Спосіб отримання нерухомого з’єднання охоплюємої та охоплюючої деталей
Номер патенту: 36733
Опубліковано: 16.04.2001

Текст
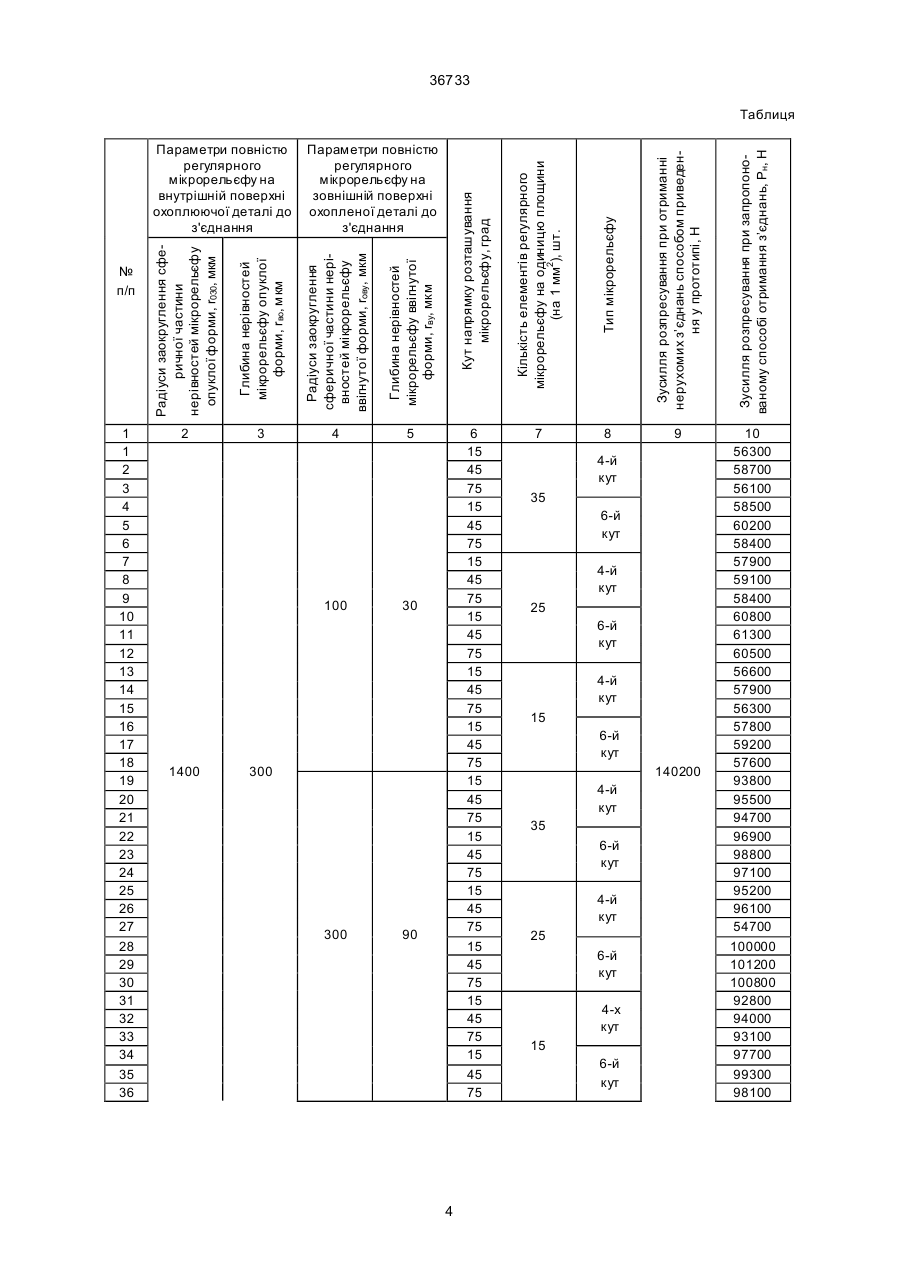
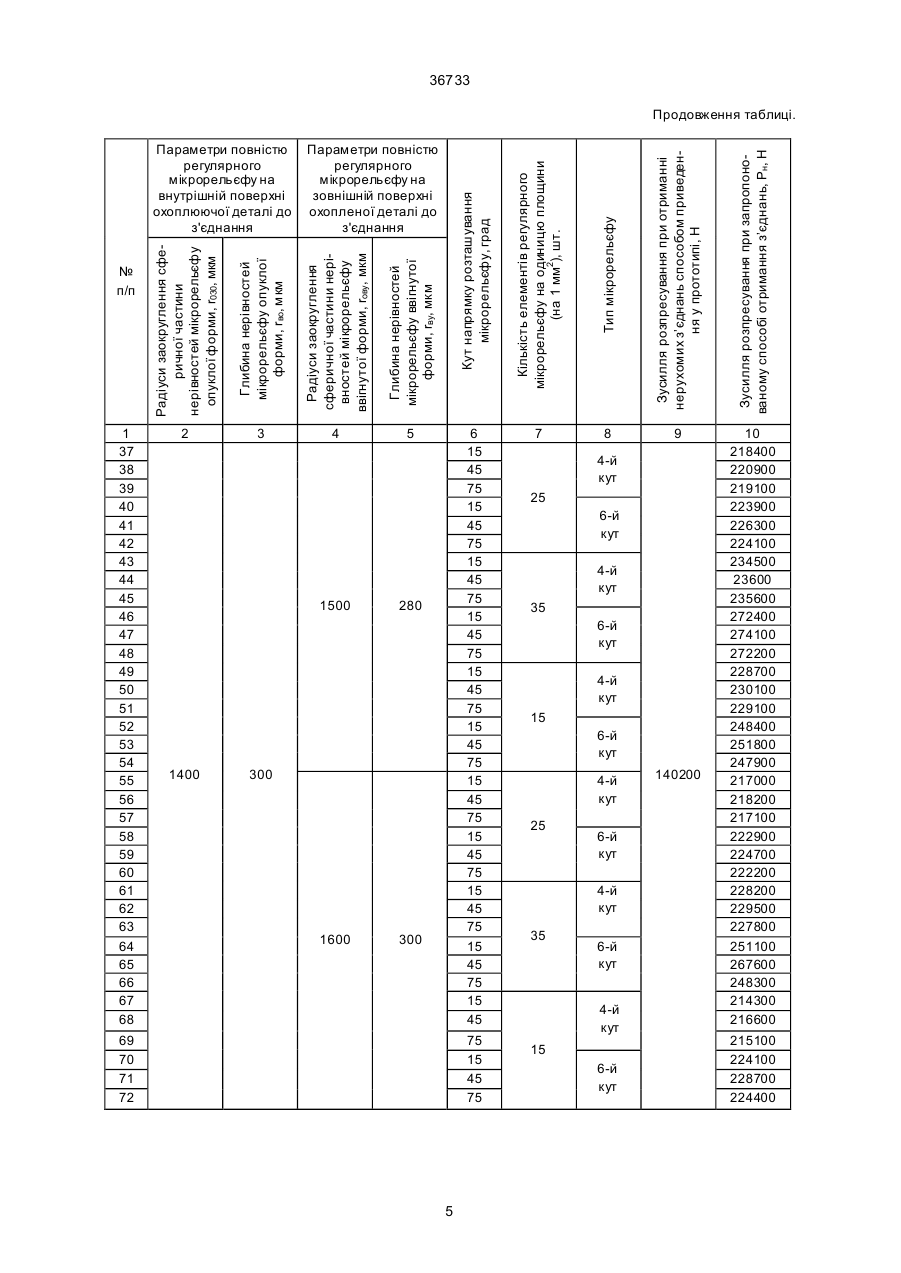
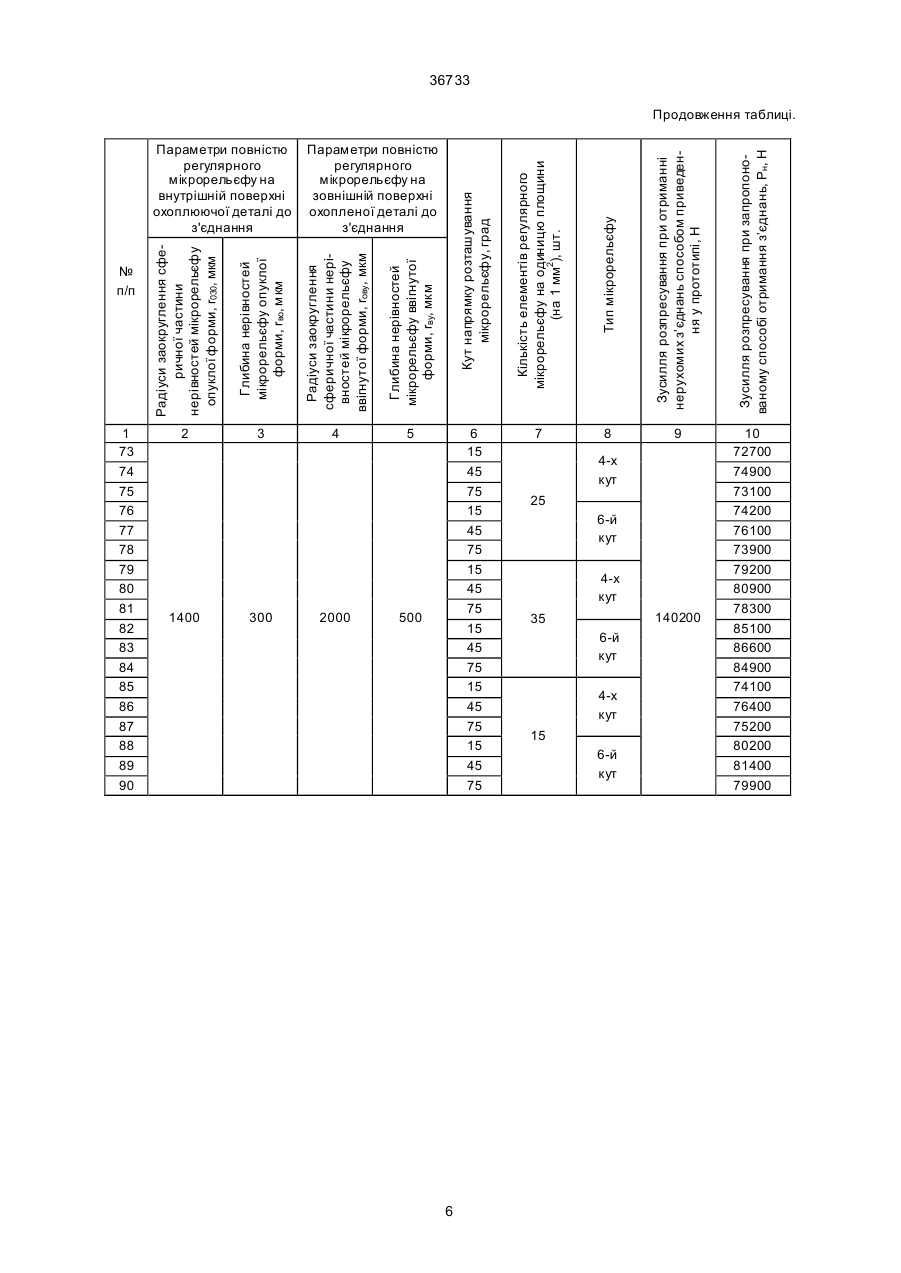
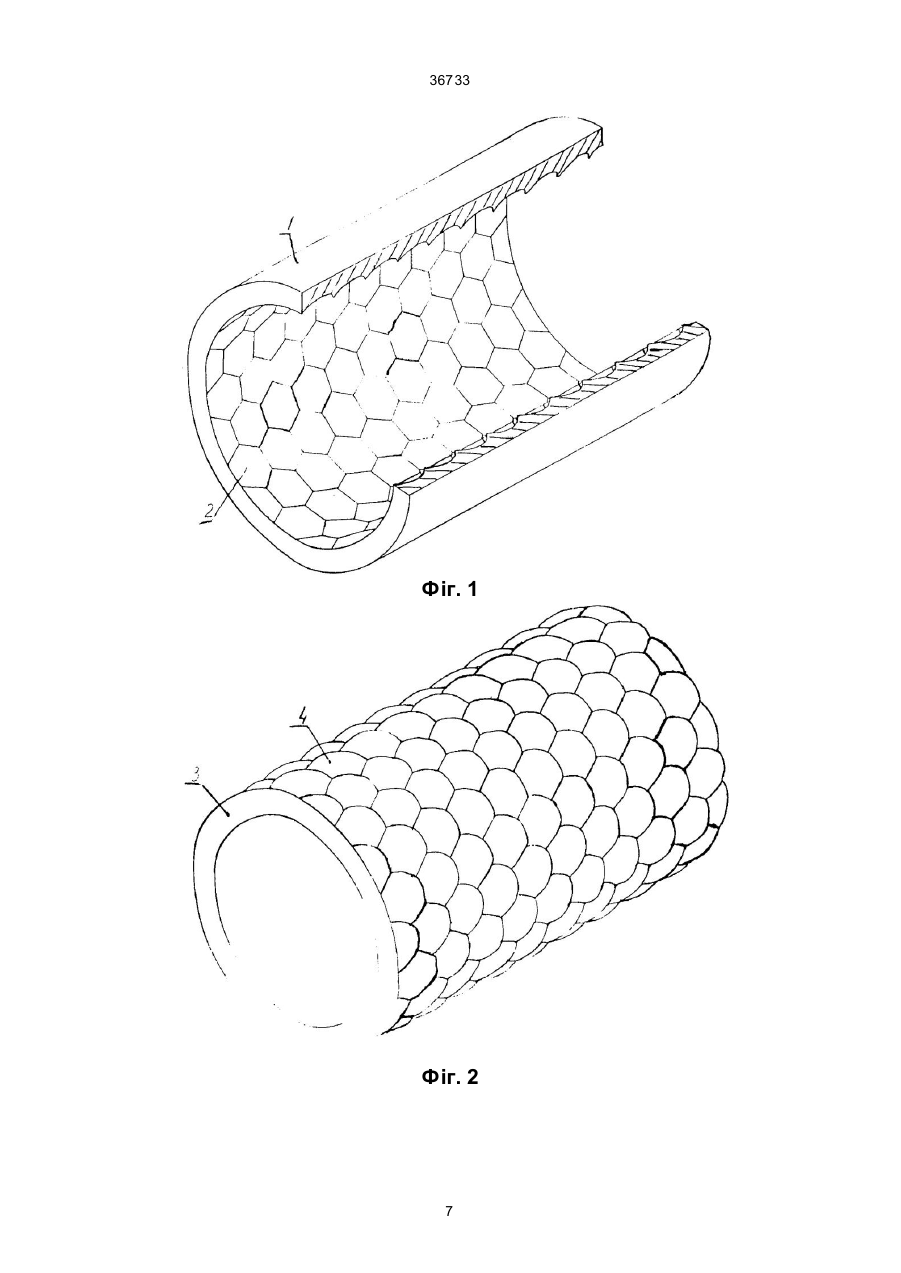
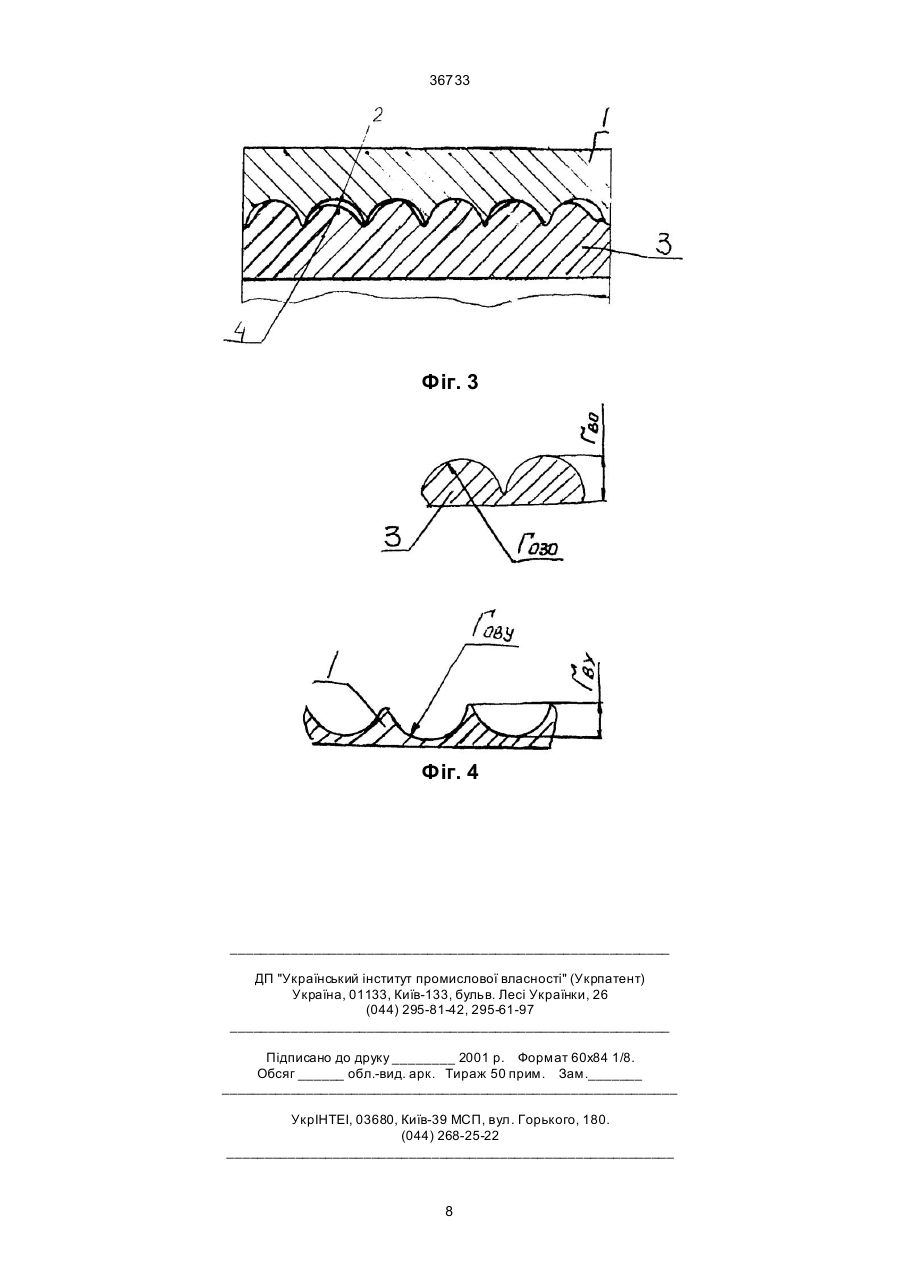
Спосіб отримання нерухомого з’єднання охопленої та охоплюючої деталі, що полягає у нанесенні повністю регулярного мікрорельєфа опуклої форми на зовнішню поверхню охопленої деталі, яка виготовлена із наскрізним отвором із матеріалу, що має твердість на 40...160 одиниць по шкалі Бринеля меншу, ніж твердість охоплюючої деталі і наступному з'єднанні їх деформуванням, який відрізняє ться тим, що охоплюючу деталь вико нують із повністю регулярним мікрорельєфом ввігнутої форми, причому нерівності мають такі геометричні характеристики: Винахід належить до механіко-складального виробництва, а саме, до способів з'єднання деталей з натягом. Аналогом вищезгаданого винаходу вважається А.С.СРСР № 398378, кл. В23Р11/02 від 07.02.72. Відомий спосіб полягає у тому, що охоплюючу де таль нагрівають, на зовнішню поверхню охопленої деталі наносять мікрорельєф, після чого, встановлюють її в о хоплюючу деталь. Після встановлення отримане з'єднання охолоджують. Але з метою підвищення якості з'єднання, спочатку, до нагрівання, на внутрішню поверхню охоплюючої деталі також наносять мікрорельєф. При цьому мікрорельєфи на контактуючі поверхні обох деталей наносять шляхом травлення поверхні переважно розчином 4%-ої азотної кислоти в етиловому спирті до усунення окисних плівок, та плівок, що адсорбовані, а нагрівання, нанесення мікрорельєфу та охолодження виконують у середовищі інертного газу, переважно аргону. До недоліків вищезгаданого способу можна віднести малу міцність та більшу собівартість. Як прототип обрано спосіб, за А.С.СРСР № 158І555 кл. В23Р 11/02 від 01.04.90. Спосіб, що обрано як прототип полягає в нанесенні мікрорельєфу на поверхні деталей,що контактують, і подальшому з'єднанні, причому, з метою підвищення якості збирання з'єднання, охоплену деталь виконують з наскрізним отвором, та з матеріалу, який має твердість не менше ніж на 140...160 одиниць по шкалі Бринеля меншу ніж твердість матеріалу охоплюючої деталі, мікрорельєф на поверхні останньої виконують частково-регулярним з ввігнутою формою нерівностей, після з'єднання деталей отвір внутрішньої дорнують. До недоліків прототипу належить недостатня міцність, яка виникає внаслідок малої поверхні контакту. В основу винаходу поставлено задачу удосконалити спосіб отримання нерухомих з'єднань шляхом нанесення повністю регулярних мікрорельєфів на поверхню, що контактує і дає можливість підвищити якість збирання з'єднань за рахунок покращення зчеплення контактуючи х поверхонь, що призводить до підвищення міцності та зносостійкості з'єднання. Розв'язання поставленої задачі полягає у тому, що у запропоноваму способі отримання нерухомого з'єднання охоплюючої та охопленої деталі, який полягає у нанесенні повністю регулярного мікрорельєфу опуклої форми на зовнішню поверхню охопленої деталі, яка виготовлена з наскрізним отвором із матеріалу, що має твердість на 140-160 одиниць по шкалі Бринеля меншу, ніж твердість охоплюючої деталі і наступному з'єднанні їх дернуванням, новим є те, що охоплюючу деталь вико 250...1600 мкм 60...300 мкм 23...27 штук g=42...48° UA (11) 36733 (13) A шестикутний (19) радіус закруглення сферичної частини нерівностей мікрорельєфу глибина нерівностей кількість елементів повністю регулярного мікрорельєфу на одиницю площини (1 мм) кут напрямку розташування елементів тип повністю регулярного мікрорельєфу ввігнутої форми 36733 нують з повністю регулярним мікрорельєфом ввігнутої форми, причому нерівності мають геометричні характеристики: радіус заокруглення сферичної частини нерівностей мікрорельєфу глибина нерівностей кількість елементів повністю регулярного мікрорельєфу на одиницю площини (1 мм) кут напрямку розташування елементів тип повністю регулярного мікрорельєфу ввігнутої форми ДПРН М 2,275 мікрорельєфи НД Бр ОЦС 4-4 2,5 ГОСТ 15885-77 з одночасним накатуванням повністю регулярного мікрорельєфу опуклої форми на зовнішній поверхню 4 (фіг. 2, фіг. З) о хопленої деталі наносять згинальним валиком, на якому нанесений повністю регулярний мікрорельєф ввігн утої форми. Його отримують вібронакатуванням гартовано го валика (HRC 60...64), з режимами обробки: 250...1600 мкм 60...300 мкм 23... 27 штук кількість подвійних ходів ексцентриситет подача інструмента радіус сфери деформуючого елемента сила утискування сфери у оброблену поверхню у=43...47° шестикутний Кількість елементів повністю регулярного мікрорельєфу на одиницю площини, кут напрямку розташування елементів та тип мікрорельєфу для охопленої деталі співпадає з найкращими характеристиками охоплюючої деталі. Наявність на одній поверхні повністю регулярного мікрорельєфу опуклої форми, а на спряженій поверхні повністю регулярного мікрорельєфу ввігнутої форми, дозволяє при дернуванні здійснювати зчеплення з максимальною площиною контактуючих поверхонь. Та ж частина повністю регулярного мікрорельєфу поверхонь, що контактують, яка не увійшла у западини повністю регулярного мікрорельєфу ввігнутої форми, при дернуванні деформується, що призводить до зменшення висоти опуклого мікрорельєфу та збільшення радіусів, що в свою чергу призводить до підвищення площини контакту та збільшення сили зчеплення, що збільшує міцність з'єднання. На фіг. 1 схематично зображено охоплюючу деталь з повністю регулярним мікрорельєфом опуклої форми. На фіг. 2 схематично зображено охоплену деталь з повністю регулярним мікрорельєфом ввігнутої форми. На фіг. 3 - поверхня контакту нерухомого з'єднання. В таблиці приведені результати експериментів оздоблювально-зміцнюючої обробки нерухомих з’єднань. Цей спосіб здійснюють таким чином: на внутрішню поверхню охоплюючої деталі 1 (фіг. 1, фіг. З), виготовленої із сталі 45 ГОСТ 1050-74, наносять повністю регулярний мікрорельєф ввігн утої форми 2 (фіг. 1, фіг. З), який вібронакатують при режимі: кількість подвійних ходів подача інструмента ексцентриситет радіус сфери деформуючого елемента сила утискування сфери у поверхню,що обробляється 2700 хв-1, 2,6 мм, 0,537 мм/об 2,0 мм, 250 Н. Вище згадані режими обробки дають змогу отримати геометричні параметри, аналогічні геометричним параметрам внутрішньої поверхні охоплюючої деталі.Отримані деталі збирають, після чого з'єднання дорнують по внутрішній поверхні охоплюємої деталі 3 (фіг. 2, фіг. З).Розглянемо інший приклад отримання нерухомого з'єднання охоплюємо! та охоплюючої деталі. На внутрішню поверхню охоплюючої деталі 1 (фіг. 1, фіг. 3), вигото вленої із сталі 40Х ГОСТ 4543-71 наносять регулярний мікрорельєф угн утої форми 2 (фіг. 1, фіг. 3),який вібронакатують при режимі: обороти заготовки подача деформуючого елемента кількість подвійних ходів деформуючого елемента ексцентриситет співвідношення кількості оборотів заготовки до кількості подвійних ходів деформуючого елемента сила утискування деформуючого елемента радіус деформуючого елемента 12,5 об/хв. 0,14 мм/об 1400 1/хв. 1,5 мм 112 150 Н 2 мм Охоплену деталь 3 (фіг. 2, фіг. 3) виконують шляхом згинання листових бронзових заготовок Бронза Бр. ОЦС 6-6-6 ГОСТ 15885-77 з одночасним накатуванням повністю регулярного мікрорельєфу опуклої форми на зовнішній поверхні 4 (фіг. 2, фіг. 3) охопленої деталі наносять згинальним валиком., на якому нанесений повністю регулярний мікрорельєф ввігнутої форми. Його отримують вібронакатуванням гартованого валика (HRC 60...64), з режимами обробки: 2700 хв-1, 0,537 мм/об, 2,6 мм, 2,5 мм, кількість подвійних ходів подача інструмента ексцентриситет радіус сфери деформуючого елемента сила утискування сфери у поверхню,що обробляється 300 Н, Співвідношення числа подвійних ходів деформуючого елемента до частоти обертання заготовки 41,18 d3, де d3 - діаметр заготовки. Охоплену деталь 3 (фіг. 2, фіг. З) виконують шляхом згинання листових бронзових заготовок 2700 хв-1, 0,537 мм/об, 2,6 мм, 2,5 мм, 250 Н. Вищезгадані режими дають змогу отримати геометричні параметри, аналогічні геометричним параметрам внутрішньої поверхні охоплюючої 2 36733 втулки.Отримані деталі збирають,після чого з’єднання дорнують по внутрішній поверхні охопРезультати експериментів та порівняльний аналіз приведені в таблиці леної деталі 3 (фіг.2 і фіг.3). 3 36733 5 100 1400 6 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 30 300 300 90 4 Зусилля розпресування при запропонованому способі отримання з’єднань, Рн, Н 4 Зусилля розпресування при отриманні нерухомих з’єднань способом приведення у прототипі, Н 3 Тип мікрорельєфу Глибина нерівностей мікрорельєфу ввігнутої форми, rву, мкм 2 Кількість елементів регулярного мікрорельєфу на одиницю площини (на 1 мм2), шт. Радіуси заокруглення сферичної частини нерівностей мікрорельєфу ввігнутої форми, rову, мкм 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 Глибина нерівностей мікрорельєфу опуклої форми, rво, мкм № п/п Параметри повністю регулярного мікрорельєфу на зовнішній поверхні охопленої деталі до з'єднання Кут напрямку розташування мікрорельєфу, град Параметри повністю регулярного мікрорельєфу на внутрішній поверхні охоплюючої деталі до з'єднання Радіуси заокруглення сферичної частини нерівностей мікрорельєфу опуклої форми, r030, мкм Таблиця 7 8 9 10 56300 58700 56100 58500 60200 58400 57900 59100 58400 60800 61300 60500 56600 57900 56300 57800 59200 57600 93800 95500 94700 96900 98800 97100 95200 96100 54700 100000 101200 100800 92800 94000 93100 97700 99300 98100 4-й кут 35 6-й кут 4-й кут 25 6-й кут 4-й кут 15 6-й кут 140200 4-й кут 35 6-й кут 4-й кут 25 6-й кут 4-х кут 15 6-й кут 36733 5 1500 1400 6 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 280 300 1600 300 5 Зусилля розпресування при запропонованому способі отримання з’єднань, Рн, Н 4 Зусилля розпресування при отриманні нерухомих з’єднань способом приведення у прототипі, Н 3 Тип мікрорельєфу Глибина нерівностей мікрорельєфу ввігнутої форми, rву, мкм 2 Кількість елементів регулярного мікрорельєфу на одиницю площини (на 1 мм2), шт. Радіуси заокруглення сферичної частини нерівностей мікрорельєфу ввігнутої форми, rову, мкм 1 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 Глибина нерівностей мікрорельєфу опуклої форми, rво, мкм № п/п Параметри повністю регулярного мікрорельєфу на зовнішній поверхні охопленої деталі до з'єднання Кут напрямку розташування мікрорельєфу, град Параметри повністю регулярного мікрорельєфу на внутрішній поверхні охоплюючої деталі до з'єднання Радіуси заокруглення сферичної частини нерівностей мікрорельєфу опуклої форми, r030, мкм Продовження таблиці. 7 8 9 10 218400 220900 219100 223900 226300 224100 234500 23600 235600 272400 274100 272200 228700 230100 229100 248400 251800 247900 217000 218200 217100 222900 224700 222200 228200 229500 227800 251100 267600 248300 214300 216600 215100 224100 228700 224400 4-й кут 25 6-й кут 4-й кут 35 6-й кут 4-й кут 15 6-й кут 4-й кут 25 6-й кут 4-й кут 35 6-й кут 4-й кут 15 6-й кут 140200 Параметри повністю регулярного мікрорельєфу на внутрішній поверхні охоплюючої деталі до з'єднання Глибина нерівностей мікрорельєфу ввігнутої форми, rву, мкм 2 3 4 5 1400 300 2000 500 6 Тип мікрорельєфу Зусилля розпресування при отриманні нерухомих з’єднань способом приведення у прототипі, Н Зусилля розпресування при запропонованому способі отримання з’єднань, Рн, Н 6 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 15 45 75 Кількість елементів регулярного мікрорельєфу на одиницю площини (на 1 мм2), шт. Кут напрямку розташування мікрорельєфу, град Радіуси заокруглення сферичної частини нерівностей мікрорельєфу ввігнутої форми, rову, мкм 1 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 Глибина нерівностей мікрорельєфу опуклої форми, rво, мкм № п/п Параметри повністю регулярного мікрорельєфу на зовнішній поверхні охопленої деталі до з'єднання Радіуси заокруглення сферичної частини нерівностей мікрорельєфу опуклої форми, r030, мкм 36733 Продовження таблиці. 7 8 9 10 72700 74900 73100 74200 76100 73900 79200 80900 78300 85100 86600 84900 74100 76400 75200 80200 81400 79900 4-х кут 25 6-й кут 4-х кут 35 140200 6-й кут 4-х кут 15 6-й кут 36733 Фіг. 1 Фіг. 2 7 36733 Фіг. 3 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for formation of fixed joint of male and female parts
Автори англійськоюKyrychok Petro Oleksiiovych, Yelahin Dmytro Pavlovych
Назва патенту російськоюСпособ получения неподвижного соединения охватываемой и охватывающей деталей
Автори російськоюКиричок Петр Алексеевич, Елагин Дмитрий Павлович
МПК / Мітки
МПК: B23P 11/02
Мітки: отримання, охоплюємої, охоплюючої, нерухомого, деталей, з'єднання, спосіб
Код посилання
<a href="https://ua.patents.su/8-36733-sposib-otrimannya-nerukhomogo-zehdnannya-okhoplyuehmo-ta-okhoplyuyucho-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання нерухомого з’єднання охоплюємої та охоплюючої деталей</a>
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19858
Опубліковано: 25.12.1997
Автори: Чернявський Анатолій Олександрович, Сливкін Вячеслав Миколайович, Лапідус Борис Львович, Крисанов Олексій Федорович, Пахомов Генадій Юхимович, Крисанов Сергій Олексійович
МПК: B23P 11/02
Мітки: з'єднання, типу, нерухомого, деталей, вал-втулка, спосіб
Формула / Реферат:
Способ неподвижного соединения деталей типа "вал-втулка", включающий нагрев втулки, установку ее на вал, пластическое деформирование втулки, охлаждение соединенных деталей, отличающийся тем, что пластическое деформирование осуществляют путем горячей пилигримовой прокатки, причем прокатку ведут до соотношения толщины стенки втулки к ее наружному диаметру, равному более 0,167.
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19861
Опубліковано: 25.12.1997
Автори: Шевченко Анатолій Іванович, Крисанов Сергій Олексійович, Козловський Альфред Іванович, Махотін Георгій Олександрович, Лапідус Борис Львович, Кірсанов Володимир Михайлович, Сливкін Вячеслав Миколайович
МПК: B23P 11/02
Мітки: деталей, спосіб, вал-втулка, з'єднання, типу, нерухомого
Формула / Реферат:
Способ неподвижного соединения деталей типа вал-втулка, включающий нагрев втулки, установку ее на вал, пластическое деформирование втулки, отличающийся тем, что перед нагревом втулки, на поверхности вала создают шероховатость с высотой неровностей равной 40-160 мкм, а пластическое деформирование втулки осуществляют путем горячей пилигримовой прокатки.
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19862
Опубліковано: 25.12.1997
Автори: Махотін Георгій Олександрович, Крисанов Сергій Олексійович, Сливкін Вячеслав Миколайович, Лапідус Борис Львович, Івченко Вадим Миколайович, Чернявський Анатолій Олександрович
МПК: B23P 11/02
Мітки: спосіб, нерухомого, типу, деталей, з'єднання, вал-втулка
Формула / Реферат:
Способ неподвижного соединения деталей типа "вал-втулка", включающий нагрев втулки, установку ее на вал с зазором, соответствующим разности контактно-посадочных диаметров собираемых деталей, пластическое деформирование втулки, охлаждение деталей, отличающийся тем, что разность контактно-посадочных диаметров собираемых деталей устанавливают равной 0,0027.„0,0057 исходной длины втулки перед прокаткой, а пластические деформирование...
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19865
Опубліковано: 25.12.1997
Автори: Вишневський Євген Петрович, Крисанов Сергій Олексійович, Коваленко Алим Яковлевич, Крисанов Олексій Федорович, Ващенко Олександр Костянтинович
МПК: B23P 11/02
Мітки: деталей, спосіб, нерухомого, типу, з'єднання, вал-втулка
Формула / Реферат:
1. Способ неподвижного соединения деталей типа "вал-втулка", включающий нагрев втулки, установку ее на. вал, пластическое деформирование втулки, охлаждение соединенных деталей, отличающийся тем, что пластическое деформирование осуществляют путем горячей прокатки втулки.2. Способ по п. 1, отличающийся тем, что осуществляют пилигримовую прокатку,
Спосіб плавлення плоских деталей із тонколистового пружинистого металу

Номер патенту: 23468
Опубліковано: 02.06.1998
Автори: Пукалов Віктор Пантелейович, Боков Віктор Михайлович
МПК: B21D 1/00
Мітки: спосіб, плавлення, деталей, тонколистового, металу, плоских, пружинистого
Формула / Реферат:
Спосіб правлення плоских деталей із тонколистового пружистого металу багато-валковим вальцюванням, який відрізняється тим, що процес вальцювання повторюють багаторазово Із зміною напрямку при кожному разі на гострий кут.
Попередній патент: Спосіб отримання волокнистих напівфабрикатів
Наступний патент: Змішувач гідродинамічний
Випадковий патент: Контейнер для газованого напою, який має елемент для регулювання тиску, елемент для регулювання тиску і спосіб регулювання тиску в контейнері для газованого напою