Спосіб герметизації фланцевих з’єднань трубопроводів
Номер патенту: 60067
Опубліковано: 15.09.2003
Автори: Зевако Василь Сергійович, Бондаренко Олег Віталійович, Данченко Валерій Георгійович, Джур Євген Олексійович
Формула / Реферат
1. Спосіб герметизації фланцевих з'єднань трубопроводів, що полягає в затягуванні з'єднання технологічними і штатними болтами, часовій витримці протягом 16-25 годин до утворення щільноміцного холоднозварного з'єднання в зоні стику і вигвинчуванні технологічних болтів, який відрізняється тим, що спочатку затягування з'єднання здійснюють тільки технологічними болтами і гайками, які затягують моментом до забезпечення герметизації стику та утворення щільноміцного холоднозварного з'єднання, а після часової витримки послідовно замінюють технологічні болти і гайки на штатні, які вставляють у ті ж самі отвори, що й технологічні, та затягують моментом для компенсації зовнішніх експлуатаційних навантажень.
2.Спосіб герметизації фланцевих з'єднань трубопроводів за п. 1, який відрізняється тим, що при заміні технологічних болтів на штатні останні вставляють в отвори, розташовані між отворами під технологічні болти.
Текст
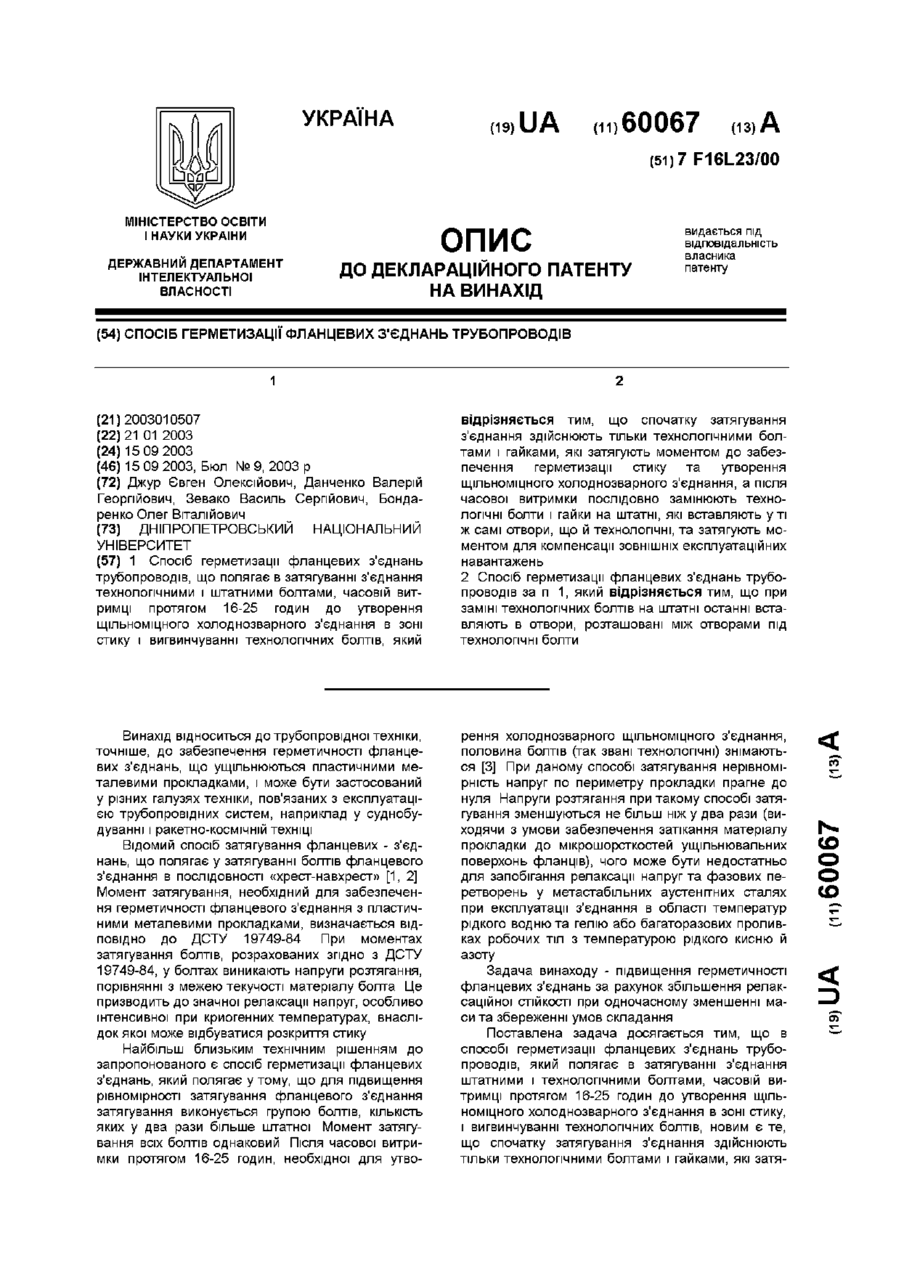
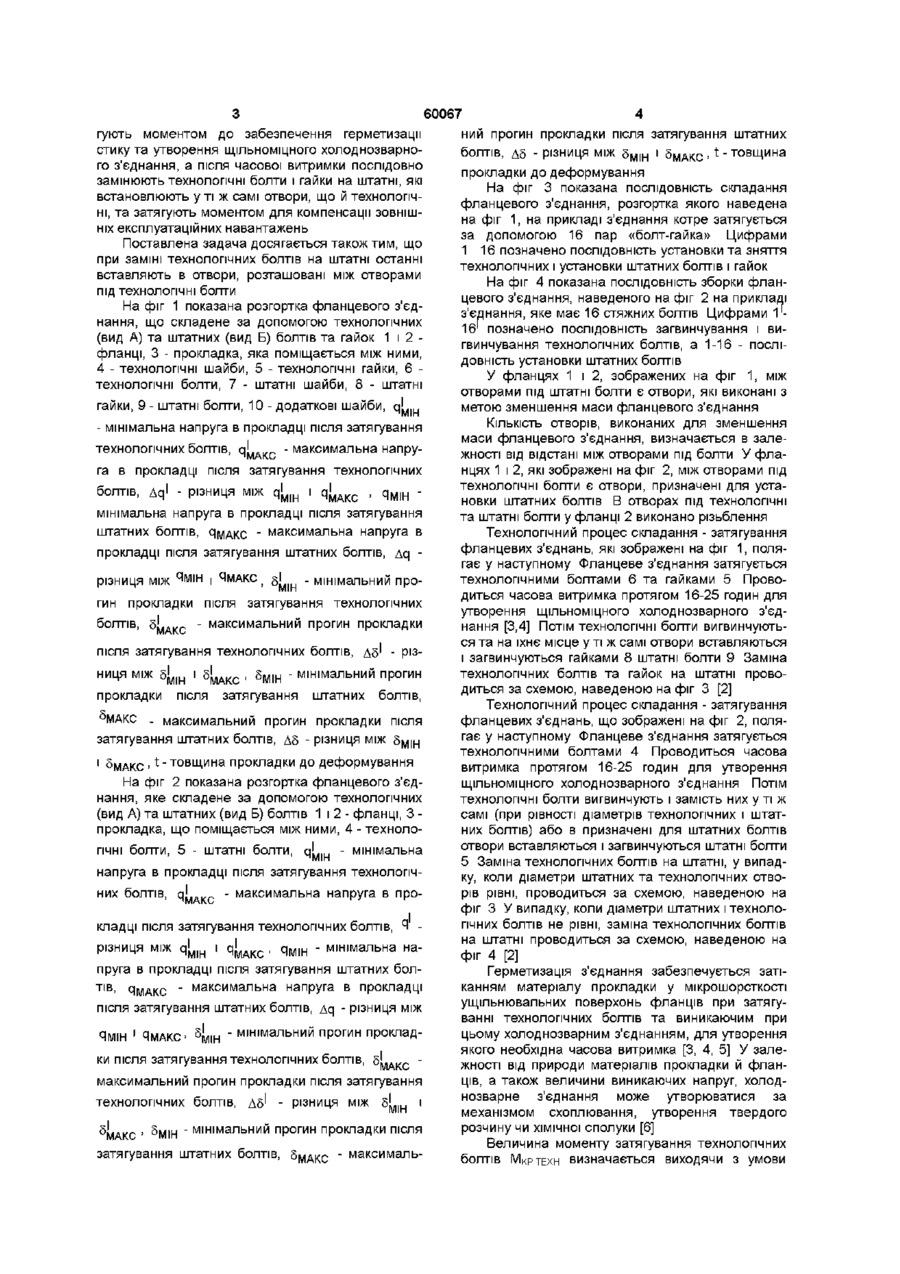
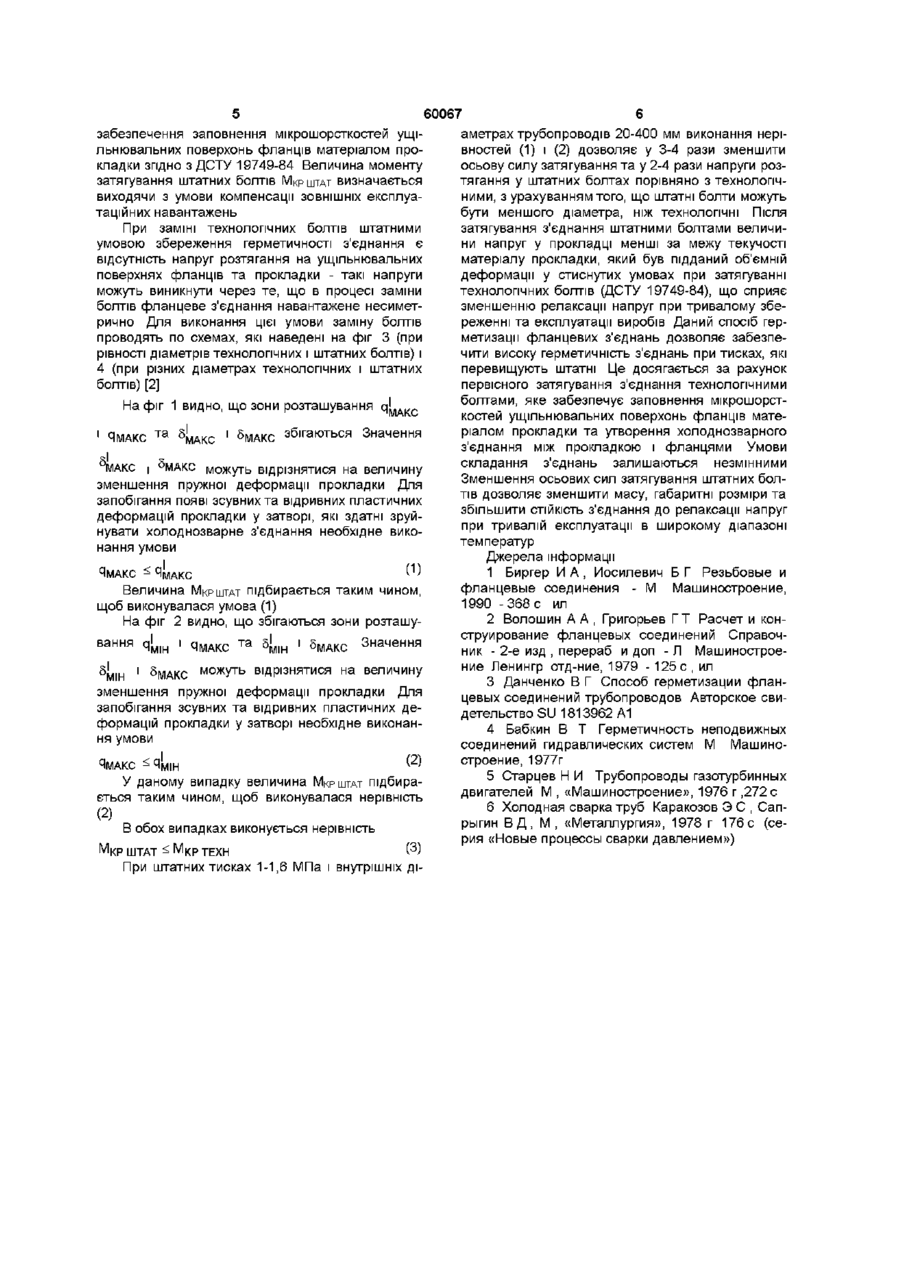
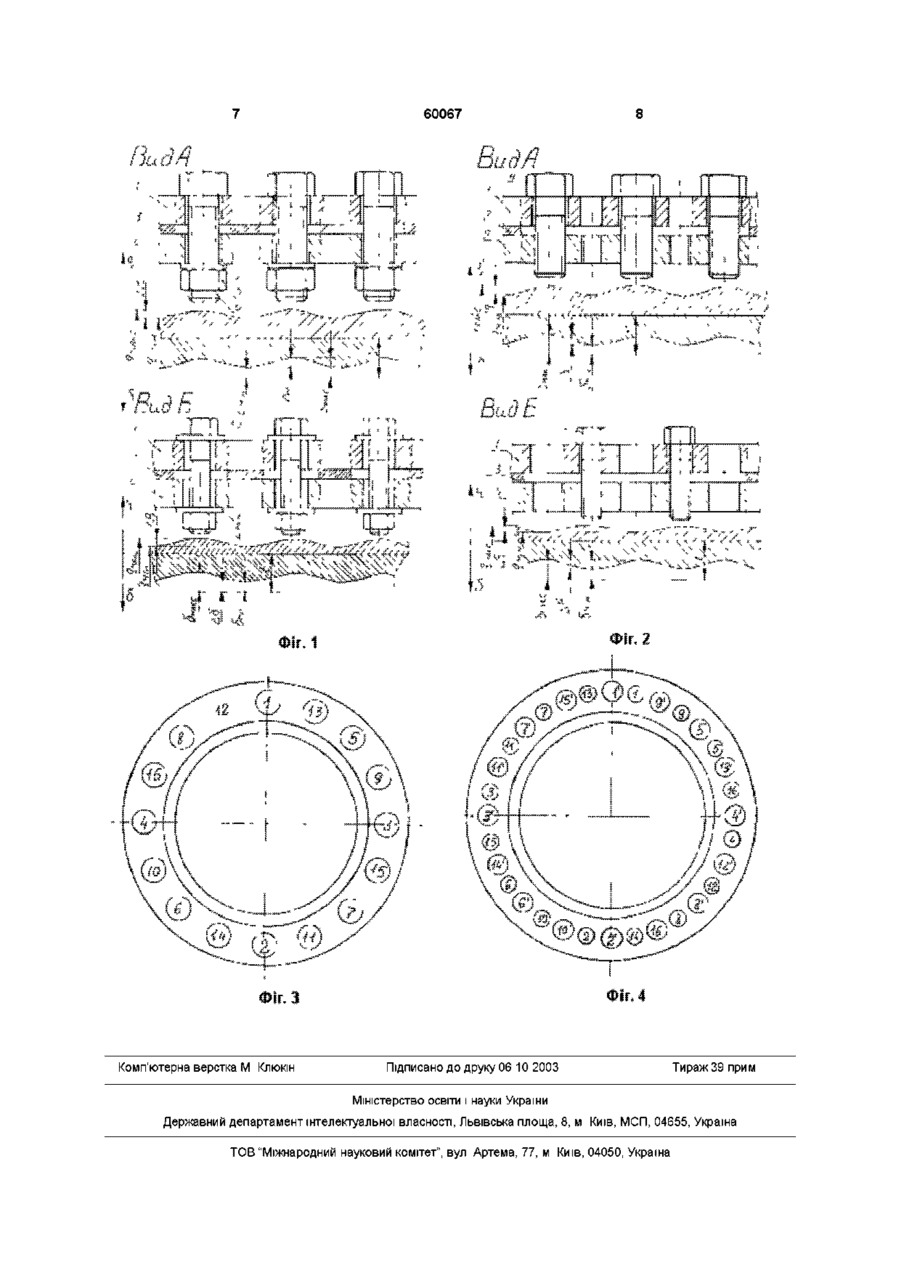
1 Спосіб герметизації фланцевих з'єднань трубопроводів, що полягає в затягуванні з'єднання технологічними і штатними болтами, часовій витримці протягом 16-25 годин до утворення ЩІЛЬНОМІЦНОГО холоднозварного з'єднання в зоні стику і вигвинчуванні технологічних болтів, який Винахід відноситься до трубопровідної техніки, точніше, до забезпечення герметичності фланцевих з'єднань, що ущільнюються пластичними металевими прокладками, і може бути застосований у різних галузях техніки, пов'язаних з експлуатацією трубопровідних систем, наприклад у суднобудуванні і ракетно-космічній техніці Відомий спосіб затягування фланцевих - з'єднань, що полягає у затягуванні болтів фланцевого з'єднання в ПОСЛІДОВНОСТІ «хрест-навхрест» [1, 2] Момент затягування, необхідний для забезпечення герметичності фланцевого з'єднання з пластичними металевими прокладками, визначається ВІДПОВІДНО до ДСТУ 19749-84 При моментах затягування болтів, розрахованих згідно з ДСТУ 19749-84, у болтах виникають напруги розтягання, порівнянні з межею текучості матеріалу болта Це призводить до значної релаксації напруг, особливо інтенсивної при криогенних температурах, внаслідок якої може відбуватися розкриття стику Найбільш близьким технічним рішенням до запропонованого є спосіб герметизації фланцевих з'єднань, який полягає утому, що для підвищення рівномірності затягування фланцевого з'єднання затягування виконується групою болтів, КІЛЬКІСТЬ яких у два рази більше штатної Момент затягування всіх болтів однаковий Після часової витримки протягом 16-25 годин, необхідної для утво відрізняється тим, що спочатку затягування з'єднання здійснюють тільки технологічними болтами і гайками, які затягують моментом до забезпечення герметизації стику та утворення ЩІЛЬНОМІЦНОГО холоднозварного з'єднання, а після часової витримки послідовно замінюють технологічні болти і гайки на штатні, які вставляють у ті ж самі отвори, що й технологічні, та затягують моментом для компенсації ЗОВНІШНІХ експлуатаційних навантажень 2 Спосіб герметизації фланцевих з'єднань трубопроводів за п 1, який відрізняється тим, що при заміні технологічних болтів на штатні останні вставляють в отвори, розташовані між отворами під технологічні болти рення холоднозварного ЩІЛЬНОМІЦНОГО з єднання, половина болтів (так звані технологічні) знімаються [3] При даному способі затягування нерівномірність напруг по периметру прокладки прагне до нуля Напруги розтягання при такому способі затягування зменшуються не більш ніж у два рази (виходячи з умови забезпечення затікання матеріалу прокладки до мікрошорсткостей ущільнювальних поверхонь фланців), чого може бути недостатньо для запобігання релаксації напруг та фазових перетворень у метастабільних аустенітних сталях при експлуатації з'єднання в області температур рідкого водню та гелію або багаторазових проливках робочих тіл з температурою рідкого кисню й азоту Задача винаходу - підвищення герметичності фланцевих з'єднань за рахунок збільшення релаксаційної СТІЙКОСТІ при одночасному зменшенні маси та збереженні умов складання Поставлена задача досягається тим, що в способі герметизації фланцевих з'єднань трубопроводів, який полягає в затягуванні з'єднання штатними і технологічними болтами, часовій витримці протягом 16-25 годин до утворення ЩІЛЬНОМІЦНОГО холоднозварного з'єднання в зоні стику, і вигвинчуванні технологічних болтів, новим є те, що спочатку затягування з'єднання здійснюють тільки технологічними болтами і гайками, які затя 1 (О о о (О 60067 гують моментом до забезпечення герметизації стику та утворення ЩІЛЬНОМІЦНОГО холоднозварного з'єднання, а після часової витримки послідовно замінюють технологічні болти і гайки на штатні, які встановлюють у ті ж самі отвори, що й технологічні, та затягують моментом для компенсації ЗОВНІШНІХ експлуатаційних навантажень Поставлена задача досягається також тим, що при заміні технологічних болтів на штатні останні вставляють в отвори, розташовані між отворами під технологічні болти На фіг 1 показана розгортка фланцевого з'єднання, що складене за допомогою технологічних (вид А) та штатних (вид Б) болтів та гайок 1 і 2 фланці, 3 - прокладка, яка поміщається між ними, 4 - технологічні шайби, 5 - технологічні гайки, 6 технологічні болти, 7 - штатні шайби, 8 - штатні гайки, 9 - штатні болти, 10 - додаткові шайби, q' - мінімальна напруга в прокладці після затягування технологічних болтів, q ! . . . . - - максимальна напруга в прокладці після затягування болтів, A q l технологічних - різниця між q M | H і q M A K C , qM|H мінімальна напруга в прокладці після затягування штатних болтів, qMAKC ' максимальна напруга в прокладці після затягування штатних болтів, Aq різниця між ^ М І Н і 9МАКС _ gl гин прокладки після болтів, б!.... . мінімальний про затягування технологічних - максимальний прогин прокладки МАІЧ.О після затягування технологічних болтів, дд' - різниця між 5 І , , и і б!,.,,- , 5мін ' мінімальний прогин МІН МАІЧ.О iviin прокладки після затягування штатних болтів, "МАКС . максимальний прогин прокладки після затягування штатних болтів, Д5 - різниця між 5щцн і 5мдкс > * ' товщина прокладки до деформування На фіг 2 показана розгортка фланцевого з'єднання, яке складене за допомогою технологічних (вид А) та штатних (вид Б) болтів 1 і 2 - фланці, 3 прокладка, що поміщається між ними, 4 - технологічні болти, 5 - штатні болти, q' - мінімальна напруга в прокладці після затягування технологічних болтів, q ! . . . . - - максимальна напруга в прокладці після затягування технологічних болтів, Ч різниця між q l ^ і q j ^ ^ , q M | H - мінімальна напруга в прокладці після затягування штатних болтів, q^AKc ' максимальна напруга в прокладці після затягування штатних болтів, Aq - різниця між Змін ' З М А К С ' 5 мін " М І Н І м а л ь н и й прогин прокладки після затягування технологічних болтів, s!....- МАІЧ.О максимальний прогин прокладки після затягування технологічних болтів, - різниця між 5 І , і и і МІН SLAL-Г- . Змін ' мінімальний прогин прокладки після МАІЧ.О iviin затягування штатних болтів, 5м.дкс ' максималь ний прогин прокладки після затягування штатних болтів, Д5 - різниця між 5м.ін і 5м.дкс > t - т о в щ и н а прокладки до деформування На фіг 3 показана ПОСЛІДОВНІСТЬ складання фланцевого з'єднання, розгортка якого наведена на фіг 1, на прикладі з'єднання котре затягується за допомогою 16 пар «болт-гайка» Цифрами 1 16 позначено ПОСЛІДОВНІСТЬ установки та зняття технологічних і установки штатних болтів і гайок На фіг 4 показана ПОСЛІДОВНІСТЬ зборки фланцевого з'єднання, наведеного на фіг 2 на прикладі з'єднання, яке має 16 стяжних болтів Цифрами 1 і 16 і позначено ПОСЛІДОВНІСТЬ загвинчування і вигвинчування технологічних болтів, а 1-16 - ПОСЛІДОВНІСТЬ установки штатних болтів У фланцях 1 і 2, зображених на фіг 1, між отворами під штатні болти є отвори, які виконані з метою зменшення маси фланцевого з'єднання КІЛЬКІСТЬ отворів, виконаних для зменшення маси фланцевого з'єднання, визначається в залежності від відстані між отворами під болти У фланцях 1 і 2, які зображені на фіг 2, між отворами під технологічні болти є отвори, призначені для установки штатних болтів В отворах під технологічні та штатні болти у фланці 2 виконано різьблення Технологічний процес складання - затягування фланцевих з'єднань, які зображені на фіг 1, полягає у наступному Фланцеве з'єднання затягується технологічними болтами 6 та гайками 5 Проводиться часова витримка протягом 16-25 годин для утворення ЩІЛЬНОМІЦНОГО холоднозварного з'єднання [3,4] Потім технологічні болти вигвинчуються та на їхнє місце у ті ж самі отвори вставляються і загвинчуються гайками 8 штатні болти 9 Заміна технологічних болтів та гайок на штатні проводиться за схемою, наведеною на фіг 3 [2] Технологічний процес складання - затягування фланцевих з'єднань, що зображені на фіг 2, полягає у наступному Фланцеве з'єднання затягується технологічними болтами 4 Проводиться часова витримка протягом 16-25 годин для утворення ЩІЛЬНОМІЦНОГО холоднозварного з'єднання Потім технологічні болти вигвинчують і замість них у ті ж самі (при рівності діаметрів технологічних і штатних болтів) або в призначені для штатних болтів отвори вставляються і загвинчуються штатні болти 5 Заміна технологічних болтів на штатні, у випадку, коли діаметри штатних та технологічних отворів рівні, проводиться за схемою, наведеною на фіг З У випадку, коли діаметри штатних і технологічних болтів не рівні, заміна технологічних болтів на штатні проводиться за схемою, наведеною на фіг 4 [2] Герметизація з'єднання забезпечується затіканням матеріалу прокладки у мікрошорсткості ущільнювальних поверхонь фланців при затягуванні технологічних болтів та виникаючим при цьому холоднозварним з'єднанням, для утворення якого необхідна часова витримка [3, 4, 5] У залежності від природи матеріалів прокладки й фланців, а також величини виникаючих напруг, холоднозварне з'єднання може утворюватися за механізмом схоплювання, утворення твердого розчину чи хімічної сполуки [6] Величина моменту затягування технологічних болтів МКР ТЕХН визначається виходячи з умови 60067 забезпечення заповненнямікрошорсткостей ущіаметрах трубопроводів 20-400 мм виконання нерільнювальних поверхонь фланців матеріалом провностей (1) і (2) дозволяє у 3-4 рази зменшити кладки згідно з ДСТУ 19749-84 Величина моменту осьову силу затягування та у 2-4 рази напруги роззатягування штатних болтів МКРШТАТ визначається тягання у штатних болтах порівняно з технологічвиходячи з умови компенсації ЗОВНІШНІХ експлуаними, з урахуванням того, що штатні болти можуть таційних навантажень бути меншого діаметра, ніж технологічні Після затягування з'єднання штатними болтами величиПри заміні технологічних болтів штатними ни напруг у прокладці менші за межу текучості умовою збереження герметичності з'єднання є матеріалу прокладки, який був підданий об'ємній відсутність напруг розтягання на ущільнювальних деформації у стиснутих умовах при затягуванні поверхнях фланців та прокладки - такі напруги технологічних болтів (ДСТУ 19749-84), що сприяє можуть виникнути через те, що в процесі заміни зменшенню релаксації напруг при тривалому збеболтів фланцеве з'єднання навантажене несиметреженні та експлуатації виробів Даний спосіб геррично Для виконання цієї умови заміну болтів метизації фланцевих з'єднань дозволяє забезпепроводять по схемах, які наведені на фіг 3 (при чити високу герметичність з'єднань при тисках, які рівності діаметрів технологічних і штатних болтів) і перевищують штатні Це досягається за рахунок 4 (при різних діаметрах технологічних і штатних первісного затягування з'єднання технологічними болтів) [2] болтами, яке забезпечує заповнення мікрошорстНа фіг 1 видно, що зони розташування q L A K C костей ущільнювальних поверхонь фланців матеріалом прокладки та утворення холоднозварного т а і 5 М А кс збігаються Значення РМАКС з'єднання між прокладкою і фланцями Умови складання з'єднань залишаються незмінними МАКС і °МАКС можуть відрізнятися на величину Зменшення осьових сил затягування штатних болзменшення пружної деформації прокладки Для тів дозволяє зменшити масу, габаритні розміри та запобігання появі зсувних та відривних пластичних збільшити СТІЙКІСТЬ з'єднання до релаксації напруг деформацій прокладки у затворі, які здатні зруйпри тривалій експлуатації в широкому діапазоні нувати холоднозварне з'єднання необхідне викотемператур нання умови Джерела інформації 1 Биргер И А , Иосилевич Б Г Резьбовые и фланцевые соединения - М Машиностроение, Величина МКРШТАТ підбирається таким чином, 1990 -368 с ил щоб виконувалася умова (1) 2 Волошин А А , Григорьев ГТ Расчет и конНа фіг 2 видно, що збігаються зони розташуструирование фланцевых соединений Справочвання q l ^ і q M A K C та 5 ^ і 5 М А К с Значення ник - 2-е изд , перераб и доп - Л Машиностроение Ленингр отд-ние, 1979 - 1 2 5 с , ил б ' | Н і 5мдкс можуть відрізнятися на величину 3 Данченко В Г Способ герметизации фланзменшення пружної деформації прокладки Для цевых соединений трубопроводов Авторское свизапобігання зсувних та відривних пластичних дедетельство SU 1813962 А1 формацій прокладки у затворі необхідне виконан4 Бабкин В Т Герметичность неподвижных ня умови соединений гидравлических систем М Машиностроение, 1977г ЧМАКС ^ Змін @> 5 Старцев Н И Трубопроводы газотурбинных У даному випадку величина МКРШТАТ підбирадвигателей М , «Машиностроение», 1976 г ,272 с ється таким чином, щоб виконувалася нерівність 6 Холодная сварка труб Каракозов Э С , Сап(2) рыгин В Д , М , «Металлургия», 1978 г 176с (сеВ обох випадках виконується нерівність рия «Новые процессы сварки давлением») М К Р ШТАТ ^ М К Р ТЕХН (3) При штатних тисках 1-1,6 МПа і внутрішніх ді 60067 Комп'ютерна верстка М Клюкш Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for tightening flange connections of pipelines
Автори англійськоюDZHUR Eugenie Alexeyevich, Dzhur Yevhen Oleksiiovych, Bondarenko Oleh Vitaliiovych
Назва патенту російськоюСпособ герметизации фланцевых соединений трубопроводов
Автори російськоюДжур Евгений Алексеевич, Бондаренко Олег Витальевич
МПК / Мітки
МПК: F16L 23/00
Мітки: трубопроводів, з'єднань, герметизації, фланцевих, спосіб
Код посилання
<a href="https://ua.patents.su/4-60067-sposib-germetizaci-flancevikh-zehdnan-truboprovodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб герметизації фланцевих з’єднань трубопроводів</a>
Спосіб виділення випадків порушення герметизації трубопроводів геодинамічної природи

Номер патенту: 46554
Опубліковано: 15.05.2002
Автори: Капочкін Борис Борисович, Ярошенко Віктор Миколайович, Учитель Ігор Леонідович
МПК: G01V 11/00
Мітки: порушення, виділення, геодинамічної, трубопроводів, випадків, герметизації, природи, спосіб
Формула / Реферат:
Спосіб виділення випадків порушення герметизації трубопроводів геодинамічної природи, що включає виділення аварій, які сталися під час сейсмічних явищ, внаслідок корозії або старіння труб, взаємозв'язку природної блочності земної кори з геодинамікою її розвитку, який відрізняється тим, що ураховують деформації поверхні Землі хвильового типу, коли розгерметизація трубопроводів спровокована геодеформаційними процесами, виділяють циклічні...
Спосіб прогнозування фази зниження і росту циклічних порушень герметизації трубопроводів, що обумовлені припливами в твердому тілі землі
Номер патенту: 46557
Опубліковано: 15.05.2002
Автори: Ярошенко Віктор Миколайович, Учитель Ігор Леонідович, Капочкін Борис Борисович
МПК: G01V 11/00
Мітки: герметизації, циклічних, тілі, обумовлені, припливами, трубопроводів, твердому, порушень, росту, прогнозування, фазі, зниження, землі, спосіб
Формула / Реферат:
Спосіб прогнозування фази зниження і росту циклічних порушень герметизації трубопроводів, що обумовлені припливами в твердому тілі Землі, що включає урахування припливів в твердому тілі Землі, які формують землетруси, небезпечні для трубопроводів, який відрізняється тим, що аналізуються дані часової мінливості аварій трубопроводів, виділяються циклічні складові аварійності, з яких вибираються циклічні складові, що обумовлені припливами в...
Засувка запірна для трубопроводів

Номер патенту: 52325
Опубліковано: 16.12.2002
Автори: Красочка Анатолій Андрійович, Зайцев Леонід Павлович
МПК: F16L 23/00
Мітки: трубопроводів, запірна, засувка
Формула / Реферат:
1. Засувка запірна для трубопроводів, що містить корпус із з'єднувальними фланцями на патрубках, ущільнювальну прокладку, сальниковий пристрій, шпиндель з запірним пристроєм, кришку, маховик, яка відрізняється тим, що один із фланців засувки виконаний знімним і розташований на патрубку корпуса, зовнішня торцева поверхня якого споряджена проточкою під пружне ущільнювальне кільце.2. Засувка запірна за п. 1, яка відрізняється тим, що...
Спосіб випробування трубопроводів і пристрій для контролю трубопроводів
Номер патенту: 44371
Опубліковано: 15.02.2002
Автори: Ремшо Джеймс Едвард, Берд Джон Ферріс
МПК: G01N 27/90
Мітки: випробування, контролю, спосіб, пристрій, трубопроводів
Формула / Реферат:
1. Пристрій для контролю трубопроводів, який переміщується по трубопроводу і включає в себе генераторний засіб для генерації поля вихрових струмів всередині трубопроводу і детекторний засіб для виявлення результуючого поля, який відрізняється тим, що пристрій контролю виконаний з можливістю визначення наявності дефектів в трубопроводах як з чорних, так і з кольорових металів, причому детекторний засіб містить перший і другий приймачі,...
Спосіб герметизації стінки синуса твердої мозкової оболонки
Номер патенту: 35966
Опубліковано: 16.04.2001
Автори: Вовк Юрій Миколайович, Крот Василій Федорович, Вовк Валентин Юрійович, Фоміних Тетяна Аркадіївна, Рябенко Еліна Борисівна
МПК: A61B 17/00, A61F 2/00, A61M 39/00
Мітки: спосіб, мозкової, оболонки, синуса, герметизації, твердої, стінки
Формула / Реферат:
Спосіб герметизації стінки синуса твердої мозкової оболонки, що включає використання синусної канюлі та тампонаду гемостатичною губкою, який відрізняється тим, що між стінкою синуса твердої мозкової оболонки і довкола канюлі, введеної у просвіт синуса, розташовують двоторову кільцеву прокладку з зовнішнім листком з синусного протеза, а внутрішнім – з гемостатичної губки, яка просочена розчином тромбілу.
Попередній патент: Спосіб зниження маси трамвайної колії та пристрій для його реалізації
Наступний патент: Пристрій для обмеження ударних струмів і моментів при підключенні машин змінного струму до мережі й обмеження перенапруг при їхньому відключенні
Випадковий патент: Стенд для монтажу подушок з підшипниками рідинного тертя на прокатні валки та демонтажу їх