Колосникова решітка спікального візка агломераційної машини
Номер патенту: 580
Опубліковано: 16.10.2000
Автори: Гирін Юрій Володимирович, Бродський Сергій Сергійович, Несвіт Володимир Васильович, Єрмоленко Ганна Володимирівна, Рєвякін Олександр Миколайович, Анісімов Леонід Олександрович, Крижановський Анатолій Степанович

Формула / Реферат
Колосникова решітка спірального візка агломераційної машини, що складається з встановлених на підколосникових балках колосників, яка відрізняється тим, що основне тіло колосника виготовлене із спеціального гарячекатаного періодичного профілю, який являє собою в основному перерізі ребровий овал з площадками-притупленнями на діаметрально протилежних сторонах, причому довжина площадки-притуплення складає 0,3-0,4 габаритного розміру основного перерізу овалу, а в перерізі періодичної частини профілю є виступ понад площадкою-притупленням з одного боку основного перерізу, повторюючий його геометрію, при цьому відношення габаритного розміру овалу в періодичній частині профілю до габаритного розміру в основному перерізі складає 1,08 – 1,12.
Текст
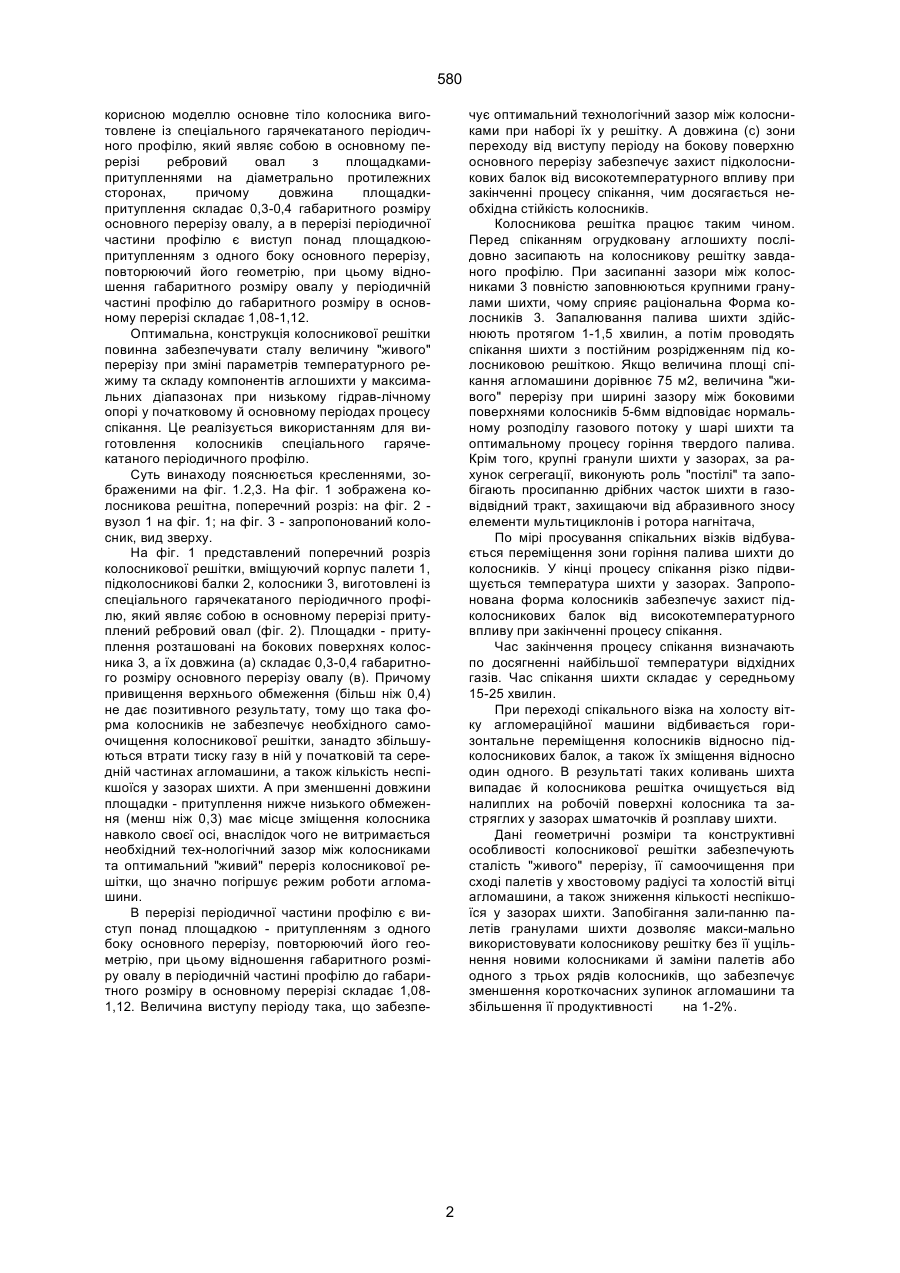
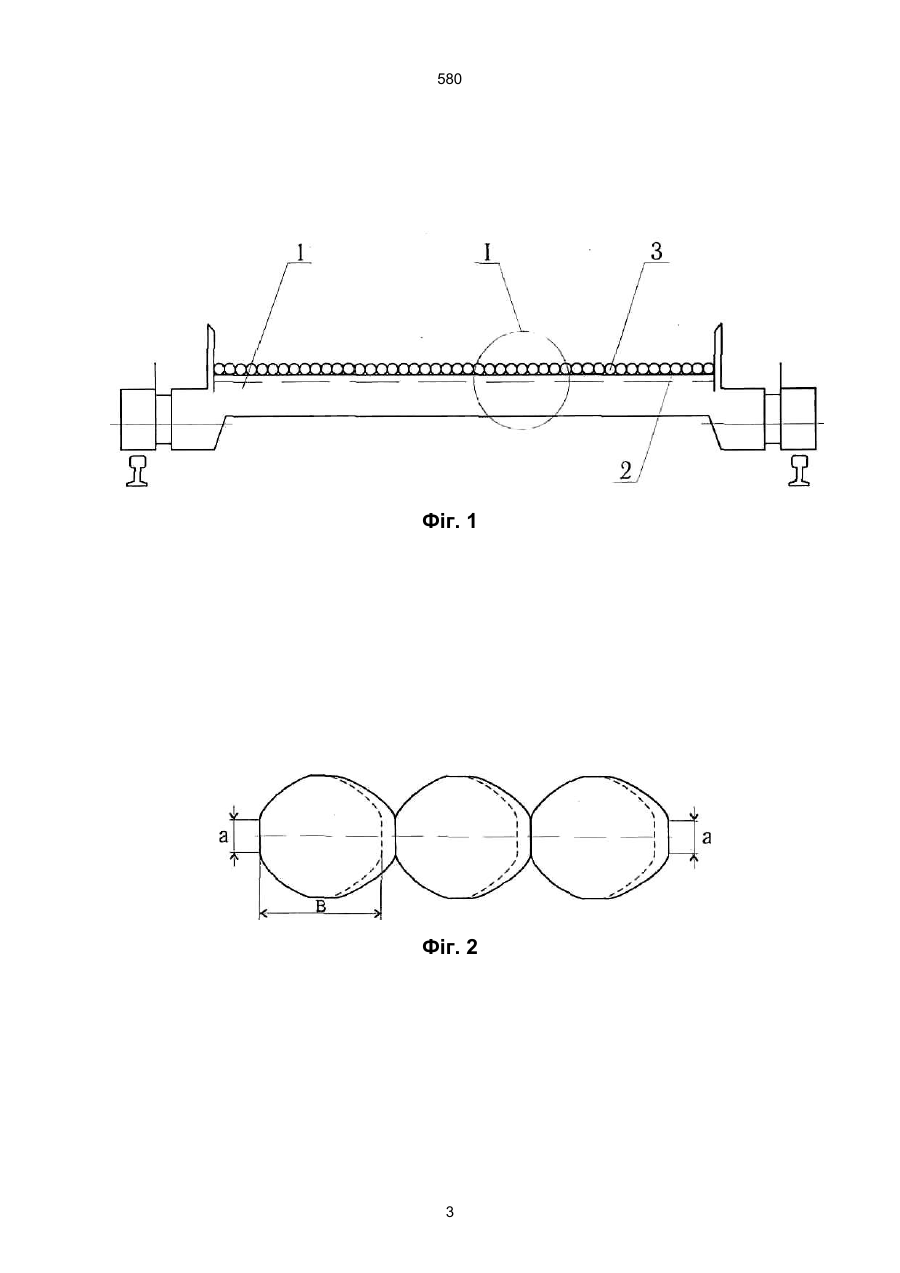
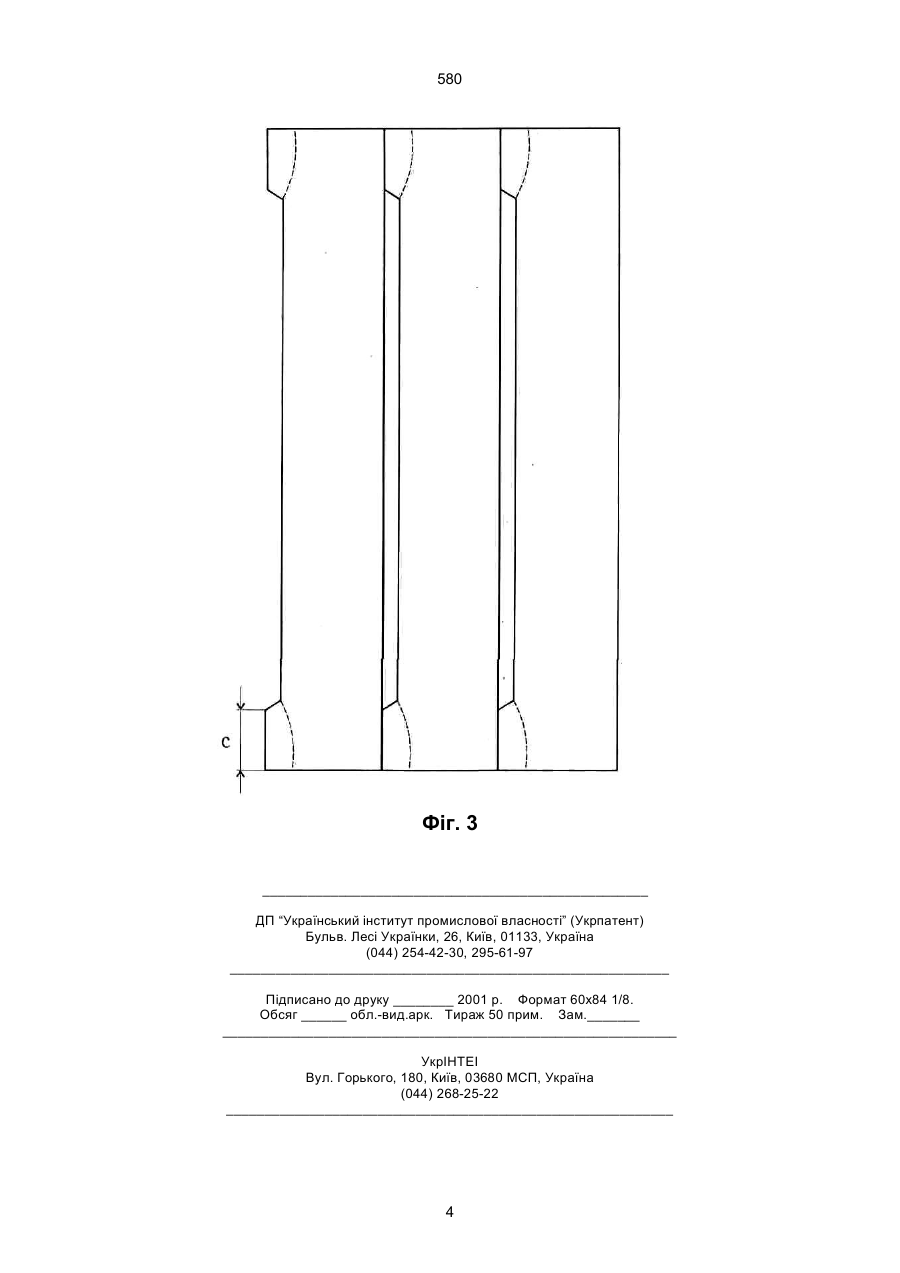
Колосникова решітка спікального візка агломераційної машини, що складається з встановлених на підколосникових балках колосників, 580 корисною моделлю основне тіло колосника виготовлене із спеціального гарячекатаного періодичного профілю, який являє собою в основному перерізі ребровий овал з площадкамипритупленнями на діаметрально протилежних сторонах, причому довжина площадкипритуплення складає 0,3-0,4 габаритного розміру основного перерізу овалу, а в перерізі періодичної частини профілю є виступ понад площадкоюпритупленням з одного боку основного перерізу, повторюючий його геометрію, при цьому відношення габаритного розміру овалу у періодичній частині профілю до габаритного розміру в основному перерізі складає 1,08-1,12. Оптимальна, конструкція колосникової решітки повинна забезпечувати сталу величину "живого" перерізу при зміні параметрів температурного режиму та складу компонентів аглошихти у максимальних діапазонах при низькому гідрав-лічному опорі у початковому й основному періодах процесу спікання. Це реалізується використанням для виготовлення колосників спеціального гарячекатаного періодичного профілю. Суть винаходу пояснюється кресленнями, зображеними на фіг. 1.2,3. На фіг. 1 зображена колосникова решітна, поперечний розріз: на фіг. 2 вузол 1 на фіг. 1; на фіг. 3 - запропонований колосник, вид зверху. На фіг. 1 представлений поперечний розріз колосникової решітки, вміщуючий корпус палети 1, підколосникові балки 2, колосники 3, виготовлені із спеціального гарячекатаного періодичного профілю, який являє собою в основному перерізі притуплений ребровий овал (фіг. 2). Площадки - притуплення розташовані на бокових поверхнях колосника 3, а їх довжина (а) складає 0,3-0,4 габаритного розміру основного перерізу oвалу (в). Причому привищення верхнього обмеження (більш ніж 0,4) не дає позитивного результату, тому що така форма колосників не забезпечує необхідного самоочищення колосникової решітки, занадто збільшуються втрати тиску газу в ній у початковій та середній частинах агломашини, а також кількість неспікшоїся у зазорах шихти. А при зменшенні довжини площадки - притуплення нижче низького обмеження (менш ніж 0,3) має місце зміщення колосника навколо своєї осі, внаслідок чого не витримається необхідний тех-нологічний зазор між колосниками та оптимальний "живий" переріз колосникової решітки, що значно погіршує режим роботи агломашини. В перерізі періодичної частини профілю є виступ понад площадкою - притупленням з одного боку основного перерізу, повторюючий його геометрію, при цьому відношення габаритного розміру овалу в періодичній частині профілю до габаритного розміру в основному перерізі складає 1,081,12. Величина виступу періоду така, що забезпе чує оптимальний технологічний зазор між колосниками при наборі їх у решітку. А довжина (с) зони переходу від виступу періоду на бокову поверхню основного перерізу забезпечує захист підколосникових балок від високотемпературного впливу при закінченні процесу спікання, чим досягається необхідна стійкість колосників. Колосникова решітка працює таким чином. Перед спіканням огрудковану аглошихту послідовно засипають на колосникову решітку завданого профілю. При засипанні зазори між колосниками 3 повністю заповнюються крупними гранулами шихти, чому сприяє раціональна Форма колосників 3. Запалювання палива шихти здійснюють протягом 1-1,5 хвилин, а потім проводять спікання шихти з постійним розрідженням під колосниковою решіткою. Якщо величина площі спікання агломашини дорівнює 75 м2, величина "живого" перерізу при ширині зазору між боковими поверхнями колосників 5-6мм відповідає нормальному розподілу газового потоку у шарі шихти та оптимальному процесу горіння твердого палива. Крім того, крупні гранули шихти у зазорах, за рахунок сегрегації, виконують роль "постілі" та запобігають просипанню дрібних часток шихти в газовідвідний тракт, захищаючи від абразивного зносу елементи мультициклонів і ротора нагнітача, По мірі просування спікальних візків відбувається переміщення зони горіння палива шихти до колосників. У кінці процесу спікання різко підвищується температура шихти у зазорах. Запропонована форма колосників забезпечує захист підколосникових балок від високотемпературного впливу при закінченні процесу спікання. Час закінчення процесу спікання визначають по досягненні найбільшої температури відхідних газів. Час спікання шихти складає у середньому 15-25 хвилин. При переході спікального візка на холосту вітку агломераційної машини відбивається горизонтальне переміщення колосників відносно підколосникових балок, а також їх зміщення відносно один одного. В результаті таких коливань шихта випадає й колосникова решітка очищується від налиплих на робочій поверхні колосника та застряглих у зазорах шматочків й розплаву шихти. Дані геометричні розміри та конструктивні особливості колосникової решітки забезпечують сталість "живого" перерізу, її самоочищення при сході палетів у хвостовому радіусі та холостій вітці агломашини, а також зниження кількості неспікшоїся у зазорах шихти. Запобігання зали-панню палетів гранулами шихти дозволяє макси-мально використовувати колосникову решітку без її ущільнення новими колосниками й заміни палетів або одного з трьох рядів колосників, що забезпечує зменшення короткочасних зупинок агломашини та збільшення її продуктивності на 1-2%. 2 580 Фіг. 1 Фіг. 2 3 580 Фіг. 3 ___________________________________________________ ДП “Український інститут промислової власності” (Укрпатент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид.арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ Вул. Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюFire grate of sintering trolley of agglomeration machine
Автори англійськоюRieviakin Oleksandr Mykolaiovych, Anisimov Leonid Oleksandrovych, Brodskyi Serhii Serhiiovych, Hirin Yurii Volodymyrovych, Kryzhanovskyi Anatolii Stepanovych, Yermolenko Hanna Volodymyrivna, Nesvit Volodymyr Vasyliovych
Назва патенту російськоюКолосниковая решетка спекательной тележки аггломерационной машины
Автори російськоюРевякин Александр Николаевич, Анисимов Леонид Александрович, Бродский Сергей Сергеевич, Гирин Юрий Владимирович, Крижановский Анатолий Степанович, Ермоленко Анна Владимировна, Нэсвит Владимир Васильевич
МПК / Мітки
МПК: F27B 21/00
Мітки: агломераційної, решітка, спікального, візка, машини, колосникова
Код посилання
<a href="https://ua.patents.su/4-580-kolosnikova-reshitka-spikalnogo-vizka-aglomeracijjno-mashini.html" target="_blank" rel="follow" title="База патентів України">Колосникова решітка спікального візка агломераційної машини</a>
Колосникова решітка переважно для топки
Номер патенту: 4886
Опубліковано: 28.12.1994
Автор: Еріх Вебер
МПК: F23H 17/00
Мітки: решітка, переважно, топки, колосникова
Формула / Реферат:
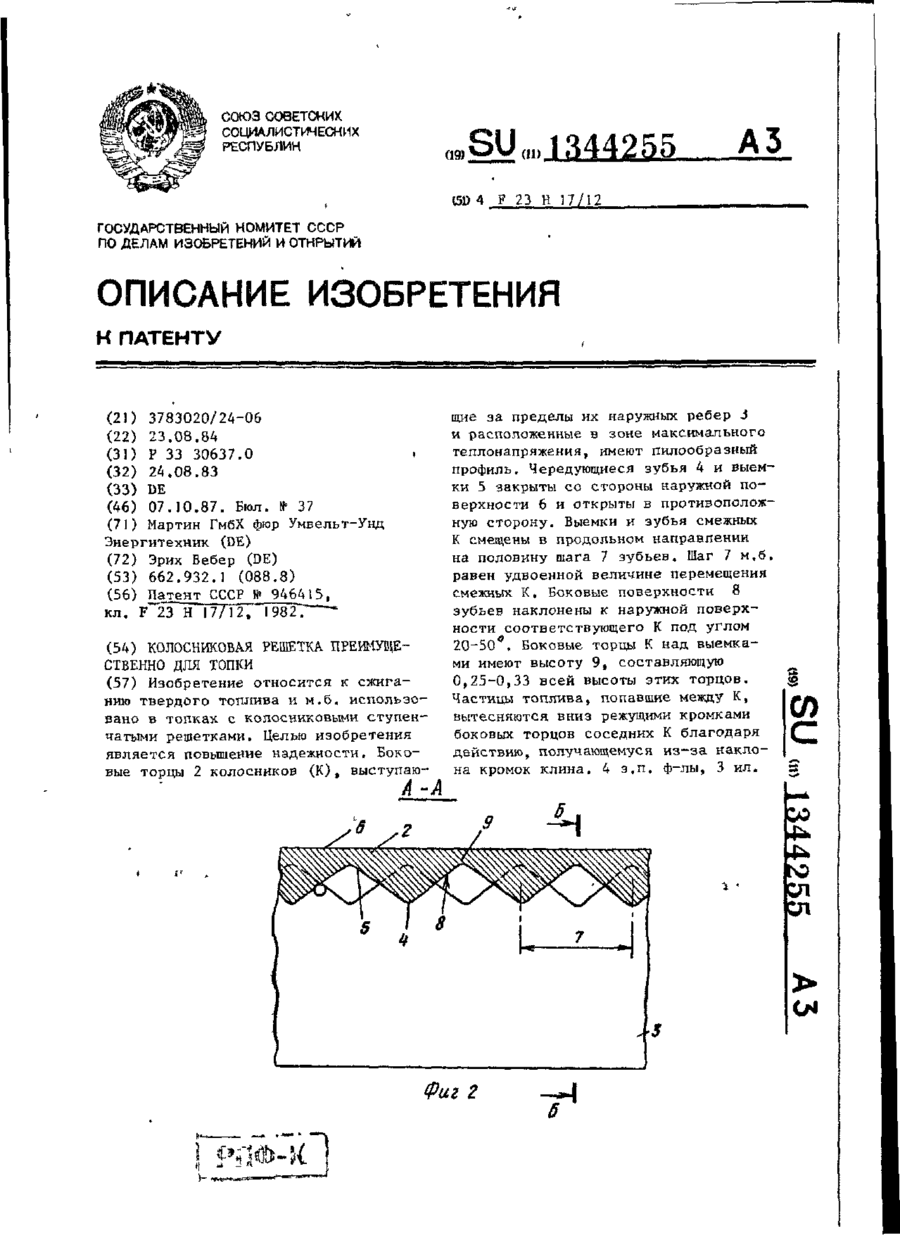
1. Колосниковая решетка преимущественно для топки, содержащая перемещаемые в продольном направлений и установленные с перекрытием секции, состоящие из отдельных колосников, установленных с возможностью перемещения друг относительно друга, и примыкающих один к другому поверхностями их боковых торцов, выступающих сбоку за их наружные ребра, отличающаяся тем, что, с целью повышения надежности, боковые торцы колосников за пределами наружных...
Елемент колосникової решітки з рідинним охолодженням і колосникова решітка
Номер патенту: 27622
Опубліковано: 15.09.2000
Автори: Мартін Йоханнес Йозеф Едмунд, Ніколаус Томас
МПК: F23H 3/00
Мітки: охолодженням, колосникової, решітки, колосникова, решітка, рідинним, елемент
Текст:
...жидкости на заднем, более холодном конце элемента колосниковой решетки и расположению отвода жидкости в головной зоне, то есть на более горячем конце элемента колосниковой решетки, происходит повышение температуры охлаждающего средства в соответствии с повышением температуры, происходящим в продольном направлении элемента колосниковой решетки таким образом, что нагревающаяся охлаждающая среда после достижения наиболее высокой температуры...
Горно агломераційної машини

Номер патенту: 562
Опубліковано: 15.09.2000
Автори: Несвіт Володимир Васильович, Гирін Юрій Володимирович, Бродський Сергій Сергійович, Крижановський Анатолій Степанович, Зайвий Олександр Миколайович, Панченко Олег Анатолійович, Руденко Юрій Романович
МПК: F27B 21/00
Мітки: агломераційної, машини, горно
Формула / Реферат:
Горно агломераційної машини, що містить у собі камеру запалювання шихти з трубопроводами для постачання до неї повітря й газу і систему радіаційних труб, прилеглих до камери, яке відрізняється тим, що на радіаційні труби рівномірно насаджені зігнуті теплообмінні пластини, причому верхній торець передньої пластини розташований над поверхнею вигину наступної пластини з утворенням жалюзійного перекриття, а нижній торець знаходиться під...
Колосник агломераційної або обжигової машини

Номер патенту: 26112
Опубліковано: 30.04.1999
Автори: Войтенко Олександр Павлович, Родіонова Людмила Борисівна, Ситчіхін Юрій Петрович, Рогачевська Карина Янівна, Маслов Руслан Адольфович, Горбач Олександр Борисович, Сагінор Олександр Григорович, Войтенко Микола Павлович, Габріелян Дмитро Михайлович
МПК: F27B 21/08
Мітки: агломераційної, колосник, обжигової, машини
Формула / Реферат:
Колосник обжиговой или агломерационной машины, состоящий из опорных рожков и основного тела, на обеих боковых сторонах которого на одинаковых расстояниях от его концов расположены дистанционные планки, отличающийся тем, что, с целью повышения долговечности колосника, дистанционные планки на одной стороне колосника смещены относительно дистанционных планок на другой стороне колосника на расстояние до половины длины планок.
Колосник агломераційної або обпалювальної машини
Номер патенту: 24099
Опубліковано: 31.08.1998
Автори: Войтенко Микола Павлович, Сагінор Олександр Григорович, Маслов Руслан Адольфович, Войтенко Олександр Павлович, Паничов Сергій Іванович, Мулько Геннадій Миколайович, Матюх Іван Яковлевич, Родіонова Людмила Борисівна
МПК: F27B 21/08
Мітки: агломераційної, обпалювальної, колосник, машини
Формула / Реферат:
Формула изобретенияКолосник агломерационной или обжиговой машины, состоящий из верхних и нижних опорных рожков и основного тела, выполненного в виде сопряженных верхней и нижней частей, верхняя из которых имеет форму полукруга, отличающийся тем, что, с целью увеличения долговечности колосника, боковые стенки нижней части основного гела выполнены вогнутыми, при этом ширина колосника в месте сопряжения равна ширине в его нижней части, а...
Попередній патент: Безфториста фрита для кольорового емалевого покриття
Наступний патент: Знак ідентифікаційного коду для маркування транспортного засобу
Випадковий патент: Кривошип