Маса для виготовлення абразивного інструменту для силового обдирного шліфування
Номер патенту: 66603
Опубліковано: 17.05.2004
Автори: Ярова Людмила Григорівна, Гранкін Василь Іванович, Романченко Павло Володимирович, Сталінський Дмитро Віталійович, Пірогов Олександр Юрійович
Формула / Реферат
1. Маса для виготовлення абразивного інструменту для силового обдирного шліфування, що містить абразивний матеріал, легований цирконієм, органічне зв’язуюче, рідкий бакеліт та дрібнозернистий наповнювач, яка відрізняється тим, що як абразивний матеріал, легований цирконієм, використовують попередньо роздрібнені відпрацьовані бакорові вогнетривкі бруси, наприклад відпрацьовані бакорові вогнетривкі бруси скловарних печей, при такому співвідношенні компонентів, мас. %:
абразивний матеріал
75![]() 89
89
рідкий бакеліт
2![]() 6
6
органічне зв'язуюче
5![]() 11
11
дрібнозернистий наповнювач
решта.
2. Маса за п. 1, яка відрізняється тим, що як абразивний матеріал, легований цирконієм, використовують суміш попередньо роздрібнених вогнетривких брусів з бакорів з різним середнім ступенем легованості цирконієм від 20 до 45%.
3. Маса за п. 1, яка відрізняється тим, що до бакорового зерна додають електрокорунд нормальний у співвідношенні 1:0,2![]() 1:1.
1:1.
Текст
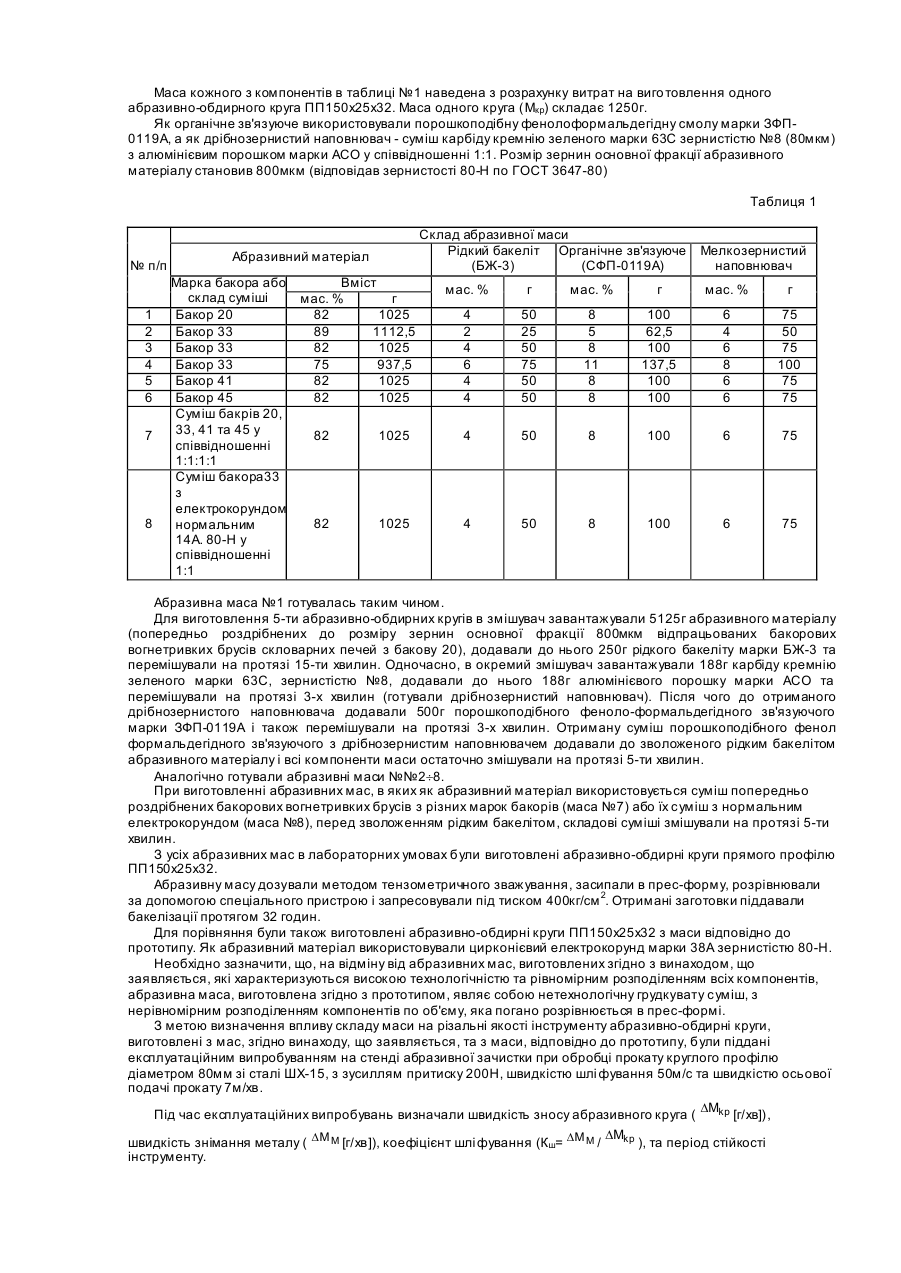
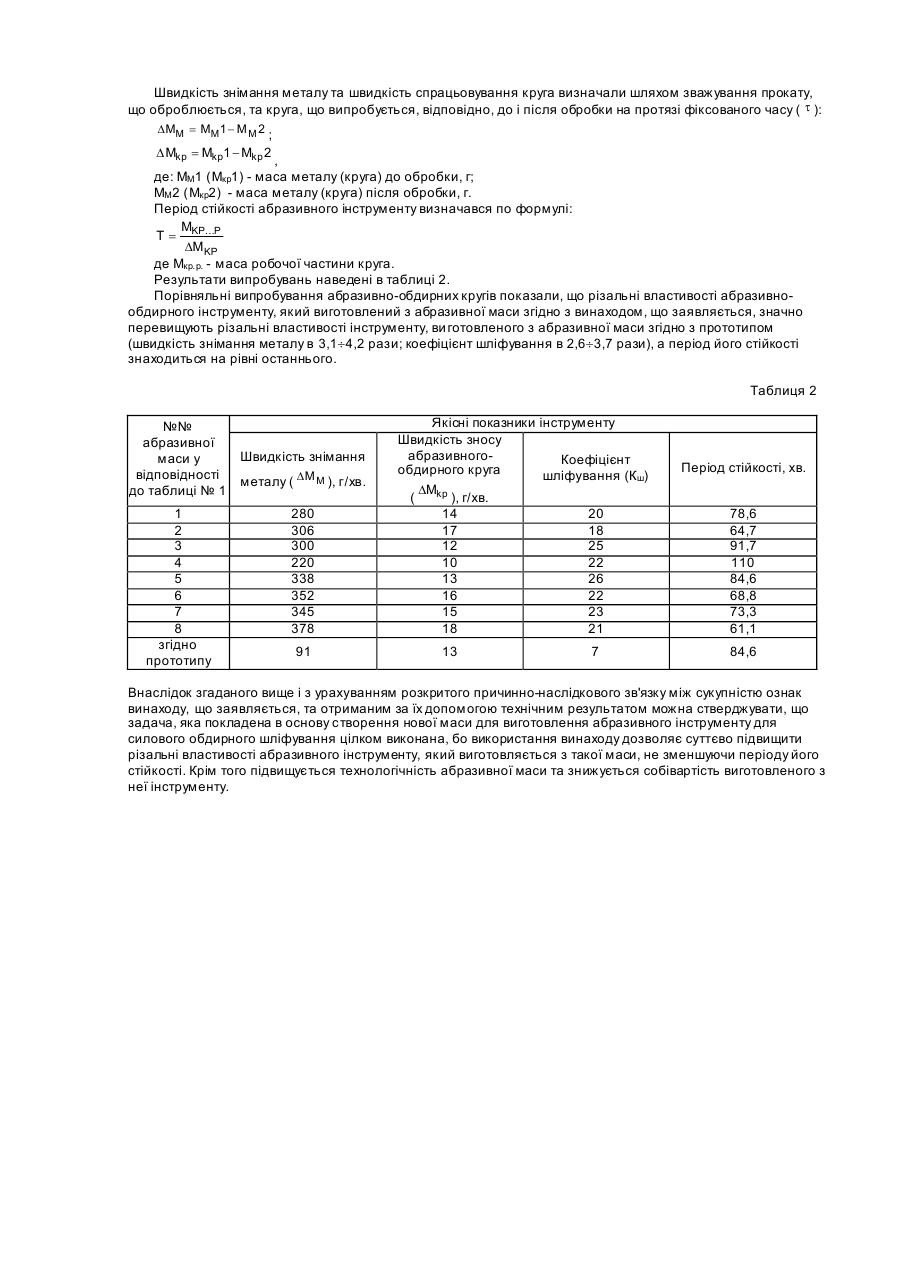
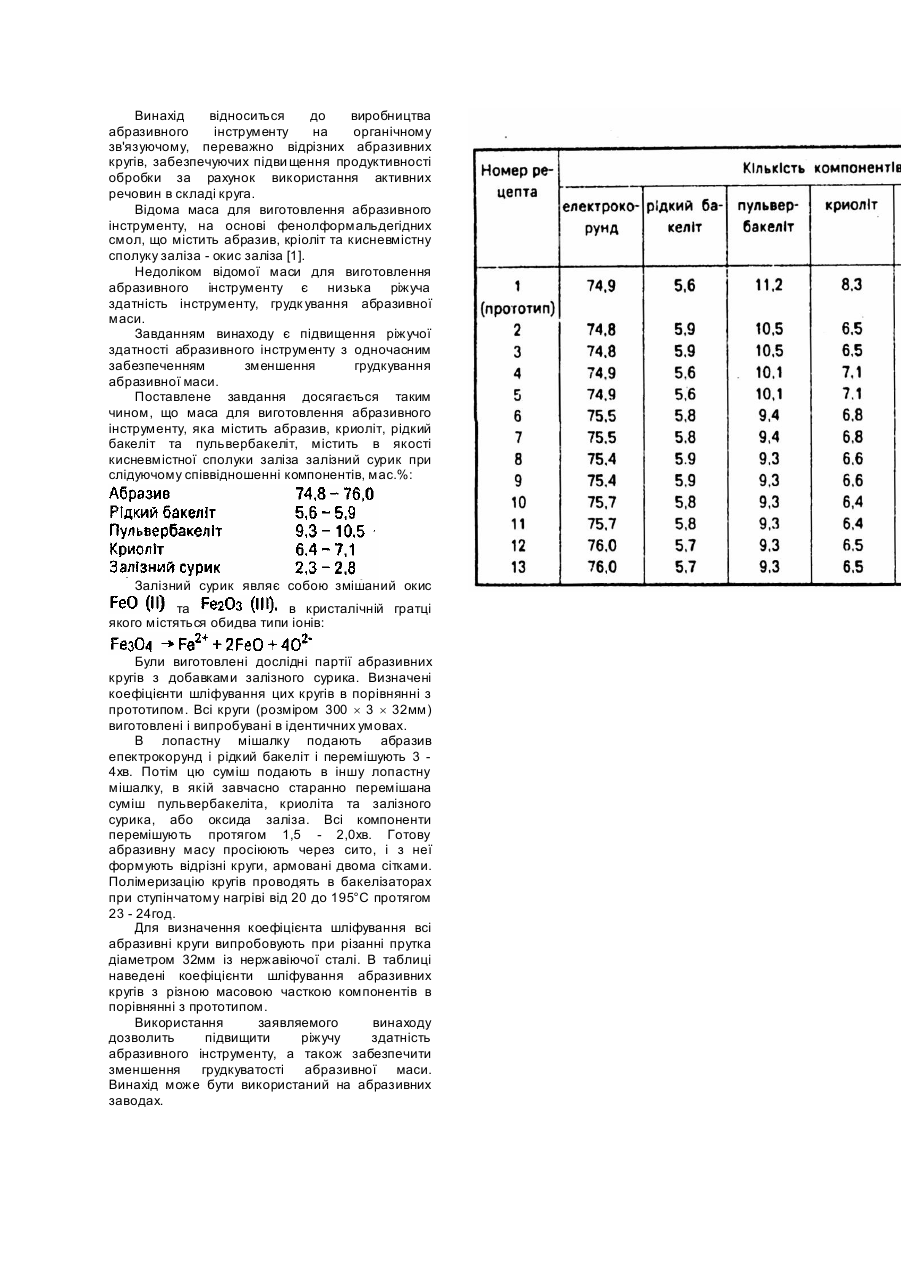
Винахід, що заявляється, відноситься до виробництва абразивного інструменту, переважно призначеного для силового обдирного шліфування і може бути використаний в металургії та машинобудуванні. Відома маса для виготовлення абразивного інструменту, призначеного для обдирного шліфування (Авт. св. СРСР №1000256, МПК3 В24D3/34, опуб. 28.02.83, бюл. №8), де як абразивний матеріал використовують електрокорунд нормальний марки 14А або 15А. Недоліком такої маси є те, що внаслідок недостатньої міцності та мікротвердості, високої крихкості, а також, порівняно високої швидкості затуплення зернин електрокорунду нормального, інструмент , виготовлений з такої маси, не забезпечує інтенсивного знімання металу під час силового обдирного шліфування і має недостатній період стійкості. Найбільш близькою до заявленого винаходу по те хнічній сутності та досягаємому результату є маса для виготовлення абразивних інструментів для силового обдирного шліфування (Авт. св. СРСР №1147552, МПК4 В24D3/20, опуб. 30.03.85., бюл. №12), до складу якої входить 35¸50мас.% абразивного матеріалу легованого цирконієм - цирконієвого електрокорунду марки 38А, 6¸15мас.% органічного зв'язуючого, 5¸10мас.% рідкого бакеліту та дрібнозернистий наповнювач. Одним з недоліків такої маси є недостатня здатність інструменту, що з неї виготовляється, до самозагострення під час силового обдирного шліфування. Абразивний інструмент, що призначений для силового обдирного шліфування, яке характеризується значним зніманням металу за одиницю часу, високими швидкостями різання та зусиллями притиску, окрім високої механічної міцності, твердості та щільної структури повинен мати, підвищену здатність до самозагострення (оновлення різальної кромки в процесі шліфування). Цирконієвий електрокорунд, що використовується у відомій масі як абразивний матеріал легований цирконієм (вміст двооксиду цирконію (ZrO2) становить 20¸25%), хоч і має підвищену міцність та низьку швидкість затуплення, однак, внаслідок його низької крихкості, високої стабільності механічних властивостей в об'ємі окремої виплавки (партії) та значної механічної міцності, твердості та щільності структури інструменту для силового обдирного шліфування, що виготовляється з відомої маси, затуплення різальної кромки абразивно-обдирного круга відбувається рівномірно, причому абразивні зерна практично не сколюються (не утворюються нові різальні кромки) і погано викришуються з тіла інструменту, тобто утримуються в ньому практично до повного стирання, а, відповідно, інструмент не працює в режимі самозагострення (відбувається налипання металу, що оброблюється, на робочу поверхню інструменту). Цей факт суттєво знижує різальні якості інструменту для силового обдирного шліфування та призводить до прижогоутворення на поверхні, яка оброблюється. Також необхідно відзначити, що вміст абразивного зерна в інструменті в кількості 35¸50мас.% недостатній для інтенсивного знімання металу і це ще більшою мірою знижує його різальні властивості. Ще одним з недоліків відомої з прототипу абразивної маси є те, що при вмісті рідкого бакеліту в кількості близько 10мас. % відбувається її грудк ування під час виготовлення та терміну до початку пресування, тобто маса нетехнологічною. Крім згаданих недоліків необхідно також відзначити, що інструмент, який виготовляється з такої маси, порівняно дорогий, що обумовлено значною вартістю цирконієвого електрокорунду, та необхідністю використання тільки нових вихідних матеріалів. В основу винаходу, що заявляється, поставлена задача створення маси для виготовлення абразивного інструменту, призначеного для силового обдирного шліфування, з більш високими різальними властивостями (за рахунок підвищення здатності інструменту до самозагострення) і відповідним періодом стійкості. Крім того поставлена задача підвищити те хнологічність абразивної маси та знизити собівартість виготовленого з неї абразивного інструменту. Поставлена задача вирішується тим, що у відомій масі для виготовлення абразивного інструменту для силового обдирного шліфування, до складу якої входить абразивний матеріал, легований цирконієм, органічне зв'язуюче, рідкий бакеліт та дрібнозернистий наповнювач, згідно з винаходом як абразивний матеріал, легований цирконієм, використовують попередньо роздрібнені відпрацьовані бакорові вогнетривкі бруси, наприклад бакорові вогнетривкі бруси скловарних печей, при такому співвідношенні компонентів, мас.%: абразивний матеріал 75¸89 рідкий бакеліт 2¸6 органічне зв'язуюче 5¸11дрібнозернистий наповнювач решта. Як абразивний матеріал, легований цирконієм, використовують суміш попередньо роздрібнених вогнетривких брусів, виготовлених з бакорів з різним ступенем легованості цирконієм від 20 до 45%. До бакорового зерна додають електрокорунд нормальний у співвідношенні 1:0,2 - 1:1. Бакорові вогнетриви являють собою полікристалічні композиційні матеріали, які складаються з кристалів корунду (Аl2О3), баделеїту (ZrO2), кристалів сук упної кристалізації корунду та баделеїту (Al2 O3+ZrO2) і скло видної фази силікатного складу (SiO2). Особливості будови мікроструктури та фізико-механічні властивості бакорових вогнетривів визначаються, в основному, вмістом в них двооксиду цирконію (ZrO2), при збільшенні якого суттєво зменшується розмір первинних зернин, що входять до складу композиції. У вітчизняній скловарній промисловості використовують бакорові вогнетриви з різним вмістом двооксиду цирконію (різним ступенем легованості): бакор 20 - 20%; бакор 33 - 32¸33%; бакор 41 - 41¸42%; бакор 45 - 45%. Крім того, що бакор має високу мікротвердість (мікротвердість бакову 33 дорівнює 30ГПа, а цирконієвого електрокорунду - 23,5ГПа), використання як абразивного матеріалу попередньо роздрібнених до необхідної фракції бакорових вогнетривів з підвищеним вмістом двооксиду цирконію (32% і більше) та їх браку дозволяє суттєво підвищити різальні властивості інструменту шляхом підвищення його здатності до самозагострення (оновлення різальної поверхні) не знижуючи періоду стійкості. Це пояснюється тим, що бакор з підвищеним вмістом двооксиду цирконію має унікальну мікроструктур у, розмір первинних зернин якої суттєво менший за розмір первинних зернин цирконієвого електрокорунду, вміст двооксиду цирконію в якому становить 20¸25%. Внаслідок цього окремі бакорові зернини, утримуючись в тілі інструменту, постійно (по мірі затуплення) сколюються на незначну величину, сумірну з розміром первинних зернин (сколювання відбувається по межам первинних зернин), діючи на поверхню, що оброблюється, новими гострими гранями, а не стираються повністю або викришуються з тіла інструменту при затупленні, як зернини цирконієвого електрокорунду. Крім того, на відміну від цирконієвого електрокорунду, який характеризується високою стабільністю властивостей в об'ємі окремої виплавки (партії), особливістю будови бокорових вогнетривких брусів є нерівномірність їх мікроструктури по висоті. Нижні шари вогнетривкого бруса мають більш дрібну та більш щільну мікроструктур у з більшим вмістом двооксиду цирконію, порівняно з верхніми. Наприклад, вміст двооксиду цирконію у вогнетривкому брусі, виготовленому з бакору 20 (середній вміст ZrO2 - 20%) змінюється по висоті від 27 до 13%. Відповідно, зернини з різних шарів бакорового вогнетривкого бруса мають різні фізико-механічні властивості (мікротвердість, крихкість та ін.). Цей факт забезпечує менш рівномірне зношення робочої поверхні інструменту під час шліфування, ніж при використанні як абразивного матеріалу цирконієвого електрокорунду, тому що зернини бакору, які характеризуються меншою мікротвердістю та більшою крихкістю (зернини, отримані з верхніх шарів вогнетривкого брусу), швидше спрацьовуються або викришуються з тіла інструменту при затупленні, вивільняючи тим самим міцні незношені зернини (зернини, отримані з нижніх та середніх шарів вогнетривкого брусу), створюючи пори, які сприяють видаленню зашліфованого металу (стружки) із зони різання (попереджується налипання металу, що оброблюється, на робочу поверхню інструменту), що також призводить до підвищення різальних властивостей абразивного інструменту як при використанні в якості абразивного матеріалу роздрібнених вогнетривких брусів з бакору з підвищеним вмістом двооксиду цирконію, так само, як і з бакору 20. Використання як абразивного матеріалу суміші попередньо роздрібнених відпрацьованих бакорових вогнетривких брусів та їх браку із бакорів з різним середнім вмістом двооксиду цирконію (від 20 до 45%) або їх суміші з нормальним електрокорундом, що має більш низькі показники механічної міцності, мікротвердості та крихкості, при співвідношенні бакорового зерна до електрокорунду 1:0,2¸1:1 дозволяє забезпечити оптимальне самозагострення робочої поверхні абразивного інструменту під час шліфування, тобто його оптимальні різальні властивості в залежності від марки металу, який оброблюється, та технологічних параметрів його обробки (швидкості різання, зусилля притиску, швидкості осьової подачі заготовки та ін.). Крім вищезгаданих переваг, використання як абразивного матеріалу, легованого цирконієм, попередньо роздрібнених відпрацьованих бакорових вогнетривких брусів скловарних печей та їх браку дозволяє суттєво знизити собівартість абразивного інструменту і частково вирішити проблему утилізації відходів скловарного виробництва. Співвідношення компонентів маси, що заявляється, дозволяє отримати однорідну те хнологічну абразивну масу та виготови ти інструмент з високими різальними та міцносними властивостями. Межі вмісту абразивного матеріалу (75¸89мас. %) обумовлені тим, що менше 75мас. % його вмісту не забезпечує інтенсивного знімання металу під час шліфування, а вміст абразивного матеріалу більший за 89мас. % призводить до зниження механічної міцності та стійкості інструменту через малу кількість зв'язуючого або нівелювання впливу дрібнозернистого наповнювача. Вміст рідкого бакеліту від 2 до 6мас. % дозволяє оптимально зволожити абразивне зерно та забезпечити необхідну те хнологічність маси. При вмісті рідкого бакеліту менше 2мас. % абразивне зерно недостатньо зволожується, що призводить до зниження його адгезії до компонентів маси і, відповідно, до їх нерівномірного розподілення по всьому об'єму. Вміст рідкого бакеліту більший за 6мас. % призводить до грудкування абразивної маси, що суттєво ускладнює процес її укладання та розрівнювання в прес-формі і негативно впливає на якість інструменту. Межі вмісту зв'язуючого (5¸11мас. %) обумовлені тим, що при вмісті зв'язуючого в масі менш, ніж 5мас. %, воно не здатне утримати абразивне зерно в інструменті при силовому обдирному шліфуванні, що призводить до різкого зниження періоду стійкості абразивного інструменту. При вмісті зв'язуючого в масі більшому за 11мас. % ускладнюється процес "розкриття" ріжучої поверхні абразивного інструменту (вивільнення поверхні абразивних зернин, яка контактує з металом, що оброблюється, від зв'язуючого), що призводить до суттєвого зниження здатності інструменту до самозагострення (відбувається налипання металу, що оброблюється, на робочу поверхню інструменту), тобто зменшуються його різальні властивості та збільшується ймовірність прижогоутворення на поверхні, яка оброблюється. Співвідношення між бакоровим зерном (попередньо роздрібненими бакоровими вогнетривкими брусами) та електрокорундом нормальним 1:0,2¸1:1 обумовлено тим, що при співвідношенні більшому за 1:0,2 недостатньо кількості електрокорунду нормального, щоб помітно змінити характер спрацьовування робочої поверхні інструменту, а, відповідно, і його різальні властивості. При співвідношенні меншому ніж 1:1, внаслідок більш низьких фізико-механічних показників електрокорунду нормального, порівняно з бакором, суттєво знижуються період стійкості та різальні властивості абразивного інструменту. Суть винаходу пояснюється конкретними прикладами виконання. Масу для виго товлення абразивного інструменту виготовляють таким чином. В змішувач завантажують абразивний матеріал, додають до нього рідкий бакеліт і перемішують до його рівномірного розподілення по поверхні абразивних зернин. Потім до зволоженого зерна додають попередньо змішані між собою органічне зв’язуючи та дрібнозернистий наповнювач і остаточно змішують до утворення однорідної маси. З метою визначення впливу складу абразивної маси на її те хнологічність та різальні властивості абразивного інструменту, який з неї виготовляється, в лабораторних умовах були ви готовлені абразивні маси згідно з винаходом, що заявляється. Склад абразивних мас наведений в таблиці №1. Маса кожного з компонентів в таблиці №1 наведена з розрахунку витрат на виго товлення одного абразивно-обдирного круга ПП150х25х32. Маса одного круга (Мкр) складає 1250г. Як органічне зв'язуюче використовували порошкоподібну фенолоформальдегідну смолу марки ЗФП0119А, а як дрібнозернистий наповнювач - суміш карбіду кремнію зеленого марки 63С зернистістю №8 (80мкм) з алюмінієвим порошком марки АСО у співвідношенні 1:1. Розмір зернин основної фракції абразивного матеріалу становив 800мкм (відповідав зернистості 80-Н по ГОСТ 3647-80) Таблиця 1 № п/п 1 2 3 4 5 6 7 8 Абразивний матеріал Марка бакора або Вміст склад суміші мас. % г Бакор 20 82 1025 Бакор 33 89 1112,5 Бакор 33 82 1025 Бакор 33 75 937,5 Бакор 41 82 1025 Бакор 45 82 1025 Суміш бакрів 20, 33, 41 та 45 у 82 1025 співвідношенні 1:1:1:1 Суміш бакора33 з електрокорундом 82 1025 нормальним 14А. 80-Н у співвідношенні 1:1 Склад абразивної маси Рідкий бакеліт Органічне зв'язуюче (БЖ-3) (СФП-0119А) Мелкозернистий наповнювач мас. % г мас. % г мас. % г 4 2 4 6 4 4 50 25 50 75 50 50 8 5 8 11 8 8 100 62,5 100 137,5 100 100 6 4 6 8 6 6 75 50 75 100 75 75 4 50 8 100 6 75 4 50 8 100 6 75 Абразивна маса №1 готувалась таким чином. Для виготовлення 5-ти абразивно-обдирних кругів в змішувач завантажували 5125г абразивного матеріалу (попередньо роздрібнених до розміру зернин основної фракції 800мкм відпрацьованих бакорових вогнетривких брусів скловарних печей з бакову 20), додавали до нього 250г рідкого бакеліту марки БЖ-3 та перемішували на протязі 15-ти хвилин. Одночасно, в окремий змішувач завантажували 188г карбіду кремнію зеленого марки 63С, зернистістю №8, додавали до нього 188г алюмінієвого порошку марки АСО та перемішували на протязі 3-х хвилин (готували дрібнозернистий наповнювач). Після чого до отриманого дрібнозернистого наповнювача додавали 500г порошкоподібного феноло-формальдегідного зв'язуючого марки ЗФП-0119А і також перемішували на протязі 3-х хвилин. Отриману суміш порошкоподібного фенол формальдегідного зв'язуючого з дрібнозернистим наповнювачем додавали до зволоженого рідким бакелітом абразивного матеріалу і всі компоненти маси остаточно змішували на протязі 5-ти хвилин. Аналогічно готували абразивні маси №№2¸8. При виготовленні абразивних мас, в яких як абразивний матеріал використовується суміш попередньо роздрібнених бакорових вогнетривких брусів з різних марок бакорів (маса №7) або їх суміш з нормальним електрокорундом (маса №8), перед зволоженням рідким бакелітом, складові суміші змішували на протязі 5-ти хвилин. З усіх абразивних мас в лабораторних умовах були виготовлені абразивно-обдирні круги прямого профілю ПП150х25х32. Абразивну масу дозували методом тензометричного зважування, засипали в прес-форму, розрівнювали за допомогою спеціального пристрою і запресовували під тиском 400кг/см 2. Отримані заготовки піддавали бакелізації протягом 32 годин. Для порівняння були також виготовлені абразивно-обдирні круги ПП150х25х32 з маси відповідно до прототипу. Як абразивний матеріал використовували цирконієвий електрокорунд марки 38А зернистістю 80-Н. Необхідно зазначити, що, на відміну від абразивних мас, виготовлених згідно з винаходом, що заявляється, які характеризуються високою технологічністю та рівномірним розподіленням всіх компонентів, абразивна маса, виготовлена згідно з прототипом, являє собою нетехнологічну грудкувату суміш, з нерівномірним розподіленням компонентів по об'єму, яка погано розрівнюється в прес-формі. З метою визначення впливу складу маси на різальні якості інструменту абразивно-обдирні круги, виготовлені з мас, згідно винаходу, що заявляється, та з маси, відповідно до прототипу, були піддані експлуатаційним випробуванням на стенді абразивної зачистки при обробці прокату круглого профілю діаметром 80мм зі сталі ШХ-15, з зусиллям притиску 200Н, швидкістю шлі фування 50м/с та швидкістю осьової подачі прокату 7м/хв. DMkp Під час експлуатаційних випробувань визначали швидкість зносу абразивного круга ( [г/хв]), DM M [г/хв]), коефіцієнт шлі фування (К = DM M / DMkp ), та період стійкості швидкість знімання металу ( ш інструменту. Швидкість знімання металу та швидкість спрацьовування круга визначали шляхом зважування прокату, що оброблюється, та круга, що випробується, відповідно, до і після обробки на протязі фіксованого часу ( t ): DMM = MM 1 - M M 2 ; D Mkp = Mkp1 - Mkp 2 , де: ММ1 (Мкр1) - маса металу (круга) до обробки, г; ММ2 (Мкр2) - маса металу (круга) після обробки, г. Період стійкості абразивного інструменту визначався по формулі: M T = KP...P DMKP де Мкр.р. - маса робочої частини круга. Результати випробувань наведені в таблиці 2. Порівняльні випробування абразивно-обдирних кругів показали, що різальні властивості абразивнообдирного інструменту, який виготовлений з абразивної маси згідно з винаходом, що заявляється, значно перевищують різальні властивості інструменту, ви готовленого з абразивної маси згідно з прототипом (швидкість знімання металу в 3,1¸4,2 рази; коефіцієнт шліфування в 2,6¸3,7 рази), а період його стійкості знаходиться на рівні останнього. Таблиця 2 №№ абразивної маси у відповідності до таблиці № 1 1 2 3 4 5 6 7 8 згідно прототипу Швидкість знімання металу ( DM M ), г/хв. 280 306 300 220 338 352 345 378 91 Якісні показники інструменту Швидкість зносу абразивногоКоефіцієнт обдирного круга шліфування (Кш) DMkp ( ), г/хв. 14 20 17 18 12 25 10 22 13 26 16 22 15 23 18 21 13 7 Період стійкості, хв. 78,6 64,7 91,7 110 84,6 68,8 73,3 61,1 84,6 Внаслідок згаданого вище і з урахуванням розкритого причинно-наслідкового зв'язку між сукупністю ознак винаходу, що заявляється, та отриманим за їх допомогою технічним результатом можна стверджувати, що задача, яка покладена в основу створення нової маси для виготовлення абразивного інструменту для силового обдирного шліфування цілком виконана, бо використання винаходу дозволяє суттєво підвищити різальні властивості абразивного інструменту, який виготовляється з такої маси, не зменшуючи періоду його стійкості. Крім того підвищується технологічність абразивної маси та знижується собівартість виготовленого з неї інструменту.
ДивитисяДодаткова інформація
Назва патенту англійськоюCompound for manufacturing an abrasive tool for force rough grinding
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Pirohov Oleksandr Yuriiovych
Назва патенту російськоюМасса для изготовления абразивного инструмента для силового обдирочного шлифования
Автори російськоюСталинский Дмитрий Витальевич, Пирогов Александр Юрьевич
МПК / Мітки
МПК: B24D 3/20
Мітки: інструменту, шліфування, виготовлення, силового, абразивного, маса, обдирного
Код посилання
<a href="https://ua.patents.su/4-66603-masa-dlya-vigotovlennya-abrazivnogo-instrumentu-dlya-silovogo-obdirnogo-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Маса для виготовлення абразивного інструменту для силового обдирного шліфування</a>
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Кияк Марина Юріївна, Лендел Василь Георгієвич, Мельникович Михайло Миколайович, Балог Ірина Михайлівна, Мигалина Юрій Вікентієвич, Драгунцов Вячеслав Васильович, Білинець Микола Денисович, Сані Арпад Юліусович
МПК: B24D 3/34
Мітки: інструменту, абразивного, маса, виготовлення
Формула / Реферат:
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Маса для виготовлення абразивного інструменту
Номер патенту: 43946
Опубліковано: 15.01.2004
Автори: Сталінський Дмитро Віталійович, Гранкін Василь Іванович, Івченко Тетяна Олександрівна, Романченко Павло Володимирович, Вергелес Михайло Анатолійович, Макаровський Валерій Федорович, Пірогов Олександр Юрійович, Ярова Людмила Григорівна
МПК: B24D 3/20
Мітки: виготовлення, маса, інструменту, абразивного
Формула / Реферат:
1. Маса для виготовлення абразивного інструменту, що містить абразивний матеріал, зволожувач, органічне зв'язувальне та наповнювач, яка відрізняється тим, що до складу зволожувача входять спиртовий розчин феноло-формальдегідної смоли в насиченому одноатомному спирті, пластифікатор, наприклад хлоропарафін, та флотореагент, наприклад оксаль, при цьому співвідношення компонентів таке, мас. %: абразивний матеріал ...
Маса для виготовлення абразивного інструменту
Номер патенту: 30693
Опубліковано: 15.12.2000
Автори: Плескач Ігор Всеволодович, Масник Володимир Олександрович, Вороной Віталій Степанович
МПК: B24D 3/14
Мітки: виготовлення, маса, інструменту, абразивного
Формула / Реферат:
Маса для виготовлення абразивного інструменту, що містить абразив, каустичний магнезит та бішофіт, яка відрізняється тим, що вона додатково містить палену магнезію при такому співвідношенні компонентів, мас. %: Абразив 15,0-60,0 Каустичний магнезит 5,0-57,4 Бішофіт 10,0-35,0 Палена магнезія 2,4-51,0.
Маса для виготовлення робочого шару абразивного інструменту
Номер патенту: 55047
Опубліковано: 17.03.2003
Автори: Скрябін Віктор Валерійович, Новіков Микола Васильович, Крамар Владислав Григорович, Філатов Юрій Данилович, Сидорко Володимир Ігорович
МПК: B24D 3/20
Мітки: інструменту, абразивного, виготовлення, робочого, маса, шару
Формула / Реферат:
1. Маса для виготовлення робочого шару абразивного інструменту, що містить абразивний порошок і органічне зв'язуюче, яка відрізняється тим, що як органічне зв'язуюче вона містить поліетилентерефталат при наступному співвідношенні компонентів, ваг. %: поліетилентерефталат 40-99 абразив 1-60. 2. Маса за п. 1, яка відрізняється тим, що як абразив використано алмазний...
Маса для виготовлення абразивного інструменту

Номер патенту: 14095
Опубліковано: 25.04.1997
Автори: Сегал Юрій Юхимович, Олійник Іван Севастьянович, Таланцев Леонід Леонідович, Січкар Зорислав Васильович, Нємцова Неля Яківна, Аранович Анатолій Оскарович, Борзаков Юрій Іванович, Карюк Геннадій Гаврилович, Бочко Анатолій Васильович
МПК: B24D 3/34
Мітки: абразивного, інструменту, виготовлення, маса
Попередній патент: Очисна станція комунальних стоків по енергоекономній технології із зміною сезонних режимів очищення води
Наступний патент: Спосіб кування заготовок у чотирибойковому кувальному пристрої
Випадковий патент: Пристрій опорний гірничої машини