Пристрій для виготовлення ізоляційних локтів, зокрема з мінеральної шерсті
Формула / Реферат
1. Устройство для изготовления изоляционных лотков, из минеральной шерсти в частности, содержащее средства перемещения сердечников в виде транспортера, средства для намотки слоев изоляционного материала на сердечники, средства для отверждения изоляционного материала, намотанного на сердечники, средства для удаления отвержденного материала с сердечников, отличающееся тем, что сердечники расположены на транспортере группами с промежутками между ними. равными числу сердечников в каждой группе, а транспортер выполнен ленточным с возможностью шагового движения на расстояние, соответствующее промежутку между сердечниками в группе, когда первый сердечник в каждой группе достигает средства намотки слоев изоляционного материала на сердечники, и расстояние, соответствующее промежутку между группами, когда последний сердечник в каждой группе оставляет средства намотки слоев изоляционного материала на сердечники, при этом средство для отверждения изоляционного материала выполнено с возможностью отверждения одной группы сердечников за один раз и перемещения ее в пустое пространство на транспортере за средством отверждения по ходу движения транспортера.
2. Устройство по п. 1, отличающееся тем, что оно снабжено средством для нанесения покрытия на отвержденный изоляционный материал, выполненным совместно с транспортером и расположенным после средства отверждения изоляционного материала и функционирующим синхронно со средством намотки слоев изоляционного материала на сердечники.
3. Устройство по п. 1, отличающееся тем, что средство для удаления отвержденного изоляционного материала с сердечников содержит средство для удаления сердечников и средство для разделения изоляционного материала, выполненное совместно с транспортером и расположенное после средства отверждения изоляционного материала и функционирующее синхронно со средством намотки слоев изоляционного материала на сердечники.
4. Устройство по п. 1, отличающееся тем, что средство намотки выполнено с возможностью отделять сердечник от транспортера в течение времени намотки и возвращать его на транспортер после завершения намотки.
5. Устройство по п. 1, 2, 3, 4, отличающееся тем, что транспортер выполнен с возможностью двигаться вокруг двух холостых колес, предпочтительно расположенных в одной и той же плоскости, и поддерживать каждый сердечник съемным образом на обоих концах его.
6. Устройство по п. 2, 3 и 5, отличающееся тем, что средство нанесения покрытия, а также средство удаления сердечника и разделения изоляции предусмотрены в верхней части траектории движения транспортера.
7. Устройство по п. 5, отличающееся тем, что транспортер снабжен сердечниковыми опорами, состоящими из отдельных опорных элементов, жестко закрепленных на его верхней и нижней ветвях и обеспечивающих перемещение сердечника под действием силы тяжести из одного опорного элемента в другой в зоне холостых колес транспортера.
8. Устройство по п. 7, отличающееся тем, что опорные элементы на верхней ветви транспортера образованы клинообразными пазами.
Текст
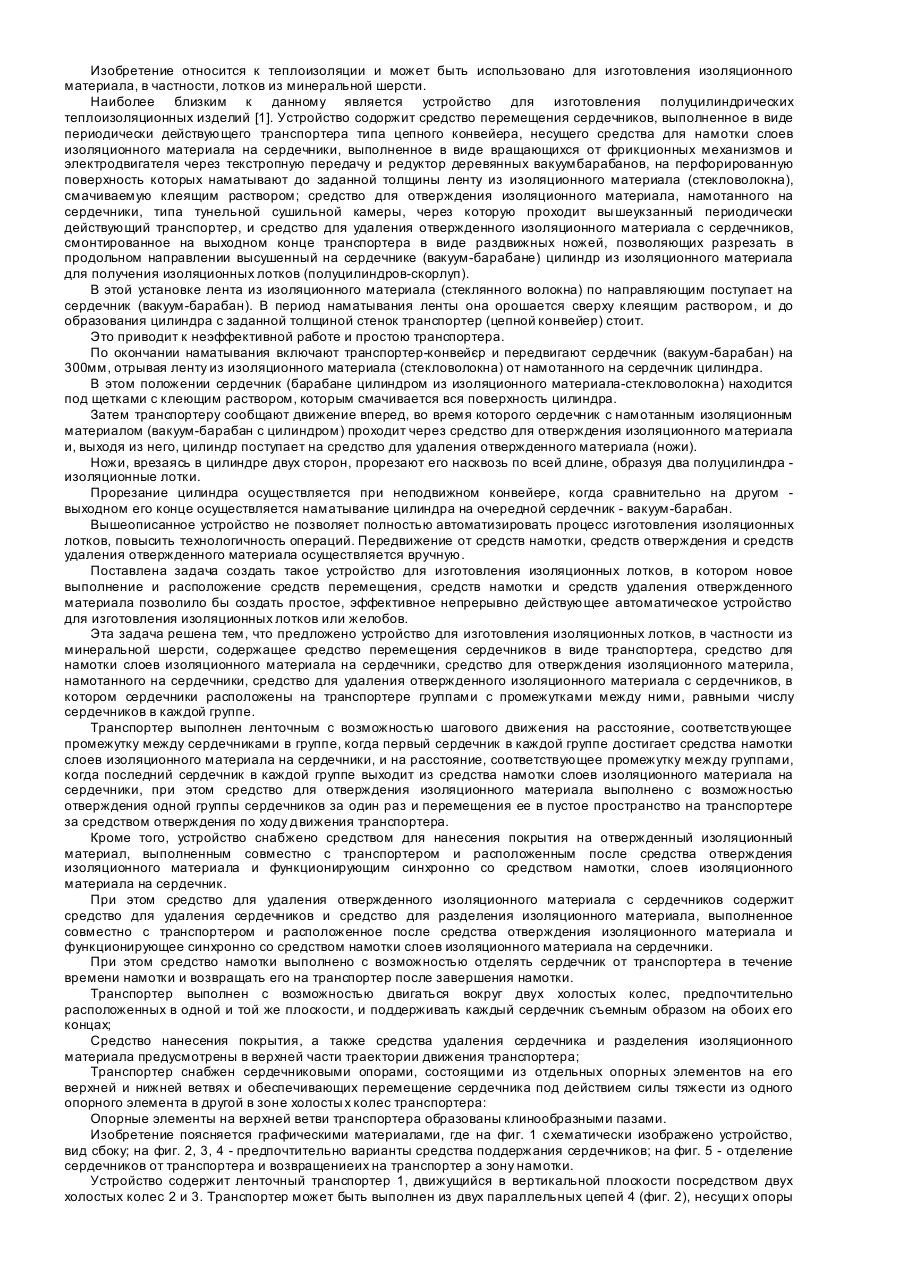
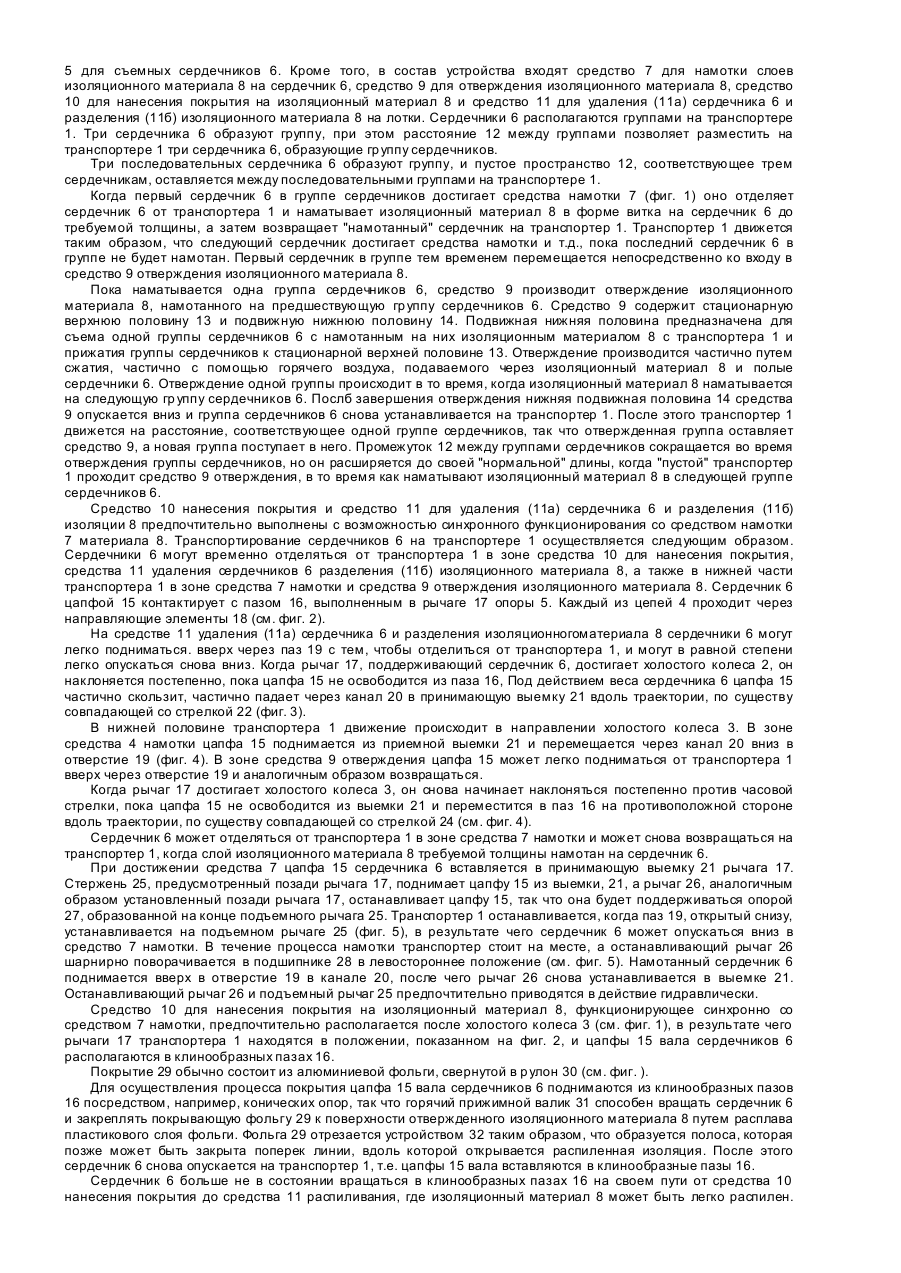
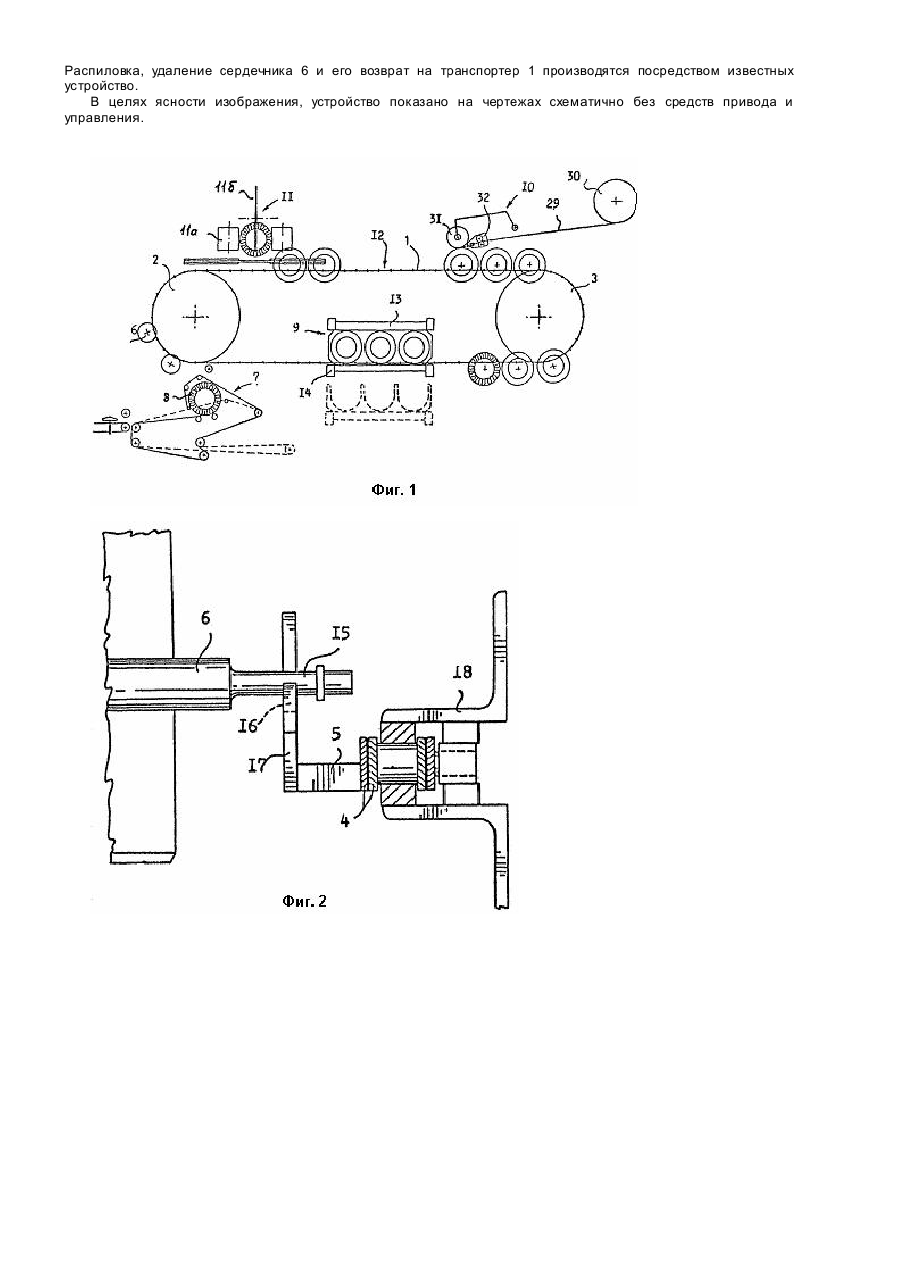
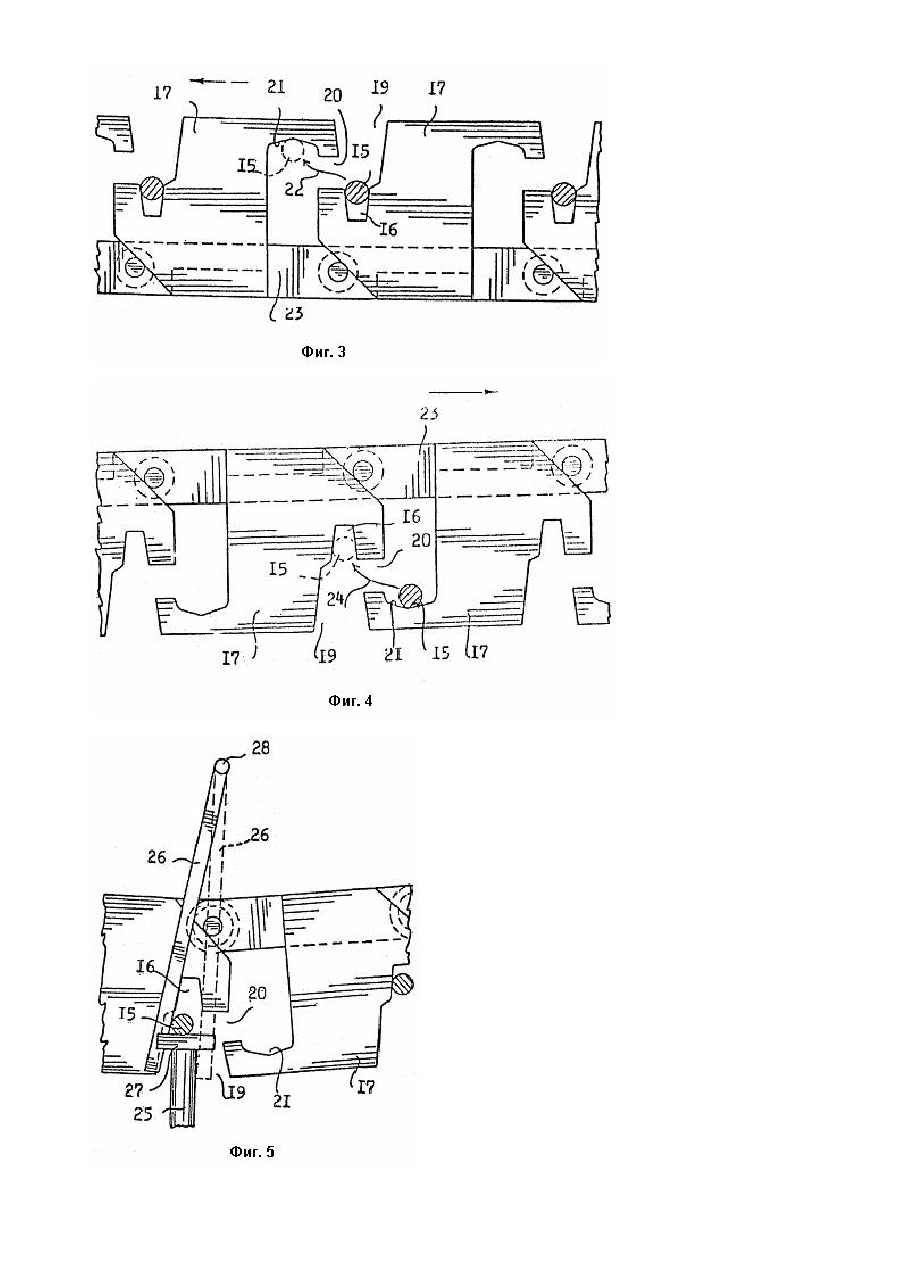
Изобретение относится к теплоизоляции и может быть использовано для изготовления изоляционного материала, в частности, лотков из минеральной шерсти. Наиболее близким к данному является устройство для изготовления полуцилиндрических теплоизоляционных изделий [1]. Устройство содоржит средство перемещения сердечников, выполненное в виде периодически действующего транспортера типа цепного конвейера, несущего средства для намотки слоев изоляционного материала на сердечники, выполненное в виде вращающихся от фрикционных механизмов и электродвигателя через текстропную передачу и редуктор деревянных вакуумбарабанов, на перфорированную поверхность которых наматывают до заданной толщины ленту из изоляционного материала (стекловолокна), смачиваемую клеящим раствором; средство для отверждения изоляционного материала, намотанного на сердечники, типа тунельной сушильной камеры, через которую проходит вы шеукзанный периодически действующий транспортер, и средство для удаления отвержденного изоляционного материала с сердечников, смонтированное на выходном конце транспортера в виде раздвижных ножей, позволяющих разрезать в продольном направлении высушенный на сердечнике (вакуум-барабане) цилиндр из изоляционного материала для получения изоляционных лотков (полуцилиндров-скорлуп). В этой установке лента из изоляционного материала (стеклянного волокна) по направляющим поступает на сердечник (вакуум-барабан). В период наматывания ленты она орошается сверху клеящим раствором, и до образования цилиндра с заданной толщиной стенок транспортер (цепной конвейер) стоит. Это приводит к неэффективной работе и простою транспортера. По окончании наматывания включают транспортер-конвейєр и передвигают сердечник (вакуум-барабан) на 300мм, отрывая ленту из изоляционного материала (стекловолокна) от намотанного на сердечник цилиндра. В этом положении сердечник (барабане цилиндром из изоляционного материала-стекловолокна) находится под щетками с клеющим раствором, которым смачивается вся поверхность цилиндра. Затем транспортеру сообщают движение вперед, во время которого сердечник с намотанным изоляционным материалом (вакуум-барабан с цилиндром) проходит через средство для отверждения изоляционного материала и, выходя из него, цилиндр поступает на средство для удаления отвержденного материала (ножи). Ножи, врезаясь в цилиндре двух сторон, прорезают его насквозь по всей длине, образуя два полуцилиндра изоляционные лотки. Прорезание цилиндра осуществляется при неподвижном конвейере, когда сравнительно на другом выходном его конце осуществляется наматывание цилиндра на очередной сердечник - вакуум-барабан. Вышеописанное устройство не позволяет полностью автоматизировать процесс изготовления изоляционных лотков, повысить технологичность операций. Передвижение от средств намотки, средств отверждения и средств удаления отвержденного материала осуществляется вручную. Поставлена задача создать такое устройство для изготовления изоляционных лотков, в котором новое выполнение и расположение средств перемещения, средств намотки и средств удаления отвержденного материала позволило бы создать простое, эффективное непрерывно действующее автоматическое устройство для изготовления изоляционных лотков или желобов. Эта задача решена тем, что предложено устройство для изготовления изоляционных лотков, в частности из минеральной шерсти, содержащее средство перемещения сердечников в виде транспортера, средство для намотки слоев изоляционного материала на сердечники, средство для отверждения изоляционного материла, намотанного на сердечники, средство для удаления отвержденного изоляционного материала с сердечников, в котором сердечники расположены на транспортере группами с промежутками между ними, равными числу сердечников в каждой группе. Транспортер выполнен ленточным с возможностью шагового движения на расстояние, соответствующее промежутку между сердечниками в группе, когда первый сердечник в каждой группе достигает средства намотки слоев изоляционного материала на сердечники, и на расстояние, соответствующее промежутку между группами, когда последний сердечник в каждой группе выходит из средства намотки слоев изоляционного материала на сердечники, при этом средство для отверждения изоляционного материала выполнено с возможностью отверждения одной группы сердечников за один раз и перемещения ее в пустое пространство на транспортере за средством отверждения по ходу движения транспортера. Кроме того, устройство снабжено средством для нанесения покрытия на отвержденный изоляционный материал, выполненным совместно с транспортером и расположенным после средства отверждения изоляционного материала и функционирующим синхронно со средством намотки, слоев изоляционного материала на сердечник. При этом средство для удаления отвержденного изоляционного материала с сердечников содержит средство для удаления сердечников и средство для разделения изоляционного материала, выполненное совместно с транспортером и расположенное после средства отверждения изоляционного материала и функционирующее синхронно со средством намотки слоев изоляционного материала на сердечники. При этом средство намотки выполнено с возможностью отделять сердечник от транспортера в течение времени намотки и возвращать его на транспортер после завершения намотки. Транспортер выполнен с возможностью двигаться вокруг двух холостых колес, предпочтительно расположенных в одной и той же плоскости, и поддерживать каждый сердечник съемным образом на обоих его концах; Средство нанесения покрытия, а также средства удаления сердечника и разделения изоляционного материала предусмотрены в верхней части траектории движения транспортера; Транспортер снабжен сердечниковыми опорами, состоящими из отдельных опорных элементов на его верхней и нижней ветвях и обеспечивающих перемещение сердечника под действием силы тяжести из одного опорного элемента в другой в зоне холосты х колес транспортера: Опорные элементы на верхней ветви транспортера образованы клинообразными пазами. Изобретение поясняется графическими материалами, где на фиг. 1 схематически изображено устройство, вид сбоку; на фиг. 2, 3, 4 - предпочтительно варианты средства поддержания сердечников; на фиг. 5 - отделение сердечников от транспортера и возвращениеих на транспортер а зону намотки. Устройство содержит ленточный транспортер 1, движущийся в вертикальной плоскости посредством двух холостых колес 2 и 3. Транспортер может быть выполнен из двух параллельных цепей 4 (фиг. 2), несущи х опоры 5 для съемных сердечников 6. Кроме того, в состав устройства входят средство 7 для намотки слоев изоляционного материала 8 на сердечник 6, средство 9 для отверждения изоляционного материала 8, средство 10 для нанесения покрытия на изоляционный материал 8 и средство 11 для удаления (11а) сердечника 6 и разделения (11б) изоляционного материала 8 на лотки. Сердечники 6 располагаются группами на транспортере 1. Три сердечника 6 образуют группу, при этом расстояние 12 между группами позволяет разместить на транспортере 1 три сердечника 6, образующие гр уппу сердечников. Три последовательных сердечника 6 образуют группу, и пустое пространство 12, соответствующее трем сердечникам, оставляется между последовательными группами на транспортере 1. Когда первый сердечник 6 в группе сердечников достигает средства намотки 7 (фиг. 1) оно отделяет сердечник 6 от транспортера 1 и наматывает изоляционный материал 8 в форме витка на сердечник 6 до требуемой толщины, а затем возвращает "намотанный" сердечник на транспортер 1. Транспортер 1 движется таким образом, что следующий сердечник достигает средства намотки и т.д., пока последний сердечник 6 в группе не будет намотан. Первый сердечник в группе тем временем перемещается непосредственно ко входу в средство 9 отверждения изоляционного материала 8. Пока наматывается одна группа сердечников 6, средство 9 производит отверждение изоляционного материала 8, намотанного на предшествующую гр уппу сердечников 6. Средство 9 содержит стационарную верхнюю половину 13 и подвижную нижнюю половину 14. Подвижная нижняя половина предназначена для съема одной группы сердечников 6 с намотанным на них изоляционным материалом 8 с транспортера 1 и прижатия группы сердечников к стационарной верхней половине 13. Отверждение производится частично путем сжатия, частично с помощью горячего воздуха, подаваемого через изоляционный материал 8 и полые сердечники 6. Отверждение одной группы происходит в то время, когда изоляционный материал 8 наматывается на следующую гр уппу сердечников 6. Послб завершения отверждения нижняя подвижная половина 14 средства 9 опускается вниз и группа сердечников 6 снова устанавливается на транспортер 1. После этого транспортер 1 движется на расстояние, соответствующее одной группе сердечников, так что отвержденная группа оставляет средство 9, а новая группа поступает в него. Промежуток 12 между группами сердечников сокращается во время отверждения группы сердечников, но он расширяется до своей "нормальной" длины, когда "пустой" транспортер 1 проходит средство 9 отверждения, в то время как наматывают изоляционный материал 8 в следующей группе сердечников 6. Средство 10 нанесения покрытия и средство 11 для удаления (11а) сердечника 6 и разделения (11б) изоляции 8 предпочтительно выполнены с возможностью синхронного функционирования со средством намотки 7 материала 8. Транспортирование сердечников 6 на транспортере 1 осуществляется следующим образом. Сердечники 6 могут временно отделяться от транспортера 1 в зоне средства 10 для нанесения покрытия, средства 11 удаления сердечников 6 разделения (11б) изоляционного материала 8, а также в нижней части транспортера 1 в зоне средства 7 намотки и средства 9 отверждения изоляционного материала 8. Сердечник 6 цапфой 15 контактирует с пазом 16, выполненным в рычаге 17 опоры 5. Каждый из цепей 4 проходит через направляющие элементы 18 (см. фиг. 2). На средстве 11 удаления (11а) сердечника 6 и разделения изоляционногоматериала 8 сердечники 6 могут легко подниматься. вверх через паз 19 с тем, чтобы отделиться от транспортера 1, и могут в равной степени легко опускаться снова вниз. Когда рычаг 17, поддерживающий сердечник 6, достигает холостого колеса 2, он наклоняется постепенно, пока цапфа 15 не освободится из паза 16, Под действием веса сердечника 6 цапфа 15 частично скользит, частично падает через канал 20 в принимающую выемку 21 вдоль траектории, по существу совпадающей со стрелкой 22 (фиг. 3). В нижней половине транспортера 1 движение происходит в направлении холостого колеса 3. В зоне средства 4 намотки цапфа 15 поднимается из приемной выемки 21 и перемещается через канал 20 вниз в отверстие 19 (фиг. 4). В зоне средства 9 отверждения цапфа 15 может легко подниматься от транспортера 1 вверх через отверстие 19 и аналогичным образом возвращаться. Когда рычаг 17 достигает холостого колеса 3, он снова начинает наклоняться постепенно против часовой стрелки, пока цапфа 15 не освободится из выемки 21 и переместится в паз 16 на противоположной стороне вдоль траектории, по существу совпадающей со стрелкой 24 (см. фиг. 4). Сердечник 6 может отделяться от транспортера 1 в зоне средства 7 намотки и может снова возвращаться на транспортер 1, когда слой изоляционного материала 8 требуемой толщины намотан на сердечник 6. При достижении средства 7 цапфа 15 сердечника 6 вставляется в принимающую выемку 21 рычага 17. Стержень 25, предусмотренный позади рычага 17, поднимает цапфу 15 из выемки, 21, а рычаг 26, аналогичным образом установленный позади рычага 17, останавливает цапфу 15, так что она будет поддерживаться опорой 27, образованной на конце подъемного рычага 25. Транспортер 1 останавливается, когда паз 19, открытый снизу, устанавливается на подъемном рычаге 25 (фиг. 5), в результате чего сердечник 6 может опускаться вниз в средство 7 намотки. В течение процесса намотки транспортер стоит на месте, а останавливающий рычаг 26 шарнирно поворачивается в подшипнике 28 в левостороннее положение (см. фиг. 5). Намотанный сердечник 6 поднимается вверх в отверстие 19 в канале 20, после чего рычаг 26 снова устанавливается в выемке 21. Останавливающий рычаг 26 и подъемный рычаг 25 предпочтительно приводятся в действие гидравлически. Средство 10 для нанесения покрытия на изоляционный материал 8, функционирующее синхронно со средством 7 намотки, предпочтительно располагается после холостого колеса 3 (см. фиг. 1), в результате чего рычаги 17 транспортера 1 находятся в положении, показанном на фиг. 2, и цапфы 15 вала сердечников 6 располагаются в клинообразных пазах 16. Покрытие 29 обычно состоит из алюминиевой фольги, свернутой в р улон 30 (см. фиг. ). Для осуществления процесса покрытия цапфа 15 вала сердечников 6 поднимаются из клинообразных пазов 16 посредством, например, конических опор, так что горячий прижимной валик 31 способен вращать сердечник 6 и закреплять покрывающую фольгу 29 к поверхности отвержденного изоляционного материала 8 путем расплава пластикового слоя фольги. Фольга 29 отрезается устройством 32 таким образом, что образуется полоса, которая позже может быть закрыта поперек линии, вдоль которой открывается распиленная изоляция. После этого сердечник 6 снова опускается на транспортер 1, т.е. цапфы 15 вала вставляются в клинообразные пазы 16. Сердечник 6 больше не в состоянии вращаться в клинообразных пазах 16 на своем пути от средства 10 нанесения покрытия до средства 11 распиливания, где изоляционный материал 8 может быть легко распилен. Распиловка, удаление сердечника 6 и его возврат на транспортер 1 производятся посредством известных устройство. В целях ясности изображения, устройство показано на чертежах схематично без средств привода и управления.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F16L 59/02
Мітки: шерсті, мінеральної, зокрема, ізоляційних, пристрій, виготовлення, локтів
Код посилання
<a href="https://ua.patents.su/4-5120-pristrijj-dlya-vigotovlennya-izolyacijjnikh-loktiv-zokrema-z-mineralno-shersti.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення ізоляційних локтів, зокрема з мінеральної шерсті</a>
Пристрій для виготовлення шару ізоляційного матеріалу
Номер патенту: 5121
Опубліковано: 28.12.1994
Автор: Осмо Сойккелі
МПК: B28B 1/52
Мітки: пристрій, виготовлення, шару, ізоляційного, матеріалу
Формула / Реферат:
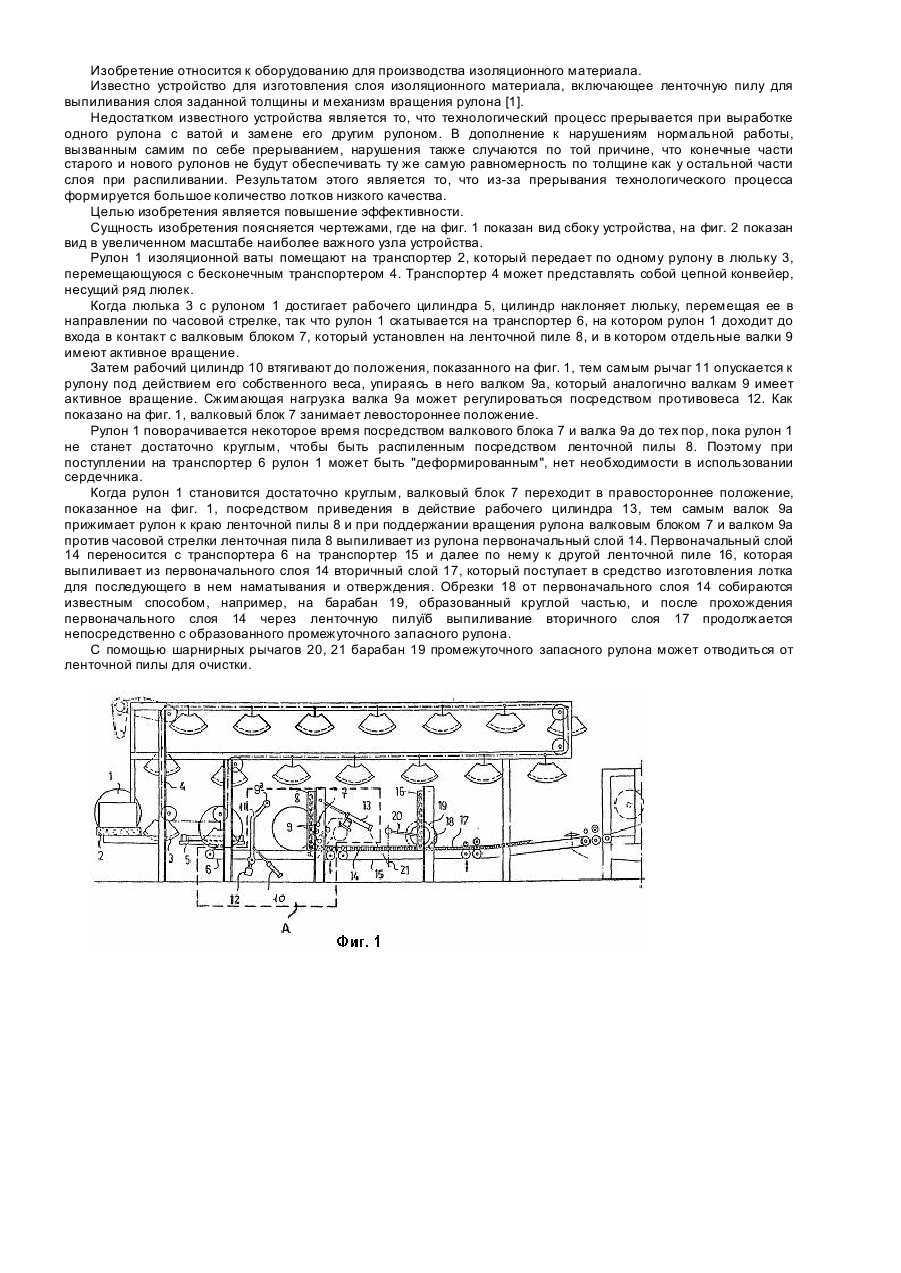
1. Устройство для изготовления слоя изоляционного материала, включающее ленточную пилу для выпиливания слоя заданной толщины и механизм вращения рулона, отличающееся тем, что оно снабжено установленной перед ленточной пилой станцией предварительного распиливания для выпиливания первоначального слоя избыточной толщины из рулона изоляционного материала и для подачи его к пиле, присоединенным к пиле барабаном для сбора обрезков от...
Пристрій для отвердіння ізоляції труб
Номер патенту: 5122
Опубліковано: 28.12.1994
Автор: Осмо Сойккелі
МПК: F16L 59/00
Мітки: ізоляції, труб, пристрій, отвердіння
Формула / Реферат:
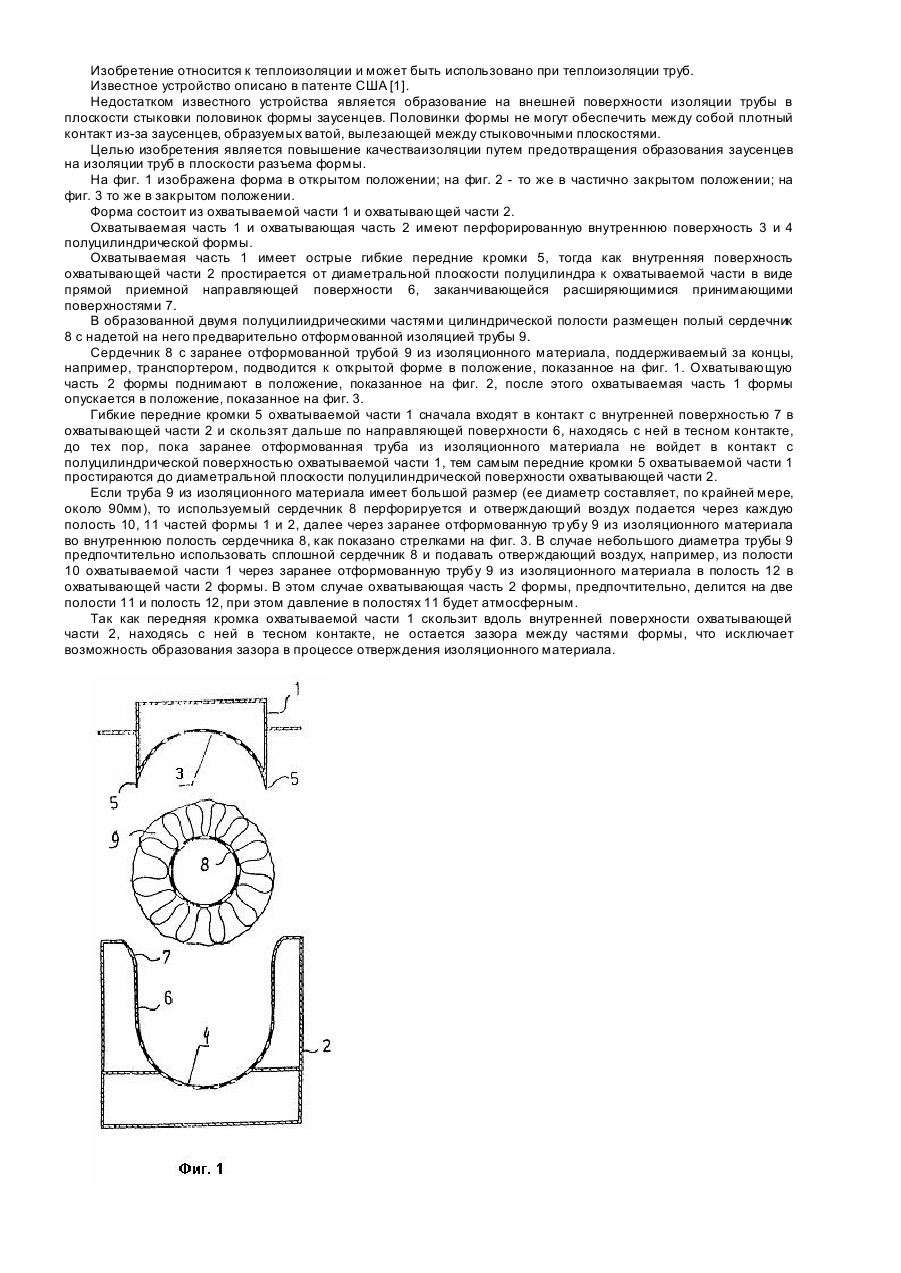
1. Устройство для отверждения изоляции труб, содержащее разъемную, состоящую из двух частей перфорированную радиальными отверстиями форму, в цилиндрической полости которой соосно размещен перфорированный радиальными отверстиями полый сердечник с надетой на него предварительно отформованной изоляцией трубы и средство подачи через сердечник отверждающего изоляцию трубы воздуха, отличающееся тем, что форма выполнена в виде охватываемой и...
Пристрій для безперервного намотування у рулон і змотування з рулону гнучких плоских виробів
Номер патенту: 4752
Опубліковано: 28.12.1994
Автор: Вальтер Райст
МПК: B65H 29/66
Мітки: змотування, безперервного, намотування, виробів, рулону, плоских, гнучких, пристрій, рулон
Формула / Реферат:
1. Устройство для непрерывной намотки в рулон и сматывания с рулона гибких плоских изделий, преимущественно расположенных каскадом печатных изделий, содержащее намоточный сердечник для наматываемых или сматываемых плоских изделий, привод его вращения, питающую катушку для намоточной ленты, ленточный конвейер для подвода изделий к намоточному сердечнику или их отвода от него, включающий бесконечный гибкий конвейерный орган, охватывающий...
Пристрій для стапелювання поступаючих каскадом типографських виробів
Номер патенту: 4935
Опубліковано: 28.12.1994
Автор: Вернер Хонеггер
МПК: B41F 13/54, B65H 31/00
Мітки: поступаючих, пристрій, виробів, стапелювання, типографських, каскадом
Формула / Реферат:
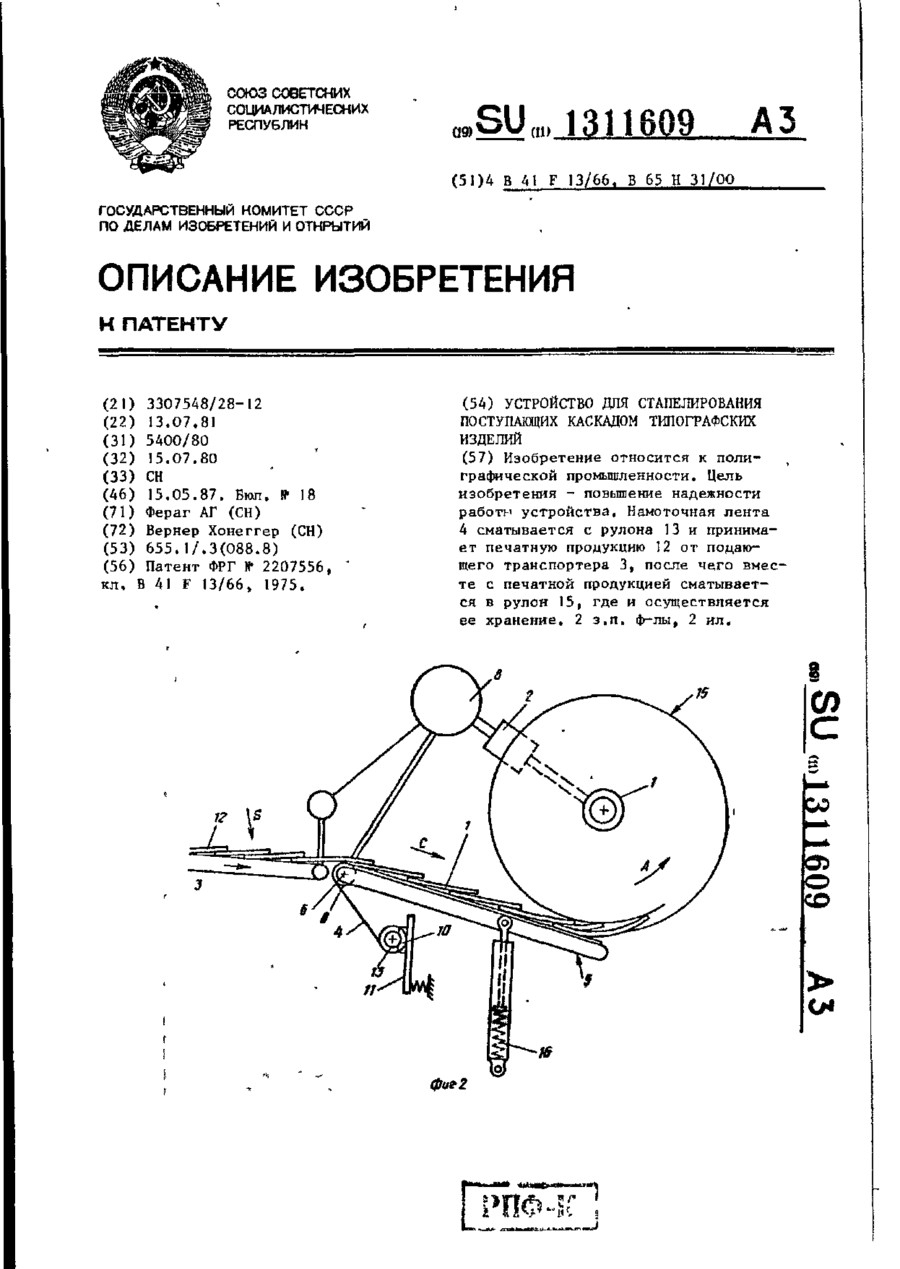
1. Устройство для стапелирования поступающих каскадом типографских изделий, содержащее установленный с возможностью вращения наматывающий сердечник с приводом, подающий транспортер и механизм подачи намоточной ленты для тангенциального направления поступающих каскадом типографских изделий, отличающееся тем, что, с целью повышения надежности работы устройства, оно имеет установленное между подающим транспортером и наматывающим сердечником...
Пристрій для проміжного накопичення поступаючих у каскадній формації виробів печатної продукції
Номер патенту: 4234
Опубліковано: 27.12.1994
Автор: Вернер Хонеггер
МПК: B65H 5/28, B65H 31/00
Мітки: проміжного, каскадний, печатної, пристрій, поступаючих, виробів, накопичення, продукції, формації
Формула / Реферат:
1. Устройство для промежуточного накопления поступающих в каскадной формации изделий печатной продукции, преимущественно газет, журналов и т. п., которое содержит опору для намоточного узла, имеющего полый цилиндрический сердечник с перемещаемой вместе с ним паковкой обмоточной ленты, бобинодержатель для приема заданного количества обмоточной ленты со средством для крепления одного из ее концов на бобино-держателе, соединенное с...
Попередній патент: Пристрій для виготовлення шару ізоляційного матеріалу
Наступний патент: Корпус для переносного гемосорбційного апарату
Випадковий патент: Стимулятор росту рослин