Суміш для виготовлення ливарних керамічних стрижнів
Номер патенту: 67996
Опубліковано: 12.03.2012
Автори: Цивірко Едуард Іванович, Педаш Олександр Федорович, Жеманюк Павло Дмитрович, Педаш Олексій Олександрович
Формула / Реферат
1. Суміш для виготовлення ливарних керамічних стрижнів, що містить електрокорунд, кварц пилоподібний, карбід кремнію, пластифікатор, яка відрізняється тим, що вона додатково містить модифікатор, при наступному співвідношенні інгредієнтів, мас. %:
кварц пилоподібний
5-7
карбід кремнію
1-3
пластифікатор
10-15
модифікатор
5-10
електрокорунд
решта.
2. Суміш за п. 1, яка відрізняється тим, що як модифікатор використовують алюмінат кобальту - СоАl2О3.
Текст
Реферат: Суміш для виготовлення ливарних керамічних стрижнів, що містить електрокорунд, кварц пилоподібний, карбід кремнію, пластифікатор, модифікатор. UA 67996 U (54) СУМІШ ДЛЯ ВИГОТОВЛЕННЯ ЛИВАРНИХ КЕРАМІЧНИХ СТРИЖНІВ UA 67996 U UA 67996 U 5 10 15 20 25 Корисна модель належить до ливарного виробництва, зокрема до виготовлення керамічних стрижнів, що призначені для створення деталей гарячого тракту газотурбінних двигунів (ГТД) з жароміцних нікелевих сплавів. Відома стрижнева суміш [Литье по выплавляемым моделям под ред. Шкленника Я.И. и Озерова В.А., 1984, с. 240], що включає електрокорунд білий (ГОСТ 28818-90) - 70-75 %, кварц пилоподібний штучний (ГОСТ 9077-82) - 12-17 %, карбід кремнію - 1-3 % (ГОСТ Р 52381-2005), пластифікатор - 10-12 %. Відома суміш є найбільш близькою за складом інгредієнтів до пропонованого й узята за найближчий аналог. Дана стрижнева суміш призначена для виготовлення керамічних стрижнів при виробництві фасонних виливків з жароміцних нікелевих сплавів невідповідального призначення, тому що якісний склад стрижневої суміші не забезпечує регламентацію макроструктури виливків у раціональних межах. При литті деталей гарячого тракту ГТД (робочі лопатки, соплові й напрямні апарати тощо) поліпшення якості можна досягти подрібненням і регламентацією структури виливків. Для цих цілей відома стрижнева суміш неприйнятна. Технічною задачею корисної моделі є створення стрижневої суміші для керамічних стрижнів, яка дозволяє подрібнювати й регламентувати структуру виливків і підвищувати їхню якість. Для поліпшення якості й підвищення експлуатаційної довговічності виливків до складу стрижневої суміші як інгредієнт уводиться модифікатор, який активно впливає на метал, що кристалізується. Для досягнення поставленої задачі пропонується суміш наступного складу: електрокорунд білий марок (ГОСТ 28818-90) - 70-75 %, кварц пилоподібний штучний (ГОСТ 9077-82) - 5-7 %, карбід кремнію (ГОСТ Р 52381-2005) - 1-3 %, пластифікатор ПП-10-10-15 %, у яку відповідно до корисної моделі додатково вводиться модифікатор - алюмінат кобальту в кількості 5-10 %. Зменшення кількості модифікатора нижче 5 % призведе до ослаблення модифікувальної дії алюмінату кобальту. Збільшення кількості модифікатора більше 10 % істотно не впливає на розмір, форму зерен і їхній розподіл по виливку, тому економічно не доцільне. Пропонована стрижнева суміш випробувана в умовах ливарного виробництва. Склад стрижневих сумішей, що випробувалися, зазначений в таблиці. Таблиця Суміш / інгредієнти Варіант 1 (аналог) Варіант 2 (заявлений) Варіант 3 (заявлений) кварц карбід кремнію пластифікатор пилоподібний марки 64 С, % ПП-10, % марки А, % модифікатор СоАl2О3, % електрокорунд білий марки 25А, % 12 3 15 решта 7 3 15 5 решта 7 3 15 10 решта 30 35 40 45 Інгредієнти сумішей засипали в змішувач, змішували й підігрівали до температури 130 °C протягом 3-3,5 години, потім уводили пластифікатор і перемішували до одержання однорідного стану. Після охолодження до температури 20 °C отриману масу подрібнювали на гранули. Стрижні з таких гранул виготовляли на гідравлічному пресі в спеціальних прес-формах. Після видалення стрижнів із прес-форми їх заформовували в керамічні короби за допомогою порошкоподібного глинозему. Термічну обробку (спікання) стрижнів здійснювали при 1250 °C, витримка 6 годин, охолодження з піччю. Після витягнення стрижнів з коробів їх очищали від глинозему, видаляли облой й зачищали шорсткості. В умовах дослідно-промислового випробування в ливарну форму одного сектора соплового апарата розміщували стрижні, виготовлені по трьох варіантах, і за діючою технологією одержували виливки з жароміцного нікелевого сплаву ЖС6У, з яких видаляли стрижні гідротермічним вилуговуванням. Після цього здійснювали хімічне травлення отриманих виливків в кислотному реактиві для виявлення структури. Аналіз структури лопаток, у яких використовувалася стрижнева суміш із 5 % і 10 % алюмінату кобальту, показав, що на зовнішній поверхні сформувалася однорідна структура з поліедричними зернами розміром 1-2,5 мм. Істотної різниці по розміру, формі зерен і їхньому розподілу по перу залежно від процентного вмісту модифікатора не спостерігалося. Тому збільшення вмісту алюмінату кобальту понад 10 % у складі стрижневої суміші економічно не доцільно. Розмір макрозерна в лопатках без модифікування - 2-4 мм. 1 UA 67996 U 5 10 15 У поперечному перерізі пера всіх досліджуваних лопаток структура була дрібнозернистою. Розмір макрозерна в лопатках з використанням стрижневої суміші з алюмінатом кобальту становив 0,5-1,0 мм, а в лопатках, отриманих зі стандартними стрижнями, - 1-4 мм. При використанні модифікатора подрібнення структури відбулося на всю товщину стінки виливки. На внутрішній поверхні лопаток, отриманих з використанням стрижневої суміші з модифікатором, отримана дрібнодисперсна структура поліедричних зерен розміром 0,5-1,0 мм, у лопатках без модифікування - 2-5 мм. У мікроструктурі лопаток з використанням досліджуваних стрижнів, виготовлених зі стрижневої суміші з модифікатором, відзначається зменшення усадкової пористості й розмірів неметалевих включень у порівнянні з лопатками, виготовленими за стандартною технологією. Таким чином, використання пропонованої суміші з модифікатором для виготовлення керамічних стрижнів дозволить надійно забезпечити розмір зерна в структурі виливків не більше 1 мм, підвищити якість поверхонь виливків, зменшити їхню пористість, що в подальшому сприятиме підвищенню експлуатаційної довговічності литих деталей гарячого тракту ГТД і їхнього експлуатаційного ресурсу роботи. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 1. Суміш для виготовлення ливарних керамічних стрижнів, що містить електрокорунд, кварц пилоподібний, карбід кремнію, пластифікатор, яка відрізняється тим, що вона додатково містить модифікатор, при наступному співвідношенні інгредієнтів, мас. %: кварц пилоподібний 5-7 карбід кремнію 1-3 пластифікатор 10-15 модифікатор 5-10 електрокорунд решта. 2. Суміш за п. 1, яка відрізняється тим, що як модифікатор використовують алюмінат кобальту - СоАl2О3. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMixture for producing ceramic mold cores
Автори англійськоюZhemaniuk Pavlo Dmytrovych, Pedash Oleksii Oleksandrovych, Pedash Oleksandr Fedorovych, Tsyvirko Eduard Ivanovych
Назва патенту російськоюСмесь для изготовления керамических стержней
Автори російськоюЖеманюк Павел Дмитриевич, Педаш Алексей Александрович, Педаш Александр Федорович, Цывирко Эдуард Иванович
МПК / Мітки
МПК: B22C 1/00
Мітки: стрижнів, виготовлення, керамічних, суміш, ливарних
Код посилання
<a href="https://ua.patents.su/4-67996-sumish-dlya-vigotovlennya-livarnikh-keramichnikh-strizhniv.html" target="_blank" rel="follow" title="База патентів України">Суміш для виготовлення ливарних керамічних стрижнів</a>
Суміш для виготовлення ливарних керамічних стрижнів
Номер патенту: 82603
Опубліковано: 25.04.2008
Автори: Єфімова Вероніка Гаррівна, Сімановський Віктор Михайлович, Шинський Олег Йосипович, Квасницька Юлія Георгіївна, Максюта Іннола Іванівна, Сушков Микола Олексійович
МПК: B22C 9/10, B22C 1/16, C04B 35/04, C04B 35/10
Мітки: виготовлення, суміш, ливарних, керамічних, стрижнів
Формула / Реферат:
Суміш для виготовлення ливарних керамічних стрижнів, яка як вогнетривкий наповнювач містить корунд - Аl2О3 або оксид магнію - MgO, як легкоплавкий пластифікатор містить парафін з поліетиленом, яка відрізняється тим, що додатково містить кремній при наступному співвідношенні компонентів, мас.%: легкоплавкий пластифікатор 13 – 18, кремній 0,5 - 5,0, ...
Суміш для виготовлення ливарних керамічних стрижнів
Номер патенту: 80076
Опубліковано: 10.08.2007
Автори: Єфімова Вероніка Гаррівна, Квасницька Юлія Георгіївна, Сімановський Віктор Михайлович, Максюта Іннола Іванівна, Ржевицький Максим Євгенович, Сушков Микола Олексійович
МПК: C04B 35/14, B22C 1/16
Мітки: виготовлення, суміш, керамічних, стрижнів, ливарних
Формула / Реферат:
Суміш для виготовлення ливарних керамічних стрижнів, яка містить плавлений кварц, легкоплавкий пластифікатор та порошок алюмінію, яка відрізняється тим, що додатково містить порошок бору при наступному співвідношенні компонентів, мас. %: легкоплавкий пластифікатор 14 - 19 порошок алюмінію 0,1 - 5,0 порошок бору 0,1 - 0,6 ...
Суміш для виготовлення ливарних керамічних стрижнів
Номер патенту: 37037
Опубліковано: 16.04.2001
Автори: Прач Тетяна Вікторівна, Шинський Олег Йосипович, Сімановський Віктор Михайлович, Вольська Віталія Валентинівна
МПК: B22C 1/16
Мітки: виготовлення, суміш, ливарних, керамічних, стрижнів
Текст:
...1180-1200°С та витримують 2 години. Порошок плавленого кварцу просіювали крізь сито 005. Як порошок алюмінію застосовували АСД-4 ТУ 48-5-226-82. Пластифікатор ПП-10: масова доля поліетилену - 10%, ГОСТ 16337-77, масова доля парафіну - 90%, ГОСТ 23683-79. Як видно з таблиці, при введенні в суміш алюмінію значно збільшується міцність стержнів. Кількість алюмінію менш ніж 0,1% недостатньо збільшує міцність стержнів, а при збільшенні...
Рідка самотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 37590
Опубліковано: 15.05.2001
Автори: Варшавський Юрій Борисович, Лещенко Олександр Дмитрович, Кузовов Олексій Федорович, Шрамко Михайло Семенович, Сажнєв Володимир Миколайович, Косяк Анатолій Терентійович
Мітки: стрижнів, ливарних, виготовлення, суміш, рідка, форм, самотвердіюча
Формула / Реферат:
Рідка самотвердіюча суміш для виготовлення ливарних стрижнів та форм, що включає вогнетривкий наповнювач, затверджувач, рідке скло та аніонактивний піноутворювач, яка відрізняється тим, що як вогнетривкий наповнювач містить кварцовий пісок, як затверджувач містить у собі шлак доменного виробництва та клінкер, та як аніонактивний піноутворювач - ДС-РАС, при наступному співвідношенні компонентів, мас. %: кварцовий...
Самотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 64125
Опубліковано: 16.02.2004
Автори: Лещенко Олександр Дмитрович, Шрамко Михайло Семенович, Кузовов Олексій Федорович, Восковець Вячеслав Григорович, Сажнєв Володимир Миколайович
МПК: B22C 1/00
Мітки: форм, ливарних, суміш, самотвердіюча, стрижнів, виготовлення
Формула / Реферат:
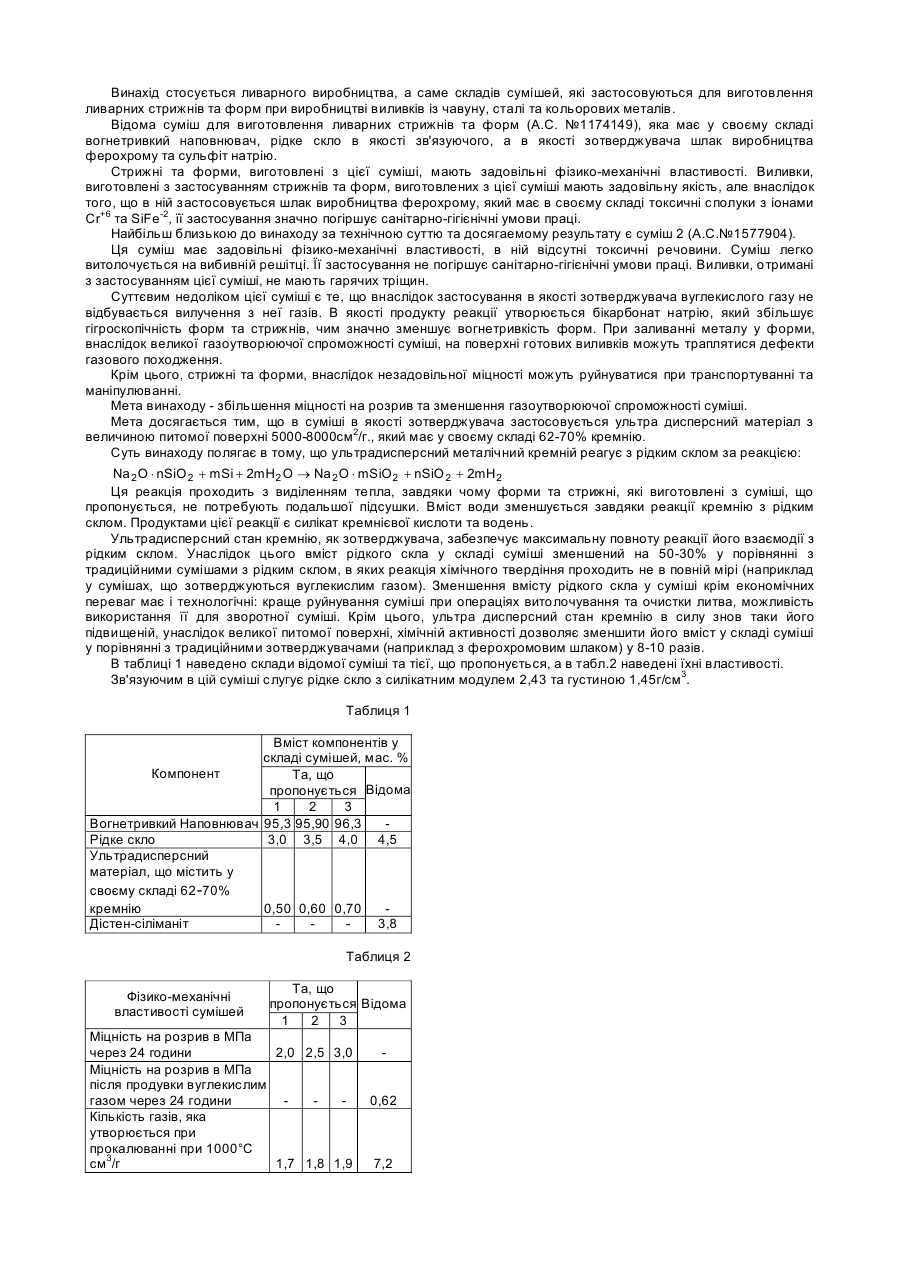
Самотвердіюча суміш для виготовлення стрижнів та форм, яка складається з вогнетривкого наповнювача, отверджувача, зв'язуючого, який відрізняється тим, що як отверджувач застосовується ультрадисперсний матеріал, що містить у собі 62-70 % кремнію при наступному співвідношенні компонентів, мас. %: вогнетривкий наповнювач 95,3-96,5 ультрадисперсний матеріал, що містить у собі 62-70 % кремнію ...
Попередній патент: Плазмово-дугова установка для різання стовбурових конструкцій
Наступний патент: Спосіб визначення пилового забруднення повітря у приміщеннях
Випадковий патент: Картридж для бриття