Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 58109
Опубліковано: 15.07.2003
Формула / Реферат
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їхні середньоквадратичні відхилення за період мережі живлення, формують базову вибірку, визначають автокореляційну функцію середньоквадратичних відхилень відносно заданої вибірки та усереднене значення модулів значень цієї функції за весь час протікання струму при зварюванні, при цьому за цим значенням роблять висновок про відхилення параметрів процесу від оптимальних.
Текст
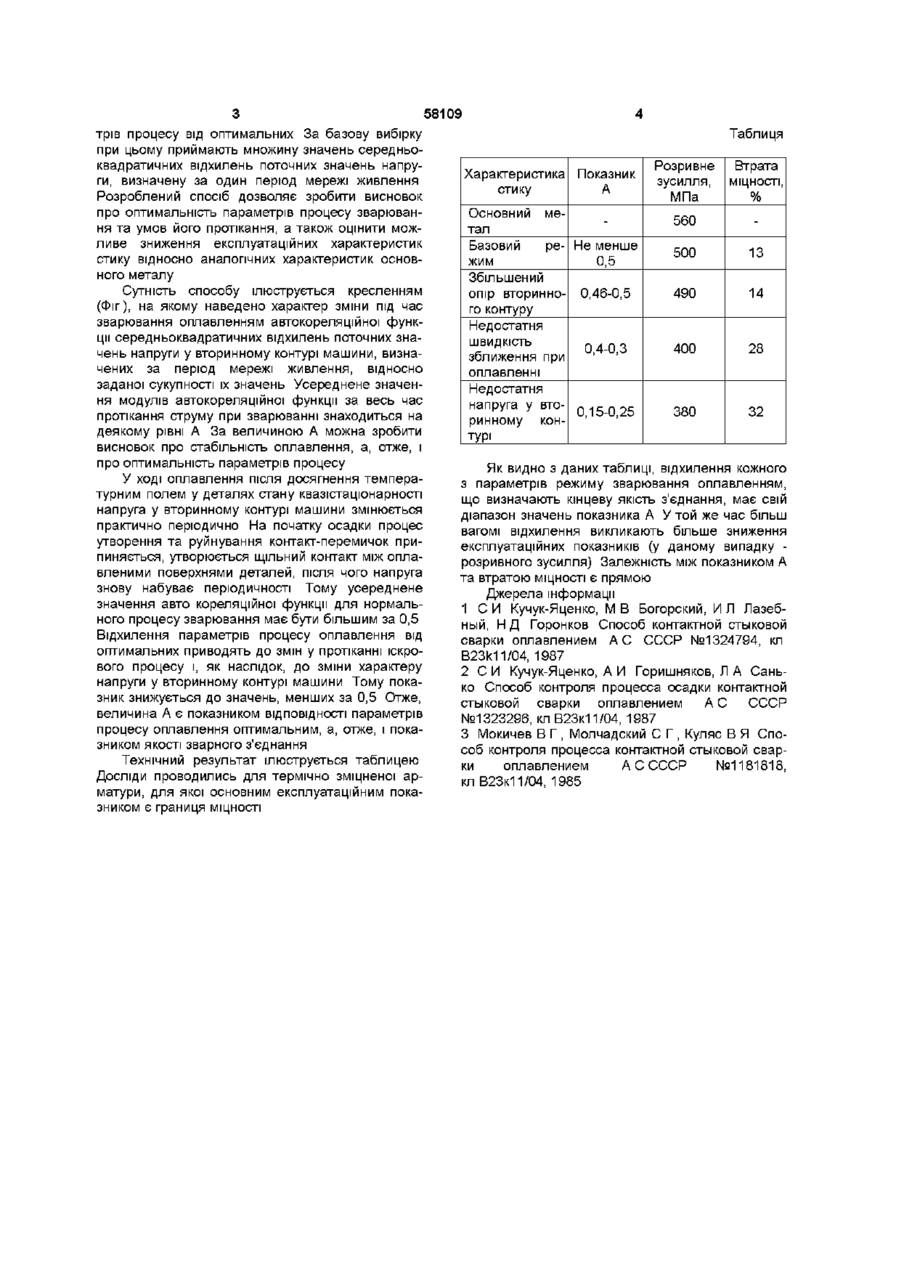
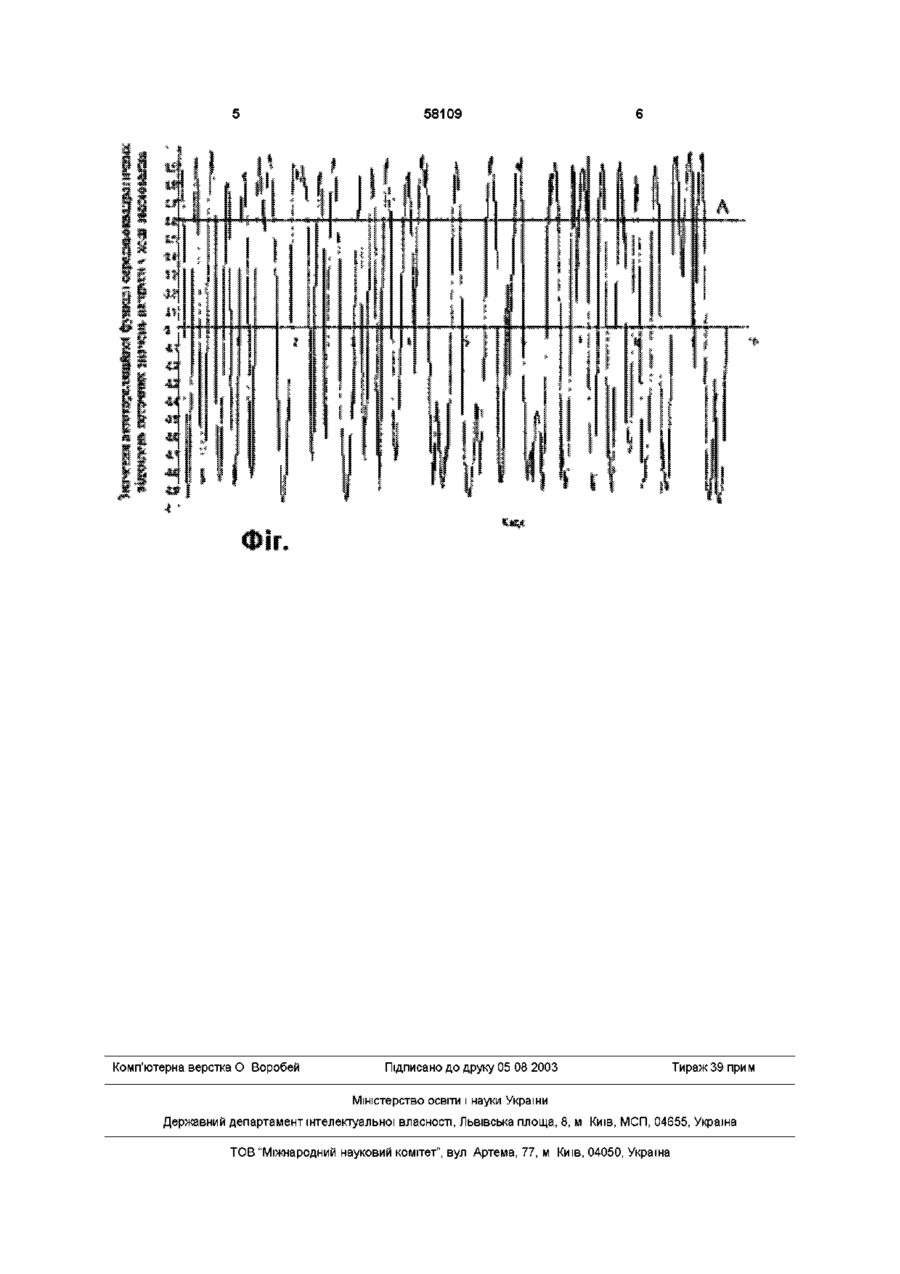
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осад ки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їхні середньоквадратичні відхилення за період мережі живлення, формують базову вибірку, визначають автокореляційну функцію середньоквадратичних відхилень відносно заданої вибірки та усереднене значення модулів значень цієї функції за весь час протікання струму при зварюванні, при цьому за цим значенням роблять висновок про відхилення параметрів процесу від оптимальних Винахід відноситься до галузі контактного стикового зварювання оплавленням і може бути використаний для прогнозування якості зварних з'єднань ВІДОМІ способи контролю процесу контактного стикового зварювання оплавленням, направлені на оцінку можливості утворення дефекту в стику Висновок про перебіг процесів оплавлення та осадки робиться на основі слідкування за переміщенням рухомої частини зварювальної машини [1] або за швидкістю її переміщення під час осадки [2] Недоліком способів є те, що обидва потребують слідкування за механічними показниками, при вимірюванні яких можуть виникати неточності, що в подальшому впливає на достовірність прогнозування якості з'єднання Як прототип обрано спосіб контролю процесу контактного стикового зварювання оплавленням [3], при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за зварювальним струмом, фіксують сигнали про подання команди на увімкнення осадки, про закінчення відпрацювання програми переміщення рухомого затискача при оплавленні і про появу струму короткого замикання При цьому таким, що нормально протікає, вважають процес, при якому зварювальний струм досягає значення короткого замикання в інтервалі між командою на увімкнення осадки і моментом закінчення відпра цювання програми переміщення рухомого затискача при оплавленні Недоліком способу є те, що він не дає інформації про відхилення параметрів процесу зварювання від оптимальних При цьому точність прогнозування можливості появи дефектів у стику невисока В основу винаходу покладено задачу удосконалення контролю процесу контактного стикового зварювання оплавлення шляхом визначення наявності та вагомості відхилень параметрів процесу зварювання від оптимальних значень, що дозволить пронозувата зниження експлуатаційних характеристик стику у відношенні до аналогічних характеристик основного металу Поставлена задача вирішується тим, що в способі контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини Новим є те, що фіксують поточні значення напруги у вторинному контурі машини, обчислюють їх середньоквадратичні відхилення за період мережі живлення, формують базову вибірку, визначають автокореляційну функцію середньоквадратичних відхилень відносно заданої вибірки та усереднене значення модулів значень цієї функції за весь час протікання струму при зварюванні, при цьому за цим значенням роблять висновок про відхилення параме о 00 ю 58109 трів процесу від оптимальних За базову вибірку при цьому приймають множину значень середньоквадратичних відхилень поточних значень напруги, визначену за один період мережі живлення Розроблений спосіб дозволяє зробити висновок про оптимальність параметрів процесу зварювання та умов його протікання, а також оцінити можливе зниження експлуатаційних характеристик стику відносно аналогічних характеристик основного металу Сутність способу ілюструється кресленням (Фіг), на якому наведено характер зміни під час зварювання оплавленням автокореляційної функції середньоквадратичних відхилень поточних значень напруги у вторинному контурі машини, визначених за період мережі живлення, відносно заданої сукупності їх значень Усереднене значення модулів автокореляційної функції за весь час протікання струму при зварюванні знаходиться на деякому рівні А За величиною А можна зробити висновок про стабільність оплавлення, а, отже, і про оптимальність параметрів процесу У ході оплавленняпісля досягнення температурним полем у деталях стану квазістацюнарності напруга у вторинному контурі машини змінюється практично періодично На початку осадки процес утворення та руйнування контакт-перемичок припиняється, утворюється щільний контакт між оплавленими поверхнями деталей, після чого напруга знову набуває періодичності Тому усереднене значення авто кореляційної функції для нормального процесу зварювання має бути більшим за 0,5 Відхилення параметрів процесу оплавлення від оптимальних приводять до змін у протіканні іскрового процесу і, як наслідок, до зміни характеру напруги у вторинному контурі машини Тому показник знижується до значень, менших за 0,5 Отже, величина А є показником ВІДПОВІДНОСТІ параметрів процесу оплавлення оптимальним, а, отже, і показником якості зварного з'єднання Технічний результат ілюструється таблицею Досліди проводились для термічно зміцненої арматури, для якої основним експлуатаційним показником є границя МІЦНОСТІ Таблиця Характеристика Показник стику А Основний метал Базовий ре- Не менше жим 0,5 Збільшений опір вторинно- 0,46-0,5 го контуру Недостатня ШВИДКІСТЬ 0,4-0,3 зближення при оплавленні Недостатня напруга у вто0,15-0,25 ринному контурі Розривне зусилля, МПа МІЦНОСТІ, % Втрата 560 500 13 490 14 400 28 380 32 Як видно з даних таблиці, відхилення кожного з параметрів режиму зварювання оплавленням, що визначають кінцеву якість з'єднання, має свій діапазон значень показника А У той же час більш вагомі відхилення викликають більше зниження експлуатаційних показників (у даному випадку розривного зусилля) Залежність між показником А та втратою МІЦНОСТІ Є прямою Джерела інформації 1 С И Кучук-Яценко, М В Богорский, И Л Лазебный, Н Д Горонков Способ контактной стыковой сварки оплавлением А С СССР №1324794, кл B23k11/04, 1987 2 С И Кучук-Яценко, А И Горишняков, Л А Санько Способ контроля процесса осадки контактной стыковой сварки оплавлением АС СССР №1323296, кл В23к11/04, 1987 3 Мокичев В Г , Молчадский С Г , Куляс В Я Способ контроля процесса контактной стыковой сварки оплавлением А С СССР №1181818, кл В23к11/04, 1985 58109 Комп'ютерна верстка О Воробей Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of process of contact upset fusion welding
Автори англійськоюSkachkov Ihor Olehovych, Chvertko Yevhenia Petrivna
Назва патенту російськоюСпособ контроля процесса контактной стыковой сварки оплавлением
Автори російськоюСкачков Игорь Олегович, Чвертко Евгения Петровна
МПК / Мітки
МПК: B23K 11/04
Мітки: зварювання, контактного, процесу, стикового, оплавленням, спосіб, контролю
Код посилання
<a href="https://ua.patents.su/3-58109-sposib-kontrolyu-procesu-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю процесу контактного стикового зварювання оплавленням</a>
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 42540
Опубліковано: 15.10.2001
Автори: Чвертко Євгенія Петрівна, Скачков Ігор Олегович
МПК: B23K 11/04
Мітки: процесу, контактного, зварювання, оплавленням, спосіб, стикового, контролю
Формула / Реферат:
Спосіб контролю процесу контактного стикового, зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, обчислюють їх середньоквадратичне відхилення та визначають час, за який середньоквадратичні...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 56886
Опубліковано: 15.05.2003
Автори: Скачков Ігор Олегович, Чвертко Євгенія Петрівна
МПК: B23K 11/04
Мітки: зварювання, стикового, контролю, спосіб, контактного, оплавленням, процесу
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їх середньоквадратичні відхилення за кожен період мережі живлення та дисперсію...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 56816
Опубліковано: 15.05.2003
Автори: Скачков Ігор Олегович, Чвертко Євгенія Петрівна
МПК: B23K 11/04
Мітки: спосіб, процесу, стикового, контролю, зварювання, оплавленням, контактного
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їх середньоквадратичне відхилення за період мережі живлення та відношення...
Спосіб регулювання процесу контактного стикового зварювання оплавленням
Номер патенту: 3723
Опубліковано: 27.12.1994
Автори: Череднічок Віталій Тимофійович, Горишняков Олексій Іванович, Казимов Борис Іванович, Лазебний Іван Леонтійович, Мосендз Ігор Миколайович, Кучук-Яценко Сергій Іванович, Шкурко Віктор Григорович, Швець Юрій Васильйович
МПК: B23K 11/04
Мітки: контактного, зварювання, спосіб, стикового, оплавленням, процесу, регулювання
Формула / Реферат:
Способ регулирования процесса контактной стыковой сварки оплавлением, при котором скорость подачи подвижной плиты изменяют по заданной программе, скорость подачи подвижной плиты перед остановом снижают пропорционально приросту тока оплавления, остановку подвижной плиты производят при токах оплавления, соответствующих экстремуму электрической мощности, выделяемой в стыке, а по мере снижения тока оплавления при переходе к останову заданную...
Спосіб контактного стикового зварювання імпульсним оплавленням
Номер патенту: 11741
Опубліковано: 25.12.1996
Автори: Чвертко Петро Миколаєвич, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Фрідман Олександр Михайлович, Кучук-Яценко Сергій Іванович, Зеленський Володимир Пилипович, Горшков Олександр Павлович, Тішура Володимир Іванович
МПК: B23K 11/00
Мітки: контактного, імпульсним, зварювання, стикового, спосіб, оплавленням
Формула / Реферат:
Способ контактной стыковой сварки импульсным оплавлением, при котором в процессе оплавлення с изменяющейся скоростью подвижной части свариваемого изделия сообщают колебания с регулируемой амплитудой вдоль направления движения, а затем производят осадку, отличающийся тем, что, с целью улучшения качества сварки, интенсификации нагрева, снижения потребляемой мощности и повышения производительности, с началом нарастания скорости оплавлення...
Попередній патент: Копач для коренеплодів
Наступний патент: Спосіб визначення карбонільних сполук в білках сироватки крові
Випадковий патент: Спосіб неруйнівного контролю герметичності на основі газорозрядної візуалізації