Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі
Номер патенту: 29197
Опубліковано: 10.01.2008
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович
Формула / Реферат
1. Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі, що містить ливникову чашу або лійку (воронку), стояк, зумпф, розподільний канал, яка відрізняється тим, що наявні автономні відгалуження, в складі яких на шляху руху базового розплаву до виливка передбачені сполучні канали, шлаковловлювачі та живильники, а також реакційні камери з розміщеними в них різними за функціональним призначенням зернистими, гранульованими або брикетованими модифікаторами або легуючими добавками для внутрішньоформової обробки розплаву.
2. Ливникова система за п. 1, яка відрізняється тим, що реакційні камери в окремих відгалуженнях виконуються з пінополістиролових вставок із заміщеними різними за функціональним призначенням модифікуючими або легуючими добавками.
3. Ливникова система за п. 1, яка відрізняється тим, що реакційні камери в окремих гілках ливникової системи виконуються у вигляді пінополістиролових вставок-оболонок, усередині яких розміщуються різні за функціональним призначенням зернисті, гранульовані або брикетовані модифікуючі або легуючі добавки.
Текст
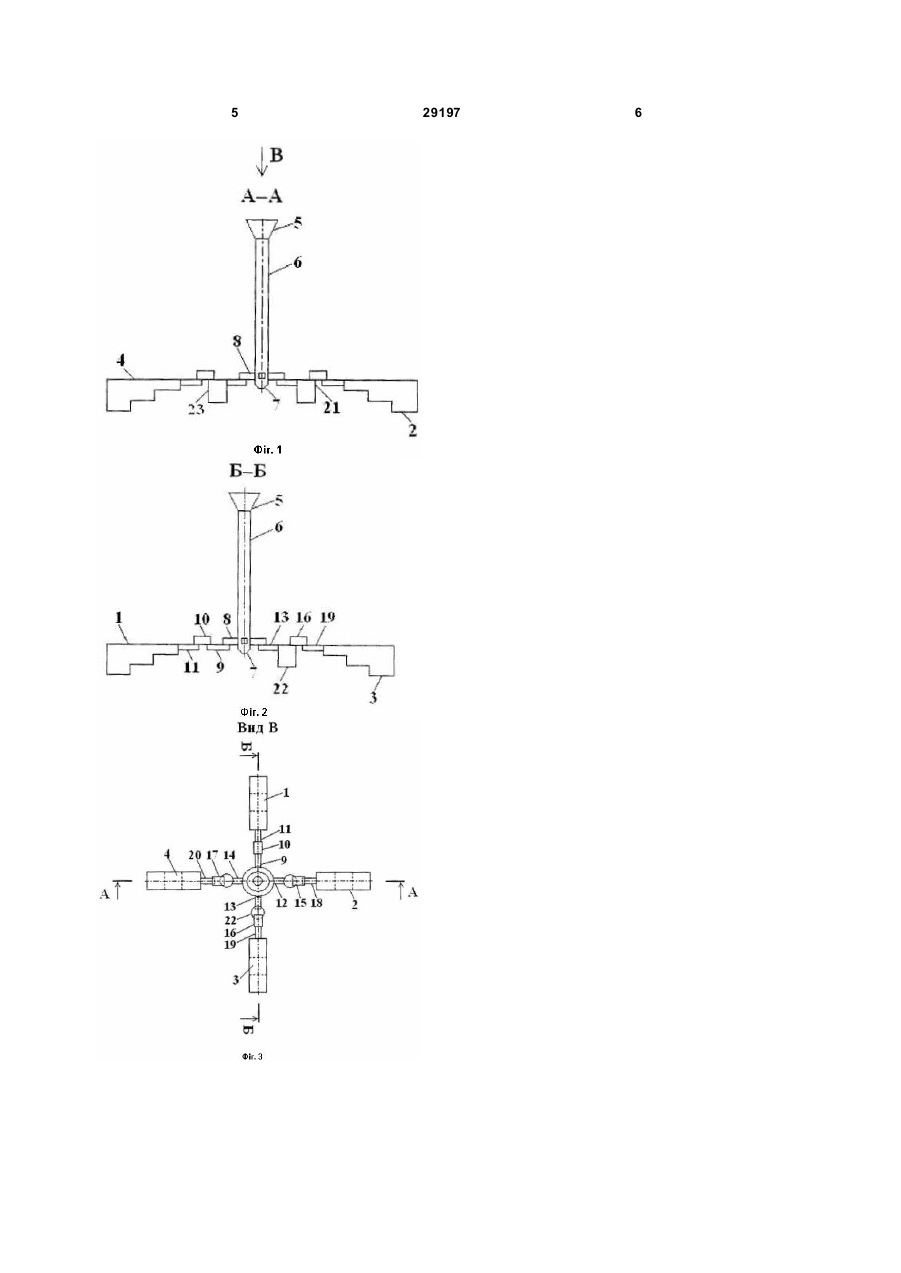
1. Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі, що містить ливникову чашу або лійку (воронку), стояк, зумпф, розподільний канал, яка відрізняє ться тим, що наявні автономні відгалуження, в складі яких на шляху руху базового розплаву до виливка передбачені сполучні канали, шлаковловлювачі та живильники, 3 29197 змінює структур у і властивості металу в окремих виливках. Отримання різних властивостей металу в різних виливках досягається за рахунок того, що рідкий метал, що заповнює один виливок, може поступати у відповідну порожнину ливарної форми без будь-якої обробки (вихідний), тоді як порожнини ливарної форми інших виливків заповнюються через канали ливникової системи, де в окремих відгалуженнях розплав проходить внутрішньоформову обробку різними за функціональним призначенням для кожного із виливків дрібнодисперсними, зернистими, гранульованими або брикетованими модифікаторами, лігатурами або іншими добавками, розміщеними в ливарній формі в каналах ливникової системи на шляху руху рідкого металу. Різна внутрішньоформова обробка розплаву в каналах різних відгалужень ливникової системи внаслідок легуючої або модифікуючої дії добавки або окремих її компонентів (хімічних елементів або речовин), призводить до формування різної структури, а, о тже, до зміни властивостей металу, що заповнює різні виливки, завдяки чому досягається відмінність властивостей металу в різних виливках. Пропонована ливникова система може застосовуватися при виготовленні виливків, кожен або частина з яких має структур у і властивості, відмінні від інших виливків, з будь-яких сплавів з внутрішньоформовою обробкою розплаву будьякими порошкоподібними, зернистими, гранульованими або брикетованими добавками, зокрема для виробництва виливків з використанням технології графітизуючого, карбідостабілізуючого і сфероїдизуючого модифікування чавун у в ливарній формі. Суть корисної моделі ілюструють Фіг.1, 2, 3, де зображена пропонована ливникова система для отримання в разовій піщаній формі чотирьох чавунних виливків 1, 2, 3 , 4. Заливання ливарної форми здійснювали базовим (вихідним) доевтектичним чавуном, схильним до кристалізації з вибіленням відповідно до метастабільної діаграми стану залізо-цементит, через канали ливникової системи із загальними ливниковою чашею 5, стояком 6, зумпфом 7 і розподільним каналом 8 і автономними чотирма відгалуженнями, кожне з яких забезпечує підведення розплаву до кожного з чотирьох виливків. Одне відгалуження ливникової системи, яке складається із сполучного каналу 9, шлаковловлювача 10 і живильника 11, здійснювало підведення вихідного розплаву до одного із виливків 1 без будь-якої внутрішньоформеної обробки. У складі каналів інших відгалужень ливникової системи разом із сполучними каналами 12, 13, 14, шлаковловлювачами 15, 16, 17 і живильниками 18, 19, 20, на шляху руху рідкого металу передбачені проміжні реакційні камери 21, 22, 23 для розміщення зернистих модифікуючих добавок для внутрішньоформеної обробки розплаву під час заливання ливарної форми. 4 У одну з таких реакційних камер 21 поміщали карбідостабілізуючий модифікатор, в іншу 22 графітостабілізуючий модифікатор, в третю 23 сфероїдизуючий модифікатор. Як карбідостабілізуючий модифікатор використовувався ферохром ФХ200, сфероїдизуючого модифікатора - феросиліцій магнієвий сплав ФСМг7, гра фітостабілізуючого модифікатора - феросиліцій ФС75. Кількість модифікуючих добавок, що завантажувалась в реакційні камери, приймалась з розрахунку 1,5% від маси чавуну, що модифікувався. Температура заливання металу в ливарну форму складала 1400...1420°С. Базовий (вихідний) чавун доевтектичного складу (2,6...3,0% С; 0,5...0,9% Si; 0,4...0,6% Мn; 0,040% Р; 0,020% S) виплавляли в індукційній печі типа ІСТ-0016. Заливання ливарної форми здійснювали ручним розливним ковшем конічного типу. Виливки 1, 2, 3, 4 тверднули і охолоджувалися в ливарній формі, після чого проводилася їх вибивка з форми. Після очищення одержаних виливків від формувальної суміші із виливків вирізувалися зразки для дослідження структури, визначення хімічного складу і вимірювання твердості по Бринеллю. Як показали результати проведених експериментів, реалізація пропонованого способу забезпечує отримання з одного базового розплаву чавун у доевтектичного складу в загальній ливарній формі окремих виливків з різною структурою і властивостями. Так, виливок 1, порожнина якого заповнювалася вихідним чавуном без будь-якої додаткової обробки мала структур у білого чавун у з твердістю 380...420НВ. Додаткова дія хрому, що перейшов з ферохрому ФХ200 і засвоївся чавуном другого виливка 2 при його внутрішньоформовій обробці, забезпечила отримання структури білого чавуну і підвищення його твердості до 440...450НВ. Третій виливок 3, залитий чавуном після внутрішньоформової обробки графітизуючим сплавом ФС75, закристалізувався з сірого чавуну з пластинчастим графітом з твердістю 180...200НВ. Внутрішньоформена обробка розплаву вихідного чавун у сфероїдизуючим і одночасно графітизуючим сплавом ФСМг7 забезпечила отримання четвертого виливка 4 з високоміцного чавун у з к улястим графітом в перліто-ферітній металевій матриці твердістю 200…220НВ. Джерела інформації 1. Дубицкий Г. М. Литниковые системы. -М.: Свердловск: Машгиз, 1962. - 256с. 1. McCaulay J.L. Production of nodulagraphite iron casting by the inmold-process. -Foundry trade journal, 1971, №4, p.327-332, 335. 5 29197 6
ДивитисяДодаткова інформація
Назва патенту англійськоюGating system for manufacture of castings with different structure and properties from one base melt in common casting mold
Автори англійськоюFesenko Anatolii Mykolaiovych, Fesenko Maksym Anatoliiovych, Kosiachkov Viacheslav Oleksandrovych
Назва патенту російськоюЛитниковая система для изготовления отливок с разными структурой и свойствами из одного базового расплава в общей литейной форме
Автори російськоюФесенко Анатолий Николаевич, Фесенко Максим Анатольевич, Косячков Вячеслав Александрович
МПК / Мітки
МПК: B22D 27/00
Мітки: ливникова, форми, розплаву, структурою, різними, система, виготовлення, базового, виливків, властивостями, ливарний, загальній, одного
Код посилання
<a href="https://ua.patents.su/3-29197-livnikova-sistema-dlya-vigotovlennya-vilivkiv-z-riznimi-strukturoyu-i-vlastivostyami-z-odnogo-bazovogo-rozplavu-v-zagalnijj-livarnijj-formi.html" target="_blank" rel="follow" title="База патентів України">Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі</a>
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву
Номер патенту: 27682
Опубліковано: 12.11.2007
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: різними, ливарний, спосіб, виливків, базового, властивостями, загальній, виготовлення, форми, розплаву, структурою, одного
Формула / Реферат:
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву, що включає заливання в загальну ливарну форму базового розплаву, затвердіння залитого рідкого металу, охолоджування виливків з наступним їх вибиванням з ливарної форми, який відрізняється тим, що залитий розплав, що проходить шлях до порожнини виливків через розгалужену ливникову систему, де в спеціальних порожнинах...
Ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 22578
Опубліковано: 25.04.2007
Автори: Нестерук Олена Петрівна, Зелений Борис Григорович, Суменкова Вікторія Василівна, Латенко Володимир Петрович, Шейко Анатолій Антонович, Козак Дмитро Сергійович, Берчук Дмитро Миколайович, Бубликов Валентин Борисович
МПК: B22C 9/00
Мітки: ливникова, ливарний, чавуну, система, форми, модифікування
Формула / Реферат:
Ливникова система для модифікування чавуну в ливарній формі, яка складається з заливної лійки, стояка, проточного реактора, що знаходиться під стояком, та ливникового канала, який з'єднує реактор з виливком, яка відрізняється тим, що стояк в поперечному перерізі має форму прямокутника, а проточний реактор має форму циліндра з горизонтальною віссю, при цьому одна з бокових граней стояка розміщена дотично до циліндричної поверхні реактора і в...
Спосіб виготовлення виливків з диференційованими властивостями
Номер патенту: 27681
Опубліковано: 12.11.2007
Автори: Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: виготовлення, спосіб, властивостями, виливків, диференційованими
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, який відрізняється тим, що одну частину виливка заливають через першу ливникову систему вихідним (базовим) розплавом без будь-якої попередньої (додаткової) обробки, у той час як іншу частину виливка, яка залишилася не заповненою, заливають тим же розплавом через другу...
Спосіб обробки чавуну в ливарній формі
Номер патенту: 13632
Опубліковано: 17.04.2006
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: форми, чавуну, обробки, спосіб, ливарний
Формула / Реферат:
Спосіб обробки чавуну в ливарній формі, що полягає в попередньому завантаженні модифікатора або лігатури в спеціальну реакційну камеру ливникової системи ливарної форми на шляху руху металу, з наступним заливанням форми рідким металом через реакційну камеру і розчиненням модифікатора або лігатури в потоці розплаву, який відрізняється тим, що розрахункову кількість модифікатора або лігатури попередньо завантажують у спеціальну оболонку,...
Спосіб обробки рідкого металу в ливарній формі
Номер патенту: 13646
Опубліковано: 17.04.2006
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: форми, спосіб, обробки, рідкого, металу, ливарний
Формула / Реферат:
Спосіб обробки рідкого металу в ливарній формі, у якому розрахункова кількість модифікатора або лігатури вводиться в розплав за допомогою газифікованої моделі, який відрізняється тим, що газифікована модель із замішаним порошком розміщується в спеціальній реакційній камері, розташованій між стояком і живильником на шляху руху рідкого металу.
Попередній патент: Спосіб зневоднення біомаси мікроводорості dunaliеlla salina
Наступний патент: Спосіб визначення фракцій сульфатованих гексозаміногліканів
Випадковий патент: Пристрій для збирання конденсату з повітря, що видихають