Робочий орган автомата для навивання кілець із стрічки
Номер патенту: 54656
Опубліковано: 16.06.2003
Автори: Голованов Костянтин Юрійович, Баришев Євген Володимирович, Голованов Юрій Миколайович, Жучков Сергій Михайлович, Лохматов Олександр Павлович
Формула / Реферат
Робочий орган автомата для навивання кілець із стрічки, що містить нерегульований формуючий ролик і перший та другий вигинальні ролики, один із яких установлений із можливістю регулювання, причому лінії, що з’єднують центри трьох роликів, утворюють трикутник, який відрізняється тим, трикутник має всі гострі кути, обидва вигинальних ролики встановлені з можливістю регулювання їх положення у напрямках ліній, що з'єднують їхні центри з центром формуючого ролика, а відстань між центрами формуючого і першого вигинального роликів установлено, виходячи зі співвідношення:
![]() ,
,
де (1,02-1,24) - технологічний коефіцієнт, DФ і DВ - діаметри формуючого і вигинального роликів, відповідно, при цьому відстань між центрами формуючого і другого вигинального роликів складає не більше 1,10 відстані між центрами формуючого і першого вигинального роликів.
Текст
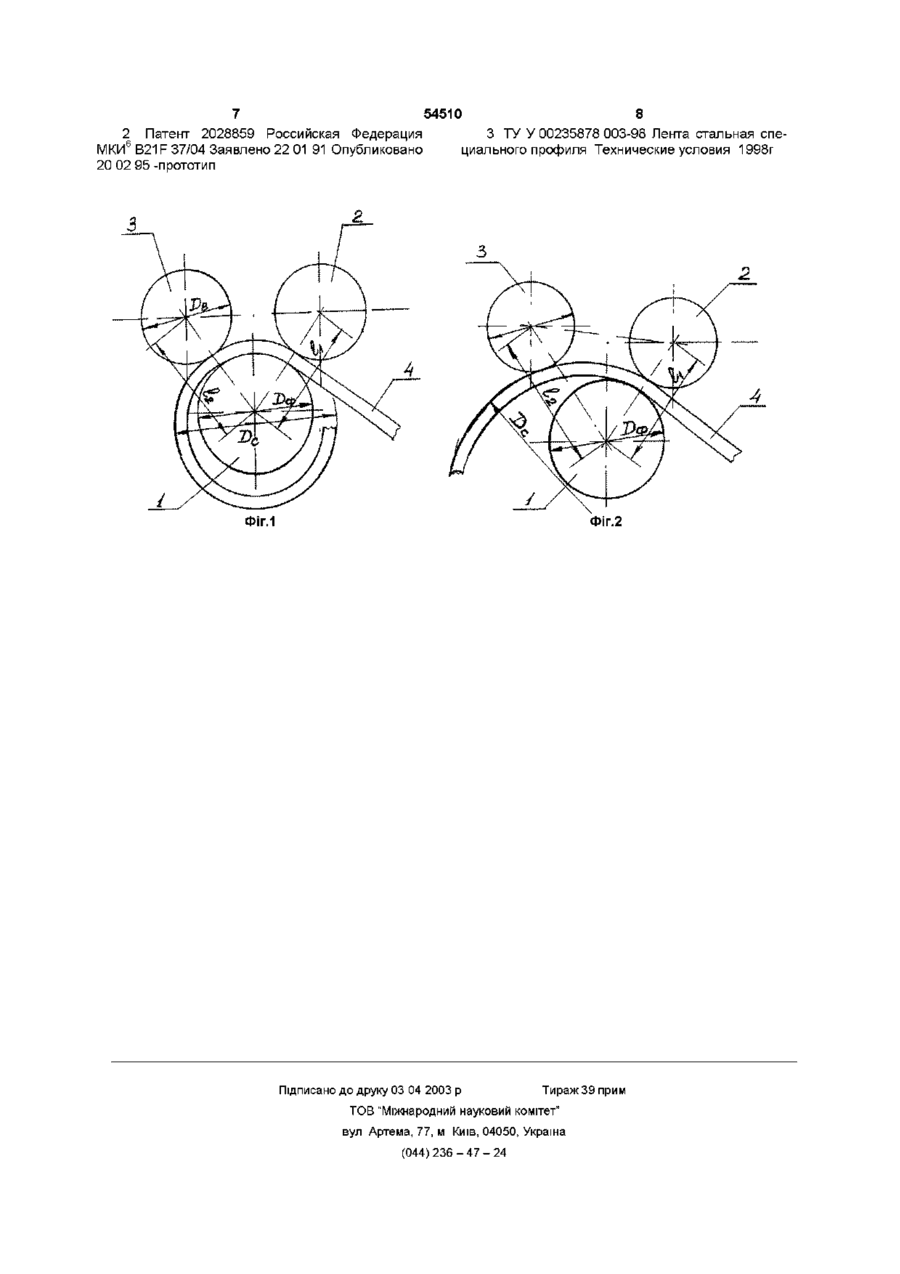
Робочий орган автомата для навивання кілець із стрічки, що містить нерегульований формуючий ролик і два вигинних ролики, перший із яких нерегульований, а другий установлений із можливістю регулювання, розташовані таким чином, що лінії центрів трьох роликів утворюють трикутник, який відрізняється тим, що ролики розташовані таким Винахід відноситься до обробки металів тиском, зокрема, до конструкції робочого інструменту верстата (автомата) для навивання кілець із стрічки, і може бути використане при виробництві сталевих поршневих кілець двигунів внутрішнього згоряння (ДВЗ) зв'язку з розвитком автомобільного машинобудування, що супроводжується збільшення потужності ДВЗ, виникла потреба в економічних матеріалах, для виготовлення поршневих кілець ДВЗ, що мають необхідні технологічні й експлуатаційні властивості У останні роки у СВІТОВІЙ практиці отримує розвиток процес виробництва поршневих кілець із сталеве стрічки, тому розробка конструкції робочого інструменту основного технологічного устаткування для виготовлення поршневих кілець ДВЗ із сталевої стрічки, що забезпечує необхідну якість виробів є актуальною задачею в сучасних умовах Відомий робочий орган автомата для навивання кілець із стрічки, що включає три ролика, два з яких виконані нерегулюємимі, а третій установлений із можливістю регулювання, розташовані таким чином, що лінії центрів трьох роликів утво чином, що трикутник, утворений ЛІНІЯМИ центрів трьох роликів, має всі гострі кути, перший вигинний ролик установлений із можливістю регулювання, причому обидва вигинних ролики мають можливість регулювання у напрямках ЛІНІЙ, ЩО з'єднують їхні центри з центром формуючого ролика, а відстань між центрами формуючого і першого вигинного ролика установлено виходячи зі співвідношення _(1,O2-1,24)D 0 +D B '1= 2 ' де (1,02-1,24) -технологічний коефіцієнт, О і DB ф діаметри формуючих і вигинного роликів, ВІДПОВІДНО, при цьому відстань між центрами формуючого і другого вигинного ролика складає не більше 1,10 відстані між центрами формуючого і першого вигинного ролика рять трикутник [1 Авторское свидетельство 1294436 СССР МКИ4 B22F 3/00 Заявлено 03 10 85 Опубликовано 07 03 87] Недоліком відомого робочого органа автомата для навивання кілець із стрічки є те, що при його використанні неможливо забезпечити необхідну якість сталевих поршневих кілець у наслідок того, що не забезпечується задана точність виконання діаметра витків при формуванні спіралі зі стрічки при використанні відомого технічного рішення Зазначена обставина значно збільшує КІЛЬКІСТЬ браку по геометрії при виробництві поршневих кілець, знижує техніко-економічні показники виробництва і конкурентноздатність цього виду продукції У якості прототипу прийнятий робочий орган автомата для навивання кілець із стрічки, до включає нерегулюємий формуючий ролик і два вигинних ролика, перший із який нерегулюємий, а другий установлений із можливістю регулювання, розташовані таким чином, І ,о лінії центрів трьох роликів утворюють трикутник [2 Патент 2028859 Российская Федерация МКИ6 B21F 37/04 Заявлено 22 01 91 Опубликовано 20 02 95] (О ю (О ю Недоліком прототипу є те, що при його використанні не забезпечується необхідна якість сталевих поршневих кілець унаслідок того, що не досягається задана точність виконані я діаметра витків спіралі зі сталевої стрічки в процесі її формування в робочому органі автомата При формуванні спіралі зі стрічки у відомому робочому органі автомата можливе випинання стрічки в проміжку між першим і другим вигинними ролика1 ми в області формую эго ролика Це призводить до відхилення діаметра витків спіралі від необхідної геометрії формуванню місцевих локальних перегинів стрічки в спіралі - ділянок із діаметра ш витків, що різняться істотно Виготовлення поршневих кілець із сталевої стрічки зі значними відхиленнями по діаметру спіралі обумовлює підвищене відбракування поршневих кілець при їхньому виробництві Власне поршневі кільця ДВЗ, виготовлені зі спіралі, з значними відхиленнями по діаметру витків, утрачають свої експлуатаційні властивості і не можуть бути запропоновані до використання Зазначені обставини знижують технікоекономічні показники виробництва за рахунок збільшення КІЛЬКОСТІ браку і конкурентноздатність поршневих кілець, виготовлених із сталевої стрічки З дача, розв'язувана винаходом, складається в розробці робочого органа автомата для навивання кілець із стрічки, що забезпечує точність виконання геометричних параметрів витків спіралі зі сталевої стрічки, що навивається Зокрема, забезпечення мінімальних відхилено діаметра витків спіралі, що є вихідною заготівкою (напівпродуктом) для виготовлення поршневих кілець, точність виконання яких багато в чому визначає якість готових виробів - фізико-механічні, технологічні й експлуатаційні властивості поршневих кілець ДВЗ, виготовлених із неї Це дасть можливість істотно знизити витрати на виробництво напівпродукту для виготовлення поршневих кілець ДВЗ в умовах стандартного машинобудівного підприємства, що виробляє поршневі кільця Технічний результат, що досягається при використанні винаходу, складається в забезпеченні точності виконання геометричних параметрів витків спіралі для виготовлення поршневих кілець, що визначає комплекс фізико-механічних, технологічних і експлуатаційних властивостей поршневих кілець, що виготовляються з неї в умовах типового машинобудівного підприємства, що робить поршневі КІЛЬЦЯ Рішення поставленої задачі забезпечується тим, що в робочому органі автомата для навивання кілець із стрічки, що включає нерегулюємий формуючий ролик і два вигинних ролика, перший із який нерегулюємий, а другий установлений із можливістю регулювання, розташовані таким чином, що лінії центрів трьох роликів утворюють трикутник, ролики розташовані таким чином, що трикутник, утворений ЛІНІЯМИ центрів трьох роликів, має всі гострі кути, перший вигинний ролик установлений із можливістю регулювання, причому обидва ролика мають можливість регулювання в напрямках ЛІНІЙ, ЩО з'єднують їхні центри з центром формуючого ролика, а відстань між центрами формуючого і першого вигинного ролика 54510 установлено виходячи зі співвідношення (1,02-1,24)О ф +О в Ц = 2 де (1,02-1,24) -технологічний коефіцієнт, О і ф DB діаметри формуючого і вигинного роликів, ВІДПОВІДНО, при цьому відстань між центрами формуючого і другого вигинного ролика складає не більш 1,10 відстані між центрами формуючого і першого вигинного ролика Порівняння з прототипом показує, що робочий орган, що заявляється, автомата для навиванні кілець із стрічки, відрізняється тим, що ролики розташовані таким чином, що трикутні к утворений ЛІНІЯМИ центрів трьох роликів, має усі гострі кути, перший вигинний ролик установлений із можливістю регулювання, причому обидва вигинних ролики мають можливість регулювання в напрямках ЛІНІЙ, що з'єднують їхні центри з центром формуючого ролика, відстань між центрами формуючого і першого вигинного ролика установлено виходячи зі співвідношення (1,02-1,24)Оф+Ов Ц = 2 де (1,02-1,24) -технологічний коефіцієнт, О і ф DB діаметри формуючих і вигинного роликів, ВІДПОВІМО, при цьому відстань між центрами формуючого і другого вигинного ролика складає не більш 1,10 відстані між центрами формуючого і першого вигинного ролика Отже, робочий орган автомата для навиванні кілець із стрічки, що заявляється, відповідає критерію "новизна" Порівняння з іншими технічними рішеннями в даній області не дозволило виявити технічні рішення, що відрізняють технічне рішення, що заявляється, від прототипу Отже, що заявляється технічне рішення має "винахідницький рівень" Винахід пояснюється кресленням, де на фіг 1 і 2 - подані схеми компонування формуючого і двох вигинних роликів робочого органа автомата для навивання кілець із стрічки, до пояснюють його роботу, при навиванні спіралі для виготовлення кілець різного діаметра робочий орган автомата для навивання кілець із стрічки складається з нерегулюємого формуючого ролика 1 і двох вигинних роликів 2* і 3, установлених із можливістю регулювання Три ролики робочого органа автомата для навивання кілець із стрічки 4 розташовані таким чином, що лінії, що з'єднують їхні центри, утворюють трикутник, що має всі гострі кути Кожний із вигинних роликів 2 і 3 установлений із можливістю регулювання При цьому, регулювання положення роликів 2 і 3 здійснюється по напрямках ЛІНІЙ, ЩО з'єднують їхні центри з центром формуючого ролика 1 Працює робочий орган автомата для навивання кілець із стрічки таким чином Сталева стрічка 4 прямокутного перетину примусово задається в зазор між формуючим 1 і першим вигинним 2 роликом За рахунок ВІДПОВІДНОГО кута подачі стрічки 4 у зазор між роликами 1 і 2 відбувається и вигин убік формуючого ролика 1 Вигнутий передній кінець стрічки переміщуючись далі надходить на другий вигинний ролик 3, за рахунок додаткового вигину в кому формується остаточний діаметр 54510 зазначеного розмірного ряду При цьому забезпеч спіралі для виготовлення кілець тоться мінімальні відхилень діаметра спіралі від Розташування трьох роликів робочого органа заданих зазначеними технічними умовами Це доавтомата для навивання кілець із стрічки таким зволяє підвищити якість поршневих кілець ДВЗ, чином, що лінії, що з'єднують їхні центри, утворювиготовлених із цієї спіралі, і забезпечити комють трикутник, що має всі гострі кут и попереджає плекс фізико-механічних, технологічних і експлуаможливе випинання стрічки 4 у проміжку між пертаційних властивостей поршневих кілець із неї Це шим 2 і другим 3 вигинним роликами в області дає можливість істотно знизити витрати на виробформуючого ролика 1 Цим по перед жується можництво сталевої спіралі для виготовлення поршливе відхилень* діаметра витків спіралі від необневих кілець ДВЗ в умовах стандартного машинохідної геометри, не припускається формування будівного підприємства, що виробляє поршневі місцевих локальних перегинів стрічки 1 у спіралі кільця ділянок із діаметрами витків, що різняться істотно Цьому ж сприяє те, що обидва вигинних ролики 2 і Експерименти по визначенню співвідношень З у технічному рішенні, тт о заявляється, виконані геометричних параметрів елементів робочого оррегульованими, на відміну від прототипу, де тільки гана автомата для навиванні кілець із сталевої другий вигинний ролик має регулювання, а також стрічки, що заявляються, виконуватися в умовах те, що регулювання положення роликів 2 і 3 здійсОдеського заводу поршневих кілець (ОЗПК), Інстинюється по напрямках ЛІНІЙ, ЩО з'єднують їхні туту чорної металургії (ІЧМ) НАН України і Дніпроцентри з центром формуючого ролика 1 Таке ріпетровській філії ОЗПК Якщо технологічний коешення, насамперед, істотно розширює технологічфіцієнт буде менше 1,02 діаметра формуючого ні можливості настроювання і підстроювання роролика Оф, то може відбутися пластична дефорбочого органа автомата для навивання кілець із мація стрічки в зоні формуючих і першого вигиннострічки в процесі роботи При цьому, регулювання го роликів, що може призвести до зниженні точноположення роликів 2 і 3 по напрямках ЛІНІЙ, ЩО сті геометричних параметрів спіралі для одержанз'єднують їхні центри з центром формуючого роня кілець Якщо значення цього коефіцієнта буде лика 1, забезпечує, крім іншого, зберігання всіх більше 1,24, то отримана спіраль буде мати відхигострих кутів \ трикутнику, утвореному ЛІНІЯМИ, що лення по діаметру більше н ж припускаються, що з'єднують їхні центри, що, у свою чергу, поперепризведе до зниження якості кілець До цього ж джає випинання стрічки в проміжку між вигинним призведе виконання відстані Ь між центрами форроликами 2 і 3 в області формуючого ролика 1 муючого 1 і другого вигинного ролика 3 завбільшки 1.10І1 Виготовлення поршневих кілець із сталевої Для забезпечення можливості виготовлення стрічки з відхиленнями по діаметру спіралі 5ільше, спіралі різноманітних діаметрів із стрічки з різноніж припускаються збільшить відбракування поршманітними розмірами поперечного перетину, що невих кілець при їхньому виробництві, а власне охоплюють усю гаму типорозмірів поршневих кіпоршневі кільця ДВЗ, виготовлені з такої спіралі, лець ДВЗ, у технічному рішенні, що заявляється, утрачають свої експлуатаційні властивості і не регламентуються відстані між центра* и формуюможуть використовуватися Зазначені обставини чого 1 і вигинних 2 і 3 роликів Так, відстань h між можуть знизити техніко-економічні показники вицентрами формуючого 1 і першого вигинного роробництва поршневих кілець, виготовлених із сталика 2 установлено виходячи зі співвідношення левої стрічки, за рахунок збільшення КІЛЬКОСТІ від(1,02-1,24)О ф +О в бракування при їхньому виготовленні зі спіралі зі Ц = значними відхиленнями по діаметрі 2 де (1,02-1,24) -технологічний коефіцієнт, О і ф Таким чином, робочий орган автомата для наDB діаметри формуючих і вигинного роликів, ВІДПОвиванні кілець із стрічки, що заявляється, забезпеВІДНО, а відстань Ь між центрами формуючого 1 і чує підвищення точності виконання геометричних другого вигинного ролика 3 складає небільш параметрів спіралі, що навивається, зі сталевої 1,101-і стрічки, що у свою чергу сприяє підвищенню якості Зазначені співвідношення дозволяють із викопоршневих кілець ДВЗ, виготовлених із неї, із заристанням робочого органа автомата для навибезпеченням необхідного комплексу фізикованні кілець із стрічки, що заявляється, навивати механічних, технологічних і експлуатаційних власспіралі різноманітних діаметрів із стрічки з різнотивостей кілець манітними розмірами і формою поперечного переЗазначені обставини дозволяють істотно знитину, що охоплюють усю гаму типорозмірів поршзити витрати на виробництво сталевої спіралі невих кілець ДВЗ Виконання зазначених співвіднапівпродукту для виготовлення поршневих кілець ношень h і І2, що заявляються, забезпечує одерДВЗ в умовах стандартного машинобудівного піджання спіралі діаметром Де, який дорівнює 50приємства, що виробляє поршневі кільця, тобто 150мм, що охоплює всі можливі типорозміри потехнічне рішення, що заявляться, забезпечує ріршневих кілець ДВЗ, що виготовляються зі сталешення поставленої задачі Крім того, знижується вої стрічки ВІДПОВІДНО до вимог технічних умов на собівартість виробництва поршневих кілець із ставихідну заготівку для виробництва поршневих кілевої стрічки, що сприяє підвищенню конкурентнолець [З ТУ У 00235878,003-98 Лента стальная здатності цього виду продукції специального профиля Технические условия Джерела інформації, прийняті в увагу при упо1998г] Фіг 1 ілюструє взаємодію формуючого і рядкуванні заявки двох вигинних роликів робочого органа автомата 1 Авторское свидетельство 1294436 СССР для навивання кілець із стрічки, при навиванні МКИ4 B22F 3/00 Заявлено 03 10 85 Опубликовано спіралі малих, і фіг 2 - великих діаметрів у межах 07 03 87, 54510 7 2 Патент 2028859 Российская Федерация МКИ6 B21F 37/04 Заявлено 22 01 91 Опубликовано 20 02 95 -прототип 8 З ТУ У 00235878 003-98 Лента стальная специального профиля Технические условия 1998г ФІГ.1 Фіг.2 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюWorking part of an automatic machine for winding rings from tape
Автори англійськоюHolovanov Yurii Mykolaiovych, Baryshev Yevhen Volodymyrovych, Holovanov Kostiantyn Yuriiovych, Zhuchkov Serhii Mykhailovych, Lokhmatov Oleksandr Pavlovych
Назва патенту російськоюРабочий орган автомата для навивания колец из ленты
Автори російськоюГолованов Юрий Николаевич, Барышев Евгений Владимирович, Голованов Константин Юриевич, Жучков Сергей Михайлович, Лохматов Александр Павлович
МПК / Мітки
МПК: B21F 37/00
Мітки: навивання, автомата, робочий, стрічки, кілець, орган
Код посилання
<a href="https://ua.patents.su/4-54656-robochijj-organ-avtomata-dlya-navivannya-kilec-iz-strichki.html" target="_blank" rel="follow" title="База патентів України">Робочий орган автомата для навивання кілець із стрічки</a>
Пристрій для навивання стрічки в спіраль на ребро із змінним кутом підняття гвинтової лінії
Номер патенту: 49470
Опубліковано: 16.09.2002
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Гевко Ігор Богданович, Пилипець Михайло Ількович
МПК: B21D 11/06
Мітки: лінії, кутом, стрічки, навивання, ребро, пристрій, спіраль, гвинтової, змінним, підняття
Формула / Реферат:
Пристрій для навивання стрічки в спіраль на ребро із змінним кутом підняття гвинтової лінії, який містить оправу з кільцевим виступом, торцева поверхня якого виконана у вигляді гвинтової поверхні, та приводом обертання, пристосування для затиску переднього кінця стрічки на оправі, напрямний ролик для стрічки, встановлений на осі, розміщеній у корпусі, який встановлений на плиті, та формоутворюючий ролик з ступінчастою робочою поверхнею, вісь...
Верстат для навивання стрічки в спіраль на ребро
Номер патенту: 15898
Опубліковано: 30.06.1997
Автори: Костриба Михайло Васильович, Кичма Ігор Данилович, Сліпченко Володимир Дмитрович, Данильченко Михайло Григорович, Ревко Богдан Матвійович, Мартиненко Володимир Якимович, Ревко Роман Богданович
МПК: B23H 11/00
Мітки: навивання, верстат, ребро, спіраль, стрічки
Формула / Реферат:
Верстат для навивання стрічки в спіраль на ребро, що містить встановлений на рамі привідний механізм, виконаний у вигляді двигуна і редукційного пристрою, кінематичне зв'язаного з формоутворюючою оправкою, механізму подачі, виконаного у вигляді гайки і гвинтового валу, пристрою подачі стрічки, який відрізняється тим, що привідний механізм і формуюча оправка розташовані в направляющих рами, а редукційний пристрій виконаний у вигляді...
Пристрій для навивання профільних спіралей шнеків
Номер патенту: 54056
Опубліковано: 17.02.2003
Автори: Гевко Іван Богданович, Драган Андрій Петрович, Гурик Олег Ярославович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: шнеків, профільних, пристрій, навивання, спіралей
Формула / Реферат:
1. Пристрій для навивання профільних спіралей шнеків, який виконано у вигляді оправки, корпусу з подавальними і змінними роликами, які кінематично зв'язані з приводом оправки, механізмів приводу і подачі смуги, який відрізняється тим, що пристрій оснащений механізмом подачі і видавлювання гофр по внутрішньому діаметру спіралі, що виконаний у вигляді обкатних - подавальних роликів, які розміщені вертикально з паралельними осями між двома...
Пристрій для навивання різнопрофільних гвинтових елементів транспортно-технологічних систем
Номер патенту: 47173
Опубліковано: 17.06.2002
Автори: Васильків Василь Васильович, Гудь Віктор Зеновійович, Харий Юрій Богданович, Гевко Ігор Богданович, Пилипець Михайло Ількович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: транспортно-технологічних, систем, елементів, пристрій, різнопрофільних, гвинтових, навивання
Формула / Реферат:
Пристрій для навивання гвинтових елементів транспортно-технологічних систем, який виконаний у вигляді оправки з кільцевим виступом і приводом обертання, елементів затиску переднього кінця полоси на оправці, формуючого ролика, який встановлено перпендикулярно до осі оправки з кільцевим виступом і робочим торцем, а також приводу переміщення формоутворюючого ролика в напрямку осі оправки, який відрізняється тим, що діаметрально протилежно до...
Верстат для навивання профілів в гвинтову спіраль
Номер патенту: 9684
Опубліковано: 30.09.1996
Автори: Мартиненко Володимир Якимович, Безпальок Андрій Петрович, Гевко Богдан Матвійович, Данильченко Михайло Григорович, Копак Мирослав Петрович, Гевко Роман Богданович
МПК: B21D 11/06
Мітки: навивання, гвинтову, спіраль, верстат, профілів
Формула / Реферат:
Верстат для навивання профілів в гвинтову спіраль, що містить механізм видачі полоси, приводний механізм, який кінематичне зв'язує формоутворюючу оправку і механізм направлення полоси, який відрізняється тим, що він включає механізм обмеження бокового зміщення полоси, розташований між механізмами видачі і направлення полоси і виконаний у вигляді горизонтально встановлених верхнього і нижнього барабанів, та розташованих в зонах їх торців...
Попередній патент: Спосіб і апарат для ультразвукової дробоструминної обробки деталей на колесі
Наступний патент: Електрична лампа розжарювання загального призначення
Випадковий патент: Стрижневий фіксатор