з механічним нахилом чи обертанням в горизонтальній площині самого конвертора з розплавом відповідної шихти. Тобто даний спосіб зумовлює суттєве підвищення собівартості виплавленої при його застосуванні сталі і зниження темпів випуску основної продукції. Також відомий, вибраний як найближчий аналог, спосіб ремонту футерівки конвертера (Патент України №25657, С21С5/44, 2007), який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі. Вадами даного способу є складність отримання рівномірного за товщиною шлакового гарнісажу по всій висоті конвертера; підвищені витрати торкрет-маси внаслідок інтенсивного виносу останньої в потоці газів, що відходять із порожнини конвертера. Це зменшує ефективність гарячого ремонту і стійкість футерівки конвертера, продуктивність конвертера та підвищує собівартість продукції. 50942 4 В основу корисної моделі поставлено задачу удосконалення способу ремонту футерівки конвертера шляхом зміни напрямку вдування газопорошкових струменів у робочий простір конвертера та складових порошкоподібної торкрет-маси, що дозволить забезпечити: більш ефективне нанесення вогнетривкого шлакового гарнісажу із підвищеним вмістом оксиду магнію, зменшити питомі витрати торкрет-маси і підвищити термін експлуатації конвертерних агрегатів по стійкості футерівки. Поставлена задача вирішується тим, що за способом ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкретфурми з соплами шляхом роздування шлакової ванни азотними струменями і подачі порошкоподібної торкрет-маси в повітряних струменях при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, згідно корисної моделі, роздування шлакової ванни здійснюють повітряними струменями, які несуть порошкоподібну торкрет-масу у вигляді сирого доломіту, в кільцевій оболонці азоту. Крім того, порошкоподібну торкрет-масу у вигляді сирого доломіту подають в інтервалі 10-90% часу роздування шлаку з інтенсивністю через одне сопло 0,51,2кг/хв. на тону рідкої сталі, при витраті повітря і азоту через одне сопло відповідно 0,21-0,27м3/хв. та 1,3-1,4м3/хв. на тону рідкої сталі. За рахунок безпосередньої дії на шлакову ванну групи рухомих повітряних струменів, що несуть порошкоподібну торкрет-масу у вигляді сирого доломіту, які витікають із сопел Лаваля торцевого наконечника торкрет-фурми під кутом до поверхні шлакової ванни в одній вертикальній площині в дві сторони відносно вертикальної осі торкрет-фурми, яка розміщена по центру конвертера, утворюються реакційні зони взаємодії струменів та торкрет-маси із рідкою шлаковою ванною із подальшим формуванням на поверхні футерівки шлакового шару шляхом направленого набризкування об'ємів шлаку. Внаслідок безпосередньої взаємодії повітряно-порошкових струменів із шлаковою ванною забезпечується засвоєння переважної кількості вдуваємої торкрет-маси із формуванням шлаку із необхідними фізико-хімічними властивостями, який одночасно роздувається на стіни конвертера; досягається отримання рівномірного за товщиною шлакового гарнісажу по висоті конвертера та зменшення витрат торкрет-маси з виносом потоками газів, що відходять з конвертера. Подача торкрет-маси з інтенсивністю на одне сопло менше 0,5кг/хв. на тону рідкої сталі призводить до зростання терміну вдування торкрет-маси для забезпечення необхідних фізико-хімічних властивостей шлаку та переведення шлакової ванни у в'язкий малорухомий стан. Подача торкрет-маси з інтенсивністю на одне сопло більше 1,2кг/хв. на тону рідкої сталі призводить до зниження ступеню її засвоєння шлаком, збільшення витрат торкретмаси та зниження міцністних характеристик нанесеного на футерівку гарнісажу. 5 При роздуванні шлакової ванни з інтенсивністю подачі повітря на одне сопло менше 0,21м3/хв. або більше 0,27м3/хв. на тону рідкої сталі зменшується ефективність засвоєння торкрет-маси шлакової ванною, погіршення характеристик нанесеного на футерівку шлакового шару, зниження стійкості футерівки. Подача азотних струменів із інтенсивністю менше 1,3м3/хв. на тону рідкої сталі через одне сопло ускладнює забризкування крапель шлаку на верхню частину циліндрової частини та горловину конвертера, призводить до нанесення нерівномірного шлакового гарнісажу на поверхні футерівки конвертера та зниження ефективності операції гарячого ремонту футерівки. Подача азотних струменів із інтенсивністю більше ніж 1,4м3/хв. на тону рідкої сталі через одне сопло призводить до викидання частки бризок шлаку з горловини конвертера, інтенсифікації зашлакування екранної поверхні котла-утилізатора, зниження ефективності операції. Здійснення подачі торкрет-маси в інтервалі менш ніж 10% часу роздування шлаку призводить до зниження ефективності формування шлакового гарнісажу достатньої для захисту вогнетривів товщини. Подача торкрет маси в інтервалі понад 90% часу роздування шлаку призводить до непродуктивного збільшення витрат торкрет-маси із-за зниження ступеню засвоєння останньою шлаковою ванною. Невиконання кожної з цих вимог негативно позначається на операції гарячого ремонту футерівки конвертера, стійкості футерівки та продуктивності агрегату. Суть корисної моделі пояснюється кресленням, де зображена схема реалізації заявленого способу ремонту футерівки конвертера (Фіг.1, 2). Заявлений спосіб ремонту футерівки конвертера реалізують наступним чином. Ремонт футерівки конвертера здійснюють після випуску металу із залишенням кінцевого шлаку. Конвертер із кінцевим шлаком встановлюють у вертикальне положення, до порожнини конвертера через фурмене вікно вводять обертову торкретфурму, яка має головку з соплами Лаваля для роздування шлаку повітряними струменями, що несуть порошкоподібну торкрет-масу у вигляді сирого доломіту, в кільцевій оболонці азоту, під кутом до поверхні шлакової ванни. Торкрет-фурма встановлюється точно по вертикальній осі конвертера на рівній відстані від бокових стін і в процесі роботи при перемінній висоті обертається навколо вертикальної осі зі зміною напрямку обертання на протилежний після кожного оберту фурми на 180°. Спочатку торкрет-фурму встановлюють у крайньому нижньому положенні по висоті і розпочинають, при обертанні торкретфурми роздування шлакової ванни (Фіг.1) із нанесенням шару шлаку на футерівку конвертера. За рахунок формування у реакційних зонах взаємодії торкрет-маси із шлаковою ванною (Фіг.2) шлаку із необхідними фізико-хімічними характеристиками забезпечується утворення високостійкого гарнісажного покриття на футерівці конвертера. 50942 6 Під час процесу роздування шлакової ванни обертову торкрет-фурму переміщують по висоті від днища до горловини конвертера і назад. При візуальному зменшенні інтенсивності або припиненні виносу бризок шлаку над горловиною конвертера роздування шлакової ванни припиняють. Нижче наведені варіанти реалізації запропонованого способу ремонту футерівки. Приклад 1 Операцію роздування шлакової ванни з нанесенням шлакового гарнісажу на футерівку 160-т конвертера розпочинають після випуску метала із залишенням в порожнині агрегату рідкого шлаку. Якщо в конвертері залишається густий шлак, який не придатний до роздування, то його переводять в рідкорухомий стан шляхом короткочасного (3060сек.) продування кисневими струменями через звичайну продувальну фурму. Потім пересувну привідну платформу з обертовою торкрет-фурмою встановлюють в положення суміщення осі торкретфурми з вертикальною віссю конвертера. Через фурмене вікно вводять торкрет-фурму і опускають її в кесон до рівня горловини конвертера, із одночасним забезпеченням подачі повітря через циліндричні сопла із загальною витратою 60-80нм3/хв., що дорівнює витраті окислювального газу на одне сопло 0,21-0,27нм3/хв. на тону придатного металу, який зливається із конвертера в сталерозливний ківш. В подальшому торкрет-фурму встановлюють у крайньому нижньому положенні по висоті і розпочинають при обертанні торкрет-фурми (зі зміною напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі) роздування шлакової ванни струменями нейтрального газу із інтенсивністю подачі нейтрального газу через одне сопло 190-200нм3/хв., що дорівнює 1,3-1,4нм3/хв. на тону годного металу, який зливається із конвертера в сталерозливний ківш. При цьому роздування шлакової ванни здійснюють на протязі 3,0-4,0хв. до повного припинення виносу бризок шлаку із горловини конвертера. Приклад 2 Операцію роздування шлакової ванни і нанесення шлакового гарнісажу та торкрет-маси на футерівку 160-т конвертера розпочинають після випуску метала із залишенням в порожнині агрегату рідкого шлаку. Якщо в конвертері залишається густий шлак, який не придатний до роздування, то його переводять в рідкорухомий стан шляхом короткочасного (30-60сек.) роздування кисневими струменями через звичайну продувальну фурму. Потім пересувну привідну платформу з обертовою торкрет-фурмою встановлюють в положення суміщення осі торкрет-фурми з вертикальною віссю конвертера. Через фурмене вікно вводять торкрет-фурму і опускають її в кесон до рівня горловини конвертера, одночасно забезпечив подачу повітря через циліндричні сопла із загальною витратою 60-80нм3/хв., що дорівнює витраті окислювального газу на одне сопло 0,21-0,27нм3/хв. на тону годного металу, який зливається із конвертера в сталерозливний ківш. В подальшому торкретфурму встановлюють у крайньому нижньому положенні по висоті і розпочинають при обертанні торкрет-фурми (зі зміною напрямку обертання на 7 50942 протилежний після кожного оберту фурми на 180 навколо вертикальної осі) роздування шлакової ванни азотними струменями із загальною витратою азоту через одне сопло 190-200нм3/хв., що 3 дорівнює 1,3-1,4нм /хв. на тону годного металу, який зливається із конвертера в сталерозливний ківш. Після попереднього нанесення шлакового шару по всій висоті футерівки конвертера на протязі 0,5-1,0хв. у процесі обертання торкрет-фурми розпочинають подачу торкрет-маси у вигляді сирого доломіту через циліндричні сопла із загальною витратою 500-1000кг на операцію у потоці повітря Комп’ютерна верстка А. Рябко 8 при інтенсивності подачі на одне циліндричне сопло 0,5-1,2кг/(т·хв.). При цьому подачу торкрет-маси здійснюють на протязі 1,5-3,0хв., що дорівнює інтервалу 50-75% загального часу роздування шлаку. Подачу торкрет-маси продовжують до повного припинення виносу бризок шлаку із горловини конвертера. Така операція ремонту футерівки конвертера забезпечує формування товстого шлакового гарнісажу на всій поверхні футерівки з підвищеним вмістом MgO та необхідними вогнетривкими властивостями. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repairing converter lining
Автори англійськоюCherniatevych Anatolii Hryhorovych, Sihariov Yevhen Mykolaiovych, Chubin Kostiantyn Ivanovych, Chubina Olena Anatoliivna, Dihtyar Olena Yuriivna
Назва патенту російськоюСпособ ремонта футеровки конвертера
Автори російськоюЧернятевич Анатолий Григорьевич, Сигарев Евгений Николаевич, Чубин Константин Иванович, Чубина Елена Анатольевна, Дегтяр Елена Юрьевна
МПК / Мітки
МПК: C21C 5/44
Мітки: спосіб, конвертера, ремонту, футерівки
Код посилання
<a href="https://ua.patents.su/4-50942-sposib-remontu-futerivki-konvertera.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту футерівки конвертера</a>
Спосіб ремонту футерівки конвертера
Номер патенту: 25657
Опубліковано: 10.08.2007
Автори: Чубіна Олена Анатоліївна, Сігарьов Євген Миколайович, Чернятевич Анатолій Григорович, Чубін Константин Іванович
МПК: C21C 5/44
Мітки: спосіб, ремонту, футерівки, конвертера
Формула / Реферат:
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після...
Торкрет-фурма для ремонту футерівки конвертера
Номер патенту: 26280
Опубліковано: 10.09.2007
Автори: Сігарьов Євген Миколайович, Чубіна Олена Анатоліївна, Чубін Константин Іванович, Чернятевич Анатолій Григорович
Мітки: ремонту, торкрет-фурма, футерівки, конвертера
Формула / Реферат:
Торкрет-фурма для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною напрямною, каретку торкрет-фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур торкрет-фурми, який виконано із двох колекторів і двох концентрично розташованих труб, що утворюють тракти підведення нейтрального газу і торкрет-маси в потоці...
Спосіб ремонту футерівки конвертера
Номер патенту: 25475
Опубліковано: 10.08.2007
Автори: Чубіна Олена Анатоліївна, Ващенко Світлана Леонідівна, Сігарьов Євген Миколайович, Чернятевич Анатолій Григорович, Чубін Константин Іванович, Чернятевич Ігор Володимирович
МПК: C21C 5/44
Мітки: конвертера, футерівки, ремонту, спосіб
Формула / Реферат:
Спосіб ремонту футерівки конвертера, що включає роздування кінцевого шлаку попередньої плавки азотними струменями одночасно або перед подачею на бокову поверхню конвертера у кільцевих струменях кисню торкрет-маси, що містить вогнетривкий магнезіальний та горючий вуглецевмісний матеріали, який відрізняється тим, що торкрет-масу подають з питомою витратою 2,0-3,1 кг на 1 м3 кисню за хвилину, при цьому торкрет-маса містить як вогнетривку...
Торкрет-фурма для ремонту футерівки конвертера
Номер патенту: 50940
Опубліковано: 25.06.2010
Автори: Чубін Костянтин Іванович, Чернятевич Анатолій Григорович, Сігарьов Євген Миколайович, Чубіна Олена Анатоліївна
Мітки: футерівки, конвертера, торкрет-фурма, ремонту
Формула / Реферат:
Торкрет-фурма для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною напрямною, каретку торкрет-фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур торкрет-фурми, який виконано із двох колекторів і двох концентрично розташованих внутрішньої та зовнішньої труб, що утворюють тракти підведення азоту і...
Спосіб ремонту футерівки конвертера та торкрет-фурма для його здійснення
Номер патенту: 83445
Опубліковано: 10.07.2008
Автори: Чубін Константин Іванович, Сігарьов Євген Миколайович, Чубіна Олена Анатоліївна, Чернятевич Анатолій Григорович
Мітки: спосіб, ремонту, конвертера, футерівки, здійснення, торкрет-фурма
Формула / Реферат:
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і нанесення на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний...
Попередній патент: Сорбційно-фільтруючий матеріал респіраторного призначення для уловлювання кислих газів
Наступний патент: Спосіб моделювання запобіганню розвитку полікістозу яєчників, зумовленого гіперандрогенією в період пубертації
Випадковий патент: Спосіб підсилення основи під існуючим фундаментом