Спосіб навивання спіралі зі стрічки
Номер патенту: 54700
Опубліковано: 15.09.2003
Автори: Жучков Сергій Михайлович, Баришев Євген Володимирович, Голованов Костянтин Юрійович, Лохматов Олександр Павлович, Голованов Юрій Миколайович
Формула / Реферат
Спосіб навивання спіралі зі стрічки, що включає формоутворення витків спіралі шляхом пластичного деформування заготівки за допомогою контуру, що деформує, який складається з формуючого і двох згинальних роликів, і попереднє настроювання контуру, що деформує, у залежності від діаметра витків спіралі, діаметрів роликів і товщини стрічки, який відрізняється тим, що попереднє настроювання контуру, що деформує, здійснюють шляхом зміни діаметра формуючого ролика при фіксованих відстанях між центрами осей формуючого і кожного з згинальних роликів, установлених із співвідношення 1,0<l2/l1<1,1, і однакових діаметрах згинальних роликів, а навивання спіралі здійснюють із використанням формуючого ролика з діаметром, установленим за результатами попереднього настроювання контуру, що деформує, виходячи з залежності:
Dф = 33,45+ 1,36Dc - (5,23-5,50)S,
де l1 - відстань між центрами осей формуючого і першого згинального ролика;
l2 - відстань між центрами осей формуючого і другого згинального ролика;
Dф - діаметр формуючого ролика, мм;
Dc - діаметр витків спіралі, мм;
S - товщина стрічки, мм.
Текст
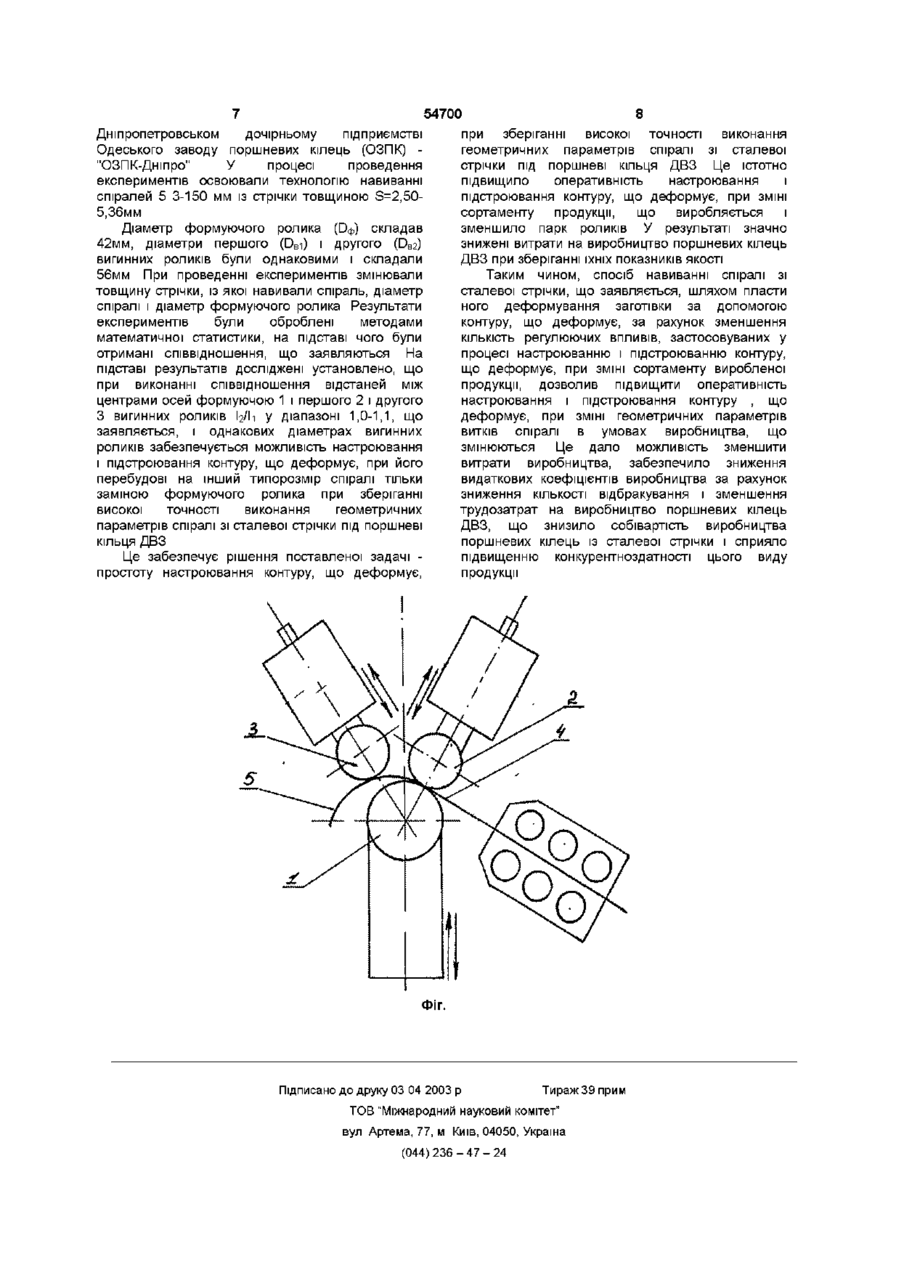
1 Спосіб навивання спіралі зі стрічки, що включає формоутворення витків спіралі шляхом пластичного деформування заготівки за допомогою контуру, що деформує, який складається з формуючого і двох вигинних роликів, і попереднє настроювання контуру, що деформує, у залежності від відстаней між центрами осей формуючого і кожного з вигинних роликів, діаметра витків спіралі, діаметрів роликів і товщини стрічки, який відрізняється тим, що попереднє настроювання контуру, що деформує, здійснюють шляхом зміни діаметра формуючого ролика при фіксованих відстанях між центрами осей формуючого і кожного з вигинних роликів, установлених із співвідношення і однакових діаметрах вигинних роликів, а навивання спіралі здійснюють із використанням формуючого ролика з діаметром, установленим за результатами попереднього настроювання контуру, що деформує 2 Спосіб навивання спіралі зі стрічки по п 1, який відрізняється тим, що в процесі попереднього настроювання контуру, що деформує, діаметр формуючого ролика при фіксованих відстанях між центрами осей формуючого і кожного з вигинних роликів установлюють, виходячи з залежності Эф = 33,45+ 1,36DC - (5,23-5,50)S, где h - відстань між центрами осей формуючого і першого вигинного ролика, b - відстань між центрами осей формуючого і другого вигинного ролика, О - діаметр формуючого ролика, ф Dc - діаметр витків спіралі, S - товщина стрічки О о Винахід ставиться до обробки металів тиском, як-то, до способів навивання спіралі зі стрічка методом пластичного деформування за допомогою трироликового контуру спіраленавивного верстата-автомата, що деформує, і може бути використане при виробництві сталевих поршневих кілець двигунів внутрішнього згоряння (ДВЗ) відомий спосіб навивання спіралі зі стрічки, що включає формоутворення витків спіралі шляхом пластичного деформування заготівки за допомогою контуру, що деформує, який складається з формуючого і двох вигинних роликів і попереднього настроювання контур,, що деформує, у залежності від відстаней між центрами осей формуючого і кожного з вигини х роликів, діаметра витків спіралі, діаметрів роликів і товщини стрічки [1 Патент 2028859 Російська Ь Федерація МПК B21F 37/04 Заявлено 22 0191 Опубліковано 22 02 95 Бюл №5] Недоліком відомого способу є складність настроювання трироликового контуру спіраленавивного верстата-автомата, що деформує Це, приводить до збільшення витрат часу на його настроювання, що зв'язано зі зниженням техніко-економічних показників виробництва спіралі під поршневі кільця Крім того, збільшене значення регулюючих впливів приводить, як правило, до зниження точності настроювання, що, у свою чергу, знижує точність виконання геометричних параметрів витків спіралі в процесі формування її зі стрічки, Зазначена обставина збільшує КІЛЬКІСТЬ браку по геометрії профілю при виробництві поршневих кілець, знижуючи, тим самим, техніко-економічні показники виробництва ю 54700 У якості прототипу прийнятий спосіб навиванні спіралі зі стрічки, що включає формоутворення витків спіралі шляхом пластичного деформування заготівки за допомогою контуру що деформує, який складається з формуючого і двох вигинних роликів і попереднього настроювання контуру, що деформує, у залежності від відстаней між центрами осей формуючого і кожного з вигинних роликів, діаметра витків спіралі, діаметрів роликів і товщини стрічки [2 Авторське свідоцтво 1294436 СРСР МПК4 B22F 3/00 Заявлено 03 10 85 Опубліковано 07 03 87] Недоліком прототипу є надмірна складність настроювання контуру, що деформує, яка обумовлена великою КІЛЬКІСТЮ засобів регулювання Значна КІЛЬКІСТЬ регулюючих впливів призводить до зниження точності настроювання Це знижує точність виконання спіралі при її формуванні зі стрічки Зміна сортаменту продукції (геометричних параметрів витків спіралі) в умовах виробництва, що змінюються, потребує оперативного настроювання і підстроювання контуру, що деформує, без підвищеного відбракування Неточність настроювання контуру, що деформує, при ЗМІНІ геометричних параметрів витків спіралі у відомому технічному рішенні збільшує час, що затрачається на перебудову контуру, що деформує, а також збільшує видаткові коефіцієнти при переході на інший профілерозмір спіралі Виробництво поршневих кілець ,з сталевої стрічки зі значною нестабільністю діаметра спіралі супроводжується підвищеним відбракуванням поршневих кілець Поршневі кільця ДВЗ, виготовлені зі спіралі, із знач, йми відхиленнями по діаметру витків, не забезпечують заданих експлуатаційних властивостей і тому не можуть використовуватися Це знижує техніко-економічні показники виробництва і конкурентноздатність поршневих кілець через збільшення видаткових коефіцієнтів виробництва внаслідок підвищеної КІЛЬКОСТІ браку Задача, вирішувана винаходом, складається в розробці способу навиванні спіралі зі стрічки шляхом пластичного деформування заготівки за допомогою контуру, що деформує, який забезпечує спрощення його настроювання і високу точність виконання геометричних параметрів спіралі зі сталевої стрічки під поршневі кільця ДВЗ, а також підвищення оперативності настроювання і підстроювання контуру, що деформує, при ЗМІНІ геометричних параметрів спіралі в умовах виробництва, що змінюються Висока точність геометрії спіралі, як напівпродукту для виготовлення поршневих кілець ДВЗ, забезпечує підвищення якості поршневих кілець і поліпшення їхніх службових характеристик Указана обставина, а також те, що п] и використанні пропозиції істотно зменшується парк роликів контуру, що деформує, знижує витрати на виробництво поршневих кілець ДВЗ Технічний результат, що досягається при використанні винаходу, складається в скороченні поточних простоїв при виробництві поршневих кілець за рахунок підвищення оперативності настроювання і підстроювання контуру, що деформує, при ЗМІНІ геометричних параметр-в спіралі (ЗМІНІ сортаменту продукції - типорозмірів спіралі) в умовах виробництва, що змінюються, а також зменшенні парку роликів контуру, що деформує Рішення поставленої задачі забезпечується тим, що в способі навиванні спіралі зі стрічки, що включає формоутворення витків спіралі шляхом пластичного деформування заготівки за допомогою контуру, що деформує, який складається з формуючого і двох вигинних роликів і попереднього настроювання контуру, що деформує, у залежності від відстаней між центрами осей формуючого і кожного з вигинних роликів, діаметра витків спіралі, діаметрів роликів і товщини стрічки, попереднє настроювання контуру, що деформує, здійснюють шляхом зміни діаметра формуючого ролика при фіксованих відстанях між центрами осей формуючого і кожного з вигинних роликів, установлених із співвідношення і однакових діаметрах вигинних роликів, а навивання спіралі здійснюють із використанням формуючого ролика з діаметром, установленим за результатами попереднього настроювання контуру, в о деформує, а також тим, що в процесі попереднього настроювання контуру, що деформує, діаметр формуючого ролика при фіксованих відстанях між центрами осей формуючого і кожного з вигинних роликів установлюють виходячи з залежності, Оф=33,45+1,36Dc-(5,23-5,50)S, де h - відстань між центрами осей формуючого і першого вигинного ролика, b - відстань між центрами осей формуючого і другого вигинного ролика, О - діаметр формуючого ролика, ф Dc - діаметр витків спіралі, S - товщина стрічки Порівняння з прототипом показує, що спосіб навивання спіралі зі стрічки, який заявляет ся, відрізняється тим, що попереднє настроювання контуру, що деформує, здійснюють шляхом зміни діаметра формуючого ролика при фіксованих відстанях між центрам! осей формуючого і кожного з вигинних роликів, установлених із співвідношення і однакових діаметрах вигинних роликів, а навивання спіралі здійснюють із використанням формуючого ролика з діаметром, установленим за результатами попереднього настроювання контуру, до деформує, а також тим, що в процесі попереднього настроювання контуру, що деформує, діаметр формуючого ролика при фіксованих відстанях між центрами осей формуючого і кожного з вигинних роликів установлюють виходячи з залежності Оф=33,45+1,36Dc-(5,23-5,50)S, де h - відстань між центрами осей формуючого і першого вигинного ролика, b відстань між центрами осей формуючого і другого вигинного ролика, О - діаметр формуючого ролика, ф Dc діаметр витків спіралі, S - товщина стрічки 54700 Отже, спосіб навиванні спіралі зі стрічки, що заявляється, відповідає критерію "новизна" Порівняння з іншими технічними рішеннями в даній області техніки не дозволило виявити технічні рішення, що відрізняють технічне рішення, що заявляється, від прототипу Отже, технічне рішення, що заявляється, має винахідницький рівень Винахід пояснюється кресленням, на якому подана схема компонування контуру, що деформує, який складається з формуючого і двох вигинних роликів Ця схема пояснює умови реалізації запропонованого способу Спосіб здійснюється в таким чином Сталеву стрічку 4 прямокутного перетину пластично деформують на ребро за допомогою контуру, що деформує, який складається з формуючого 1 і двох вигинних 2 і 3 роликів 3 цією ціллю її примусово задають у зазор між формуючим 1 і першим вигинним 2 роликом У процесі наступного переміщення стрічки по контуру, що деформує, передній кінець стрічки надходить під другий вигинний ролик 3, де за рахунок вигину навколо формуючого ролика 1 формується остаточний діаметр спіралі для виготовлення поршневих кілець Перед початком роботи в залежності від сортаменту продукції, що виробляється, - діаметра спіралі, контур, що деформує, настроюють шляхом зміни діаметра формуючого ролика Іри фіксованих відстанях між центрами осей формуючого 1 і кожного з вигинних роликів 2 і З, Указані відстані між центрами осей формуючого 1 і кожного з вигинних роликів 2 і 3, ви качаються співвідношенням де h и Ь - відстані між центрами осей формуючого 1 і першого 2 і другого 3 вигинних роликів, ВІДПОВІДНО Вигинні ролики 2 і 3 при цьому мають однакові діаметри, тобто мають можливість взаємозамінності Це дозволяє значно спростити настроювання контуру, що деформує, при забезпеченні високої точності виконання геометричних параметрів спіралі зі сталевої стрічки під поршневі кільця ДВЗ, а також підвищити оперативність настроювання і підстроювання контуру що деформує, при ЗМІНІ геометричних параметрів спіралі в умовах виробництва, що змінюються Крім того, це дає можливість істотно зменшити парк роликів контуру, що деформує У цьому випадку, при ЗМІНІ діаметра спіралі необхідна заміна тільки формуючого ролика, тобто парк формуючих роликів визначається сортаментом виробленої продукції - діаметрами спіралей, що навиваються, а парк вигинних роликів зменшується ВДВІЧІ за рахунок забезпечення їхньої взаємозамінності Навивання сталевої спіралі здійснюють із використанням формуючого ролика 1 із діаметром, установленим за результатами попереднього настроювання контуру, що деформує При цьому в процесі попереднього настроювання контуру, що деформує, діаметр формуючого ролика 1 при фіксованих відстанях h і Ь між центрами осей формуючого 1 і кожного з вигинних роликів 2 і З установлюють виходячи з залежності, отриманої на підставі експериментальних досліджень Оф=33,45+1,36Dc-(5,23-5,50)S, де О - діаметр формуючого ролика, Dc ф діаметр витків спіралі, S - товщина стрічки Точність настроювання положення роликів контуру, що деформує, при необхідності зміни діаметра витків спіралі і товщини стрічки, унаслідок переходу на інший типорозмір, що визначає точність геометричних параметрів спіралі, забезпечується використанням формуючого ролика ВІДПОВІДНОГО діаметра при заданих у рамках діапазону співвідношення відстаней, що заявляються, між центрами осей формуючого 1 і першого 2(h) і другого 3(Ь) вигинних роликів і однакових діаметрів вигинних роликів Експериментально встановлено, що якщо відношення Ь/Іі буде менше 1,0, то можлива холодна пластична деформація сталевої стрічки по перетину в зазорах між формуючими і вигинними роликами контуру, що деформує Це призведе до порушення в процесі навивання геометрі перетину сталевої стрічки і спіралі, одержуваної з неї Якщо відношення Ь/Іі буде більше 1,1, то це не дасть можливості забезпечити настроювання і підстроювання контуру, що деформує, тільки шляхом заміни формуючого ролика, а потребує додаткового регулювання контур), що деформує, за допомогою інших регулюючих впливів Це ускладнить процес настроювання і підстроювання контуру, що деформує, при ЗМІНІ сортаменту продукції, знизить оперативність роботи в умовах виробництва, що змінюються, потребує збільшення парку роликів контуру, що деформує, У противному випадку не буде забезпечена необхідна точність виконання геометричних параметрів спіралі зі сталевої стрічки під поршневі кільця ДВЗ Простота настроювання контуру, що деформує, забезпечується тим, що власне його перебудова на інший типорозмір спіралі здійснюються тільки заміною формуючого ролика при зберіганні високої точності виконання геометричних параметрів спіралі зі сталевої стрічки під поршневі кільця ДВЗ Це підвищує оперативність настроювання і підстроювання контуру, що деформує, при ЗМІНІ геометричних параметрів спіралі в умовах виробництва, що змінюються Використання комплекту формуючих роликів із діаметрами, що відповідають сортаменту виробленої продукції (діаметрам спіралей, що навиваються) істотно зменшується парк роликів контуру, що деформує, і знижує витрати на виробництво поршневих кілець ДВЗ Значення технологічних коефіцієнтів у вираженні, що визначає діаметр формуючого ролика в залежності від сортаменту продукції Оф=33,45+1,36Dc-(5,23-5,50)S, (вільний член рівняння - 33,45, коефіцієнт 1,36 - що визначає вплив діаметра спіралі Dc, і діапазон зміни коефіцієнта 5,23-5,50, що визначає вплив товщини стрічки S) встановлені експериментальним шляхом при освоєнні технології навиванні спіралей різноманітних діаметрів під поршневі кільця ДВЗ в умовах експериментальної бази Інституту чорної металургії НАН України і 54700 8 при зберіганні високої точності виконання геометричних параметрів спіралі зі сталевої стрічки під поршневі кільця ДВЗ Це істотно підвищило оперативність настроювання і підстроювання контуру, що деформує, при ЗМІНІ сортаменту продукції, що виробляється і зменшило парк роликів У результаті значно знижені витрати на виробництво поршневих кілець ДВЗ при зберіганні їхніх показників якості Таким чином, спосіб навиванні спіралі зі сталевої стрічки, що заявляється, шляхом пласти ного деформування заготівки за допомогою контуру, що деформує, за рахунок зменшення КІЛЬКІСТЬ регулюючих впливів, застосовуваних у процесі настроюванню і підстроюванню контуру, що деформує, при ЗМІНІ сортаменту виробленої продукції, дозволив підвищити оперативність настроювання і підстроювання контуру , що деформує, при ЗМІНІ геометричних параметрів витків спіралі в умовах виробництва, що змінюються Це дало можливість зменшити витрати виробництва, забезпечило зниження видаткових коефіцієнтів виробництва за рахунок зниження КІЛЬКОСТІ відбракування і зменшення трудозатрат на виробництво поршневих кілець ДВЗ, що знизило собівартість виробництва поршневих кілець із сталевої стрічки і сприяло підвищенню конкурентноздатності цього виду Це забезпечує рішення поставленої задачі продукції простоту настроювання контуру, що деформує, Дніпропетровськом дочірньому підприємстві Одеського заводу поршневих кілець (ОЗПК) "ОЗПК-Дніпро" У процесі проведення експериментів освоювали технологію навиванні спіралей 5 3-150 мм із стрічки товщиною S=2,505,36мм Діаметр формуючого ролика (Оф) складав 42мм, діаметри першого (DBi) і другого (DB2) вигинних роликів були однаковими і складали 56мм При проведенні експериментів змінювали товщину стрічки, із якої навивали спіраль, діаметр спіралі і діаметр формуючого ролика Результати експериментів були оброблені методами математичної статистики, на підставі чого були отримані співвідношення, що заявляються На підставі результатів досліджені установлено, що при виконанні співвідношення відстаней між центрами осей формуючою 1 і першого 2 і другого З вигинних роликів Ь/Іі у діапазоні 1,0-1,1, що заявляється, і однакових діаметрах вигинних роликів забезпечується можливість настроювання і підстроювання контуру, що деформує, при його перебудові на інший типорозмір спіралі тільки заміною формуючого ролика при зберіганні високої точності виконання геометричних параметрів спіралі зі сталевої стрічки під поршневі кільця ДВЗ Фіг. Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for winding a spiral from a tape
Автори англійськоюHolovanov Yurii Mykolaiovych, Baryshev Yevhen Volodymyrovych, Holovanov Kostiantyn Yuriiovych, Zhuchkov Serhii Mykhailovych, Lokhmatov Oleksandr Pavlovych
Назва патенту російськоюСпособ навивки спирали из ленты
Автори російськоюГолованов Юрий Николаевич, Барышев Евгений Владимирович, Голованов Константин Юриевич, Жучков Сергей Михайлович, Лохматов Александр Павлович
МПК / Мітки
МПК: B21F 3/00
Мітки: стрічки, спіралі, спосіб, навивання
Код посилання
<a href="https://ua.patents.su/4-54700-sposib-navivannya-spirali-zi-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб навивання спіралі зі стрічки</a>
Спосіб навивання спіралі зі стрічки
Номер патенту: 54699
Опубліковано: 15.09.2003
Автори: Баришев Євген Володимирович, Голованов Костянтин Юрійович, Жучков Сергій Михайлович, Голованов Юрій Миколайович
МПК: B21F 3/00
Мітки: спіралі, стрічки, спосіб, навивання
Формула / Реферат:
Спосіб навивання спіралі зі стрічки, що включає формоутворення витків спіралі шляхом пластичного деформування заготівки за допомогою контуру, що деформує, який складається з формуючого і першого та другого згинальних роликів, при попередньому настроюванні положення роликів, що включає зміну відстаней між центрами осей формуючого і кожного зі згинальних роликів, який відрізняється тим, що в процесі попереднього настроювання положення роликів...
Робочий орган автомата для навивання кілець із стрічки
Номер патенту: 54656
Опубліковано: 16.06.2003
Автори: Голованов Костянтин Юрійович, Лохматов Олександр Павлович, Жучков Сергій Михайлович, Голованов Юрій Миколайович, Баришев Євген Володимирович
МПК: B21F 37/00
Мітки: робочий, кілець, навивання, автомата, орган, стрічки
Формула / Реферат:
Робочий орган автомата для навивання кілець із стрічки, що містить нерегульований формуючий ролик і перший та другий вигинальні ролики, один із яких установлений із можливістю регулювання, причому лінії, що з’єднують центри трьох роликів, утворюють трикутник, який відрізняється тим, трикутник має всі гострі кути, обидва вигинальних ролики встановлені з можливістю регулювання їх положення у напрямках ліній, що з'єднують їхні центри з центром...
Пристрій для навивання стрічки в спіраль на ребро із змінним кутом підняття гвинтової лінії
Номер патенту: 49470
Опубліковано: 16.09.2002
Автори: Радик Дмитро Леонидович, Гевко Ігор Богданович, Васильків Василь Васильович, Пилипець Михайло Ількович
МПК: B21D 11/06
Мітки: підняття, лінії, навивання, змінним, стрічки, ребро, спіраль, кутом, гвинтової, пристрій
Формула / Реферат:
Пристрій для навивання стрічки в спіраль на ребро із змінним кутом підняття гвинтової лінії, який містить оправу з кільцевим виступом, торцева поверхня якого виконана у вигляді гвинтової поверхні, та приводом обертання, пристосування для затиску переднього кінця стрічки на оправі, напрямний ролик для стрічки, встановлений на осі, розміщеній у корпусі, який встановлений на плиті, та формоутворюючий ролик з ступінчастою робочою поверхнею, вісь...
Верстат для навивання стрічки в спіраль на ребро
Номер патенту: 15898
Опубліковано: 30.06.1997
Автори: Мартиненко Володимир Якимович, Костриба Михайло Васильович, Кичма Ігор Данилович, Ревко Роман Богданович, Ревко Богдан Матвійович, Данильченко Михайло Григорович, Сліпченко Володимир Дмитрович
МПК: B23H 11/00
Мітки: стрічки, навивання, ребро, верстат, спіраль
Формула / Реферат:
Верстат для навивання стрічки в спіраль на ребро, що містить встановлений на рамі привідний механізм, виконаний у вигляді двигуна і редукційного пристрою, кінематичне зв'язаного з формоутворюючою оправкою, механізму подачі, виконаного у вигляді гайки і гвинтового валу, пристрою подачі стрічки, який відрізняється тим, що привідний механізм і формуюча оправка розташовані в направляющих рами, а редукційний пристрій виконаний у вигляді...
Пристрій для навивання різнопрофільних гвинтових елементів транспортно-технологічних систем
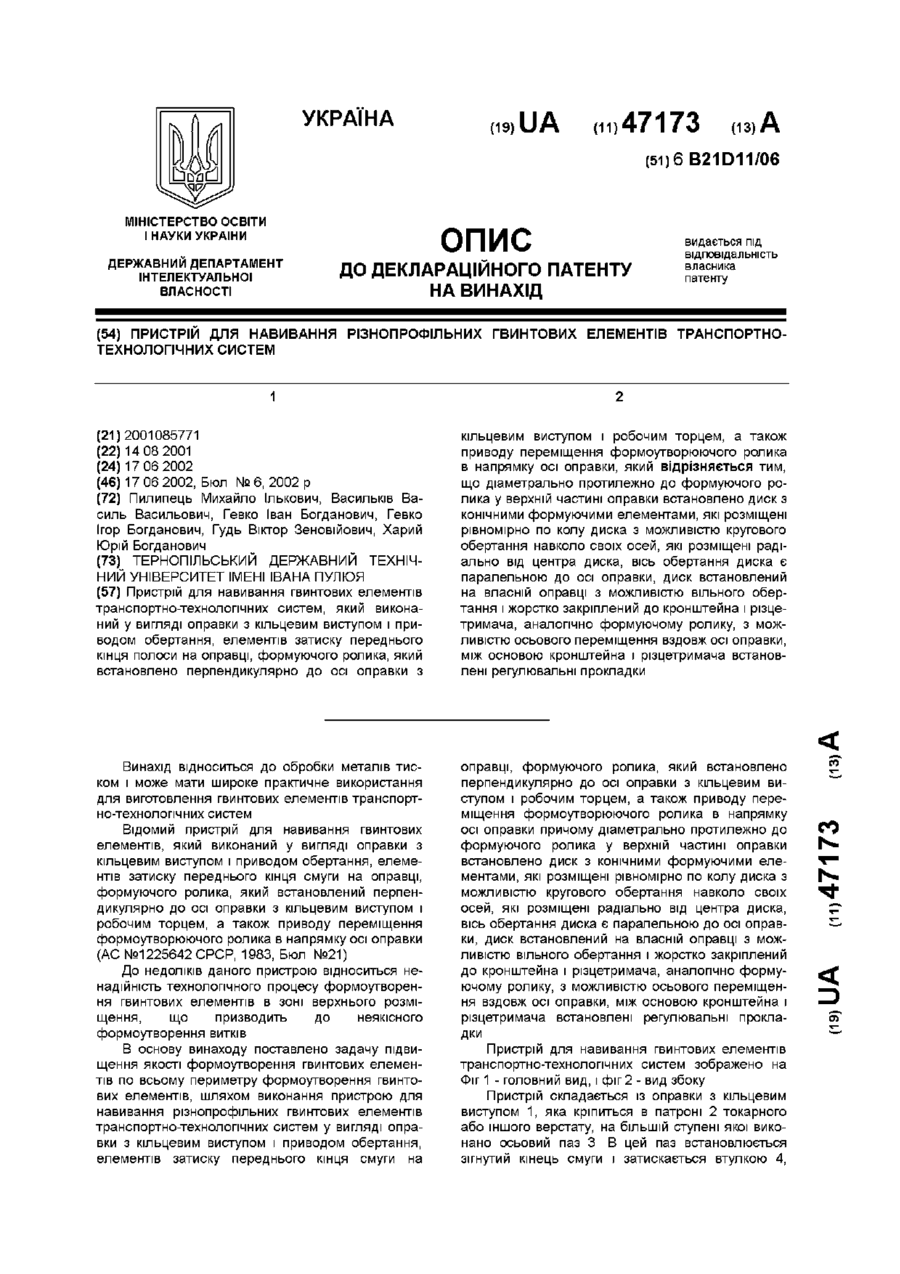
Номер патенту: 47173
Опубліковано: 17.06.2002
Автори: Харий Юрій Богданович, Гудь Віктор Зеновійович, Гевко Ігор Богданович, Пилипець Михайло Ількович, Гевко Іван Богданович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: пристрій, навивання, транспортно-технологічних, гвинтових, елементів, систем, різнопрофільних
Формула / Реферат:
Пристрій для навивання гвинтових елементів транспортно-технологічних систем, який виконаний у вигляді оправки з кільцевим виступом і приводом обертання, елементів затиску переднього кінця полоси на оправці, формуючого ролика, який встановлено перпендикулярно до осі оправки з кільцевим виступом і робочим торцем, а також приводу переміщення формоутворюючого ролика в напрямку осі оправки, який відрізняється тим, що діаметрально протилежно до...
Попередній патент: Спосіб навивання спіралі зі стрічки
Наступний патент: Кругла пила
Випадковий патент: Спосіб вирощування sтеvіа rеваudіаnа веrтоnі по однорічному циклу