Установка для контактного стикового зварювання трубчастої оболонки із заглушкою
Номер патенту: 65292
Опубліковано: 15.02.2006
Автори: Бєлаш Микола Миколайович, Лаврентьєв Микола Олександрович, Красноруцький Володимир Семенович
Формула / Реферат
Спосіб виготовлення поліакриламідного гелю, який включає змішування компонентів, фільтрування та для полімеризації витримування при кімнатній температурі, який відрізняється тим, що акриламід, метилен-біс-акриламід і тетраметилетилендиамін розчиняють у 0,9% розчині натрію хлориду, приготовленому на електроактивованій воді, потім розчин фільтрують, а для отримання гелю необхідної консистенції до цього розчину додають персульфат амонію та необхідний об'єм 0,9% розчину натрію хлориду, приготовленого на електроактивованій воді, після полімеризації компонентів отриманий гель три рази помішують в 0,9% розчин натрію хлориду приготовлений на електроактивованій воді у співвідношенні гель - розчин 1:10 та витримують в ньому протягом 6-8 годин, потім гель поміщують у скляні флакони та стерилізують в автоклаві при температурі 121°С протягом 40-45 хвилин.
Текст
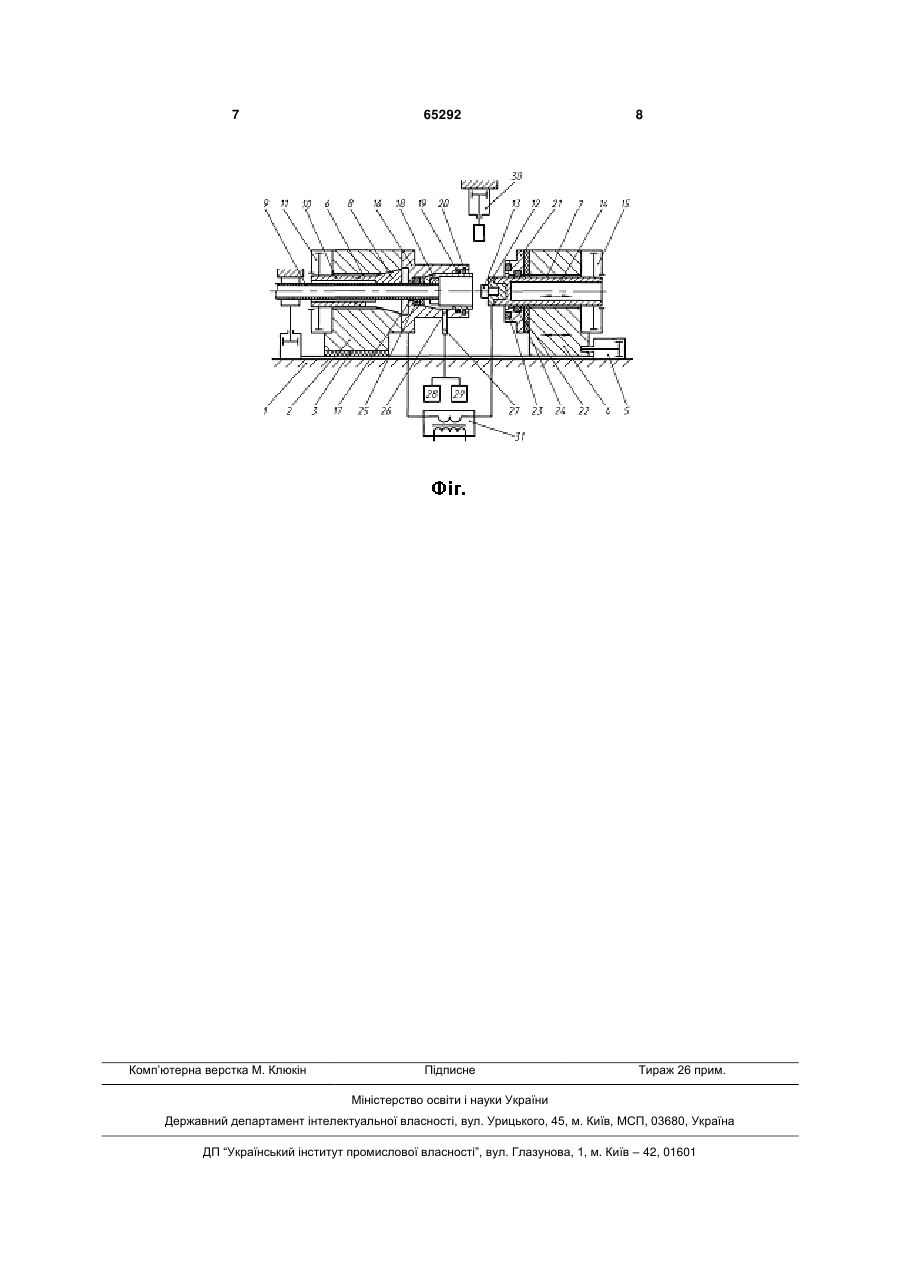
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою, яка містить станину, змонтовані на ній пристрої подачі зварюваних деталей до зони зварювання, корпусинапрямні з каналами в кожному з них, виконаними співвісно, в одному з яких розташований основний затискач для трубчастої оболонки, який містить C2 2 (19) 1 3 65292 4 повзунів, і система її герметизації. Ця система місВ основу винаходу поставлено завдання підтить не менше шести ущільнювальних елементів, вищити якість зварного з'єднання та спростити що веде до зниження надійності герметизації зваустановку з підвищенням надійності її роботи та рювальної камери. Крім цього складним є мехапродуктивності. нізм передачі зварного зусилля, що складається із Поставлене завдання вирішується в установці повзуна затискача заглушки, штока електродадля контактного стикового зварювання трубчастої тримача і штока зварного зусилля. Наведені недооболонки із заглушкою, яка містить станину, змонліки істотно знижують надійність роботи установки товані на ній пристрої подачі зварюваних деталей і її продуктивність, та, як наслідок, впливають на до зони зварювання, корпуси-напрямні з каналами якість зварного з'єднання. в кожному з них, виконаними співвісно. В одному з Відома установка для контактного стикового каналів розташований основний затискач для трузварювання трубчастої оболонки із заглушкою, яка бчастої оболонки, який містить цангу, а в іншому містить станину, змонтовані на ній пристрої подачі затискач електрода-тримача заглушки, з'єднаний зварюваних деталей до зони зварювання, корпусиіз приводом створення зварного зусилля. Установнапрямні з каналами в кожному з них, виконаними ка має герметичну рознімну зварювальну камеру, співвісно, в одному з яких розташований основний яка містить стаканоподібний корпус, закріплений затискач для трубчастої оболонки, який містить на корпусі-напрямній основного затискача співвісцангу, а в іншому - затискач електрода-тримача но його каналу і розміщену усередині стаканоподізаглушки, з'єднаний із приводом створення зварбного корпусу цангу додаткового затискача трубного зусилля, герметичну рознімну зварювальну частої оболонки, упорний елемент, виконаний з камеру, яка містить стаканоподібний корпус, закріможливістю переміщення уздовж осі корпусу з плений на корпусі-напрямній основного затискача боку його відкритого торця та контакту із цангою співвісно його каналу та розміщену усередині стадодаткового затискача, а також джерело зварного каноподібного корпусу цангу додаткового затискаструму. Згідно з винаходом затискач електродача трубчастої оболонки, упорний елемент, виконатримача виконаний у вигляді повзуна, а упорний ний з можливістю переміщення уздовж осі корпусу елемент виконаний охоплюючим повзун електроз боку його відкритого торця та контакту із цангою да-тримача і закріплений на корпусі-напрямній додаткового затискача, а також джерело зварного останнього з боку зварної камери. струму, (патент України №47847 А, У23ДО11/00, При цьому на торцевій поверхні упорного еле2001) [2]. мента, поверненої до стаканоподібного корпусу, а В установці цанга додаткового затиску має також між упорним елементом і повзуном електпривід, а упорний елемент, що входить до складу рода-тримача розташовані ущільнювальні елемеприводу, виконаний з можливістю переміщення нти. уздовж осі зварювальної камери з боку її відкритоВиконання затискача електрода-тримача у виго торця та взаємодії з цангою додаткового затисгляді повзуна безпосередньо зв'язаного з привокача. При цьому між цангою додаткового затискадом створення зварного зусилля при використанні ча та днищем корпусу, з одного боку, і упорним в установках приводів однакової потужності доелементом, з іншого боку, а також між бічними зволить робити зварювання з більшим зусиллям, поверхнями корпусу та цанги розміщені ущільнюне витрачаючи його на переміщення корпусувальні елементи. Використання зварювальної канапрямної, що збільшує швидкість просування мери, яка містить стаканоподібний корпус, закріпзаглушки в оболонку та довжину зварного з'єднанлений на корпусі-напрямній основного затискача, ня, підвищує його якість, а також дозволяє виклюдозволило вилучити останній з участі у герметизачити зі складу затискача цангу і шток, що веде до ції зварювальної камери та сприяло значному скоспрощення конструкції вузла зварювального зуроченню в установці силових приводів та ущільсилля та підвищення надійності установки. нювальних елементів. Виконання упорного елемента цанги додаткоПроте, конструкція установки залишається дового затискача охоплюючим повзун електродасить складною. Фіксація трубчастої оболонки здійтримача дозволяє розташувати між ними ковзне снюється основним та додатковим затискачами, ущільнення, яке не залежить від переміщення які містять цанги, та кожний з який має власний упорного елемента і разом з кільцевим ущільненпривод. Робота приводів відбувається послідовно, ням, розташованим на торці упорного елемента, що знижує продуктивність установки та її надійзабезпечить більш надійну герметичність зварюність. Недостатньо надійною є і герметизація звавальної камери під час зварювального процесу, і, рювальної камери, тому що спрацьовування усіх отже, підвищить якість зварного з'єднання та притрьох ущільнень відбувається від переміщення веде до спрощення системи ущільнення зварюваупорного елемента цанги додаткового затискача. льної камери. В результаті цього можливий недостатній стиск Закріплення упорного елемента на пересувякого-небудь ущільнювального елемента, що приному корпусі-напрямній повзуна електродаводить до розгерметизації зварювальної камери. тримача дозволить поряд з переміщенням заглушКрім цього в установці складним є вузол передачі ки в зварювальну камеру на задану відстань взаєзварного зусилля, який складається зі штока елекмодіяти з цангою додаткового затискача та фіксутрода-тримача, цанги, що його затискає, приводу вати трубчасту оболонку в зоні зварювання з цанги та корпусу-напрямної затискача, яка привоодночасною герметизацією зварювальної камери. дить до витрати зварювального зусилля на їхнє Це виключить використання в установці приводу переміщення і, як наслідок, до зниження якості цанги додаткового затискача і приведе до спрозварного з'єднання. щення установки з підвищенням надійності її ро 5 65292 6 боти та продуктивності. плення заглушки 13 в електроді-тримачі 12 вклюНа кресленні (фіг.) представлена схема прочається привід 5 корпуса-напрямної 4. Заглушка понованої установки для контактного стикового 13 подається в зварювальну камеру до заданого зварювання трубчастої оболонки із заглушкою. положення, так щоб між оболонкою 9 і заглушкою Установка містить станину 1, на якій розташо13 залишався зазор рівний 1...1,5мм, необхідний вані нерухомий корпус-напрямна 2 основного задля вакуумування і наступного заповнення оболотискача оболонки, закріплений через ізоляційну нки інертним газом. Разом з цим упорний елемент прокладку 3 і пересувний корпус-напрямна 4 із 21 взаємодіє з цангою 18 додаткового затискача приводом 5. Корпуси-напрямні 2 і 4 мають співвісні та переміщує її уздовж осі корпусу 16. В результаті канали 6 і 7 відповідно. У каналі 6 розташована цього остання додатково затискає трубчасту обоцанга 8 основного затискача трубчастої оболонки лонку 9 у зоні зварювання, запобігаючи тим самим 9, з'єднана за допомогою повзуна 10 зі своїм приїї деформуванню під час зварювального процесу. водом 11. У каналі 7 розташований затискач змінПри цьому одночасно відбувається герметизація ного електрода-тримача 12 заглушки 13, виконазварювальної камери за рахунок того, що торець ний у вигляді повзуна 14, зв'язаного з приводом 15 корпусу 16 стискає кільцеве ущільнення 23, розстворення зварювального зусилля. ташоване на торцевій поверхні упорного елемента На корпусі-напрямній 2, співвісно його каналу 21, а цанга 18 додаткового затискача стискає кіль6, закріплений стаканоподібний корпус 16 зварюцеве ущільнення 25, що охоплює трубчасту обовальної камери з центральним отвором 17 у днилонку 9. щі. У корпусі 16 розміщена цанга 18 додаткового Після цього за допомогою вакуумної помпи 28 затискача трубчастої оболонки, яка має пружний здійснюється відкачка зварювальної камери та елемент 19 повернення (наприклад, тарілчаста трубчастої оболонки 9 до необхідного залишковопружина) з обмежником ходу - стопором 20. Упорго тиску. Потім відкачка припиняється й у відкачаний елемент 21 виконаний охоплюючим повзун 14 ний простір здійснюється напуск інертного газу від електрода-тримача 12 і закріплений через ізоляджерела 29 до заданого тиску. Після витримки ційну прокладку 22 на корпусі-напрямній 4 співвісвиробу протягом 2...3 секунд під тиском включано його каналу. На торцевій поверхні упорного ється привід 15 зварного зусилля і заглушка приелемента 21, поверненої до зварювальної камери, водиться в контакт з оболонкою. Одночасно вклюрозташоване кільцеве ущільнення 23, а між упорчається джерело 31 і через трубчасту оболонку 9 ним елементом 21 і повзуном 14 електродата заглушку 13 пропускається імпульс зварювальтримача - ковзне ущільнення 24. Між торцем цанги ного струму. Під дією зварного зусилля та нагріву 18 з боку її пелюстків і днищем корпусу 16 розтаструмом заглушка 13 заходить в оболонку 9, у решоване кільцеве ущільнення 25. зультаті чого, відбувається зварювання металу та У стінці стаканоподібного корпусу 16 виконано утворюється герметичне зварне з'єднання. отвір 26, з'єднаний патрубком 27 з вакуумною Після закінчення процесу зварювання привід помпою 28 та джерелом 29 подачі інертного газу. 15 зварного зусилля переключається на зворотний Установка містить привід 30 подачі заглушки та хід і повертає повзун 14 з електродом-тримачем привід (на кресленні не показаний) подачі трубча12 заглушки 13 у первинне положення. Подача стої оболонки в зварювальну камеру, її страхуваінертного газу припиняється, а газ, що залишився льний затискач, а також джерело 31 імпульсного в камері, випускається в систему вентиляції. Потім струму. переключається на зворотний хід привід 5, що поУстановка працює слідуючим чином. У початвертає корпус-напрямну 4 у первинне положення. ковому стані пересувний корпус-напрямна 4 розПри цьому упорний елемент 21 від'єднується від ташований у крайньому правому положенні й елецанги 18 і вона під дією пружного елемента 19, ктрод-тримач 12 знаходиться на деякій відстані від переміщуючись до стопора 20, виходить зі сполузварювальної камери. Упорний елемент 21 не кончення з конусною поверхнею, виконаною в корпусі тактує з цангою 18, яка утримується пружним еле16, і розкривається, одночасно звільняючи ущільментом 19 у розкритому стані. Цанга 8 основного нення 25 і трубчасту оболонку 9. Далі переключазатискача трубчастої оболонки 9, переважно тепється привід 11 цанги 8, що, переміщуючись до ловиділяючого елемента, розташована в крайньокорпусу 16, також розкривається і цілком звільняє му правому положенні і так само знаходиться в трубчасту оболонку з привареною заглушкою. Пісрозкритому стані. Кільцеві ущільнення 23 і 25 зналя цього готовий виріб віддаляється зі зварювальходяться в не підтисненому стані. ної камери і починається новий цикл зварювання. Таким чином, зварювальна камера знаходитьТаким чином, конструкція запропонованої ся в розкритому положенні, а установка - у готовустановки для контактного стикового зварювання ності до проведення циклу зварювання. трубчастої оболонки із заглушкою за рахунок того, Трубчаста оболонка 9 подається в зварювальщо затискач електрода-тримача виконаний у вину камеру крізь порожнистий повзун 10 та центрагляді повзуна, а упорний елемент виконаний охопльний отвір 17 у днищі корпусу 16 на задану відслюючим повзун електрода-тримача і закріплений тань. Потім включається привід 11 основного на корпусі-напрямній останнього, є більш простою затискача трубчастої оболонки 9 і цанга 8 затискає та надійною. При цьому істотно підвищується проїї. У цей же час за допомогою приводу 30 в електдуктивність установки, а також якість звареного род-тримач 12 подається заглушка 13. Після закріз'єднання. 7 Комп’ютерна верстка M. Клюкін 65292 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for resistance butt welding of tubular shell with a plug
Автори англійськоюLavrentiev Mykola Oleksnadrovych, Bielash Mykola Mykolaiovych, Krasnorutskyi Volodymyr Semenovych
Назва патенту російськоюУстановка для контактной стыковой сварки трубчатой оболочки с заглушкой
Автори російськоюЛаврентьев Николай Александрович, Белаш Николай Николаевич, Красноруцкий Владимир Семенович
МПК / Мітки
МПК: G21C 3/02, B23K 11/00
Мітки: зварювання, трубчастої, контактного, установка, стикового, оболонки, заглушкою
Код посилання
<a href="https://ua.patents.su/4-65292-ustanovka-dlya-kontaktnogo-stikovogo-zvaryuvannya-trubchasto-obolonki-iz-zaglushkoyu.html" target="_blank" rel="follow" title="База патентів України">Установка для контактного стикового зварювання трубчастої оболонки із заглушкою</a>
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою
Номер патенту: 47847
Опубліковано: 15.06.2005
Автори: Лаврентьєв Микола Олександрович, Красноруцький Володимир Семенович, Бєлаш Микола Миколайович
МПК: B23K 11/00
Мітки: установка, оболонки, стикового, зварювання, контактного, заглушкою, трубчастої
Формула / Реферат:
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою, яка містить станину, змонтовані на станині пристрої подачі зварюваних деталей до зони зварювання, корпуси-напрямні з каналами в кожному з них, виконаними співвісно, в одному з яких розташований основний затискач для трубчастої оболонки, який містить цангу, а у другому - затискач електрода-тримача для заглушки, з'єднаний з приводом створення зварного зусилля,...
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою
Номер патенту: 6154
Опубліковано: 15.04.2005
Автори: Лаврентьєв Микола Олександрович, Бєлаш Микола Миколайович
МПК: B23K 11/00
Мітки: стикового, контактного, заглушкою, зварювання, оболонки, установка, трубчастої
Формула / Реферат:
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою, яка містить станину, змонтовані на ній пристрої подачі у зону зварювання деталей, що зварюються, корпуси-напрямні з каналами в кожному з них, виконаними співвісно, в одному з яких розташований основний затискач для трубчастої оболонки, який містить цангу, а в іншому - затискач електрода-тримача заглушки, виконаний у вигляді повзуна і зв'язаний із приводом...
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою
Номер патенту: 57589
Опубліковано: 16.06.2003
Автори: Бєлаш Микола Миколайович, Лаврентьєв Микола Олександрович, Красноруцький Володимир Семенович
МПК: B23K 11/00
Мітки: стикового, зварювання, контактного, оболонки, заглушкою, трубчастої, установка
Формула / Реферат:
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою, яка містить станину, змонтовані на ній пристрої подачі зварюваних деталей до зони зварювання, корпуси-напрямні з каналами в кожному з них, виконаними співвісно, в одному з яких розташований повзун та основний затискач трубчастої оболонки, який містить цангу, частина зовнішньої поверхні якої виконана конічною, а у другому - електрод-тримач для заглушки, з'єднаний...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 58109
Опубліковано: 15.07.2003
Автори: Чвертко Євгенія Петрівна, Скачков Ігор Олегович
МПК: B23K 11/04
Мітки: процесу, зварювання, стикового, спосіб, контролю, контактного, оплавленням
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їхні середньоквадратичні відхилення за період мережі живлення, формують базову...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 56816
Опубліковано: 15.05.2003
Автори: Скачков Ігор Олегович, Чвертко Євгенія Петрівна
МПК: B23K 11/04
Мітки: контактного, стикового, спосіб, процесу, контролю, оплавленням, зварювання
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їх середньоквадратичне відхилення за період мережі живлення та відношення...
Попередній патент: Еколого-технологічний газоаналітичний комплекс
Наступний патент: Теплоакумулюючий матеріал
Випадковий патент: Спосіб отримання декоративного зображення