Ступінчата (ярусна) ливникова система для виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву
Номер патенту: 51909
Опубліковано: 10.08.2010
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович

Формула / Реферат
1. Ступінчата (ярусна) ливникова система для виготовлення виливків із диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що містить ливникову чашу або воронку (лійку), стояк, зумпф, шлаковловлювач, проміжний стояк з постійним або зі змінним перерізом по висоті, розташовані на різних рівнях по висоті виливка живильники, які послідовно знизу вверх вводяться в роботу і забезпечують подачу рідкого металу послідовно в різні частини форми у міру заповнення її порожнини розплавом, проміжну проточну реакційну камеру, у яку завантажують розрахункову кількість порошкового, зернистого, гранульованого або брикетованого модифікатора, лігатури або іншої присадки для внутрішньоформеної обробки розплаву, яка відрізняється тим, що проміжні проточні реакційні камери входять разом з живильниками до складу каналів окремих ступенів (ярусів) і в кожній з них розміщуються різні за функціональним призначенням і дією на розплав порошкові, зернисті, гранульовані або брикетовані модифікаторами, лігатурами або інші присадки для диференційованої внутрішньоформеної обробки розплаву (модифікування, легування і т. і.).
2. Ступінчата (ярусна) ливникова система для виготовлення виливків із диференційованими структурою і властивостями з одного вихідного (базового) розплаву за п. 1, яка відрізняється тим, що проміжні проточні реакційні камери виконуються з вставки з пінополістиролу із замішаними модифікуючими, легуючими або іншими присадками.
3. Ступінчата (ярусна) ливникова система для виготовлення виливків із диференційованими структурою і властивостями з одного вихідного (базового) розплаву за п. 1, яка відрізняється тим, що проміжні проточні реакційні камери виконуються у вигляді пінополістиролових вставок-оболонок, усередині яких розміщуються зерниста, гранульовані або брикетовані модифікуючі, легуючі або інші присадки.
4. Ступінчата (ярусна) ливникова система для виготовлення виливків із диференційованими структурою і властивостями з одного вихідного (базового) розплаву за п. 1, яка відрізняється тим, що за проміжними проточними реакційними камерами на шляху руху розплаву до виливка розміщуються фільтрувальні елементи для утримання шлакових, пісчаних і інших сторонніх неметалевих вкраплень.
Текст
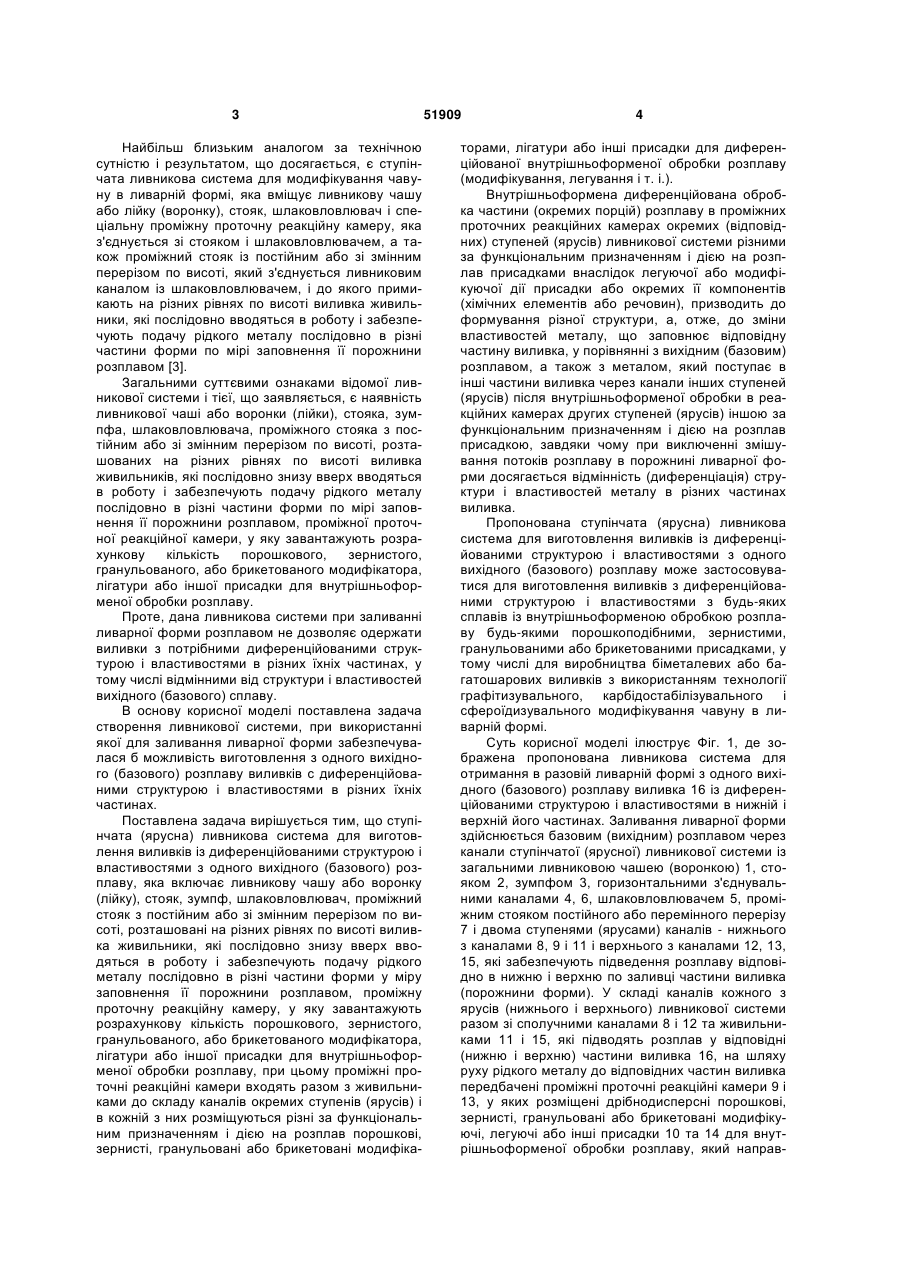
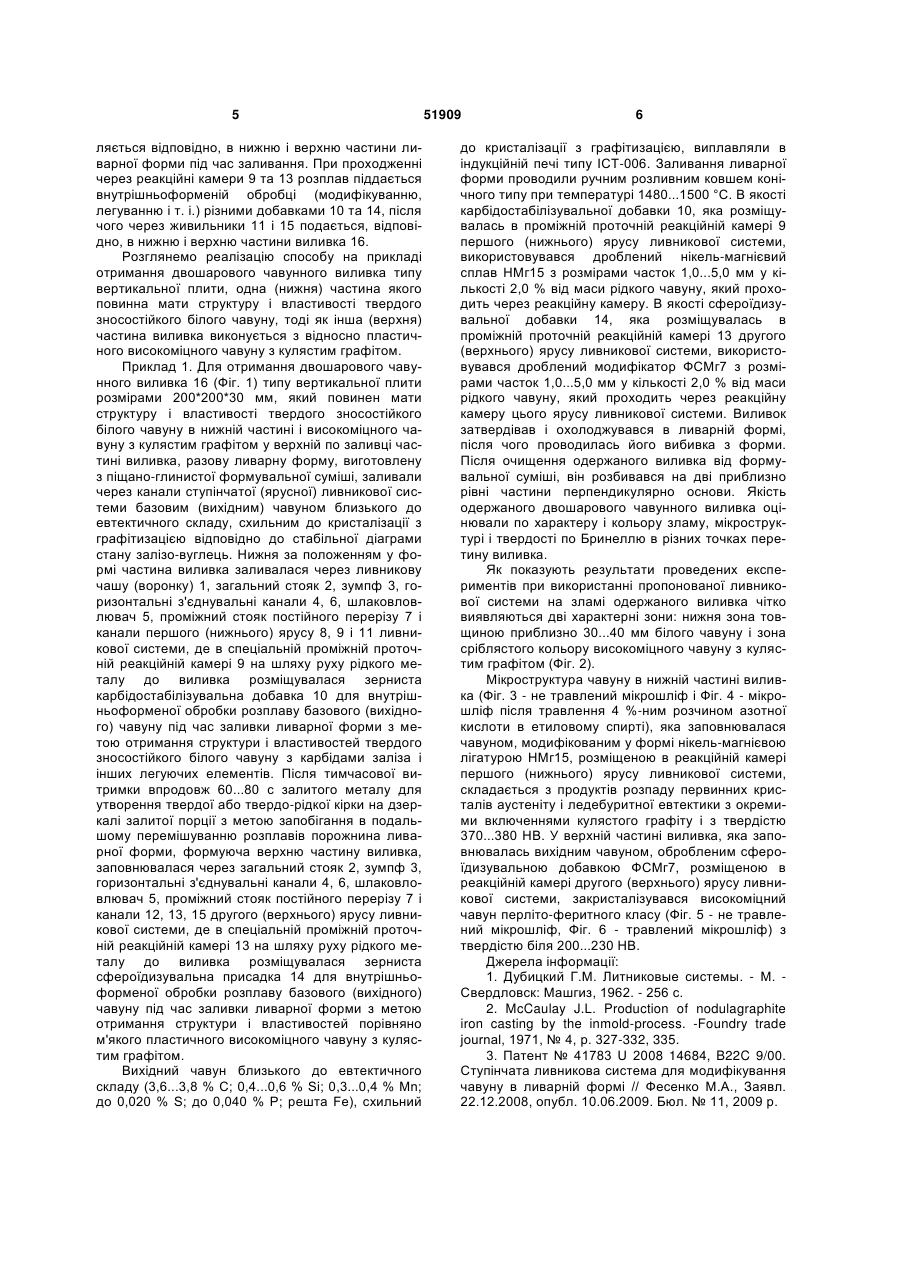
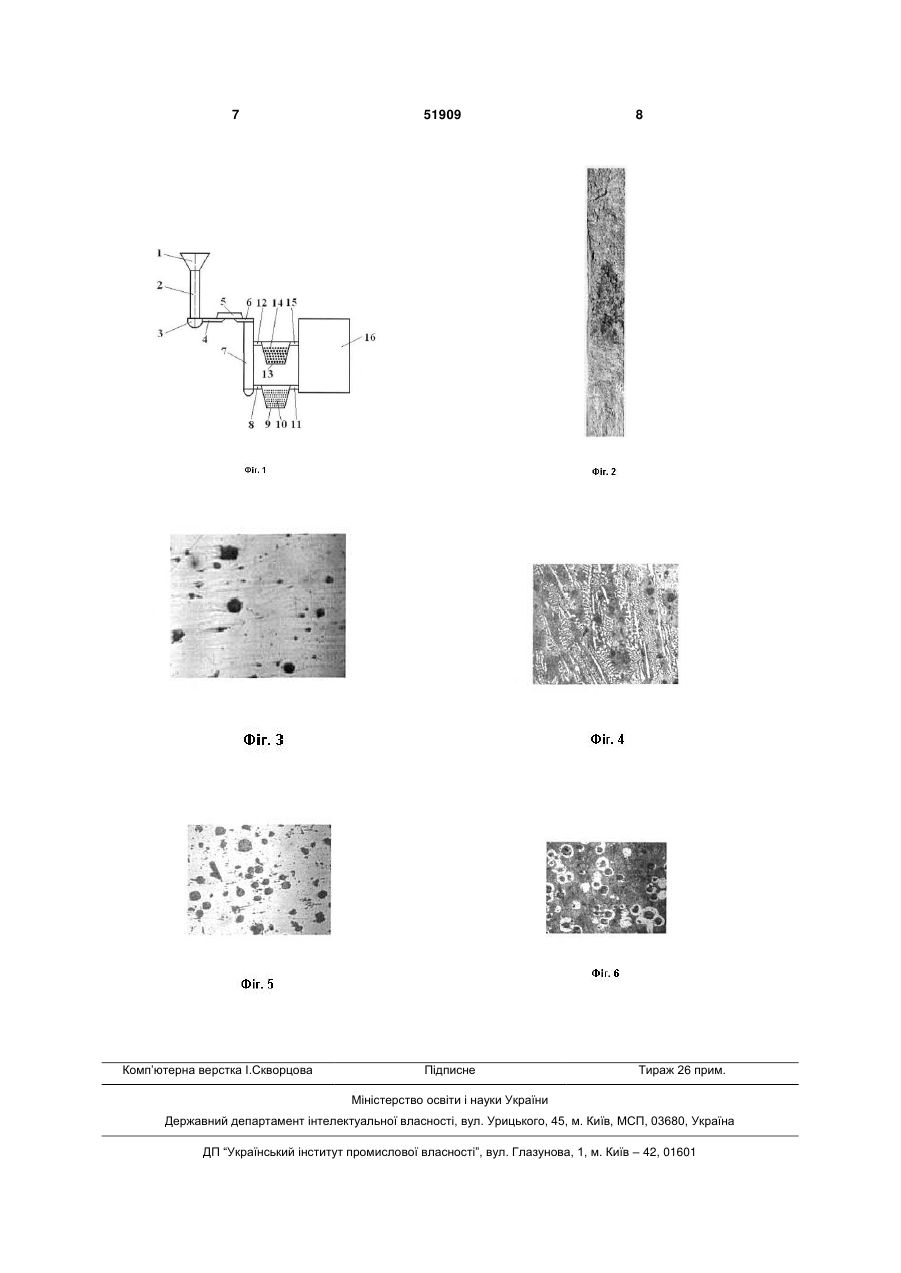
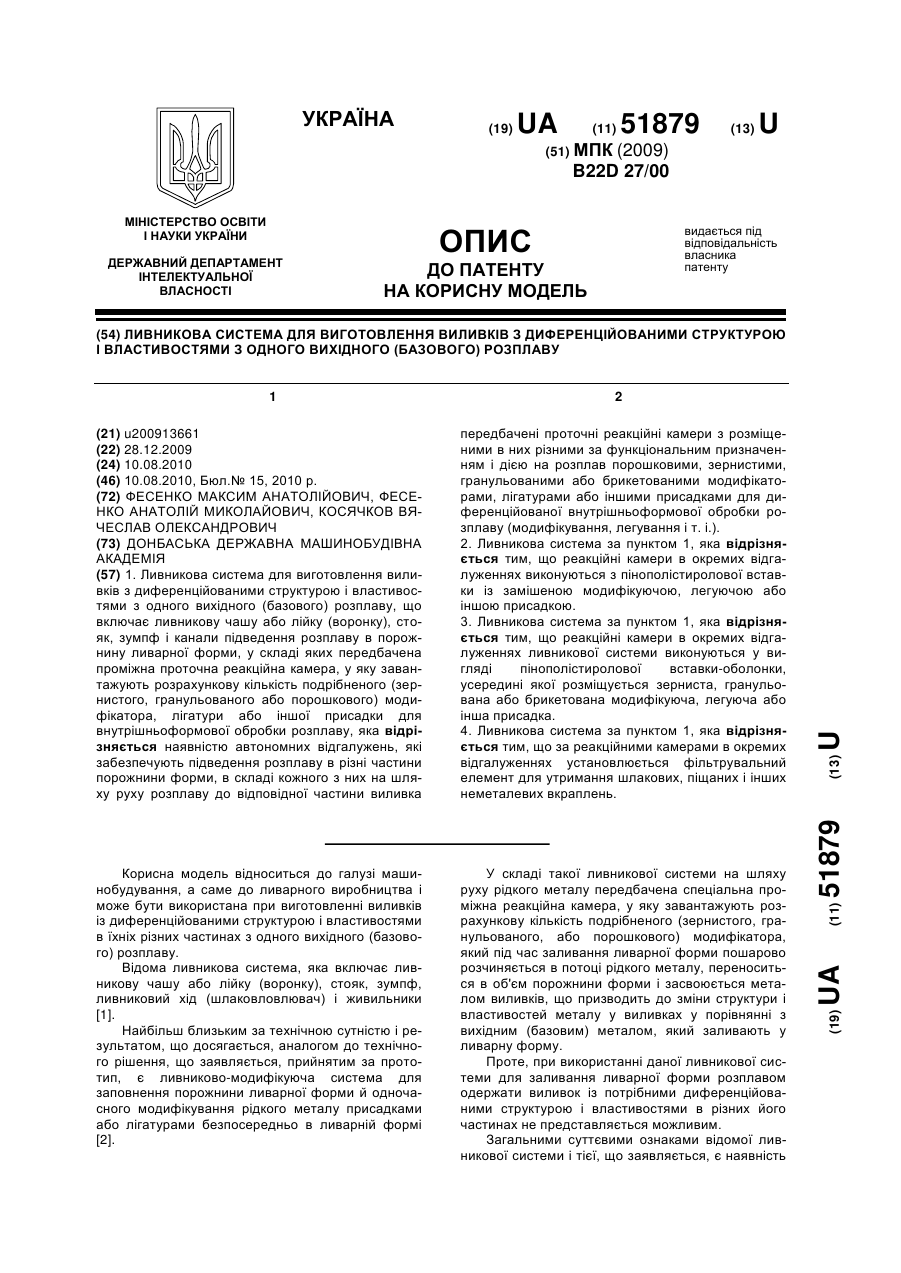
1. Ступінчата (ярусна) ливникова система для виготовлення виливків із диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що містить ливникову чашу або воронку (лійку), стояк, зумпф, шлаковловлювач, проміжний стояк з постійним або зі змінним перерізом по висоті, розташовані на різних рівнях по висоті виливка живильники, які послідовно знизу вверх вводяться в роботу і забезпечують подачу рідкого металу послідовно в різні частини форми у міру заповнення її порожнини розплавом, проміжну проточну реакційну камеру, у яку завантажують розрахункову кількість порошкового, зернистого, гранульованого або брикетованого модифікатора, лігатури або іншої присадки для внутрішньоформеної обробки розплаву, яка відрізняється тим, що проміжні проточні реакційні камери входять разом з живильниками до складу каналів окремих ступенів (ярусів) і в кожній з них розміщуються різні за функціональним призначенням і дією на розплав порошкові, зернисті, грану U 2 51909 1 3 Найбільш близьким аналогом за технічною сутністю і результатом, що досягається, є ступінчата ливникова система для модифікування чавуну в ливарній формі, яка вміщує ливникову чашу або лійку (воронку), стояк, шлаковловлювач і спеціальну проміжну проточну реакційну камеру, яка з'єднується зі стояком і шлаковловлювачем, а також проміжний стояк із постійним або зі змінним перерізом по висоті, який з'єднується ливниковим каналом із шлаковловлювачем, і до якого примикають на різних рівнях по висоті виливка живильники, які послідовно вводяться в роботу і забезпечують подачу рідкого металу послідовно в різні частини форми по мірі заповнення її порожнини розплавом [3]. Загальними суттєвими ознаками відомої ливникової системи і тієї, що заявляється, є наявність ливникової чаші або воронки (лійки), стояка, зумпфа, шлаковловлювача, проміжного стояка з постійним або зі змінним перерізом по висоті, розташованих на різних рівнях по висоті виливка живильників, які послідовно знизу вверх вводяться в роботу і забезпечують подачу рідкого металу послідовно в різні частини форми по мірі заповнення її порожнини розплавом, проміжної проточної реакційної камери, у яку завантажують розрахункову кількість порошкового, зернистого, гранульованого, або брикетованого модифікатора, лігатури або іншої присадки для внутрішньоформеної обробки розплаву. Проте, дана ливникова системи при заливанні ливарної форми розплавом не дозволяє одержати виливки з потрібними диференційованими структурою і властивостями в різних їхніх частинах, у тому числі відмінними від структури і властивостей вихідного (базового) сплаву. В основу корисної моделі поставлена задача створення ливникової системи, при використанні якої для заливання ливарної форми забезпечувалася б можливість виготовлення з одного вихідного (базового) розплаву виливків с диференційованими структурою і властивостями в різних їхніх частинах. Поставлена задача вирішується тим, що ступінчата (ярусна) ливникова система для виготовлення виливків із диференційованими структурою і властивостями з одного вихідного (базового) розплаву, яка включає ливникову чашу або воронку (лійку), стояк, зумпф, шлаковловлювач, проміжний стояк з постійним або зі змінним перерізом по висоті, розташовані на різних рівнях по висоті виливка живильники, які послідовно знизу вверх вводяться в роботу і забезпечують подачу рідкого металу послідовно в різні частини форми у міру заповнення її порожнини розплавом, проміжну проточну реакційну камеру, у яку завантажують розрахункову кількість порошкового, зернистого, гранульованого, або брикетованого модифікатора, лігатури або іншої присадки для внутрішньоформеної обробки розплаву, при цьому проміжні проточні реакційні камери входять разом з живильниками до складу каналів окремих ступенів (ярусів) і в кожній з них розміщуються різні за функціональним призначенням і дією на розплав порошкові, зернисті, гранульовані або брикетовані модифіка 51909 4 торами, лігатури або інші присадки для диференційованої внутрішньоформеної обробки розплаву (модифікування, легування і т. і.). Внутрішньоформена диференційована обробка частини (окремих порцій) розплаву в проміжних проточних реакційних камерах окремих (відповідних) ступеней (ярусів) ливникової системи різними за функціональним призначенням і дією на розплав присадками внаслідок легуючої або модифікуючої дії присадки або окремих її компонентів (хімічних елементів або речовин), призводить до формування різної структури, а, отже, до зміни властивостей металу, що заповнює відповідну частину виливка, у порівнянні з вихідним (базовим) розплавом, а також з металом, який поступає в інші частини виливка через канали інших ступеней (ярусів) після внутрішньоформеної обробки в реакційних камерах других ступеней (ярусів) іншою за функціональним призначенням і дією на розплав присадкою, завдяки чому при виключенні змішування потоків розплаву в порожнині ливарної форми досягається відмінність (диференціація) структури і властивостей металу в різних частинах виливка. Пропонована ступінчата (ярусна) ливникова система для виготовлення виливків із диференційованими структурою і властивостями з одного вихідного (базового) розплаву може застосовуватися для виготовлення виливків з диференційованими структурою і властивостями з будь-яких сплавів із внутрішньоформеною обробкою розплаву будь-якими порошкоподібними, зернистими, гранульованими або брикетованими присадками, у тому числі для виробництва біметалевих або багатошарових виливків з використанням технології графітизувального, карбідостабілізувального і сфероїдизувального модифікування чавуну в ливарній формі. Суть корисної моделі ілюструє Фіг. 1, де зображена пропонована ливникова система для отримання в разовій ливарній формі з одного вихідного (базового) розплаву виливка 16 із диференційованими структурою і властивостями в нижній і верхній його частинах. Заливання ливарної форми здійснюється базовим (вихідним) розплавом через канали ступінчатої (ярусної) ливникової системи із загальними ливниковою чашею (воронкою) 1, стояком 2, зумпфом 3, горизонтальними з'єднувальними каналами 4, 6, шлаковловлювачем 5, проміжним стояком постійного або перемінного перерізу 7 і двома ступенями (ярусами) каналів - нижнього з каналами 8, 9 і 11 і верхнього з каналами 12, 13, 15, які забезпечують підведення розплаву відповідно в нижню і верхню по заливці частини виливка (порожнини форми). У складі каналів кожного з ярусів (нижнього і верхнього) ливникової системи разом зі сполучними каналами 8 і 12 та живильниками 11 і 15, які підводять розплав у відповідні (нижню і верхню) частини виливка 16, на шляху руху рідкого металу до відповідних частин виливка передбачені проміжні проточні реакційні камери 9 і 13, у яких розміщені дрібнодисперсні порошкові, зернисті, гранульовані або брикетовані модифікуючі, легуючі або інші присадки 10 та 14 для внутрішньоформеної обробки розплаву, який направ 5 ляється відповідно, в нижню і верхню частини ливарної форми під час заливання. При проходженні через реакційні камери 9 та 13 розплав піддається внутрішньоформеній обробці (модифікуванню, легуванню і т. і.) різними добавками 10 та 14, після чого через живильники 11 і 15 подається, відповідно, в нижню і верхню частини виливка 16. Розглянемо реалізацію способу на прикладі отримання двошарового чавунного виливка типу вертикальної плити, одна (нижня) частина якого повинна мати структуру і властивості твердого зносостійкого білого чавуну, тоді як інша (верхня) частина виливка виконується з відносно пластичного високоміцного чавуну з кулястим графітом. Приклад 1. Для отримання двошарового чавунного виливка 16 (Фіг. 1) типу вертикальної плити розмірами 200*200*30 мм, який повинен мати структуру і властивості твердого зносостійкого білого чавуну в нижній частині і високоміцного чавуну з кулястим графітом у верхній по заливці частині виливка, разову ливарну форму, виготовлену з піщано-глинистої формувальної суміші, заливали через канали ступінчатої (ярусної) ливникової системи базовим (вихідним) чавуном близького до евтектичного складу, схильним до кристалізації з графітизацією відповідно до стабільної діаграми стану залізо-вуглець. Нижня за положенням у формі частина виливка заливалася через ливникову чашу (воронку) 1, загальний стояк 2, зумпф 3, горизонтальні з'єднувальні канали 4, 6, шлаковловлювач 5, проміжний стояк постійного перерізу 7 і канали першого (нижнього) ярусу 8, 9 і 11 ливникової системи, де в спеціальній проміжній проточній реакційній камері 9 на шляху руху рідкого металу до виливка розміщувалася зерниста карбідостабілізувальна добавка 10 для внутрішньоформеної обробки розплаву базового (вихідного) чавуну під час заливки ливарної форми з метою отримання структури і властивостей твердого зносостійкого білого чавуну з карбідами заліза і інших легуючих елементів. Після тимчасової витримки впродовж 60...80 с залитого металу для утворення твердої або твердо-рідкої кірки на дзеркалі залитої порції з метою запобігання в подальшому перемішуванню розплавів порожнина ливарної форми, формуюча верхню частину виливка, заповнювалася через загальний стояк 2, зумпф 3, горизонтальні з'єднувальні канали 4, 6, шлаковловлювач 5, проміжний стояк постійного перерізу 7 і канали 12, 13, 15 другого (верхнього) ярусу ливникової системи, де в спеціальній проміжній проточній реакційній камері 13 на шляху руху рідкого металу до виливка розміщувалася зерниста сфероїдизувальна присадка 14 для внутрішньоформеної обробки розплаву базового (вихідного) чавуну під час заливки ливарної форми з метою отримання структури і властивостей порівняно м'якого пластичного високоміцного чавуну з кулястим графітом. Вихідний чавун близького до евтектичного складу (3,6...3,8 % С; 0,4...0,6 % Si; 0,3...0,4 % Мn; до 0,020 % S; до 0,040 % Р; решта Fe), схильний 51909 6 до кристалізації з графітизацією, виплавляли в індукційній печі типу ІСТ-006. Заливання ливарної форми проводили ручним розливним ковшем конічного типу при температурі 1480...1500 °С. В якості карбідостабілізувальної добавки 10, яка розміщувалась в проміжній проточній реакційній камері 9 першого (нижнього) ярусу ливникової системи, використовувався дроблений нікель-магнієвий сплав НМг15 з розмірами часток 1,0...5,0 мм у кількості 2,0 % від маси рідкого чавуну, який проходить через реакційну камеру. В якості сфероїдизувальної добавки 14, яка розміщувалась в проміжній проточній реакційній камері 13 другого (верхнього) ярусу ливникової системи, використовувався дроблений модифікатор ФСМг7 з розмірами часток 1,0...5,0 мм у кількості 2,0 % від маси рідкого чавуну, який проходить через реакційну камеру цього ярусу ливникової системи. Виливок затвердівав і охолоджувався в ливарній формі, після чого проводилась його вибивка з форми. Після очищення одержаного виливка від формувальної суміші, він розбивався на дві приблизно рівні частини перпендикулярно основи. Якість одержаного двошарового чавунного виливка оцінювали по характеру і кольору зламу, мікроструктурі і твердості по Бринеллю в різних точках перетину виливка. Як показують результати проведених експериментів при використанні пропонованої ливникової системи на зламі одержаного виливка чітко виявляються дві характерні зони: нижня зона товщиною приблизно 30...40 мм білого чавуну і зона сріблястого кольору високоміцного чавуну з кулястим графітом (Фіг. 2). Мікроструктура чавуну в нижній частині виливка (Фіг. 3 - не травлений мікрошліф і Фіг. 4 - мікрошліф після травлення 4 %-ним розчином азотної кислоти в етиловому спирті), яка заповнювалася чавуном, модифікованим у формі нікель-магнієвою лігатурою НМг15, розміщеною в реакційній камері першого (нижнього) ярусу ливникової системи, складається з продуктів розпаду первинних кристалів аустеніту і ледебуритної евтектики з окремими включеннями кулястого графіту і з твердістю 370...380 НВ. У верхній частині виливка, яка заповнювалась вихідним чавуном, обробленим сфероїдизувальною добавкою ФСМг7, розміщеною в реакційній камері другого (верхнього) ярусу ливникової системи, закристалізувався високоміцний чавун перліто-феритного класу (Фіг. 5 - не травлений мікрошліф, Фіг. 6 - травлений мікрошліф) з твердістю біля 200...230 НВ. Джерела інформації: 1. Дубицкий Г.М. Литниковые системы. - М. Свердловск: Машгиз, 1962. - 256 с. 2. McCaulay J.L. Production of nodulagraphite iron casting by the inmold-process. -Foundry trade journal, 1971, № 4, p. 327-332, 335. 3. Патент № 41783 U 2008 14684, B22C 9/00. Ступінчата ливникова система для модифікування чавуну в ливарній формі // Фесенко М.А., Заявл. 22.12.2008, опубл. 10.06.2009. Бюл. № 11, 2009 р. 7 Комп’ютерна верстка І.Скворцова 51909 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюStepped (tiered) gating system to produce castings with differentiated structure and properties of initial (basic) melt
Автори англійськоюFesenko Maksym Anatoliiovych, Fesenko Anatolii Mykolaiovych
Назва патенту російськоюСтупенчатая (ярусная) литниковая система для изготовления отливок с дифференцированными структурой и свойствами из исходного (базового) расплава
Автори російськоюФесенко Максим Анатольевич, Фесенко Анатолий Николаевич
МПК / Мітки
МПК: B22D 27/00
Мітки: система, властивостями, розплаву, виливків, виготовлення, вихідного, ярусна, диференційованими, ступінчата, одного, базового, структурою, ливникова
Код посилання
<a href="https://ua.patents.su/4-51909-stupinchata-yarusna-livnikova-sistema-dlya-vigotovlennya-vilivkiv-z-diferencijjovanimi-strukturoyu-i-vlastivostyami-z-odnogo-vikhidnogo-bazovogo-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Ступінчата (ярусна) ливникова система для виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву</a>
Ливникова система для виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву
Номер патенту: 51879
Опубліковано: 10.08.2010
Автори: Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: диференційованими, одного, вихідного, виготовлення, властивостями, розплаву, ливникова, система, структурою, виливків, базового
Формула / Реферат:
1. Ливникова система для виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає ливникову чашу або лійку (воронку), стояк, зумпф і канали підведення розплаву в порожнину ливарної форми, у складі яких передбачена проміжна проточна реакційна камера, у яку завантажують розрахункову кількість подрібненого (зернистого, гранульованого або порошкового) модифікатора, лігатури або іншої...
Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі
Номер патенту: 29197
Опубліковано: 10.01.2008
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: ливарний, базового, ливникова, структурою, різними, розплаву, одного, властивостями, виливків, загальній, система, форми, виготовлення
Формула / Реферат:
1. Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі, що містить ливникову чашу або лійку (воронку), стояк, зумпф, розподільний канал, яка відрізняється тим, що наявні автономні відгалуження, в складі яких на шляху руху базового розплаву до виливка передбачені сполучні канали, шлаковловлювачі та живильники, а також реакційні камери з розміщеними в них різними...
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 33518
Опубліковано: 25.06.2008
Автори: Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: властивостями, виливків, диференційованими, структурою, виготовлення, базового, одного, розплаву, спосіб
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи, де...
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 32713
Опубліковано: 26.05.2008
Автори: Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: базового, одного, виготовлення, структурою, диференційованими, властивостями, розплаву, виливків, спосіб
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи без...
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву
Номер патенту: 27682
Опубліковано: 12.11.2007
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: структурою, виливків, спосіб, форми, властивостями, виготовлення, одного, різними, розплаву, базового, загальній, ливарний
Формула / Реферат:
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву, що включає заливання в загальну ливарну форму базового розплаву, затвердіння залитого рідкого металу, охолоджування виливків з наступним їх вибиванням з ливарної форми, який відрізняється тим, що залитий розплав, що проходить шлях до порожнини виливків через розгалужену ливникову систему, де в спеціальних порожнинах...
Попередній патент: Грижовий бандаж
Наступний патент: Золотник системи керування пароповітряним молотом
Випадковий патент: Спосіб одержання ембріонів великої рогатої худоби для трансплантації