Пристрій для виготовлення абразивних гранул
Номер патенту: 64694
Опубліковано: 10.11.2011
Автори: Шумакова Тетяна Олександрівна, Лубенська Людмила Михайлівна, Калмиков Михайло Олександрович
Формула / Реферат
Пристрій для виготовлення абразивних гранул, що містить фільєру і привідний ніж у формі загостреного диска з кутом при вершині, бісектриса якого перпендикулярна осі обертання ножа, в останньому по периферії виконано западини, у фільєрі виконана додаткова конічна порожнина з боку ножа, причому ніж встановлено з можливістю взаємодії з додатковою конічною порожниною фільєри, який відрізняється тим, що кут при вершині привідного ножа дорівнює 55°, пристрій також забезпечено другою фільєрою, розміщеною відносно першої під кутом 90°, другим приводним ножем, також у формі загостреного диска з кутом при вершині, що дорівнює 55°, в другому ножі по периферії виконано западини з кутом, що дорівнює вказаному куту, і бісектрисою, яка проходить через вісь обертання ножа, у другій фільєрі виконана додаткова конічна порожнина з боку ножа з кутом, що дорівнює кожному з вказаних вище кутів, причому ніж встановлено з можливістю взаємодії з додатковою конічною порожниною вказаної фільєри, кожний привідний ніж закріплено на окремому валу шпонковим з'єднанням, один з валів виконано східчастим, і одна з його сходинок для притиснення першого ножа до другого має ексцентриситет е, швидкість обертання ножів регулюється приводом, що містить циліндричну зубчасту передачу, причому діаметр одного з зубчастих коліс удвічі більший за діаметр іншого колеса, клинопасову передачу та електродвигун, пристрій також оснащено індукторами ТВЧ, форсунками для обдування ножів гарячим повітрям і для видалення гранул, а також системою подачі склеювального матеріалу і системою примусової подачі та дозування суміші.
Текст
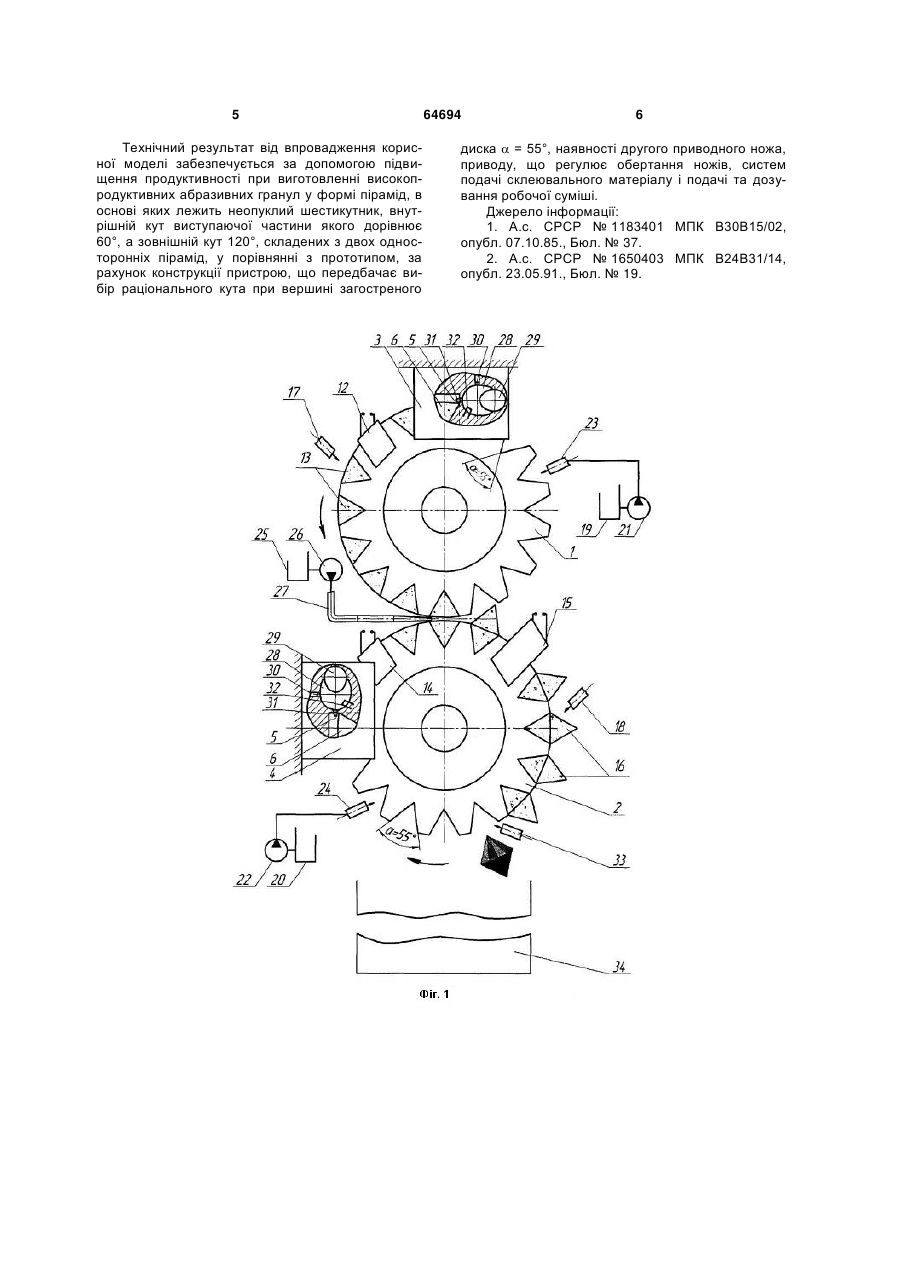
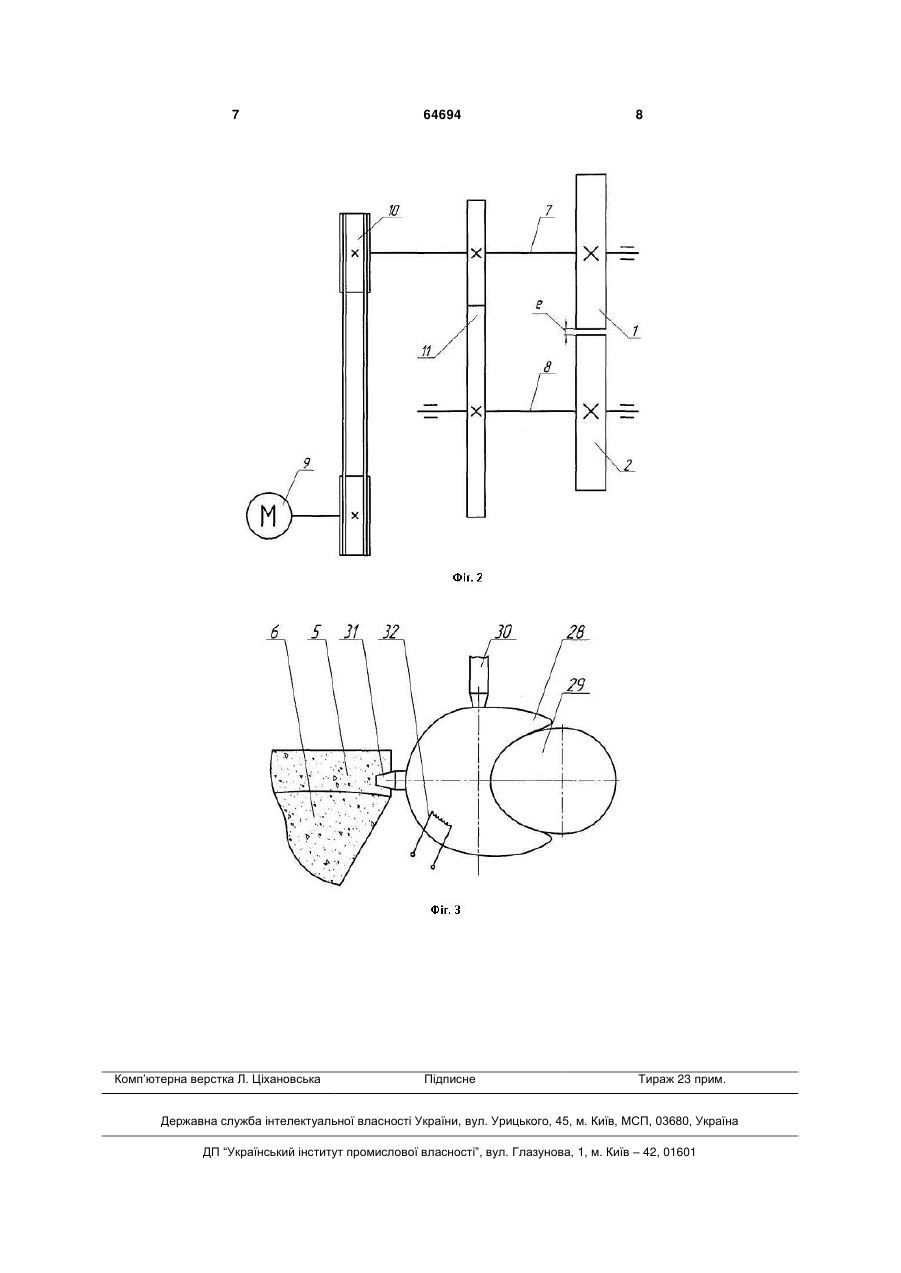
Пристрій для виготовлення абразивних гранул, що містить фільєру і привідний ніж у формі загостреного диска з кутом при вершині, бісектриса якого перпендикулярна осі обертання ножа, в останньому по периферії виконано западини, у фільєрі виконана додаткова конічна порожнина з боку ножа, причому ніж встановлено з можливістю взаємодії з додатковою конічною порожниною фільєри, який відрізняється тим, що кут при вершині привідного ножа дорівнює 55°, пристрій також забезпечено другою фільєрою, розміщеною відносно першої під кутом 90°, другим приводним ножем, також у формі загостреного диска з кутом при ве U 2 (19) 1 3 ювального матеріалу і системою примусової подачі та дозування суміші, що забезпечить за рахунок конструкції пристрою можливість виготовляти високопродуктивні абразивні гранули у формі пірамід, в основі яких лежить неопуклий шестикутник, внутрішній кут виступаючої частини якого дорівнює 60°, зовнішній кут 120°, а кут при вершині 55°, складених з двох односторонніх пірамід. Поставлена задача досягається тим, що у пристрої для виготовлення абразивних гранул, що містить філь'єру і приводний ніж у формі загостреного диска з кутом при вершині, бісектриса якого перпендикулярна осі обертання ножа, в останньому по периферії виконано западини, у фільєрі виконана додаткова конічна порожнина з боку ножа, причому ніж встановлено з можливістю взаємодії з додатковою конічною порожниною фільєри, згідно корисної моделі, кут при вершині приводного ножа дорівнює 55°, пристрій також забезпечено другою фільєрою, розміщеною відносно першої під кутом 90°, другим приводним ножем, також у формі загостреного диску з кутом при вершині, що дорівнює 55°, в другому ножі по периферії виконано западини з кутом, що дорівнює вказаному куту, і бісектрисою, яка проходить через вісь обертання ножа, у другій фільєрі виконана додаткова конічна порожнина з боку ножа з кутом, що дорівнює кожному з вказаних вище кутів, причому другий ніж встановлено з можливістю взаємодії з додатковою конічною порожниною вказаної другої фільєри, кожний приводний ніж закріплено на окремому валу шпонковим з'єднанням, один з валів виконано східчастим, і одна з його сходинок для притиснення першого ножа до другого має ексцентриситет е, швидкість обертання ножів регулюється приводом, що містить циліндричну зубчасту передачу, причому діаметр одного з зубчастих коліс удвічі більший іншого, клинопасову передачу та електродвигун. Пристрій також оснащено індукторами ТВЧ, форсунками для обдування ножів гарячим повітрям, і для видалення гранул, а також системою подачі склеювального матеріалу і системою примусової подачі та дозування суміші. Сутність корисної моделі пояснюється кресленнями, де на фіг.1 зображено загальний вигляд пристрою для виготовлення абразивних гранул, на фіг.2 - кінематичну схему пристрою, на фіг.3 - систему примусової подачі та дозування суміші. Пристрій для виготовлення абразивних гранул містить перший приводний ніж 1 і другий приводний ніж 2, а також фільєри 3, 4 для їх наповнення. У філь'єрах 3 і 4 виконано основну порожнину 5 і додаткову конічну порожнину 6 з боку обох приводних ножів 1 і 2, виконаних у формі загострених дисків з кутом при вершині , що дорівнює 55°, який своєю загостреною частиною розміщено у додаткових конічних 6 порожнинах філь'єр 3 і 4. Кожний ніж 1, 2 закріплено на окремому валу, ведучому 7 та веденому 8 шпонковим з'єднанням, причому ведений вал 10 виконано східчастим і одна з його сходинок має ексцентриситет е, що дорівнює відстані між приводними ножами 1 і 2 за вирахуванням 2 мм на склеювальний матеріал (фіг.2). Привод обертання ножів містить електродвигун 9, клинопасову передачу 10, циліндрову зубчасту передачу 11 (фіг.2). 64694 4 Окрім цього пристрій оснащено індуктором ТВЧ 12 для сушіння пірамідальних гранул 13 приводного ножа 1, індукторами 14 і 15 для сушіння пірамідальних гранул 13 і гранул 16, складених з двох однобічних пірамід, скріплених основами, приводного ножа 2, форсунками 17 і 18 для обдування гарячим повітрям приводних ножів 1 і 2 і гранул 13, 16, що виготовляються, а також системою змащування для першого 1 і другого 2 приводних ножів, що містять баки 19 і 20, насоси 21 і 22 для подачі мастила, форсунки 23 і 24 для розпилювання мастила. Пристрій також обладнано системою подачі склеювального матеріалу (фіг.1), що містить бак 25, насос 26 і форсунку 27 для подачі клейкого матеріалу і системою примусової подачі та дозування суміші для філь'єр 3 і 4 (фіг.3), що містить еластичний бак 28, кулачок 29, форсунки 30 і 31 для подачі суміші в еластичний бак 28 і з нього до фільєри 3 і 4, а також ТЕН 32 для нагрівання суміші у баку 28. Готові гранули за допомогою форсунки 33 потрапляють до бункера-накопичувача 34. Пристрій для виготовлення абразивних гранул працює таким чином. При включенні електродвигуна 7 крутний момент передається через клинопасову передачу 8 на ведучий вал 9, потім через зубчасту передачу 11 на ведений вал 10, який приводить до руху перший 1 і другий 2 приводні ножі. Одночасно з включенням електродвигуна 7 робоча суміш за допомогою систем примусової подачі та дозування суміші поступає послідовно у порожнини 5 і 6 філь'єр 3 і 4. Система примусової подачі та дозування суміші працює таким чином: через форсунку 30 суміш подається у еластичний бак 28, при цьому кулачок 29, обертаючись, деформує бак 28, і суміш через форсунку 31 під тиском подається у фільєри 3 і 4. Для виключення застигання суміші у баку 28 його оснащено ТЕНом 32. При обертанні приводних ножів 1 і 2 останні відрізують заготовки у вигляді пірамідальних гранул 13. За допомогою індукторів ТВЧ 12 і 14 відбувається розігрівання приводних ножів 1 і 2 та пірамідальних гранул 13. Форсунка 17 обдуває гарячим повітрям гранули 13, що приводить до попереднього їх затвердіння. У місці зустрічі першого 1 і другого 2 приводних ножів відбувається склеювання пірамідальних гранул 13 їх основами. Для цього склеювальний матеріал (а в разі використання як з'єднувального матеріалу епоксидних смол це робоча суміш гранул, що виготовляються) за допомогою системи подачі склеювального матеріалу подається у вказану вище зону. При цьому ведений вал 10, що має сходинку з ексцентриситетом е притискує другий приводний ніж 2 до першого 1. Потім ножі 1 і 2 обертаються, вивільняючи тим самим гранулу 16, що з'єдналася. Для висихання місця склеювання і остаточного затвердіння гранул 16 за допомогою індуктора ТВЧ 15 відбувається розігрівання приводного ножа 2 і гранул 16, а за допомогою форсунки 18 - їх обдування гарячим повітрям. Гранули 16 при подальшому обертанні приводного ножа 2 за допомогою форсунки 33 видаляються у бункер-накопичувач 34. За допомогою форсунок 23 і 24 здійснюється охолодження і змащування приводних ножів 1 і 2. 5 Технічний результат від впровадження корисної моделі забезпечується за допомогою підвищення продуктивності при виготовленні високопродуктивних абразивних гранул у формі пірамід, в основі яких лежить неопуклий шестикутник, внутрішній кут виступаючої частини якого дорівнює 60°, а зовнішній кут 120°, складених з двох односторонніх пірамід, у порівнянні з прототипом, за рахунок конструкції пристрою, що передбачає вибір раціонального кута при вершині загостреного 64694 6 диска = 55°, наявності другого приводного ножа, приводу, що регулює обертання ножів, систем подачі склеювального матеріалу і подачі та дозування робочої суміші. Джерело інформації: 1. А.с. СРСР № 1183401 МПК В30В15/02, опубл. 07.10.85., Бюл. № 37. 2. А.с. СРСР № 1650403 МПК В24В31/14, опубл. 23.05.91., Бюл. № 19. 7 Комп’ютерна верстка Л. Ціхановська 64694 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing abrasive granules
Автори англійськоюLubenska Liudmyla Mykhailivna, Shumakova Tetiana Oleksandrivna, Kalmykov Mykhailo Oleksandrovych
Назва патенту російськоюУстройство для изготовления абразивных гранул
Автори російськоюЛубенская Людмила Михайловна, Шумакова Татьяна Александровна, Калмыков Михаил Александрович
МПК / Мітки
МПК: B24D 18/00, B30B 15/02
Мітки: гранул, пристрій, абразивних, виготовлення
Код посилання
<a href="https://ua.patents.su/4-64694-pristrijj-dlya-vigotovlennya-abrazivnikh-granul.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення абразивних гранул</a>
Пристрій для капсулювання гранул
Номер патенту: 33496
Опубліковано: 15.02.2001
Автори: Маменко Олексій Михайлович, Михайлик Віктор Дмитрович, Карманов Віктор Васильович, Якубіцька Ірина Анатолієвна
МПК: B05B 13/00, A61J 3/00
Мітки: пристрій, гранул, капсулювання
Текст:
...обставиною, що барабан по всівй довжині мав перемішуючі лопасті. У результаті в зоні подачі порошковидної добавки власті захвачують цей порошок л без належної його подачі в шар продукта І без перемішування з продуктом. При цьому багато порошку втрачається через прилипання до лопастів, а також виноситься з зони барабана. В основу даного винаходу покладена задача створення пристрою аналогічног о призначення, яке дозволило б зменшити витрати...
Спосіб виготовлення вогнетривких гранул
Номер патенту: 8733
Опубліковано: 30.09.1996
Автори: Шляхова Тамара Михайлівна, Усатіков Іван Федорович, Домрачев Миколай Олександрович, Чуднова Наталія Михайлівна, Гальченко Тетяна Георгиівна, Горбунов Анатолій Дмитрович, Топчий Василь Володимирович
МПК: C04B 14/02, C04B 35/622
Мітки: спосіб, виготовлення, вогнетривких, гранул
Формула / Реферат:
Способ изготовления огнеупорных гранул, включающий измельчение огнеупорного порошка, увлажнение связующим раствором, гранулирование и сушку гранул, отличающийся тем, что, с целью повышения прочности сырцовых гранул и улучшения коэффициента их формы, в процессе гранулирования огнеупорную массу дополнительно увлажняют диспергированной суспензией раствора состава, мас. %:Лигносульфонат технический плотностью 1,21-1,23 г/см3...
Пристрій для одержання металевих волокон пресуванням гранул
Номер патенту: 37354
Опубліковано: 25.11.2008
Автори: Чайковський Олександр Борисович, Скрипник Олександр Вікторович, Пукалов Віктор Вікторович, Ломакін Віктор Миколайович, Пукалов Віктор Пантелейович
МПК: B22F 3/20
Мітки: одержання, пристрій, волокон, пресуванням, гранул, металевих
Формула / Реферат:
Пристрій для одержання металевих волокон пресуванням гранул, що складається з контейнера, матриці, прес-штемпеля, стержня та діафрагми, який відрізняється тим, що стержень виконано укороченим до діафрагми, а його торець заокруглено.
Пристрій для одержання металевих волокон пресуванням гранул
Номер патенту: 58029
Опубліковано: 25.03.2011
Автори: Висоцький Олександр Сергійович, Пукалов Віктор Вікторович, Коваленко Володимир Васильович, Невдаха Юрій Андрійович, Пукалов Віктор Пантелейович
МПК: C22C 49/00
Мітки: пресуванням, волокон, гранул, пристрій, одержання, металевих
Формула / Реферат:
Пристрій для одержання металевих волокон пресуванням гранул, що містить контейнер, матрицю, прес-штемпель, стрижень та діафрагму, який відрізняється тим, що стрижень виконано у вигляді зрізаного конуса, основою спрямованого назовні.
Спосіб виготовлення харчових гранул
Номер патенту: 41146
Опубліковано: 15.08.2001
Автори: Ачкасова Олена Василівна, Комар Юлія Валеріївна, Конопля Олена Володимирівна, Пахоменко Марина Володимирівна, Серков Олександр Анатолійович, Ісупова Тетяна Валеріївна
МПК: A23P 1/02
Мітки: виготовлення, спосіб, гранул, харчових
Формула / Реферат:
Спосіб виготовлення харчових гранул, до складу якого входить подача харчової маси до грануляційної башти гранулятора крізь діамагнітну вставку, обробка маси постійним чи змінним електромагнітним полем, розбризкування її на краплі з одночасною, подачею назустріч краплям охолоджуючого повітря, відрізняється тим, що розбризкування харчової маси виконується у імпульсному електромагнітному полі, тривалість якого лежить у межах 20-30 мс, а частота...
Попередній патент: Нелінійний багатоканальний сигнатурний аналізатор
Наступний патент: Пристрій буріння клиновидних свердловин
Випадковий патент: Спосіб діагностики ендотеліальної дисфункції у хворих на ревматоїдний артрит у поєднанні з субклінічним гіпотиреозом