Спосіб утворення регулярного мікрорельєфу
Номер патенту: 55748
Опубліковано: 27.12.2010
Формула / Реферат
Спосіб утворення регулярного мікрорельєфу на циліндричній заготовці, який включає її обертання з постійною швидкістю навколо її осі та утворення регулярного мікрорельєфу в два переходи, який відрізняється тим, що на першому етапі на поверхні деталі виконують частково-регулярний мікрорельєф з регулярними нерівностями, які не перетинаються радіусом сфери деформуючого інструмента R=1,0-4,0 мм, при зусиллі вдавлювання Р=50-600 Н, ексцентриситеті деформуючого інструмента е=0,4-1,5 мм, при кількості обертів шпинделя nшп=20-150 об./хв, частоті осциляцій інструмента nподв.х=1250-2648 1/хв і подачі S=0,2-3 мм/об., а на другому етапі металеву поверхню хромують.
Текст
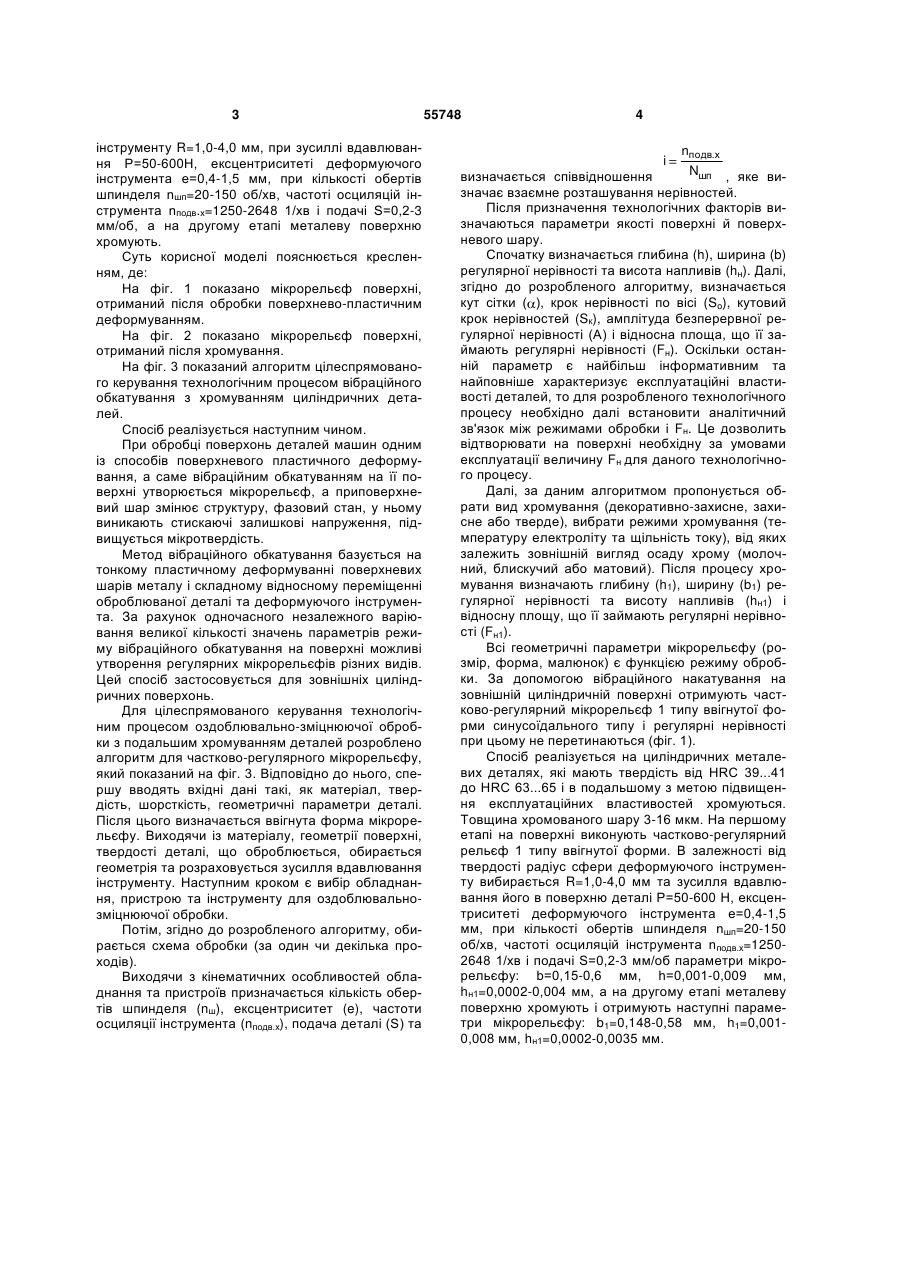
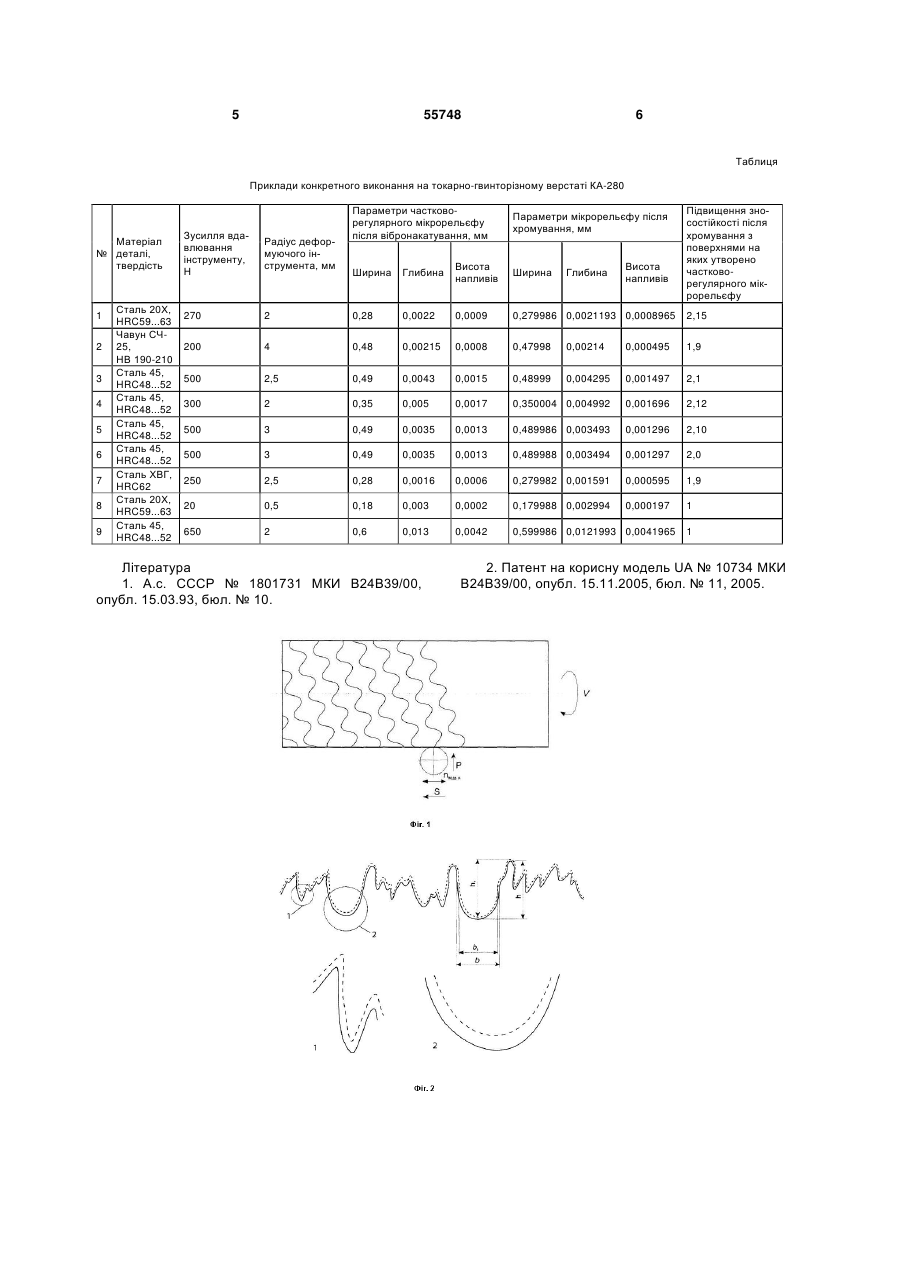
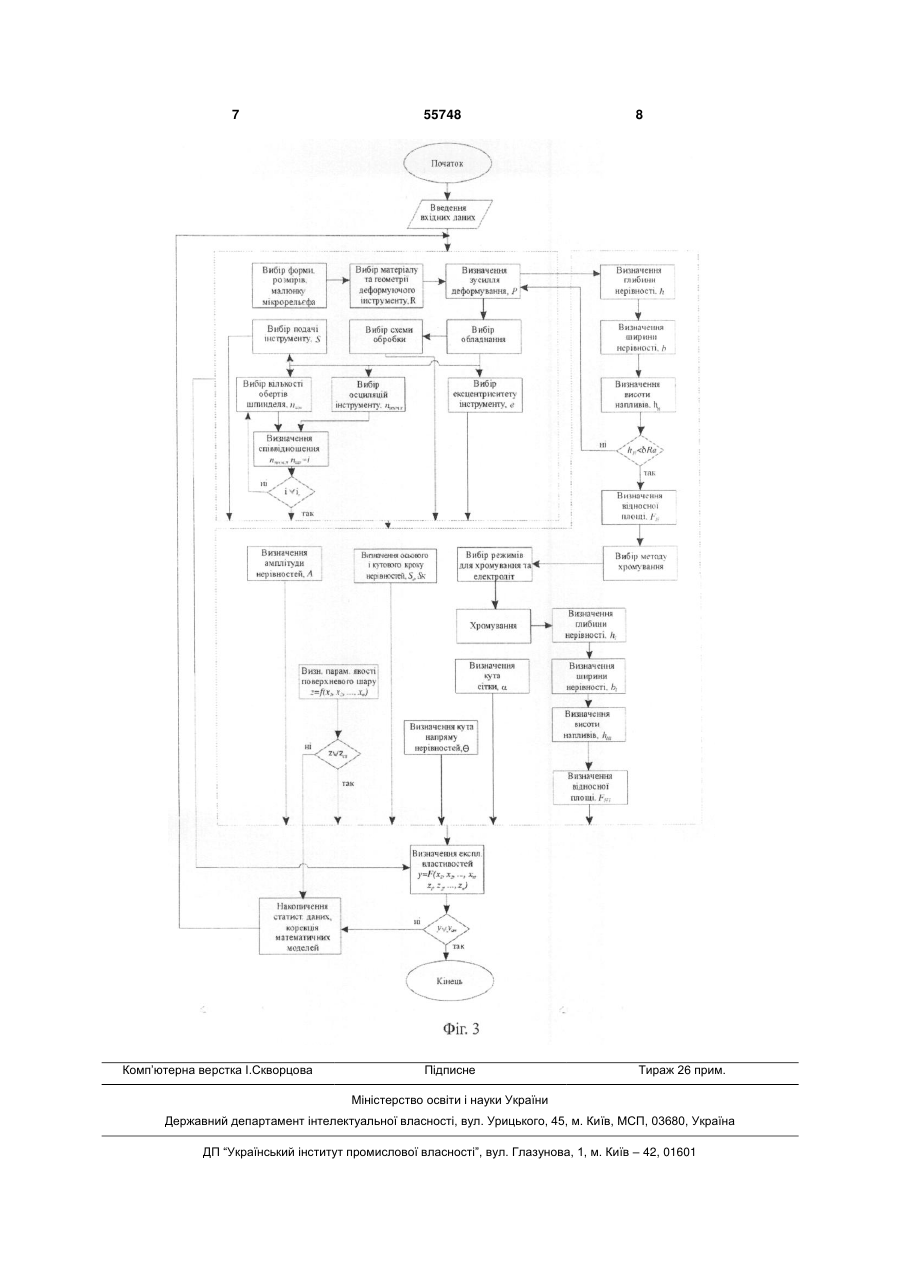
Спосіб утворення регулярного мікрорельєфу на циліндричній заготовці, який включає її обертання з постійною швидкістю навколо її осі та 3 інструменту R=1,0-4,0 мм, при зусиллі вдавлювання P=50-600Н, ексцентриситеті деформуючого інструмента е=0,4-1,5 мм, при кількості обертів шпинделя nшп=20-150 об/хв, частоті осциляцій інструмента nподв.х=1250-2648 1/хв і подачі S=0,2-3 мм/об, а на другому етапі металеву поверхню хромують. Суть корисної моделі пояснюється кресленням, де: На фіг. 1 показано мікрорельєф поверхні, отриманий після обробки поверхнево-пластичним деформуванням. На фіг. 2 показано мікрорельєф поверхні, отриманий після хромування. На фіг. 3 показаний алгоритм цілеспрямованого керування технологічним процесом вібраційного обкатування з хромуванням циліндричних деталей. Спосіб реалізується наступним чином. При обробці поверхонь деталей машин одним із способів поверхневого пластичного деформування, а саме вібраційним обкатуванням на її поверхні утворюється мікрорельєф, а приповерхневий шар змінює структуру, фазовий стан, у ньому виникають стискаючі залишкові напруження, підвищується мікротвердість. Метод вібраційного обкатування базується на тонкому пластичному деформуванні поверхневих шарів металу і складному відносному переміщенні оброблюваної деталі та деформуючого інструмента. За рахунок одночасного незалежного варіювання великої кількості значень параметрів режиму вібраційного обкатування на поверхні можливі утворення регулярних мікрорельєфів різних видів. Цей спосіб застосовується для зовнішніх циліндричних поверхонь. Для цілеспрямованого керування технологічним процесом оздоблювально-зміцнюючої обробки з подальшим хромуванням деталей розроблено алгоритм для частково-регулярного мікрорельєфу, який показаний на фіг. 3. Відповідно до нього, спершу вводять вхідні дані такі, як матеріал, твердість, шорсткість, геометричні параметри деталі. Після цього визначається ввігнута форма мікрорельєфу. Виходячи із матеріалу, геометрії поверхні, твердості деталі, що оброблюється, обирається геометрія та розраховується зусилля вдавлювання інструменту. Наступним кроком є вибір обладнання, пристрою та інструменту для оздоблювальнозміцнюючої обробки. Потім, згідно до розробленого алгоритму, обирається схема обробки (за один чи декілька проходів). Виходячи з кінематичних особливостей обладнання та пристроїв призначається кількість обертів шпинделя (nш), ексцентриситет (e), частоти осциляції інструмента (nподв.х), подача деталі (S) та 55748 4 i nподв.х Nшп , яке вивизначається cпіввідношення значає взаємне розташування нерівностей. Після призначення технологічних факторів визначаються параметри якості поверхні й поверхневого шару. Спочатку визначається глибина (h), ширина (b) регулярної нерівності та висота напливів (hн). Далі, згідно до розробленого алгоритму, визначається кут сітки ( ), крок нерівності по вісі (So), кутовий крок нерівностей (Sк), амплітуда безперервної регулярної нерівності (А) і відносна площа, що її займають регулярні нерівності (Fн). Оскільки останній параметр є найбільш інформативним та найповніше характеризує експлуатаційні властивості деталей, то для розробленого технологічного процесу необхідно далі встановити аналітичний зв'язок між режимами обробки і Fн. Це дозволить відтворювати на поверхні необхідну за умовами експлуатації величину Fн для даного технологічного процесу. Далі, за даним алгоритмом пропонується обрати вид хромування (декоративно-захисне, захисне або тверде), вибрати режими хромування (температуру електроліту та щільність току), від яких залежить зовнішній вигляд осаду хрому (молочний, блискучий або матовий). Після процесу хромування визначають глибину (h1), ширину (b1) регулярної нерівності та висоту напливів (hн1) і відносну площу, що її займають регулярні нерівності (Fн1). Всі геометричні параметри мікрорельєфу (розмір, форма, малюнок) є функцією режиму обробки. За допомогою вібраційного накатування на зовнішній циліндричній поверхні отримують частково-регулярний мікрорельєф 1 типу ввігнутої форми синусоїдального типу і регулярні нерівності при цьому не перетинаються (фіг. 1). Спосіб реалізується на циліндричних металевих деталях, які мають твердість від HRC 39...41 до HRC 63...65 і в подальшому з метою підвищення експлуатаційних властивостей хромуються. Товщина хромованого шару 3-16 мкм. На першому етапі на поверхні виконують частково-регулярний рельєф 1 типу ввігнутої форми. В залежності від твердості радіус сфери деформуючого інструменту вибирається R=1,0-4,0 мм та зусилля вдавлювання його в поверхню деталі Р=50-600 Н, ексцентриситеті деформуючого інструмента е=0,4-1,5 мм, при кількості обертів шпинделя nшп=20-150 об/хв, частоті осциляцій інструмента nподв.х=12502648 1/хв і подачі S=0,2-3 мм/об параметри мікрорельєфу: b=0,15-0,6 мм, h=0,001-0,009 мм, hн1=0,0002-0,004 мм, а на другому етапі металеву поверхню хромують і отримують наступні параметри мікрорельєфу: b1=0,148-0,58 мм, h1=0,0010,008 мм, hн1=0,0002-0,0035 мм. 5 55748 6 Таблиця Приклади конкретного виконання на токарно-гвинторізному верстаті КА-280 Матеріал № деталі, твердість 1 2 3 4 5 6 7 8 9 Сталь 20Х, HRC59...63 Чавун СЧ25, НВ 190-210 Сталь 45, HRC48...52 Сталь 45, HRC48...52 Сталь 45, HRC48...52 Сталь 45, HRC48...52 Сталь ХВГ, HRC62 Сталь 20Х, HRC59...63 Сталь 45, HRC48...52 Зусилля вдавлювання інструменту, Н Радіус деформуючого інструмента, мм 270 Параметри частковорегулярного мікрорельєфу після вібронакатування, мм Параметри мікрорельєфу після хромування, мм Ширина Глибина Висота напливів Ширина 2 0,28 0,0022 0,0009 0,279986 0,0021193 0,0008965 2,15 200 4 0,48 0,00215 0,0008 0,47998 0,00214 0,000495 1,9 500 2,5 0,49 0,0043 0,0015 0,48999 0,004295 0,001497 2,1 300 2 0,35 0,005 0,0017 0,350004 0,004992 0,001696 2,12 500 3 0,49 0,0035 0,0013 0,489986 0,003493 0,001296 2,10 500 3 0,49 0,0035 0,0013 0,489988 0,003494 0,001297 2,0 250 2,5 0,28 0,0016 0,0006 0,279982 0,001591 0,000595 1,9 20 0,5 0,18 0,003 0,0002 0,179988 0,002994 0,000197 1 650 2 0,6 0,013 0,0042 0,599986 0,0121993 0,0041965 Література 1. А.с. СССР № 1801731 МКИ В24В39/00, опубл. 15.03.93, бюл. № 10. Глибина Висота напливів Підвищення зносостійкості після хромування з поверхнями на яких утворено частковорегулярного мікрорельєфу 1 2. Патент на корисну модель UA № 10734 МКИ В24В39/00, опубл. 15.11.2005, бюл. № 11, 2005. 7 Комп’ютерна верстка І.Скворцова 55748 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of formation of regular microrelief
Автори англійськоюKyrychok Petro Oleksiiovych, Lototska Oksana Ivanivna
Назва патенту російськоюСпособ образования регулярного микрорельефа
Автори російськоюКиричок Петр Алексеевич, Лотоцкая Оксана Ивановна
МПК / Мітки
МПК: B24B 39/00
Мітки: утворення, мікрорельєфу, регулярного, спосіб
Код посилання
<a href="https://ua.patents.su/4-55748-sposib-utvorennya-regulyarnogo-mikrorelehfu.html" target="_blank" rel="follow" title="База патентів України">Спосіб утворення регулярного мікрорельєфу</a>
Спосіб утворення мікрорельєфу
Номер патенту: 10734
Опубліковано: 15.11.2005
Автори: Киричок Петро Олексійович, Хмілярчук Ольга Іларіонівна
МПК: B24B 39/00
Мітки: спосіб, мікрорельєфу, утворення
Формула / Реферат:
Спосіб утворення мікрорельєфу переважно на поверхнях металів та сплавів поверхнево-пластичним деформуванням, який полягає в тому, що циліндричну заготовку обертають з постійною швидкістю навколо її осі й обробку виконують в два переходи, який відрізняється тим, що на першому переході на поверхні виконують частково-регулярний мікрорельєф синусоїдального типу ввігнутої форми індентором з радіусом наконечника R=0,5-4 мм при подачі s=0,7-4,0...
Спосіб формування регулярного мікрорельєфу
Номер патенту: 49556
Опубліковано: 26.04.2010
Автори: Аулін Віктор Васильович, Варламов Олександр Олександрович, Лисенко Сергій Володимирович, Кузик Олександр Володимирович, Тихий Андрій Анатолійович, Лізунов Сергій Миколайович
МПК: B23K 26/00
Мітки: спосіб, мікрорельєфу, регулярного, формування
Формула / Реферат:
Спосіб формування регулярного мікрорельєфу, який включає механічну обробку на внутрішній поверхні чавунних деталей типу втулка, який відрізняється тим, що обробка відбувається за гвинтовою лінією з перекриттям доріжок по внутрішній поверхні зі зміною кута нахилу напрямку доріжки відносно щоки втулки в залежності від характеру і розмірів зон, що підлягають інтенсивному спрацюванню, за допомогою концентрованих потоків лазерної енергії без...
Спосіб утворення мікрорельєфу
Номер патенту: 33002
Опубліковано: 15.02.2001
Автори: Врублєвський Роман Євгенович, Портьє Сергій Іванович, Булюк Іван Миколайович, Булюк Вячеслав Миколайович, Булюк Микола Григорович
МПК: B24B 39/00
Мітки: спосіб, утворення, мікрорельєфу
Текст:
...з нею рухами подачі деформуючого Інструмента Із закругленою робочою частиною , притиснутого до деталі з заданим зусиллям, уздовж твірної поверхні заготовки та осцилюючого руху того ж Інструменту вздовж тієї ж твірної , обробку проводять двома чи кількома деформуючими Інструментами од ночасно, причому осцилюючі рухи Інструментів знаходяться в протифазі, їх ЛІНІЙНІ швидкості та осьові зусилля, створювані ними рівні по величині та...
Пристрій для нанесення регулярного мікрорельєфу методом вібророзкочування
Номер патенту: 33202
Опубліковано: 15.02.2001
Автори: Солових Андрій Євгенович, Шепеленко Ігор Віталійович, Катеринич Станіслав Євгенович, Солових Євген Костянтинович, Черновол Михайло Іванович, Наливайко Володимир Миколайович
МПК: B24B 39/00
Мітки: вібророзкочування, мікрорельєфу, нанесення, регулярного, пристрій, методом
Текст:
Спосіб отримання нерухомого з’єднання охоплюємої та охоплюючої деталей
Номер патенту: 36733
Опубліковано: 16.04.2001
Автори: Єлагін Дмитро Павлович, Киричок Петро Олексійович
МПК: B23P 11/02
Мітки: деталей, спосіб, нерухомого, охоплюючої, охоплюємої, з'єднання, отримання
Текст:
...3 (фіг. 2, фіг. З).Розглянемо інший приклад отримання нерухомого з'єднання охоплюємо! та охоплюючої деталі. На внутрішню поверхню охоплюючої деталі 1 (фіг. 1, фіг. 3), вигото вленої із сталі 40Х ГОСТ 4543-71 наносять регулярний мікрорельєф угн утої форми 2 (фіг. 1, фіг. 3),який вібронакатують при режимі: обороти заготовки подача деформуючого елемента кількість подвійних ходів деформуючого елемента ексцентриситет співвідношення кількості...
Попередній патент: Спосіб визначення ефективності відновлення сечовипускання після усунення інфравезикальної обструкції
Наступний патент: Сонячна піч для приготування їжі
Випадковий патент: Спосіб лікування ювенільних сальпінгооофоритів