Спосіб виплавки сталі у високопотужних дугових печах
Номер патенту: 56305
Опубліковано: 15.05.2003
Автори: Риженков Олександр Миколайович, Складановський Євгеній Нікифорович, Шлемко Степан Васильович, Крикунов Борис Петрович, Касьян Григорій Іванович

Формула / Реферат
Спосіб виплавки сталі у високопотужних дугових печах, що включає завантаження стального брухту, шлакоутворюючих, плавлення з подальшим підвалюванням брухту і вапна, доведення, який відрізняється тим, що після випуску 90-95% металу чергової плавки, в піч заливають рідкий переробний чавун в кількості 15-70% від маси металевої частки шихти з подальшим завантаженням 40-70% вапна і 10-20% плавикового шпату від загальної їх кількості, здійснюють заздалегідь продування киснем через склепінну фурму протягом 3-5 хвилин, після чого завантажують сталевий брухт в кількості 30-50% від маси металевої частини шихти, включають піч з одночасним введенням кисню через склепінну фурму і стінові пальники і, після розплавлення шихти, здійснюють підвалювання бракуючої частини стального брухту і шлакоутворюючих, проводять окислювальне рафінування і, після досягнення заданого вмісту вуглецю і фосфору в металі і температури, його випускають в ківш і доводять на установці комплексного доведення “піч-ківш”.
Текст
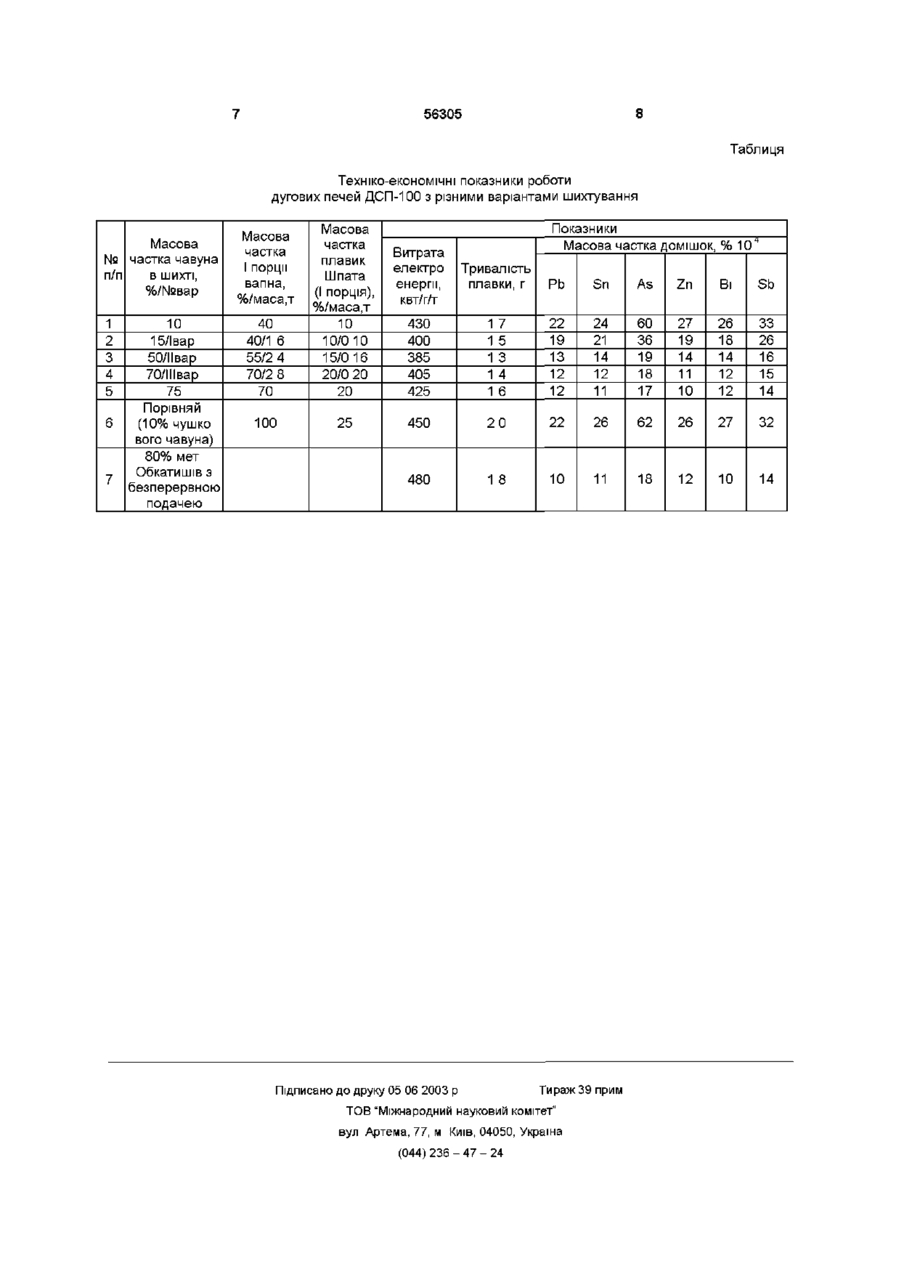
Спосіб виплавки сталі у високопотужних дугових печах, що включає завантаження стального брухту, шлакоутворюючих, плавлення з Винахід відноситься до чорної металурга і може бути використованим під час виплавки сталі в дугових електропечах У сучасних умовах виплавки сталі в дугових електропечах, коли намітився дефіцит якісного стального брухту і зросла вартість електроенергії, інтенсифікація виплавки якісної сталі може здійснюватися за рахунок використання в плавці рідкого чавуна, що має високий енергетичний потенціал у вигляді температури на рівні 13001350С , вмісту вуглеця на рівні 4 0-4 5% з невеликою і гарантованою КІЛЬКІСТЮ ДОМІШОК, виплавленого в доменній печі з основною залізорудною складовою у вигляді окислених обкатишів Є засіб виплавки сталі у високопотужніх дугових печах, в якому підвищення продуктивності печі за рахунок скорочення тривалості плавки досягається шляхом введення в піч суміші чавунної стружки (15-25% від маси шихти), вапна і кварцового піску Скорочення плавки досягається за рахунок паралельного, але більш «легкого» подальшим підвалюванням брухту і вапна, доведення, який відрізняється тим, що після випуску 90-95% металу чергової плавки, в піч заливають рідкий переробний чавун в КІЛЬКОСТІ 1570% від маси металевої частки шихти з подальшим завантаженням 40-70% вапна і 10-20% плавикового шпату від загальної їх КІЛЬКОСТІ, ЗДІЙСНЮЮТЬ заздалегідь продування киснем через склепінну фурму протягом 3-5 хвилин, після чого завантажують сталевий брухт в КІЛЬКОСТІ 30-50% від маси металевої частини шихти, включають піч з одночасним введенням кисню через склепінну фурму і СТІНОВІ пальники і, після розплавлення шихти, здійснюють підвалювання бракуючої частини стального брухту і шлакоутворюючих, проводять окислювальне рафінування і, після досягнення заданого вмісту вуглецю і фосфору в металі і температури, його випускають в ківш і доводять на установці комплексного доведення "ПІЧ-КІВШ" О плавлення дрібної чавунної стружки, без, звичайно, необхідності добавки у цьому разі коксу або коксового горішка з витратою електроенергії на їх реалізацію в розплав Однак чавунна стружка це лімітований матеріал і, що більш важливо, не ю о має регламентованого ХІМІЧНОГО складу, так як ю вона може бути набута з ваграночного лиття і інших джерел (машинобудування) (а св СРСР №1678849, кл 5 С21С 5/52,1989) Відомий також засіб виплавки сталей з металізованих обкатишів в дуговій печі (а св СРСР №1638176, кл5 С21 5/52, 1988), що передбачає виплавку сталі в надпотужніх дугових печах із застосуванням металізованих обкатишів Засіб включає плавлення, подачу шлакоутворюючої і пшоутворюючої добавки, що складається з карбонату кальцію, окислу кальцію, вуглеця і оксидів заліза Додатково дається в піч пшоутворюючий матеріал у вигляді брикетів, що містить вуглець, цей матеріал складається з дріб'язку металізованих обкатишів, на вапняномелясовій зв'язці В КІЛЬКОСТІ 1 -10% від маси СО (О 56305 присадних металізованих обкатишів з вельми лише 16-17кг S1O2, тобто в три рази менше, ніж низькою наявністю таких елементір як Ті, V, Cr, Pb, металізованні обкатиші і в 1 048 більше заліза АІ, Cu, Sn, Ni, Mo, Bi, Sb Крім того рідкий чавун слідуючого Цей засіб є найбільш близьким до того, що ХІМІЧНОГО складу, % (Чавун переробний,, технічні описується умови, ДСТУ 3133-95 (ТОСТ 805-95) с 4 6) Недоліком засобу є те, що на плавку Si Mn P S використовуються металізовані обкатиши, що 0 5 12 0 5 10 0 020 0 050 до 0 060 набуваються в спеціальних шахтних печах з що містить масову частку мікродомішок не великою витратою природного газу Для більш, % (Чавун ливарний, технічні умови, ДСТУ відновлення в шахтну піч завантажують обкатиши 3132-95 (ГОСТ 48-32-95) с 6) ті, що виготовляються з особливо чистого Ті V Cr Pb АІ залишкового залізорудного концентрату, що разом з тим, дає 0 05 0 05 0 04 0 005 0 005 можливість в металвзованих обкатишах мати з наявністю таких елементів як Cu, Sn, Ni, Mo, масову частку S1O2 лише на рівні 5 0-5 5%, інколи і Bi, Sb на рівні змісту їх в металізованих обкатишах більш зумовлює отримання якісної сталі (сірка і фосфор не лімітує якість і процес) Плавлення в електросталеплавильній печі кожної тонни металізованих обкатишів приводить Засіб, виплавки сталі у високопотужніх до додаткової витрати вапна в КІЛЬКОСТІ 104КГ (ДЛЯ дугових електричних печах, що пропонується, ошлакування 52кг S1O2), отримання додаткового включає залиття 15-70% рідкого переробного шлаку в КІЛЬКОСТІ 289кг з витратами тепла на його чавуна, значно спрощується також хід ведення розігрівання (138 8квт ч) Крім того ступінь плавки Застосування рідкого переробного чавуна, металізації обкатишів в шахтній печі знаходиться що містить високий рівень фізичного і ХІМІЧНОГО на рівні 90%, тому дометал ізація заліза в тепла, а також високу чистоту домішок кольорових електросталеплавильній печі по реакції металів, забезпечує інтенсифікацію процесів плавлення і окислювального рафінування, а також FeO+C^Fe+CO-152 19Мдж отримання високоякісної сталі приводить до додаткової витрати 68 1 квт ч Випуск з печі 90-95% металу попередньої електроенергії з ВІДПОВІДНИМ збільшенням плавки дозволяє 5-10% металу, що залишився, тривалості плавки захистити подину печі при залитті рідкого чавуна, У прототипі передбачено також давати а також поліпшує умови плавлення шихти в додатково в піч пшоутворюючий матеріал у початковий період вигляді брикетів, що містить вуглець, в КІЛЬКОСТІ від 1 до 10% від маси присадних металізованіх Продування чавуна киснем через склепінну обкатишів, що вимагає організації на фурму після завантаження на чавун першої порції металургійному підприємстві спеціального шлакоутворюючих (40-70% вапна і 10-20% виробництва, пов'язаного з брикетуванням плавикового шпату від загальної їх КІЛЬКОСТІ) протягом 3-5 хвилин забезпечує підвищення У разі ж використання привізних температури розплаву і формування активного металізованих обкатишів, вони повинні бути шлаку, виключаючи вплив силікатів на пасивовані або брикетовані для захисту від футерування печі зайняття, мають температуру навколишнього середовища / Запропонована сукупність ознак дозволяє використати в електроплавці високоенергоємний Крім того, недоліком засобу є і те, що рідкий переробний чавун доменної плавки, при металізовані обкатиші дозуються на плавку у часі, залитті чавуна захистити подину печі від розмиву що разом з їх високою поверхнею (діаметр струменем чавуна, поліпшити умови плавлення обкатишів 10-15мм) приводить до значного чаду, шихти і отримання першої порції тобто до втрати заліза, погіршення екології шлакоутворюючих в початковий період за рахунок У основу винаходу, що пропонується продування киснем протягом 3-5 хвилин, поставлена задача підвищення продуктивності забезпечити підвищення температури розплаву і печі, зниження витрати електроенергії з формування активного шлаку, що в результаті одночасним підвищенням якості сталі, шляхом значно підвищує продуктивність печі і економію використання на електроплавку 15-70% від маси електроенергії, і, що більш істотно, дозволяє металевої частини шихти рідкого переробного виплавляти чисті по домішках сталі » чавуна, що має температуру на рівні 1300-1350С° і зміст вуглеця на рівні 4 0-4 5%, що вносить в Засіб здійснюється таким чином електроплавку енергетичний потенціал рівний При випуску чергової плавки в печі залишають 450000-500000ккалл' чавуна або в перерахунку на 5-10% метала і заливають рідкий переробний електроенергію чавун в КІЛЬКОСТІ 15-70% від маси металевої частини шихти, потім завантажують 40-70% від 475000x11,65x10" загальної КІЛЬКОСТІ вапна і 10-20% від загальної 1 КІЛЬКОСТІ плавикового шпату Здійснюють на кожну тонну чавуна, попереднє продування чавуна киснем через що в свою чергу зумовлює зниження часу плавки, склепінну фурму протягом 3-5 хвилин, після чого витрати електроенергії, підвищення завантажують стальний брухт в КІЛЬКОСТІ 30-50% продуктивності печі, від маси металевої частини шихти, включають піч де 11 65x10 4 - перевідний коефіцієнт 1ккал в з одночасним введенням кисня через склепінну квт/г, од , фурму і СТІНОВІ пальники Після розплавлення 72 -теплової ккд електропечи, % ' основної маси шихти, при необхідності, Разом з тим, 1т рідких чавуни вносить всього 4 56305 верхні 70% , Приклад Виплавку сталі ШХ15 здійснювали в 100т дуговій печі з трансформатором потужністю до 63 МВА, обладнаної склепінною кисневою фурмою і стіновими пальниками Плавки проводили по установці «ПІЧ-КІВШ» трьох варіантах з використанням в шихті 15%, 50% і 70% рідких переробного чавуна Особливість засобу полягає в тому, що при використанні в шихті 70% рідкого чавуна, Після випуску плавки в печі залишали «6т завалювання встановленої частки металу, після чого з чавуновозного ковша заливали переробний чавун, а потім шлакоутворюючих і попереднього продування завантажували в І варіанті 1 6т вапна і 01т розплаву киснем, стальний брухт в КІЛЬКОСТІ ДО плавикового шпату, у II варіанті - 2 4т вапна і 0 16т 30% від металевої частини шихти завантажують плавикового шпату, в III варіанті 2 8т вапна і 0 2т однією порцією, що дозволяє виключити плавикового шпату Через склепінну фурму підкидання і скоротити тривалість плавки, так як розплав продували киснем протягом 4мин , після плавлення йде дуже інтенсивно При меншій чого завантажували стальний брухт і включали піч КІЛЬКОСТІ рідкого чавуна з'являється необхідність з одночасним продуванням ванни киснем через завантаження стального брухту цього періоду склепінну фурму і СТІНОВІ пальники плавки двома приблизно рівними порціями Таке завантаження стального брухту і Після досягнення в металі температури «1580 продування ванни киснем забезпечує високу С°, вуглеця «10%, фосфору «0 010% сталь швидкість його плавлення і окислювального випускали в ківш і подавали на установку «пічрафінування ванни, чому сприяє пінення шлаку і ківш» для доведення перемішування металу і шлаку пухирцями СО при Техніко-економічні показники роботи дугових окисленні «зайвого» вуглеця печей ДСП-100 з різними варіантами шихтування При використанні в електроплавці рідкого при виплавці сталі ШХ15 приведені в таблиці З чавуна масою менше за 15% ефективність засобу таблиці слідує, що кращі результати отримані на знижується, так як в цьому випадку, при плавці з використанням в шихті 50% рідкого завантаженні першої порції шлакоутворюючих і 3-5 чавуна, 55% вапна першої порції і 15% першої хвилинного попереднього продування чавуна порції плавикового шпату, при цьому отримана киснем через склепінну фурму, розплав почне сталь з масовою часткою домішок на рівні сталі в закристалізовуватися, що приведе до перевитрати плавці з • використанням металізованих обкатишів електроенергії і до подовження плавки із зростанням виробництва до 30% і економії електроенергії до 20% При більшій ніж 70% частці рідкого чавуна збільшується завалка необхідної КІЛЬКОСТІ вапна і Техніко-економічний ефект засобу виплавки плавикового шпату на цю масу чавуна з сталі у високопотужніх дугових електричних печах отриманням надмірної КІЛЬКОСТІ шлаку і із залиттям 15-70% рідкого переробного чавуна на необхідністю його викачування без достатнього залишок металу від попередньої плавки і його використання по насиченню шкідливими продування чавуна киснем через склепінну фурму домішками, що не раціонально Крім того, після завантаження на чавун першої порції видалення надмірної КІЛЬКОСТІ вуглеця в шихті, шлакоутворюючих (40-70% вапна і 10-20% також подовжує плавку плавикового шпату від загальної їх КІЛЬКОСТІ) В течи 3-5 хвилин, дозволяє забезпечити Завантаження в піч 40-70% вапна і температуру металу і формування активного плавикового шпату в КІЛЬКОСТІ 10-20% від шлаку, що в результаті підвищує продуктивність загальної їх витрати на плавку забезпечує печі на 15-30%, знижує витрату енергії на 15-20% з формування активного шлаку і захист стін печі від конкуренцією по чистоті сталі, що отримується в прямого впливу дуг з підвищенням їх теплового порівнянні з и виплавкою на металізованих ккд обкати шах Нижні межі КІЛЬКОСТІ вапна і плавикового шпату відповідають 15% рідкого чавуна в шихті, а здійснюють підкидання бракуючої частини стального брухту і завантаження іншої КІЛЬКОСТІ шлакоутворюючих матеріалів Проводять окислювальне рафінування металу і після досягнення необхідного змісту вуглеця і фосфору в металі і температури, сталь доводять в 56305 Таблиця Техніко-економічні показники роботи дугових печей ДСП-100 з різними варіантами шихтування Масова № частка чавуна в шихті, п/п %/№вар 1 2 3 4 5 6 7 Масова частка І порції вапна, %/маса,т Масова частка плавик Шпата (І порція), %/маса,т Показники Масова частка домішок, % 10 Витрата електро енергії, квт/гл" Тривалість плавки, г РЬ Sn As Zn Ві Sb 1 1 1 1 1 7 5 3 4 6 22 19 13 12 12 24 21 14 12 11 60 36 19 18 17 27 19 14 11 10 26 18 14 12 12 33 26 16 15 14 10 40 10 15/1 вар 50/11 вар 70/111 вар 40/1 6 55/2 4 70/2 8 10/0 10 15/0 16 20/0 20 75 70 20 430 400 385 405 425 100 25 450 20 22 26 62 26 27 32 480 18 10 11 18 12 10 14 Порівняй (10% чушко вого чавуна) 80% мет Обкатишів з безперервною подачею Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of smelting steel in high power arc furnaces
Автори англійськоюRyzhenkov Oleksandr Mykolaiovych, Krikunov Borys Petrovich, Skladanovskyi Yevhenii Nikyforovych
Назва патенту російськоюСпособ выплавки стали в высокомощных дуговых печах
Автори російськоюРыженков Александр Николаевич, Крикунов Борис Петрович, Складановский Евгений Никифорович
МПК / Мітки
Мітки: сталі, спосіб, дугових, виплавки, високопотужних, печах
Код посилання
<a href="https://ua.patents.su/4-56305-sposib-viplavki-stali-u-visokopotuzhnikh-dugovikh-pechakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сталі у високопотужних дугових печах</a>
Спосіб виплавки сталі у подових печах
Номер патенту: 30384
Опубліковано: 15.11.2000
Автори: Штехно Олег Миколайович, Горлов Генадій Васильович, Мовшович Вілорд Соломонович, Підгородецький Євген Олександрович, Митько Володимир Олексійович, Лапіцкий Всеволод Володимірович, Тилик Василь Трохимович, Фогель Борис Михайлович, Аксененко Валерій Олексійович, Ботвинський Віктор Якович, Бражник Сергій Анатольович
МПК: C21C 5/04
Мітки: подових, спосіб, печах, сталі, виплавки
Формула / Реферат:
1. Спосіб виплавки сталі у подових печах, який включає завалення шихтових матеріалів та флюсів, заливання чавуну, продування ванни киснем зверху, по закінченні якої метал продувають інертним газом з питомими витратами 0,5-1,4 м3/т та інтенсивністю 1,5-4,7 тис. м3/год, заглиблюючи фурми нижче його рівня на 50-500 мм, який відрізняється тим, що на завершальному етапі кисневого продування, рівним 0,05-0,25 її загальної...
Спосіб виплавки сталі в основній мартенівській печі

Номер патенту: 52495
Опубліковано: 16.12.2002
Автор: Бойко Володимир Семенович
МПК: C21C 5/04
Мітки: основний, виплавки, сталі, печі, мартенівській, спосіб
Формула / Реферат:
Спосіб виплавки сталі в основній мартенівській печі, що включає завалку металевого брухту, окислювачів, вапняку, який відрізняється тим, що в завалку частково завантажується гарячебрикетоване залізо та металевий брухт у співвідношенні 1:(2,9-6,8), при цьому співвідношення між масами вапняку й окислювачів складає (5,2-8,2):1.
Спосіб виплавки сталі у конвертері
Номер патенту: 14955
Опубліковано: 04.03.1997
Автори: Махницький Віктор Олександрович, Брагинець Юрій Федорович, Учитель Лев Михайлович, Івко Володимир Вікторович, Моцний Валерій Васильович, Єрмоленко Ганна Володимирівна, Бродський Сергій Сергійович, Несвіт Володимир Васильович
МПК: C21C 5/28
Мітки: виплавки, сталі, спосіб, конвертері
Формула / Реферат:
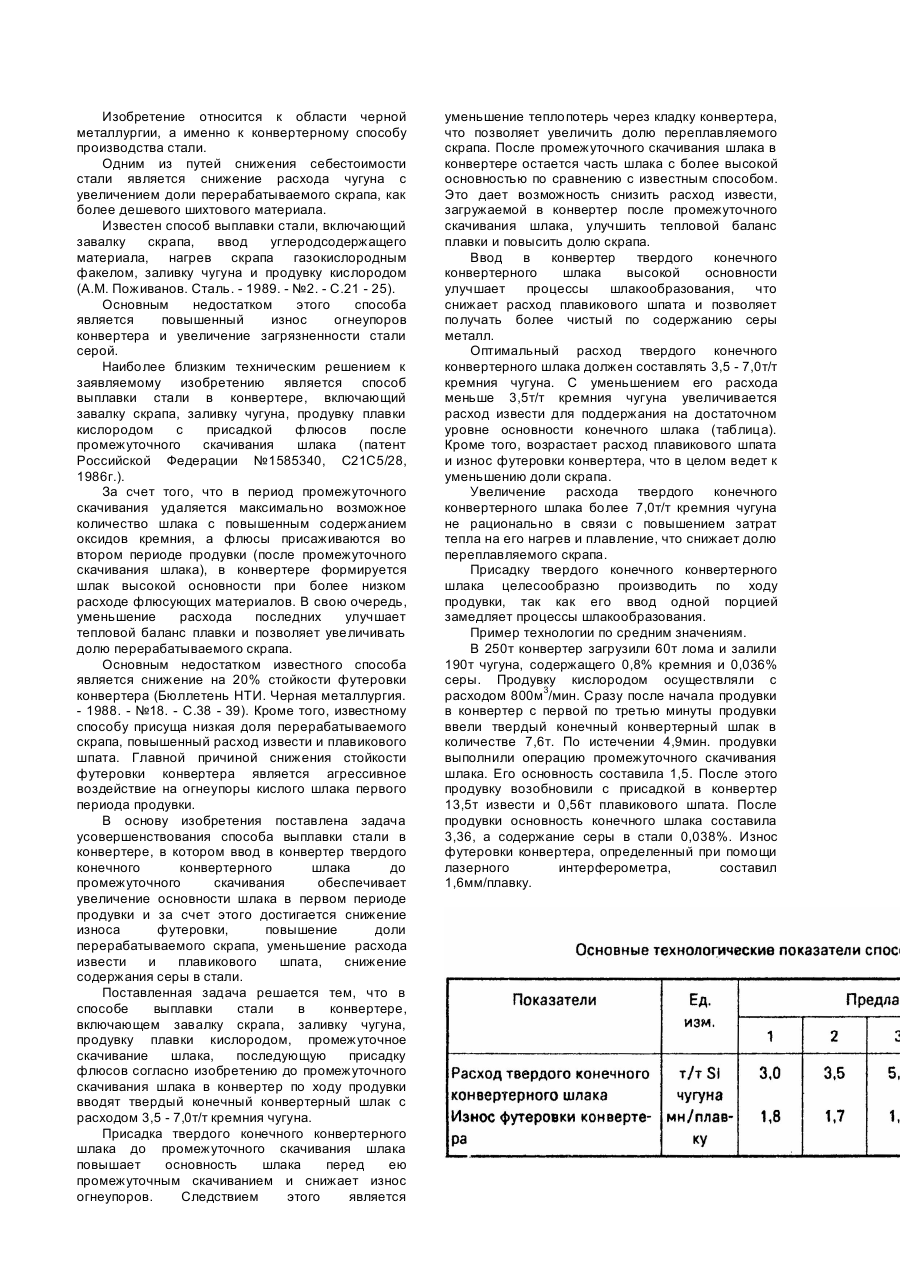
Способ выплавки стали в конвертере, включающий завалку скрапа, заливку чугуна, продувку плавки кислородом, промежуточное скачивание шлака, последующую присадку флюсов, отличающийся тем что до промежуточного скачивания шлака в конвертер по ходу продувки вводят твердый конечный конвертерный шлак с расходом 3,5-7,0 т/т кремния чугуна.
Спосіб виплавки сталі в основній мартенівській печі
Номер патенту: 53501
Опубліковано: 15.01.2003
Автори: Бойко Володимир Семенович, Якін Михайло Миколайович, Альошин Олександр Олександрович, Коваль Сергій Олексійович, Фентісов Ігор Миколайович, Кладіті Георгій Олександрович, Климанчук Владислав Владиславович, Остроушко Анатолій Вікторович, Прахнін Вячеслав Леонідович, Шебаніц Едуард Миколайович, Лєщенко Єгор Миколайович
МПК: C21C 5/04
Мітки: основний, спосіб, сталі, печі, виплавки, мартенівській
Формула / Реферат:
Спосіб виплавки сталі в основній мартенівській печі, який включає завантаження у піч металобрухту, окисників і суміші конвертерного шлаку із вапняком перед завалкою брухту, плавлення і доведення, який відрізняється тим, що насамперед засипають окремою порцією окисники, а після них - суміш конвертерного шлаку із вапняком у співвідношенні 1:(1,5-2,5), при цьому співвідношення між масами вапняку, конвертерного шлаку і окисників становить (7,5 -...
Спосіб виплавки киплячої сталі
Номер патенту: 6857
Опубліковано: 31.03.1995
Автори: Трет'яков Олександр Борисович, Авер'янов Олексій Венедиктович, Єрмоленко Ганна Володимирівна, Літвінов Леонід Федорович, Черненков Сергій Павлович, Димченко Євген Миколайович, Куліш Генадій Іванович, Оробцев Юрій Вікторович, Копур Сергій Дмитрович
МПК: C21C 5/28
Мітки: спосіб, виплавки, сталі, киплячої
Формула / Реферат:
Способ выплавки кипящей стали в кислородном конвертере, включающий продувку расплава с переменным положением фурмы над уровнем спокойной ванны до заданного содержания углерода в готовой стали и последующую его додувку с интенсивностью 2,0-4,0 м3/т мин в течение 10-30 сек, отличающийся тем, что додувку ведут через фурму, совершающую возвратно-поступательные перемещения в вертикальном направлении с амплитудой 30 90 калибров при максимальном...
Попередній патент: Речовина для підвищення біосумісності імплантатів з організмом реципієнта
Наступний патент: Протипухлинний препарат на основі цисдихлордіаміну платини
Випадковий патент: Протизносна та протизадирна присадка до моторних і трансмісійних олив